

射出成形ツールこれは実際、中空で不規則な形状の構造部品を大量生産するための中心です。これらは、自動車の軽量化プロジェクトや家電構造部品プロジェクトの成功か失敗かを決定する主な要因です。
自動車の軽量化や家電製品の構造コンポーネントの設計において、中空で不規則な形状の構造物(ドアハンドル、シートバック、流体パイプなど) の需要が増加しています。
しかし、ガスアシスト射出成形プロセスにおける高圧窒素の侵入を制御することはほとんど不可能であり、従来のスチール金型はテストや側面の製作に非常に高価であり、空気通路とゲートの間の設計の不一致が歩留まりの低下を引き起こします。
射出成形ツールの選択における初期投資と長期安定性のバランスが、急速な大量生産を目指す企業にとってプロジェクトの ROI を決定する主なボトルネックとなっています。
さらに、ガスアシストプロセスに適した射出成形ツールは、高圧に対応し、正確な空気通路を備え、安価である必要があります。これらは、選択時に対処する必要がある主な問題です。
主要な回答の概要
| 中核問題 | 主要なソリューション | 期待値 |
| コストと効率のバランス | ガスアシスト成形プロセスと組み合わせたアルミニウム射出成形金型 | 試行錯誤コストを削減し、納期を 40% 短縮 |
| 主要な設計上の課題 | 優先ガスチャネル貫通経路制御とゲート位置シミュレーション | 吹き抜けや充填ムラを解消し、安定した空隙率を実現 |
| キートレランスコントロール | ガスアシストによる結晶化収縮を補正する高精度加工(±0.005mm) | 厳しい寸法および位置公差を満たし、二次加工を回避 |
| 選択とROI | カスタマイズされたガスアシスト射出成形ツール | 材料の 20 ~ 30% の節約、サイクル時間の 25% の短縮 |
主な結論:
- 初期投資は最終的に量産の安定性を左右します。
Moldflow Gas Assist シミュレーション機能を備えたサプライヤーと提携することで、企業はガス浸透暴走リスクを確実に軽減できます。
- アルミニウム金型は、ガスアシスト加工を高速化する素晴らしい方法です。
試作検証や小ロット生産なら、 アルミニウム射出成形金型これは、コストと高圧ガスによる耐性の間のかなり良い妥協点です。
- 良く行われた加工は、ガス注入ニードルの耐用年数を保証するものとなります。
射出針と金型の間の嵌合の公差は0.005 mm レベルでなければなりません。そうしないと、高圧窒素漏れがスクラップ率増加の主な原因となります。
このガイドが信頼できる理由JS Precision の射出成形ツールに関する経験
ガス支援プロセス用の射出成形ツールを選択するときは、サプライヤーの実地経験、品質認証、問題解決能力を主に重視する必要があります。
JS Precision を選択すると、 15 年間の精密製造の知識を持つチームの支援が得られ、これまでに 300,000 個を超える高精度のカスタム部品を製造してきた当社を信頼できることになります。
世界中の 1,000 社を超える自動車 Tier 1 サプライヤーおよび大手家電企業との実績により、 99.2% の納期厳守を保証することができ、プロジェクト遅延のリスクを排除できます。
ガスアシスト金型用に選択する研究開発および製造パートナーにとって、高圧窒素の侵入、ゲート システムの競合、厳しい公差の維持といった問題の克服を支援できることが重要です。
JS Precision は、自動車および家電製品の中空コンポーネント向けに 500 を超えるガスアシスト金型プロジェクトを完了し、再利用可能な成熟したソリューションを提供します。
適切な例の 1 つは、パートナーとして JS Precision と協力して、自動車会社がシート背もたれチューブ ビームの重量を 22% 削減することに成功し、量産歩留まりが 86% から 99.3% に向上しました。これは、同じコラボレーション モデルを使用して、自社の制作コストを大幅に削減できることを意味します。
JS Precision と連携すると、次の 3 つの非常に評判の高い認定に裏付けられた品質保証の恩恵を受けることができます。 ISO 9001:2015 、ISO 13485、および IATF 16949 は、ハイエンド製造の国際規格をカバーしています。
JS Precision は20 台以上の高度な 5 軸 CNC 機械を備えており、公差 0.005 mm の精密機械加工を行うことができるため、ガスアシスト金型の精度が保証され、寸法誤差の可能性が大幅に低減されます。
射出成形金型に関するテクニカル サポートは、15 分以内の応答時間で迅速に提供されるだけでなく、 大量生産に伴うリスクを最大 80% 回避するのに役立つ、DFM 分析およびシミュレーション予測サービスを無料でご利用いただけます。
つまり、この確かなデータ、実際の事例研究、および国際的な認定を自由に利用できるため、品質や効率を心配することなく、ガスアシスト金型プロジェクトに絶対的な信頼を置くことが可能になります。
ガスアシスト金型選択に関するホワイト ペーパーをダウンロードして、射出成形ツールの選択の核となるポイントをすばやく把握し、選択の落とし穴を回避してください。
ガス利用プロセスにおいて、アルミニウム射出成形金型はどのようにしてコストと効率のバランスを取ることができるのでしょうか?
アルミニウム射出成形金型は、ガスアシスト成形によりコストと効率のバランスを取る優れた方法です。試作コストを35%削減でき、納期も2~3週間に短縮できます。
試行錯誤のコストを削減する方法
ガスアシスト操作では通常、通常の射出成形よりも 30% ~ 50% 高い射出圧力が必要です。
初期のアルミニウム射出成形金型を使用することにより、 試作プラスチック成形品により、エアニードルシールの精度を犠牲にすることなく、より低い材料コストとより速い切断速度で複数の設計反復を完了できます。
試行錯誤のコストを 5,000 ドルから 3,250 ドルに下げることができ、初期投資を大幅に削減できます。
リードタイム短縮のメリット
アルミニウム金型は、カスタム ガス射出成形金型に通常使用される材料である H13 鋼と比較して、加工時間を約 40% 短縮すると推定されています。
軽量部品を製造していて、それを迅速に市場に販売したい場合、アルミニウム射出成形金型を使用すると、競合他社よりも先に PPAP 検証を完了し、 2 ~ 3 週間早く大量生産を開始できるようになります。

図 1: アルミニウム射出成形金型が、製造された黒いプラスチック部品の隣に置かれ、金型の複雑なキャビティ設計と完成部品の精度を示しています。
ガスアシストプロセス用の金型を作成するには?ガスチャネルとゲートの間の競合を解決する
ガス支援金型を開発し、ゲートの位置をロックし、Moldflow でガス チャネルのレイアウトをシミュレーションすることで、ガス チャネルとゲートの間の設計上の論争を解決できます。
ガス優先浸透経路制御
Moldflow Gas Assist シミュレーションを使用すると、溶融内部のガス浸透長を設定できます。通常は壁厚の 80% ~ 90%が制御されます。
遅延時間を調整でき、ガス圧力調整(通常 20 ~ 35 MPa)が行われ、ガスが薄壁の領域ではなく厚壁の領域を確実に占めるようになります。
簡単に言えば、これはガスが逃げて製品の故障を引き起こさないように、ガス用の別の流路を設計する方法です。
ゲートとガスニードルの調整された設計
ゲートは、ガス注入が行われる前に圧力保持と収縮補正を完了する必要があります。ガスニードルの位置はウェルドラインから遠ざける必要があります。
その過程で型の作り方高圧窒素ガスの漏れによるガスマークを防ぐために、ガスニードルとフィッティングの間の隙間が0.01 mm 未満であることを確認する必要があります。
ガスアシストツールの重要な射出成形公差はどのくらいですか?
ガスアシスト金型の重要な射出成形公差は、主にガス経路のシールと製品の寸法の一貫性を確保するために、0.01 mm の制御で行われます。
肉厚公差と収縮補正
PA6+GF30 などのガラス繊維強化材料のガスアシストプロセスでは、内部圧力を一定に保つために一般に 20 ~ 30MPa 以内のガス圧力が使用されます。これにより、肉厚の収縮率が通常の 0.5% ~ 0.8% から 0.2% ~ 0.3% に減少し、製品寸法の変動が少なくなります。
幾何公差の高精度保証
カスタムのガス射出成形金型を製造する場合、 0.005 mm の精度を持つ高精度 5 軸 CNC マシンをガス チャネルの加工に使用できます。
ニードル取付穴の真円公差が0.005mmを超えると高圧ガス漏れが発生し、製品内壁の欠陥の原因となります。
簡単に言うと、ボトルのキャップがボトルの口にぴったりとフィットせず、少しでも隙間があると液漏れが発生するようなものです。ガスニードル取り付け穴の公差が規格を超えると高圧窒素ガスが漏れ出し、製品のスクラップに直結します。
ガスアシスト金型の主要な射出成形公差基準
| モールド部品 | 寸法許容差 | 幾何公差 | 表面粗さ | 嵌合すきま |
| エアニードル取付穴 | ±0.005mm | 真円度0.003mm | Ra≦0.8μm | ≤0.01mm |
| エアチャネルの分割面 | ±0.01mm | 平面度0.005mm | Ra≦1.6μm | ≤0.02mm |
| ゲートブッシュ | ±0.01mm | 同軸度0.008mm | Ra≦0.4μm | ≤0.015mm |
| モールドベースガイドピラー | ±0.008mm | 真直度0.01mm | Ra≦1.6μm | ≤0.02mm |
| 製品キャビティ | ±0.01mm | 輪郭0.015mm | Ra≦0.2μm | - |
無料の DFM 分析を入手して正確に制御します射出成形公差寸法欠陥のリスクを回避します。
試作プラスチック成形とガスアシストプロセスの違いは何ですか?
ガスアシストプラスチック成形は、各種ガス透過安定性やガス流路乾燥確認チェックに大きく依存しており、従来の試作成形とは全く異なる工程となります。
ガスの侵入長さの確認:
試作プラスチック成形段階で、ガス侵入長が設計値の95%以上であることをスライス検査やX線検査などにより確認する必要があります。同時に、貫通経路が逸脱や分岐がなく、正確に設定されたガスチャネルであることを確認します。
タイミング制御と圧力曲線の検証:
試作には窒素発生装置とタイミングコントローラーを備えた射出成形機が必要です。
プロトタイプのプラスチック成形ステージが量産時のガス充填ダイナミクスを模倣できることを確認するには、ガス射出遅延時間 (通常は 0.5 ~ 2 秒の範囲) と圧力減衰曲線を注意深く監視する必要があります。
ガスアシスト射出成形ツールは中空構造をどのように処理しますか?
ガスアシスト射出成形ツールは、高圧ガスをコアとして使用することで機械的なコアの引き抜きを代替し、複雑な中空形状の効率的な脱型も可能にします。
湾曲した性質の管状構造の生成
自動車のシートバックレスト用の管状ビームの製造では、 カスタムガス射出成形金型ガスを直接供給して、溶融材料を湾曲したキャビティに押し込みます。
冷却後にガスが排出され、均一な肉厚、たとえば 2.5 mm ± 0.1 mm の単一の中空片が残り、従来の溶接継手の弱点を回避します。
芯抜き脱型の課題を強みに変える
アンダーカットのある中空部品の場合、ガスアシスト技術により、金型を開く前にガスを排出できます。
ここでは、圧力差を適用してコアなしの脱型を実現します。これにより、射出成形ツールの機械構造が大幅に簡素化され、金型メンテナンスのコストも削減されます。
簡単に言うと、風船を使って細い管を膨らませるのと似ており、空気が抜けると風船が収縮し、「こじ開ける」ための追加の機械部品を必要とせずに対象物を簡単に取り出すことができるようになり、その結果、金型の磨耗が減り、メンテナンスコストが節約されます。
中空構造ガスアシスト射出成形金型パラメータ比較表
| 構造タイプ | 伝統的な金型 | ガスアシスト射出成形ツール | 利点/相違点 |
| 金型構造の複雑さ | 高 (複数のコアのプル) | 低 (機械的なコアの抜き取りなし) | 60%削減 |
| 単一製品の重量 | 180g | 130g | 28%削減 |
| 脱型失敗率 | 12% | 0.2% | 98%削減 |
| 金型メンテナンスコスト | $800/月 | $240/月 | 70%削減 |
| 量産歩留り | 85% | 99.2% | 14.2% 改善 |
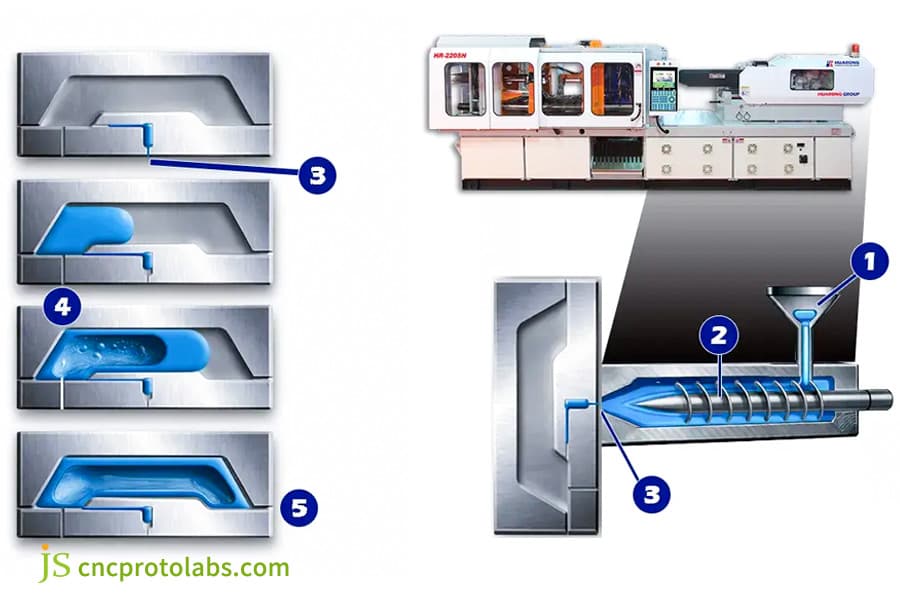
図 2: プラスチック供給ホッパーから金型キャビティへの射出までの完全なガスアシスト射出成形プロセスを示す技術図。
カスタムガス射出成形金型の材料と鋼材を選択するにはどうすればよいですか?
窒化処理を施したH13ステンレス鋼または420SSステンレス鋼のいずれかを選択でき、ガスアシストプロセスに適した材料も検討できます(当社調べ) ASTM A681-20規格) カスタムガス射出成形金型用。
磨耗防止材の必要性
強化されたガラス繊維材料は一般に非常に高い圧力で使用され、射出速度は 200mm/s にも達します。注入すると、金型のゲート位置とエア ニードルに非常に深刻な浸食が発生します。
たとえば、ASP23 のような粉末冶金鋼を使用してエアニードルを製造すると、その動作寿命を成形品の 50,000 回から 500,000 回以上に延ばすことができます。
わかりやすく言えば、高圧水を使って水道管の接続部に衝突し続けるのと同じことです。通常の接合部はすぐに磨耗して漏れが発生しますが、強化された接合部は長期間の衝撃に耐えることができます。同様にエアニードルの材質選択も重要です。
腐食防止と熱疲労管理
急速な圧力解放中に、高圧窒素が冷却効果を引き起こし、金型表面に熱疲労亀裂が発生します。操作するカスタム ガス射出成形金型には、金型温度を 80 ~ 120℃ の範囲に保つ特別な金型温度コントローラーが必要です。
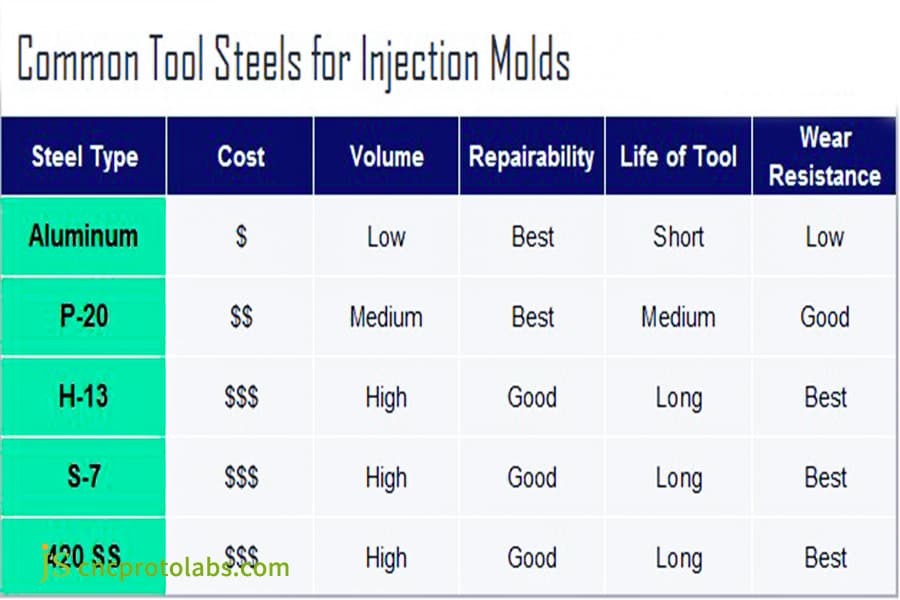
図 3: 「射出成形用の一般的な工具鋼」というタイトルの比較表。アルミニウム、P-20、H-13 などの材料を、コスト、生産量、修理性、工具寿命、耐摩耗性に基づいて評価しています。
サプライヤーはガスアシスト射出成形ツールのコストを最適化していますか?
経済的には、ガスアシスト射出成形ツールは当初 15% ~ 20% 高価です。ただし、数か月後 (6 ~ 12 日)、材料使用量の削減と生産サイクルの短縮による節約を考慮すると、投資は回収されます。ツールを製造している会社は、コストの内訳も提示します。
材料節約の分析
こうすることで、ガスによって厚肉領域を換気できるようになり、部品の質量を 20% ~ 30% 削減できることになります。
年間売上高 500,000 ユニットの自動車部品の場合、次の方法を使用することで、材料費だけで年間約 100,000 ~ 150,000 米ドルの節約が期待できます。 ガスアシスト射出成形ツール。
サイクルタイム短縮による定量的効果
ガスアシスト技術は冷却効果のある内部のガスを利用し、冷却時間を約20%~30%短縮します。急速な熱除去で知られるアルミニウム射出成形金型を使用すると、総サイクルを60 秒から 45 秒未満に短縮でき、生産能力が大幅に向上します。
ガスアシスト金型と従来金型のコストメリット比較表
| コスト次元 | 従来の射出成形金型 | ガスアシスト射出成形ツール | 収益実績 |
| 初期金型コスト | 10,000ドル | 11,800ドル | 初期費用18%増 |
| 1個あたりの材料費 | 2.5ドル | 1.95ドル | 1 個あたり 22% 割引 |
| 単体サイクルタイム | 65秒 | 48秒 | 効率が26%向上 |
| 年間保守コスト | 9,600ドル | 2,880ドル | メンテナンスが 70% 削減 |
| 回収期間 | 18ヶ月 | 7ヶ月 | 61%短縮 |
ガスアシスト射出成形ツールの完全なプロセス見積もりを取得して、量産時のコスト削減のためにスペースを確保します。
JS Precision のケーススタディ: ドイツの Tier 1 サプライヤーのドアハンドル軽量化プロジェクト
ガスアシスト金型の働きを十分に理解したら、ケーススタディを通じて当社の取り組みを理解できるようになります。この事例では、問題解決から収益性の高い量産までの全プロセスを完全に紹介しています。
プロジェクトの困難さ
ドイツの Tier 1 サプライヤーは、長さ 380 mm のロングアーム ドア ハンドルの製造を希望しています。当初のアイデアは、従来の射出成形法を採用することです。
製品の肉厚は最も厚い部分で8mm、最も薄い部分で2.5mmと不均一であり、激しい収縮跡が発生します。 反り変形、平面度偏差は0.8mmです。
製品は堅牢で、単体の重量は 180g と OEM の軽量化目標を達成できず、量産歩留まりは 82% にすぎません。
解決
1. 専用のガスアシスト射出成形ツールをカスタマイズします。
プロジェクトに応じてガスアシスト金型をカスタマイズします。ガスアシスト高圧プロセスの耐摩耗性要件を満たすために、H13 鋼を選択し、表面窒化処理を行って金型硬度を HV1000 レベルに高めます。
2.気道設計とパラメータ設定を最適化します。
モールドフロー ガス アシスト シミュレーションを実行することで、最適な気道の位置を特定するだけでなく、制御不能なガス侵入の発生を回避するために、1.2 秒のガス遅延噴射時間と 28MPa のガス圧力も正確に決定します。
3.射出成形公差を厳密に管理:
片側は使用することです5軸CNCガスニードル取り付け穴加工用。一方、高圧窒素の漏れを防ぎ、製品の品質を確保するために、主要な公差は0.005 mm 以内に厳密に管理される必要があります。
4.迅速な反復と金型試作検証:
アルミニウム射出成形金型を使用して金型設計を 3 回迅速に繰り返し、窒素発生装置を備えた機械で試作プラスチック成形を実行し、 CT スキャンでガス透過レベルをチェックして量産の実現可能性を確認することができます。
最終結果
製品重量は180gから130gとなり、28%の軽量化を実現し、軽量化の要求を満たしています。製品の平面度は0.2mm以内に保たれており、ヒケは全く見られず、耐久性については路上テストにも合格しています。
プロジェクト期間は 40% 短縮され、量産のサイクル タイムは 65 秒から 48 秒に短縮され、材料 1 個あたりのコストは 22% 削減され、年間コストは 120,000 ドル削減され、量産歩留まり率は 99.2% に向上しました。
ガスアシスト金型用の軽量ソリューションをカスタマイズし、中空部品の大量生産を迅速に実装します。
よくある質問
Q1: ガスアシスト射出成形金型は通常の金型に比べてどれくらい高価ですか?
ガスアシスト射出成形金型のコストは通常、通常の金型より 15% ~ 25% 高くなります。初期投資による材料節約と生産効率の利点は、6 ~ 12 か月で利用可能になります。
Q2: アルミニウム金型はガスアシストプロセスの高圧に耐えられますか?
熱処理されたアルミニウム射出成形金型は、ガスアシストプロセスの高圧に耐えることができます。中小規模のバッチやプロトタイプの検証ケースでは、使用ニーズを満たすために最大 35MPa のガス圧に耐えることができます。
Q3: 薄肉部分にガスが侵入した場合、その吹き抜けを防ぐにはどうすればよいですか?
モールドフロー シミュレーションによってガスの遅延時間と圧力曲線を非常に正確に制御できるため、メルト フロントの固化層の厚さが、ガスが薄壁領域を吹き抜けるのを効果的に防ぐのに十分な厚さになります。
Q4: ガスアシスト金型には射出成形機に対してどのような特別な要件がありますか?
射出成形機をサポートするガスアシスト金型には、タイミング制御付きの窒素発生装置を装備する必要があります。さらに、高圧ガスの逆流によって引き起こされる生産関連の問題を防ぐために、ねじチェックリングのシール性能が基準に達している必要があります。
Q5: ガスアシストプロセスではどの程度の寸法公差を達成できますか?
ガスアシスト成形は通常、射出成形の許容範囲内で機能します。重要な寸法公差は0.01 mm に制御でき、非重要な寸法公差は 0.05 mm に維持できます。
Q6: ガスアシストプロセスでは雌ねじや複雑な構造を製造できますか?
残念ながら、ガスアシストプロセスでは雌ねじを直接製造することはできません。まず中空の基本部品を形成し、次にタッピングなどの二次的な方法を使用して、製品の接続ネジの機能を実現します。
Q7: プラスチック試作金型と量産金型のガスパラメータは同じですか?
それらは同じではありません。試作金型テストは、ガス漏れの傾向を確認することのみを目的としています。量産される金型鋼は熱伝導率が異なるため、圧力と温度のパラメーターを再最適化する必要があります。
Q8: JS Precision でガスアシスト金型のセットを作成するのにどのくらい時間がかかりますか?
JSプレシジョンの標準納期アルミニウム射出成形金型所要時間は 2 ~ 3 週間、スチール製のカスタム ガス射出成形金型の場合は、シミュレーション設計プロセスを含めて 4 ~ 6 週間です。
まとめ
射出成形ツールは、ガスアシストプロセスにおいて基本的な役割を果たします。モールドフロー シミュレーション、5 軸精密加工、高圧金型試作機能を同時に提供するパートナーを選択することによってのみ、中空特殊形状部品の量産問題を解決できます。
アルミ射出成形金型はソリューションの迅速な検証を目的とし、カスタムガス射出成形金型は量産の安定化を目的とし、ガスアシストシステム全体で軽量化、コスト削減、効率向上の3大目標を達成します。
今すぐ JS Precision にご連絡くださいでは、詳細なガスアシスト金型実現可能性分析レポートを提供します。これは、金型設計の作成方法、射出金型ツールの選択、カスタム ガス射出金型の製造方法の全プロセスを提供する唯一の場所です。
中空構造部品プロジェクトは迅速に実装され、収益が上がります。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

