

Injection mold tools are really the heart of mass producing hollow, irregularly shaped structural parts. They are the main factor that decides whether automotive lightweighting projects or home appliance structural components projects will succeed or fail.
Demand for hollow, irregularly shaped structures (like door handles, seat backs, fluid pipes) is increasing in automotive lightweighting and home appliance structural component design.
However, it is almost impossible to control the high pressure nitrogen penetration in gas assisted injection molding processes, traditional steel molds are very pricey to test and side, and design inconsistencies between air passage and gate cause low yield.
Balancing initial investment with long term stability in the choice of injection mold tools has become a main bottleneck determining project ROI for companies going for rapid mass production.
Besides, injection mold tooling that suits gas assisted processes should handle high pressure, have accurate air passages, and be cheap, these are the main issues that have to be addressed when choosing.
Core Answer Summary
| Core Issues | Key Solutions | Expected Value |
| Cost and Efficiency Balance | Aluminum Injection Molds Combined with Gas Assisted Molding Process | Reduce trial-and-error costs, shorten delivery cycle by 40% |
| Core Design Challenges | Preferred gas channel penetration path control and gate location simulation | Solve blow through and uneven filling, achieving stable void ratio |
| Key Tolerance Control | High precision machining (±0.005mm) to compensate for gas assisted crystallization shrinkage | Meet stringent dimensional and positional tolerances, avoiding secondary machining |
| Selection and ROI | Customized Gas Assisted Injection Molding Tools | Material savings of 20-30%, cycle time reduction of 25% |
Key Conclusions:
- The initial investment is what ultimately drives the stability of mass production.
By going with a supplier that has Moldflow Gas Assist simulation capabilities, a company can definitely reduce gas penetration runaway risk.
- Aluminum molds are a wonderful method to speed up gas assisted processing.
When it comes to prototype verification and small batch production, aluminum injection molds are the pretty good compromise between cost and high pressure gas assisted tolerance.
- Well done machining operates as the guarantee for the service life of gas injection needle.
The tolerance for fit between the injection needle and the mold should be at the level of 0.005mm, else high pressure nitrogen leakage will be the main reason of an increase in scrap rates.
Why Trust This Guide? JS Precision's Experience With Injection Mold Tools
When selecting injection mold tools for gas assisted processes, your main focus should be the supplier's hands on experience, quality certification, and problem-solving abilities.
Selecting JS Precision means you get the help of a team with 15 years of precision manufacturing knowledge and trust in us to produce over 300,000 high precision custom parts so far.
With a track record of over 1000 automotive Tier 1 suppliers and major home appliance companies worldwide, they are able to guarantee 99.2% on time delivery, thus eliminating the risk of project delays.
To R&D and manufacturing partner you select for the gas assisted mold, it is important that they are able to help you overcome the issues of high pressure nitrogen penetration, gating system conflicts, and maintaining tight tolerances.
Having completed over 500 gas assisted mold projects for automotive and home appliance hollow components, JS Precision provides you with reusable and mature solutions.
One case in point, working with JS Precision as a partner, an automotive company managed to lower the weight of its seat backrest tube beam by 22% and the mass production yield was increased from 86% to 99.3%. This implies that this same collaboration model can be used to drastically cut your own production costs.
When working with JS Precision, you'll benefit from quality assurance backed by three highly respected certifications: ISO 9001:2015, ISO 13485, and IATF 16949, which together cover international standards for high end manufacturing.
Equipped with more than 20 advanced five axis CNC machines, JS Precision can produce precision machining at a tolerance of 0. 005mm, thereby guaranteeing the accuracy of gas assisted molds and greatly reducing the likelihood of dimensional discrepancies.
Technical support related to your injection mold tooling will not only be prompt with a response time of 15 minutes or less but you'll also have at your disposal DFM analysis and simulation prediction services at no cost that will help you sidestep up to 80% of the risks associated with mass production.
Simply, having this solid data, real life case studies, and international certifications at your disposal makes it possible for you to have absolute trust in gas assisted mold projects without concerns about quality and efficiency.
Download the Gas Assisted Mold Selection White Paper to quickly grasp the core points of injection mold tools selection and avoid selection pitfalls.
How Can Aluminum Injection Molds Balance Cost And Efficiency In Gas Assisted Processes?
Aluminum injection molds are a great way to balance cost and efficiency with gas assisted molding. They are able to reduce trial molding costs by 35% and also shorten delivery cycles to 2-3 weeks.
How to Cut Costs of Trial and Error
Gas assisted operations usually require the injection pressure to be 30%-50% higher than normal injection molding.
By using aluminum injection molds for early prototype plastic molding, you can complete multiple design iterations at lower material costs and faster cutting speeds without sacrificing the precision of the air needle seal.
You can bring down your cost of trial and error from $5,000 to $3 250 thus drastically cutting your initial investment.
Benefit of Shorter Lead Times
Aluminum molds have been estimated to reduce processing time by about 40% in comparison to H13 steel, which is the material usually used for custom gas injection molds.
If you are manufacturing light weight parts and want to sell them in the market very quickly, using aluminum injection molds can help you finish your PPAP verification before your competitors and mass production can be started 2-3 weeks earlier.

Figure 1: An aluminum injection mold placed next to a black plastic part that it produces, showcasing the mold's intricate cavity design and the precision of the finished part.
How To Create a Mold For The Gas-Assisted Process? Resolving The Conflict Between Gas Channels And Gates
You may develop a gas assisted mold and solve design disputes between gas channels and gates by locking the gate location and simulating the gas channel layout with Moldflow.
Gas Priority Penetration Path Control
Moldflow Gas Assist simulation allows you to set gas penetration length inside the melt, usually 80%-90% of the wall thickness is controlled.
You can regulate the delay time, and gas pressure adjustments (usually 20-35 MPa) are made to make sure that the gas occupies the thick walled areas rather than the thin walled ones.
In short, this is a way of designing a separate channel for the gas so that it does not escape and cause product failure.
Coordinated Design of Gates and Gas Needles
The gate has to finish pressure holding and shrinkage compensation ahead of the time when the gas injection occurs. The location of the gas needle has to be kept away from the weld line.
In the process of how to make a mold, you need to ensure that the gap between the gas needle and the fitting is less than 0.01mm to prevent gas marks caused by high-pressure nitrogen gas leakage.
What Are The Critical Injection Molding Tolerances For Gas Assisted Tools?
The essential injection molding tolerances for gas assisted molds are to be with the control of 0.01mm, mainly to ensure the sealing of the gas path as well as the dimensional consistency of the product.
Wall Thickness Tolerance and Shrinkage Compensation
The gas assisted process for glass fiber reinforced materials like PA6+GF30, employs gas pressure generally within 20-30MPa to keep the internal pressure constant. This in turn decreases the rate of wall thickness shrinkage from the usual 0.5%-0.8% to 0.2%-0.3%, hence making the product dimensions less variable.
High Precision Guarantee of Geometric Tolerances
In the case of manufacturing custom gas injection molds, a high precision five axis CNC machine with a 0.005mm accuracy can be used for machining the gas channels.
If the roundness tolerance of the needle mounting hole is more than 0.005mm, it will result in a high pressure gas leak, which leads to defects on the inner wall of the product.
Simply put, this is like the bottle cap not fitting tightly to the bottle mouth, with even a slight gap causing liquid leakage. If the tolerance of the gas needle installation hole exceeds the standard, high-pressure nitrogen gas will leak out, directly leading to product scrap.
Key Injection Molding Tolerances Standards for Gas Assisted Molds
| Mold Part | Dimensional Tolerance | Geometric Tolerance | Surface Roughness | Mating Clearance |
| Air Needle Mounting Hole | ±0.005mm | Roundness 0.003mm | Ra≤0.8μm | ≤0.01mm |
| Air Channel Parting Surface | ±0.01mm | Flatness 0.005mm | Ra≤1.6μm | ≤0.02mm |
| Gating Bushing | ±0.01mm | Coaxiality 0.008mm | Ra≤0.4μm | ≤0.015mm |
| Mold Base Guide Pillar | ±0.008mm | Straightness 0.01mm | Ra≤1.6μm | ≤0.02mm |
| Product Cavity | ±0.01mm | Contour 0.015mm | Ra≤0.2μm | - |
Get free DFM analysis to accurately control injection molding tolerances and avoid dimensional defect risks.
How Is Prototype Plastic Molding Different For Gas-Assisted Process?
Gas assisted plastic molding significantly relies on various gas penetration stability and gas channel dryness verification checks, and it is a completely different process from the conventional trial molding.
Checking the Length of Gas Penetration:
At the prototype plastic molding stage, the gas penetration length should be verified to be at least 95% of the design value through slicing or X-ray inspection. At the same time, ensure that the penetration path is exactly the preset gas channel without any deviation or branching.
Verifying Timing Control and Pressure Curve:
Trial molding requires the use of the injection molding machine equipped with the nitrogen generator and timing controller.
A close watch is necessary over the gas injection delay time (which normally ranges between 0.5 and 2 seconds) and the pressure decay curve in order to confirm that the prototype plastic molding stage can mimic gas filling dynamics in mass production.
How Do Gas Assisted Injection Molding Tools Handle Hollow Structures?
Gas assisted injection molding tools substitute mechanical core pulling by using high pressure gas as the core, which also enables efficient demolding of complex hollow shapes.
Producing Tubular Structures of a Curved Nature
In the production of tubular beams for automotive seat backrests, the custom gas injection molds direct gas to push molten material into curved cavities.
The gas is then vented after cooling, leaving a single, hollow piece with consistent wall thickness, e.g. 2.5mm±0.1mm, thus sidestepping the weaknesses of conventional welded joints.
Turning the Core Pulling Demolding Challenge into a Strength
In cases of hollow parts with undercuts, the gas assisted technique enables gas to be vented prior to mold opening.
Here, you apply the pressure difference to accomplish core free demolding, which drastically simplifies the mechanical structure of the injection mold tools and also lessens the costs of mold maintenance.
To put it into simple terms, it's akin to using a balloon to inflate a narrow tube, once deflated, the balloon contracts, enabling the object to be easily taken out without additional mechanical parts to "pry it out", which in turn results in less mold wear and savings in maintenance costs.
Comparison Table of Hollow Structure Gas Assisted Injection Molding Tools Parameters
| Structure Type | Traditional Mold | Gas Assisted Injection Molding Tools | Advantages/Differences |
| Mold Structure Complexity | High (Multiple Core Pulling) | Low (No Mechanical Core Pulling) | 60% Reduction |
| Single Product Weight | 180g | 130g | 28% Reduction |
| Demolding Failure Rate | 12% | 0.2% | 98% Reduction |
| Mold Maintenance Cost | $800/month | $240/month | 70% Reduction |
| Mass Production Yield | 85% | 99.2% | 14.2% Improvement |
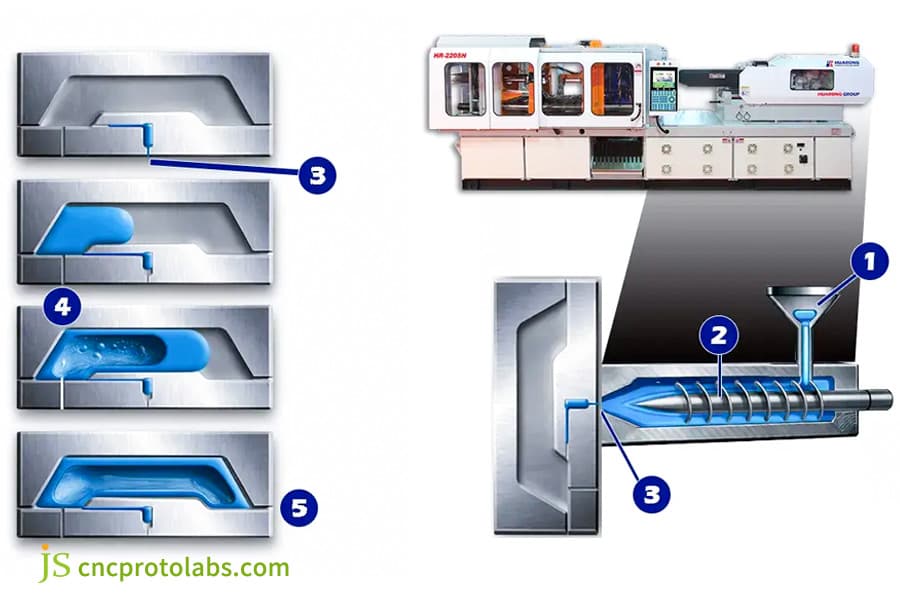
Figure 2: A technical diagram illustrating the complete gas-assisted injection molding process, from plastic feed hopper to injection into the mold cavity.
How To Select Materials And Steels For Custom Gas Injection Molds?
You can select either H13 or 420SS stainless steel with nitriding treatment, and also consider materials fit for gas assisted processes (according to ASTM A681-20 standards) for custom gas injection molds.
The need for anti scour materials
Glass fiber materials with reinforcements are generally used at a very high pressure, and the injection speed can reach as much as 200mm/s. When injected, they result in very serious erosion at the gating positions and air needles of the molds.
Using powder metallurgy steel like ASP23, for instance, to manufacture the air needle can extend its operational life from 50,000 to over 500,000 moldings.
To clarify, it is the same as if one used high pressure water to collide with the water pipe joint continuously. The normal joints would soon wear out and leak, whereas the reinforced joints could endure the impact for a long time. And similarly, the selection of the materials for air needles is also important.
Corrosion Prevention and Thermal Fatigue Management
During quick pressure release, high pressure nitrogen causes a cold effect, which leads to thermal fatigue cracks in the mold surface. The custom gas injection molds that you operate should have a special mold temperature controller that will keep the mold temperature at the 80-120C range.
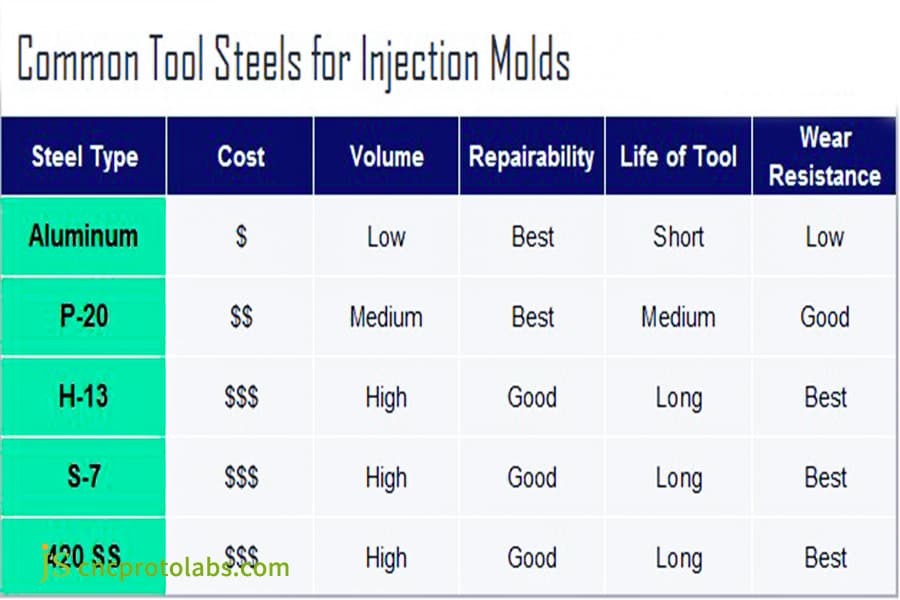
Figure 3: A comparison chart titled “Common Tool Steels for Injection Molds,” evaluating materials like Aluminum, P-20, and H-13 based on cost, production volume, repairability, tool life, and wear resistance.
Is Your Supplier Optimizing Gas Assisted Injection Molding Tools For Cost?
Financially, gas assisted injection molding tools are initially 15%-20% more expensive. However, after a few months (6-12), if we consider the savings from the reduced material usage and shorter production cycles, the investment will be earned back. The company manufacturing the tools will even offer you the cost breakdown.
Material Savings Analysis
Doing this, you will be able to ventilate the thick walled regions by means of the gas, which means the mass of the part can be lowered by 20%-30%.
In the case of automotive components with an annual turnover of 500,000 units, you can expect to save around US$100,000-150,000 annually on material costs alone by using gas assisted injection molding tools.
Quantitative benefits of cycle time shortening
The gas assisted technique makes use of the gas inside which has a cooling effect to reduce the cooling duration approximately by 20%-30%. When aluminum injection molds, known for their rapid heat removal, are used, the total cycle can be diminished from 60 sec to less than 45 sec, that is, a tremendous increase in production capacity.
Comparison Table of Cost Benefit between Gas Assisted Molds and Traditional Molds
| Cost Dimension | Traditional Injection Mold | Gas Assisted Injection Molding Tools | Revenue Results |
| Initial Mold Cost | $10,000 | $11,800 | Initial cost 18% higher |
| Material Cost Per Piece | USD 2.5 | USD 1.95 | 22% reduction per piece |
| Single Piece Cycle Time | 65 seconds | 48 seconds | Efficiency increased by 26% |
| Annual Maintenance Cost | USD 9,600 | USD 2,880 | Maintenance reduced by 70% |
| Payback Period | 18 months | 7 months | Shortened by 61% |
Obtain full process quotations for gas assisted injection molding tools to lock in space for cost reduction in mass production.
Case Study Of JS Precision: Door Handle Lightweighting Project Of a German Tier 1 Supplier
Once we have thoroughly understood the work of gas assisted molds, you will be able to see our work through a case study. The case fully showcases the whole process starting from the problem solving to the profitable mass production.
Project difficulties
A German Tier 1 supplier wants to manufacture long arm door handles which are 380mm in length. The initial idea is to employ the conventional injection molding method.
The product has uneven wall thickness, with the thickest part being 8mm and the thinnest part being 2.5mm, resulting in severe shrinkage marks and warping deformation, with a flatness deviation of 0.8mm.
The product is solid and the weight of a single piece is 180g which will not be able to meet the lightweight targets of OEM, and the production yield of mass production is only 82%.
Solution
1. Customize exclusive gas assisted injection molding tools:
We personalize gas assisted mold according to project. Select H13 steel and do surface nitriding treatment to enhance mold hardness to HV1000 level in order to comply with gas assisted high pressure process wear resistant requirements.
2.Optimize airway design and parameter settings:
By conducting Moldflow Gas Assist simulation, we not only locate the optimum airway position but also accurately determine the gas delay injection time of 1.2 seconds and the gas pressure of 28MPa in order to avoid the occurrence of out-of-control gas penetration.
3.Strictly control injection molding tolerances:
One side is to use five axis CNC for gas needle fitting hole machining. On the other side, key tolerances are to be strictly controlled within 0.005mm so as to avoid the high pressure nitrogen leakage and ensure product quality.
4.Rapid iteration and mold trial verification:
It is possible to perform three quick iterations of the mold design using the aluminum injection molds, to conduct prototype plastic molding on nitrogen generator equipped machine, and to check through CT scanning the gas penetration level to ensure mass production feasibility.
Final Result
The product weight has been reduced from 180g to 130g, a 28% weight reduction which meets the lightweight requirement. The product flatness is maintained within 0.2mm, no sink marks at all are visible, and it is able to pass the road test for durability.
The project duration has been decreased by 40%, the cycle time for mass production has been brought down from 65 seconds to 48 seconds, the cost of a single piece of material has been lowered by 22%, the annual cost savings are 120,000 US dollars, and the mass production yield rate is improved to 99.2%.
Customize your lightweight solution for gas assisted molds and quickly implement mass production of hollow parts.
FAQs
Q1: How much more expensive are gas assisted injection molds than ordinary molds?
The cost of gas assisted injection molds is generally 15%-25% more than that of regular molds. The advantages of material savings and production efficiency reaching through the initial investment can be available in 6-12 months.
Q2: Can the aluminum mold withstand the high pressure of the gas assisted process?
Aluminum injection molds that are heat treated can handle the high pressure of gas assisted processes. For small and medium sized batches and prototype verification cases, they can resist gas pressures up to 35MPa to meet usage needs.
Q3: How to prevent gas from blowing through the thin walled area when it penetrates?
You can control the gas delay time and pressure curve very accurately by Moldflow simulation so that the thickness of the solidified layer at the melt front will be enough to effectively prevent the gas from blowing through the thin walled area.
Q4: What special requirements do gas assisted molds have for injection molding machines?
Gas assisted mold supporting injection molding machines need to be equipped with a nitrogen generator with timing control. Moreover, the sealing performance of the screw check ring should be up to the standard to prevent production related issues caused by high pressure gas backflow.
Q5: How high a dimensional tolerance can the gas assisted process achieve?
Gas assisted molding is generally capable of working within the injection molding tolerance range. The critical dimensional tolerance can be controlled to 0.01 mm, while non critical dimensional tolerance can be maintained at 0.05 mm.
Q6: Can the gas assisted process produce internal threads or complex structures?
Unfortunately, the gas assisted process is not able to directly produce an internal thread. One can first form the hollow basic part and then use secondary methods like tapping to achieve the function of the connecting thread of the product.
Q7: Are the gas parameters of prototype plastic molding and mass production molds the same?
They are not the same. The prototype mold test serves only to verify the gas leak trend. The mass produced mold steel has different thermal conductivity thus the pressure and temperature parameters have to be re-optimized.
Q8: How long does it take for JS Precision to make a set of gas assisted molds?
JS Precision standard delivery time for aluminum injection molds is 2-3 weeks, and for steel custom gas injection molds, it is 4-6 weeks including the simulation design process.
Summary
Injection mold tools play a fundamental role in the gas assisted process. Only by selecting a partner that offers Moldflow simulation, five axis precision machining, and high pressure mold trial capabilities together can you solve the mass production issue of hollow special shaped parts.
Aluminum injection molds serve the purpose of quickly verifying the solution, custom gas injection molds are for the stabilization of mass production, and the entire gas assisted system is what makes it possible to meet the three main targets of light weighting, cost reduction, and efficiency improvement.
Reach out to JS Precision right away, we will give you in depth gas assisted mold feasibility analysis report, the only place that offers the entire process of how to make a mold design, injection mold tool selection, and custom gas injection molds manufacturing.
Your hollow structural parts project will be implemented fast and become profitable.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

