

注塑模具它们确实是批量生产空心、不规则形状结构零件的核心。它们是决定汽车轻量化项目或家电结构件项目成败的主要因素。
汽车轻量化和家电结构件设计对空心、不规则形状结构(如门把手、座椅靠背、流体管道)的需求不断增加。
然而,在气体辅助注塑工艺中控制高压氮气渗透几乎是不可能的,传统钢模的测试和侧面成本非常昂贵,并且空气通道和浇口之间的设计不一致导致产量低。
在选择注塑模具时平衡初始投资与长期稳定性已成为快速批量生产的公司决定项目投资回报率的主要瓶颈。
此外,适合气体辅助工艺的注塑模具应能够承受高压、具有精确的气道、并且价格便宜,这些都是选择时必须解决的主要问题。
核心答案摘要
| 核心问题 | 关键解决方案 | 期望值 |
| 成本与效率的平衡 | 铝注塑模具与气体辅助成型工艺相结合 | 降低试错成本,交付周期缩短40% |
| 核心设计挑战 | 优选气体通道渗透路径控制和浇口位置模拟 | 解决吹穿和填充不均匀问题,实现稳定的空隙率 |
| 关键公差控制 | 高精度加工(±0.005mm)以补偿气体辅助结晶收缩 | 满足严格的尺寸和位置公差,避免二次加工 |
| 选择和投资回报率 | 定制气体辅助注塑工具 | 节省材料 20-30% ,周期时间缩短 25% |
主要结论:
- 初期投资才是最终推动量产稳定性的因素。
通过与具有 Moldflow Gas Assist 模拟功能的供应商合作,公司绝对可以降低气体渗透失控风险。
- 铝模具是加速气体辅助加工的绝佳方法。
当涉及到原型验证和小批量生产时, 铝注塑模具是成本和高压气体辅助耐受性之间相当好的折衷。
- 良好的加工是注气针使用寿命的保证。
注射针与模具的配合公差应在0.005mm级别,否则高压氮气泄漏将是废品率增加的主要原因。
为什么相信本指南? JS Precision 在注塑模具方面的经验
在为气体辅助工艺选择注塑模具时,您的主要关注点应该是供应商的实践经验、质量认证和解决问题的能力。
选择 JS Precision 意味着您将获得拥有 15 年精密制造知识的团队的帮助,并信任我们迄今为止已生产超过 300,000 个高精度定制零件。
凭借与全球1000多家汽车一级供应商和大型家电公司的合作记录,他们能够保证99.2%的按时交货,从而消除了项目延误的风险。
对于您为气体辅助模具选择的研发和制造合作伙伴来说,重要的是他们能够帮助您克服高压氮气渗透、浇注系统冲突和保持严格公差的问题。
JS Precision 已完成 500 多个汽车和家电空心部件的气体辅助模具项目,为您提供可重复使用的成熟解决方案。
举例来说,某汽车公司与JS Precision合作,将座椅靠背管梁的重量减轻了22%,量产良率从86%提高到99.3%。这意味着可以使用相同的协作模型来大幅削减您自己的生产成本。
与 JS Precision 合作时,您将受益于三项备受推崇的认证所支持的质量保证: ISO 9001:2015 、ISO 13485 和 IATF 16949,共同涵盖高端制造的国际标准。
JS Precision配备了20多台先进的五轴数控机床,可以进行公差为0。005mm的精密加工,从而保证了气辅模具的精度,并大大降低了尺寸差异的可能性。
与您的注塑模具相关的技术支持不仅会在 15 分钟或更短的时间内得到及时响应,而且您还可以获得 免费为您提供 DFM 分析和模拟预测服务,帮助您规避高达 80% 的大规模生产相关风险。
简而言之,拥有这些可靠的数据、现实生活案例研究和国际认证,您就可以对气体辅助模具项目拥有绝对的信任,而无需担心质量和效率。
下载气体辅助模具选型白皮书,快速掌握注塑模具选型核心要点,避免选型陷阱。
铝注塑模具如何在气体辅助工艺中平衡成本和效率?
铝注塑模具是通过气体辅助成型平衡成本和效率的好方法。他们能够将试模成本降低 35%,并将交货周期缩短至 2-3 周。
如何降低试错成本
气体辅助操作通常需要比普通注塑高30%-50%的注射压力。
通过早期使用铝注塑模具原型塑料成型,您可以以更低的材料成本和更快的切割速度完成多次设计迭代,而无需牺牲气针密封的精度。
您可以将试错成本从 5,000 美元降低到 3,250 美元,从而大幅削减您的初始投资。
较短交货时间的好处
据估计,与 H13 钢(通常用于定制气体注射模具的材料)相比,铝模具可减少约 40% 的加工时间。
如果您正在制造轻质零件并希望很快在市场上销售,那么使用铝注塑模具可以帮助您在竞争对手之前完成 PPAP 验证,并可以提前 2-3 周开始批量生产。

图 1:铝制注塑模具放置在其生产的黑色塑料零件旁边,展示了模具复杂的型腔设计和成品零件的精度。
如何为气体辅助工艺创建模具?解决气道与闸门的冲突
您可以开发气体辅助模具,通过锁定浇口位置并使用 Moldflow 模拟气体通道布局来解决气体通道和浇口之间的设计争议。
气体优先渗透路径控制
Moldflow Gas Assist 模拟允许您设置熔体内部的气体渗透长度,通常控制壁厚的 80%-90% 。
您可以调节延迟时间,并调整气体压力(通常为20-35 MPa)以确保气体占据厚壁区域而不是薄壁区域。
简而言之,这是一种为气体设计单独通道的方法,使其不会逸出并导致产品故障。
闸门和气针的协调设计
浇口必须在注气发生之前提前完成保压和收缩补偿。气针的位置必须远离焊缝。
在这个过程中如何制作模具,需要保证气针与接头之间的间隙小于0.01mm ,防止高压氮气泄漏造成气痕。
气体辅助工具的关键注塑公差是多少?
气辅模具的基本注塑公差控制在0.01mm,主要是为了保证气路的密封性以及产品的尺寸一致性。
壁厚公差和收缩补偿
PA6+GF30等玻纤增强材料的气体辅助工艺,一般采用20-30MPa的气体压力来保持内部压力恒定。这反过来又将壁厚收缩率从通常的 0.5%-0.8% 降低到 0.2%-0.3% ,从而使产品尺寸的变化更小。
形位公差的高精度保证
在制造定制气体注射模具时,可以使用精度为 0.005mm 的高精度五轴数控机床来加工气体通道。
如果针安装孔的圆度公差超过0.005mm,就会导致高压气体泄漏,从而导致产品内壁出现缺陷。
简单来说,这就像瓶盖与瓶口贴合不严,哪怕有一点缝隙,也会导致液体泄漏。如果气针安装孔的公差超标,高压氮气就会泄漏出来,直接导致产品报废。
气体辅助模具的关键注塑公差标准
| 模具零件 | 尺寸公差 | 形位公差 | 表面粗糙度 | 配合间隙 |
| 气针安装孔 | ±0.005mm | 圆度0.003mm | Ra≤0.8μm | ≤0.01mm |
| 风道分型面 | ±0.01毫米 | 平面度0.005mm | Ra≤1.6μm | ≤0.02mm |
| 闸门套管 | ±0.01毫米 | 同轴度0.008mm | Ra≤0.4μm | ≤0.015mm |
| 模架导柱 | ±0.008mm | 直线度0.01mm | Ra≤1.6μm | ≤0.02mm |
| 产品内腔 | ±0.01毫米 | 轮廓0.015mm | Ra≤0.2μm | - |
获得免费的 DFM 分析以精确控制注塑成型公差并避免尺寸缺陷风险。
气体辅助工艺的原型塑料成型有何不同?
气体辅助塑料成型很大程度上依赖于各种气体渗透稳定性和气体通道干燥度验证检查,它是与传统试成型完全不同的过程。
检查气体渗透的长度:
在原型塑料成型阶段,应通过切片或X射线检查验证气体渗透长度至少为设计值的95%。同时保证穿透路径与预设的气体通道完全一致,无偏差、分支。
验证时序控制和压力曲线:
试模需要使用配备氮气发生器和时序控制器的注塑机。
必须密切观察气体注射延迟时间(通常在 0.5 至 2 秒之间)和压力衰减曲线,以确认原型塑料成型阶段可以模拟批量生产中的气体填充动态。
气体辅助注塑工具如何处理中空结构?
气体辅助注塑工具以高压气体为核心,替代机械抽芯,也能实现复杂空心形状的高效脱模。
生产弯曲性质的管状结构
在生产汽车座椅靠背管状梁时, 定制气体注射模具直接气体将熔融材料推入弯曲的型腔。
冷却后将气体排出,留下壁厚一致的单个中空件,例如2.5mm±0.1mm,从而避开了传统焊接接头的弱点。
将抽芯脱模挑战转化为优势
对于带有底切的空心零件,气体辅助技术可以在开模之前排出气体。
在这里,您可以利用压力差来完成无芯脱模,这大大简化了注塑模具的机械结构,并降低了模具维护成本。
简单来说,就像用气球给一根细管充气,放气后,气球收缩,就可以轻松取出物体,无需额外的机械部件“撬开”,从而减少模具磨损,节省维护成本。
中空结构气体辅助注塑模具参数对照表
| 结构类型 | 传统模具 | 气体辅助注塑工具 | 优点/差异 |
| 模具结构复杂 | 高(多芯牵引) | 低(无机械抽芯) | 减少 60% |
| 单品重量 | 180克 | 130克 | 减少 28% |
| 脱模失败率 | 12% | 0.2% | 减少 98% |
| 模具维护成本 | $800/月 | $240/月 | 减少 70% |
| 量产良率 | 85% | 99.2% | 14.2% 改善 |
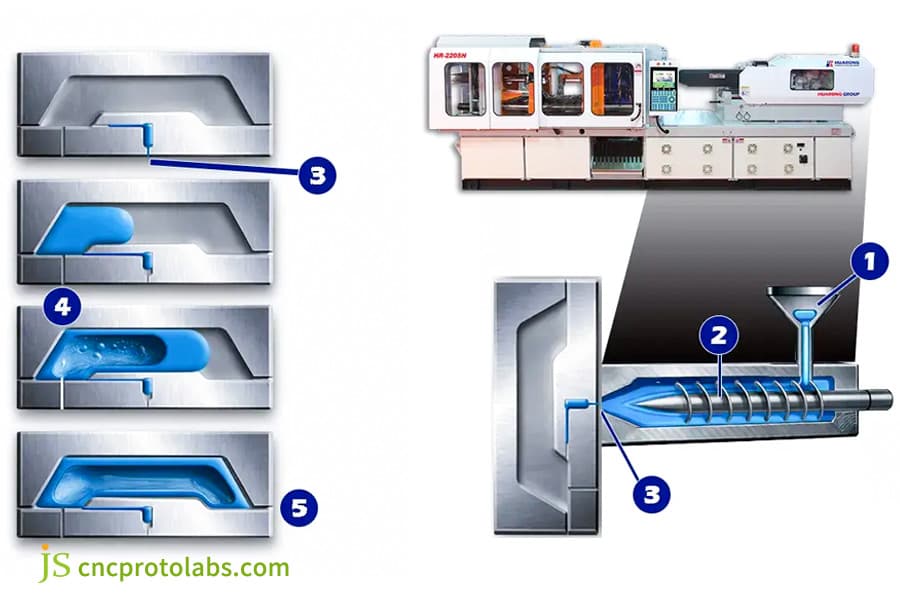
图 2:技术图展示了从塑料进料斗到注射到模具型腔的完整气体辅助注塑成型过程。
如何为定制气体注射模具选择材料和钢材?
您可以选择经过氮化处理的 H13 或 420SS 不锈钢,还可以考虑适合气体辅助工艺的材料(根据ASTM A681-20 标准)用于定制气体注射模具。
抗冲刷材料的需求
带增强体的玻璃纤维材料一般在很高的压力下使用,注射速度可达200mm/s。注射时,它们会对模具的浇口位置和气针造成非常严重的侵蚀。
例如,使用 ASP23 等粉末冶金钢来制造气针,可以将其使用寿命从 50,000 次成型延长至超过 500,000 次成型。
说白了,就是用高压水不断地冲击水管接头。普通接头很快就会磨损并泄漏,而加固接头可以承受很长时间的冲击。同样,气针材料的选择也很重要。
腐蚀预防和热疲劳管理
在快速泄压过程中,高压氮气产生冷效应,导致模具表面产生热疲劳裂纹。您操作的定制气体注射模具应具有特殊的模具温度控制器,可将模具温度保持在 80-120C 范围内。
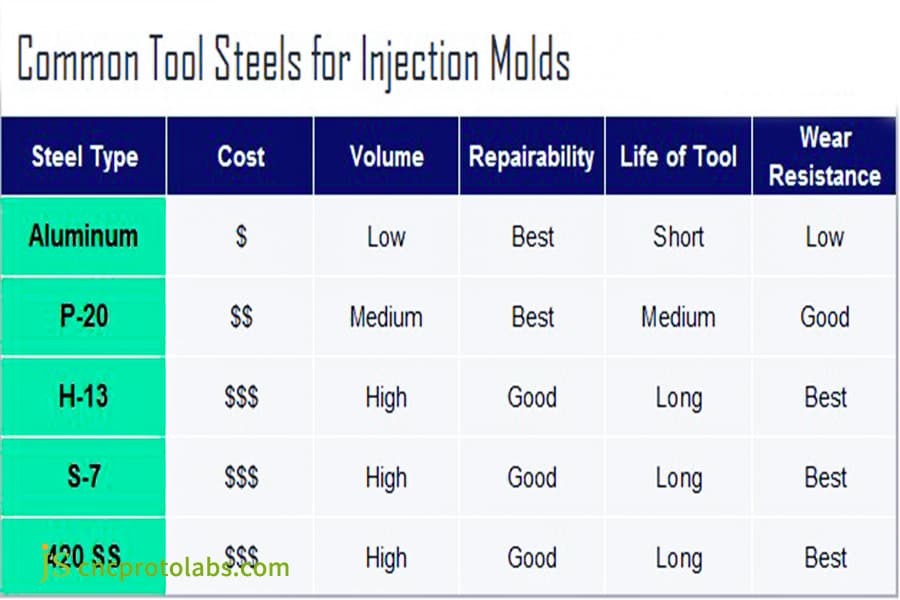
图 3:标题为“注塑模具常用工具钢”的比较图,根据成本、产量、可修复性、工具寿命和耐磨性评估铝、P-20 和 H-13 等材料。
您的供应商是否正在优化气体辅助注塑工具以降低成本?
从经济角度来看,气体辅助注塑工具最初要贵 15%-20%。然而,几个月后(6-12),如果我们考虑到减少材料使用和缩短生产周期所节省的成本,投资就会收回。制造工具的公司甚至会为您提供成本明细。
材料节省分析
这样做,您将能够通过气体对厚壁区域进行通风,这意味着零件的质量可以减少 20%-30%。
对于年营业额为 500,000 件的汽车零部件,仅通过使用材料成本,您每年就可以节省约 100,000 至 150,000 美元气体辅助注射成型工具。
缩短周期时间的定量效益
气体辅助技术利用内部气体具有冷却作用,可减少冷却时间约20%-30%。当使用以快速散热而闻名的铝制注塑模具时,总周期可以从60秒缩短到45秒以下,即生产能力大幅提高。
气体辅助模具与传统模具成本效益对比表
| 成本维度 | 传统注塑模具 | 气体辅助注塑工具 | 收入结果 |
| 初始模具成本 | 10,000 美元 | $11,800 | 初始成本高出 18% |
| 每件材料成本 | 2.5 美元 | 1.95 美元 | 每件折扣 22% |
| 单件循环时间 | 65秒 | 48秒 | 效率提高26% |
| 年度维护费用 | 9,600 美元 | 2,880 美元 | 维护减少 70% |
| 投资回收期 | 18个月 | 7个月 | 缩短 61% |
获取气体辅助注塑工具的全工艺报价,锁定量产成本降低空间。
JS Precision案例:德国一级供应商门把手轻量化项目
一旦我们彻底了解了气体辅助模具的工作,您将能够通过案例研究了解我们的工作。该案例充分展示了从解决问题到实现盈利的量产的整个过程。
项目困难
一家德国一级供应商想要制造长度为 380 毫米的长臂门把手。最初的想法是采用传统的注塑方法。
产品壁厚不均匀,最厚处8mm,最薄处2.5mm,造成严重的缩痕, 翘曲变形,平面度偏差0.8mm。
产品质地坚实,单片重量为180g,无法满足主机厂的轻量化目标,量产成品率仅为82%。
解决方案
1、定制专属气体辅助注塑工具:
我们根据项目个性化气体辅助模具。选用H13钢,并进行表面氮化处理,将模具硬度提高到HV1000级,以符合气辅高压工艺耐磨要求。
2.优化气道设计和参数设置:
通过Moldflow Gas Assist仿真,不仅定位了最佳气道位置,还准确确定了1.2秒的气体延迟注射时间和28MPa的气体压力,避免了气体渗透失控的发生。
3、严格控制注塑公差:
一方面是使用五轴数控用于气针接头孔加工。另一方面,关键公差严格控制在0.005mm以内,避免高压氮气泄漏,保证产品质量。
4.快速迭代及试模验证:
可以使用铝注塑模具进行模具设计的三次快速迭代,在配备氮气发生器的机器上进行原型塑料成型,并通过 CT 扫描检查气体渗透水平,以确保批量生产的可行性。
最终结果
产品重量从180g降低至130g,减重28%,满足轻量化要求。产品平整度保持在0.2mm以内,完全看不到凹痕,能够通过路试耐久性。
项目工期缩短40%,量产周期由65秒缩短至48秒,单块材料成本降低22%,每年节省成本12万美元,量产良率提升至99.2%。
定制您的气辅模具轻量化解决方案,快速实现空心零件的批量生产。
常见问题解答
Q1:气体辅助注塑模具比普通模具贵多少?
气体辅助注塑模具的成本一般比普通模具高15%-25% 。通过初期投资即可达到节省材料和提高生产效率的优势,6-12个月即可显现。
Q2:铝模能承受气体辅助工艺的高压吗?
经过热处理的铝注塑模具可以承受气体辅助工艺的高压。对于中小批量和样机验证案例,可抵抗高达35MPa的气压,满足使用需求。
Q3:如何防止气体穿透薄壁区域时被吹过?
通过Moldflow模拟,您可以非常精确地控制气体延迟时间和压力曲线,从而使熔体前沿的凝固层厚度足以有效防止气体吹过薄壁区域。
Q4:气辅模具对注塑机有什么特殊要求?
气辅模具配套注塑机需配备具有定时控制的氮气发生器。此外,螺杆止回环的密封性能应符合标准,以防止高压气体回流引起的生产相关问题。
Q5:气体辅助工艺可以达到多高的尺寸公差?
气体辅助成型一般能够在注塑公差范围内工作。关键尺寸公差可控制在0.01毫米,非关键尺寸公差可维持在0.05毫米。
Q6:气体辅助工艺可以生产内螺纹或复杂结构吗?
不幸的是,气体辅助工艺无法直接生产内螺纹。可以先形成空心基础件,然后采用攻丝等辅助方法来实现产品连接螺纹的功能。
Q7: 原型塑料成型和量产模具的气体参数是否相同?
它们不一样。原型模具测试仅用于验证漏气趋势。批量生产的模具钢具有不同的导热性,因此必须重新优化压力和温度参数。
Q8: JS Precision 制作一套气辅模具需要多长时间?
JS Precision 标准交货时间铝注塑模具为 2-3 周,对于钢制定制注气模具,包括模拟设计过程为 4-6 周。
概括
注塑模具在气体辅助工艺中发挥着基础作用。只有选择同时具备Moldflow仿真、五轴精密加工、高压试模能力的合作伙伴,才能解决中空异型件的量产问题。
铝注塑模具的目的是快速验证解决方案,定制气体注塑模具是为了稳定量产,而整个气体辅助系统则可以实现轻量化、降低成本和提高效率的三大目标。
立即联系 JS Precision ,我们将为您提供深入的气体辅助模具可行性分析报告,这是唯一提供模具设计、注塑模具工具选择和定制气体注塑模具制造整个过程的地方。
您的空心结构件项目将快速实施并盈利。

免责声明
本页内容仅供参考。 JS精密服务,对于信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 JS Precision Network 提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任需要零件报价确定这些部分的具体要求。请联系我们获取更多信息。
JS精密团队
JS Precision是行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型,金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择JS精密这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

