

Инструменты для литья под давлением на самом деле являются основой массового производства полых структурных деталей неправильной формы. Они являются основным фактором, который решает, будут ли проекты по облегчению веса автомобилей или проекты по структурным компонентам бытовой техники успешными или провальными.
Спрос на полые конструкции неправильной формы (например, дверные ручки, спинки сидений, трубопроводы для жидкости) растет при проектировании облегченных автомобилей и конструкционных компонентов бытовой техники.
Однако практически невозможно контролировать проникновение азота под высоким давлением в процессах литья под давлением с использованием газа, традиционные стальные формы очень дороги в тестировании и боковых сторонах, а несоответствие конструкции между воздушным каналом и литником приводит к низкой производительности.
Баланс между первоначальными инвестициями и долгосрочной стабильностью в выборе инструментов для литья под давлением стал основным узким местом, определяющим рентабельность инвестиций в проекты для компаний, стремящихся к быстрому массовому производству.
Кроме того, инструменты для литьевых форм, подходящие для газовых процессов, должны выдерживать высокое давление, иметь точные воздушные каналы и быть дешевыми — это основные вопросы, на которые необходимо обратить внимание при выборе.
Основная сводка ответов
| Основные проблемы | Ключевые решения | Ожидаемая стоимость |
| Баланс затрат и эффективности | Пресс-формы для литья алюминия в сочетании с процессом газового формования | Сократите затраты на пробы и ошибки, сократите цикл поставки на 40 % |
| Основные проблемы проектирования | Управление предпочтительным путем проникновения газового канала и моделирование местоположения затвора | Устранение прорывов и неравномерного заполнения, достижение стабильного коэффициента пустотности |
| Ключевой контроль допуска | Высокоточная механическая обработка (±0,005 мм) для компенсации кристаллизационной усадки под действием газа. | Соблюдайте строгие допуски по размерам и положению, избегая вторичной механической обработки. |
| Выбор и рентабельность инвестиций | Индивидуальные инструменты для литья под давлением с газом | Экономия материалов 20-30% , сокращение времени цикла на 25% |
Ключевые выводы:
- Первоначальные инвестиции — это то, что в конечном итоге обеспечивает стабильность массового производства.
Обращаясь к поставщику, имеющему возможности моделирования Moldflow Gas Assist, компания определенно может снизить риск неконтролируемого проникновения газа.
- Алюминиевые формы — прекрасный способ ускорить обработку с помощью газа.
Когда дело доходит до проверки прототипа и мелкосерийного производства, алюминиевые формы для литья под давлением являются довольно хорошим компромиссом между стоимостью и устойчивостью к использованию газа под высоким давлением.
- Хорошо выполненная механическая обработка является гарантией срока службы иглы для впрыска газа.
Допуск на посадку между литьевой иглой и формой должен быть на уровне 0,005 мм, иначе утечка азота под высоким давлением станет основной причиной увеличения процента брака.
Почему стоит доверять этому руководству? Опыт JS Precision с инструментами для литья под давлением
При выборе инструментов для литья под давлением для газовых процессов основное внимание следует уделять опыту поставщика, сертификации качества и способности решать проблемы.
Выбор JS Precision означает, что вы получаете помощь команды с 15-летним опытом точного производства и доверяете нам в производстве более 300 000 высокоточных нестандартных деталей.
Имея опыт работы с более чем 1000 поставщиками автомобилей первого уровня и крупными компаниями по производству бытовой техники по всему миру, они могут гарантировать своевременную доставку на 99,2%, что исключает риск задержек проекта.
Для партнера по исследованиям, разработкам и производству, которого вы выбираете для пресс-формы с газом, важно, чтобы они могли помочь вам преодолеть проблемы, связанные с проникновением азота под высоким давлением, конфликтами в литниковой системе и соблюдением жестких допусков.
Выполнив более 500 проектов по формованию с использованием газа для полых компонентов автомобилей и бытовой техники, JS Precision предлагает вам проверенные и многоразовые решения.
В качестве примера можно привести, работая с JS Precision в качестве партнера, автомобильной компании удалось снизить вес трубчатой балки спинки сиденья на 22%, а выход продукции массового производства увеличился с 86% до 99,3%. Это означает, что ту же самую модель сотрудничества можно использовать для радикального сокращения собственных производственных затрат.
Работая с JS Precision, вы получаете гарантию качества, подкрепленную тремя уважаемыми сертификатами: ИСО 9001:2015 , ISO 13485 и IATF 16949, которые вместе охватывают международные стандарты высокотехнологичного производства.
Оснащенная более чем 20 современными пятиосными станками с ЧПУ, компания JS Precision может производить прецизионную обработку с допуском 0,005 мм, тем самым гарантируя точность газовых форм и значительно снижая вероятность несоответствий размеров.
Техническая поддержка, связанная с вашими инструментами для литья под давлением, будет не только оперативной (время ответа не превышает 15 минут), но вы также получите В вашем распоряжении бесплатные услуги DFM-анализа и прогнозирования моделирования , которые помогут вам избежать до 80% рисков, связанных с массовым производством.
Проще говоря, наличие в вашем распоряжении надежных данных, практических примеров из реальной жизни и международных сертификатов позволяет вам полностью доверять проектам пресс-форм с использованием газа, не беспокоясь о качестве и эффективности.
Загрузите информационный документ по выбору пресс-форм для литья под давлением, чтобы быстро понять основные моменты выбора инструментов для литьевых форм и избежать ошибок при выборе.
Как пресс-формы для литья алюминия могут сбалансировать стоимость и эффективность в процессах с использованием газа?
Формы для литья алюминия под давлением — отличный способ сбалансировать затраты и эффективность при литье с помощью газа. Они способны снизить затраты на пробное формование на 35%, а также сократить циклы поставок до 2-3 недель.
Как сократить расходы на метод проб и ошибок
Для операций с использованием газа обычно требуется, чтобы давление впрыска было на 30–50 % выше, чем при обычном литье под давлением.
Используя алюминиевые литьевые формы для раннего прототип пластикового литья , вы можете выполнить несколько итераций проектирования с меньшими затратами на материалы и более высокими скоростями резки, не жертвуя при этом точностью игольчатого уплотнения.
Вы можете снизить затраты на метод проб и ошибок с 5000 до 3250 долларов, что значительно сократит ваши первоначальные инвестиции.
Преимущество более коротких сроков выполнения
По оценкам, алюминиевые формы сокращают время обработки примерно на 40% по сравнению со сталью H13, которая обычно используется для изготовления индивидуальных форм для газового литья.
Если вы производите легкие детали и хотите очень быстро продать их на рынке, использование алюминиевых форм для литья под давлением может помочь вам завершить проверку PPAP раньше, чем ваши конкуренты , и массовое производство можно будет начать на 2-3 недели раньше.

Рисунок 1. Литейная форма для алюминия, расположенная рядом с изготавливаемой ею черной пластиковой деталью, демонстрирует сложную конструкцию полости формы и точность готовой детали.
Как создать форму для газового процесса? Разрешение конфликта между газовыми каналами и воротами
Вы можете разработать пресс-форму с газовым приводом и разрешить споры по поводу конструкции газовых каналов и литников, зафиксировав расположение литников и смоделировав компоновку газовых каналов с помощью Moldflow.
Управление приоритетом пути проникновения газа
Моделирование Moldflow Gas Assist позволяет задавать длину проникновения газа внутрь расплава, обычно контролируется 80%-90% толщины стенки.
Вы можете регулировать время задержки, а регулировка давления газа (обычно 20-35 МПа) производится для того, чтобы газ занимал толстостенные участки, а не тонкостенные.
Короче говоря, это способ создания отдельного канала для газа, чтобы он не уходил и не приводил к выходу продукта из строя.
Скоординированный дизайн ворот и газовых игл
Задвижка должна завершить выдерживание давления и компенсацию усадки до того, как произойдет впрыск газа. Газовая игла должна находиться вдали от линии сварки.
В процессе как сделать форму , вам необходимо убедиться, что зазор между газовой иглой и фитингом составляет менее 0,01 мм , чтобы предотвратить появление следов газа, вызванных утечкой азота под высоким давлением.
Каковы критические допуски при литье под давлением для газовых инструментов?
Основные допуски при литье под давлением для газовых форм должны составлять не более 0,01 мм, главным образом для обеспечения герметизации газового тракта, а также постоянства размеров продукта.
Допуск по толщине стенки и компенсация усадки
В газовом процессе для материалов, армированных стекловолокном, таких как PA6+GF30, используется давление газа обычно в пределах 20-30 МПа, чтобы поддерживать постоянное внутреннее давление. Это, в свою очередь, снижает скорость усадки толщины стенки с обычных 0,5–0,8% до 0,2–0,3% , что делает размеры изделия менее изменчивыми.
Гарантия высокой точности геометрических допусков
В случае изготовления пресс-форм для газового литья по индивидуальному заказу для обработки газовых каналов можно использовать высокоточный пятиосевой станок с ЧПУ с точностью 0,005 мм .
Если допуск на круглость отверстия для крепления иглы превышает 0,005 мм, это приведет к утечке газа под высоким давлением, что приводит к дефектам на внутренней стенке изделия.
Проще говоря, это похоже на то, что крышка бутылки не плотно прилегает к горлышку бутылки, и даже небольшой зазор приводит к вытеканию жидкости. Если допуск установочного отверстия газовой иглы превышает стандарт, произойдет утечка газообразного азота под высоким давлением, что напрямую приведет к браку продукта.
Ключевые стандарты допусков при литье под давлением для газовых форм
| Часть пресс-формы | Размерный допуск | Геометрический допуск | Шероховатость поверхности | Сопрягаемый зазор |
| Монтажное отверстие воздушной иглы | ±0,005 мм | Округлость 0,003 мм | Ра≤0,8 мкм | ≤0,01 мм |
| Разделительная поверхность воздушного канала | ±0,01 мм | Плоскостность 0,005 мм | Ра≤1,6 мкм | ≤0,02 мм |
| Затворная втулка | ±0,01 мм | Соосность 0,008 мм | Ра≤0,4 мкм | ≤0,015 мм |
| Направляющая стойка основания пресс-формы | ±0,008 мм | Прямолинейность 0,01 мм | Ра≤1,6 мкм | ≤0,02 мм |
| Полость продукта | ±0,01 мм | Контур 0,015 мм | Ра≤0,2 мкм | - |
Получите бесплатный анализ DFM для точного контроля допуски при литье под давлением и избежать риска размерных дефектов.
Чем прототипирование пластикового формования отличается от процесса с использованием газа?
Формование пластмасс с помощью газа в значительной степени зависит от различных проверок стабильности проникновения газа и проверки сухости газовых каналов , и это совершенно другой процесс, чем обычное пробное формование.
Проверка длины проникновения газа:
На этапе формования прототипа пластика длина проникновения газа должна быть проверена на уровне не менее 95% от проектного значения путем нарезки или рентгеновского контроля. В то же время убедитесь, что путь проникновения соответствует заданному газовому каналу без каких-либо отклонений или разветвлений.
Проверка контроля времени и кривой давления:
Пробное формование требует использования термопластавтомата, оснащенного генератором азота и регулятором времени.
Необходимо внимательно следить за временем задержки впрыска газа (которое обычно составляет от 0,5 до 2 секунд) и кривой спада давления, чтобы убедиться, что этап формования пластика прототипа может имитировать динамику наполнения газом при массовом производстве.
Как инструменты для литья под давлением с газом справляются с полыми конструкциями?
Инструменты для литья под давлением с газом заменяют механическое вытягивание стержня, используя в качестве стержня газ под высоким давлением, что также позволяет эффективно извлекать из формы сложные полые формы.
Изготовление трубчатых конструкций изогнутой природы
При производстве трубчатых балок для спинок автомобильных сидений компания изготовленные на заказ пресс-формы для литья газа прямой газ для подачи расплавленного материала в изогнутые полости.
Затем после охлаждения газ выпускается, в результате чего остается одна полая деталь с одинаковой толщиной стенок, например 2,5 мм ± 0,1 мм, что позволяет избежать недостатков традиционных сварных соединений.
Превращение задачи извлечения стержня и деформирования в преимущество
В случае полых деталей с подрезами газовая технология позволяет выпустить газ перед открытием формы.
Здесь вы применяете разницу давления для выполнения извлечения из формы без стержня, что значительно упрощает механическую конструкцию инструментов для литьевых форм, а также снижает затраты на обслуживание формы.
Проще говоря, это похоже на использование воздушного шара для надувания узкой трубки . После сдувания воздушный шар сжимается, что позволяет легко вынуть объект без дополнительных механических частей, которые «выдергивают его», что, в свою очередь, приводит к меньшему износу формы и экономии затрат на техническое обслуживание.
Сравнительная таблица параметров инструментов для газового литья с полой структурой
| Тип структуры | Традиционная форма | Инструменты для литья под давлением с газом | Преимущества/отличия |
| Сложность конструкции пресс-формы | Высокий (многожильный вытягивание) | Низкий (без механического извлечения сердечника) | Скидка 60% |
| Вес одного продукта | 180г | 130г | Скидка 28% |
| Частота отказов при распалубке | 12% | 0,2% | Снижение 98% |
| Стоимость обслуживания пресс-формы | $800/месяц | 240 долларов США в месяц | Скидка 70% |
| Выход массового производства | 85% | 99,2% | Улучшение на 14,2% |
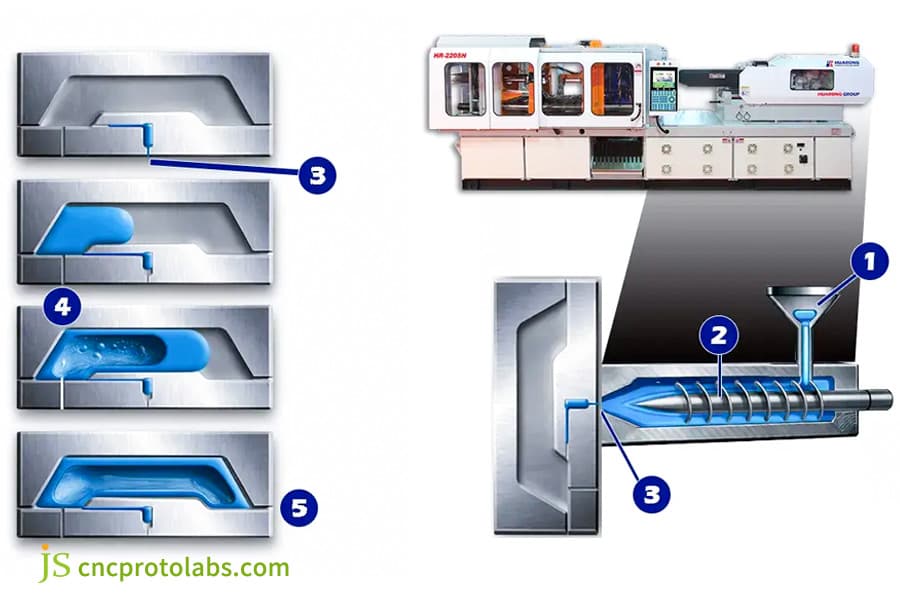
Рисунок 2: Техническая диаграмма, иллюстрирующая весь процесс литья под давлением с использованием газа, от загрузочного бункера для пластика до впрыска в полость формы.
Как выбрать материалы и стали для изготовления пресс-форм для газового литья?
Вы можете выбрать нержавеющую сталь H13 или 420SS с азотированной обработкой, а также рассмотреть материалы, подходящие для газовых процессов (согласно Стандарты ASTM A681-20 ) для нестандартных пресс-форм для газового литья.
Потребность в противозадирных материалах
Армированные стекловолоконные материалы обычно используются при очень высоком давлении, а скорость впрыска может достигать 200 мм/с. При впрыскивании они приводят к очень серьезной эрозии литников и воздушных игл форм.
Например, использование стали порошковой металлургии, такой как ASP23, для изготовления воздушной иглы может продлить срок ее службы с 50 000 до более чем 500 000 отливок.
Для пояснения: это то же самое, как если бы вода под высоким давлением постоянно сталкивалась с стыком водопроводной трубы. Обычные соединения быстро изнашиваются и протекают, тогда как усиленные соединения могут выдерживать воздействие в течение длительного времени. Точно так же важен выбор материалов для воздушных игл.
Предотвращение коррозии и управление термической усталостью
При быстром сбросе давления азот под высоким давлением вызывает эффект холода, что приводит к образованию термоусталостных трещин на поверхности формы. Пресс-формы для газового литья, которыми вы пользуетесь, должны быть оснащены специальным регулятором температуры пресс-формы , который будет поддерживать температуру пресс-формы в диапазоне 80-120°C.
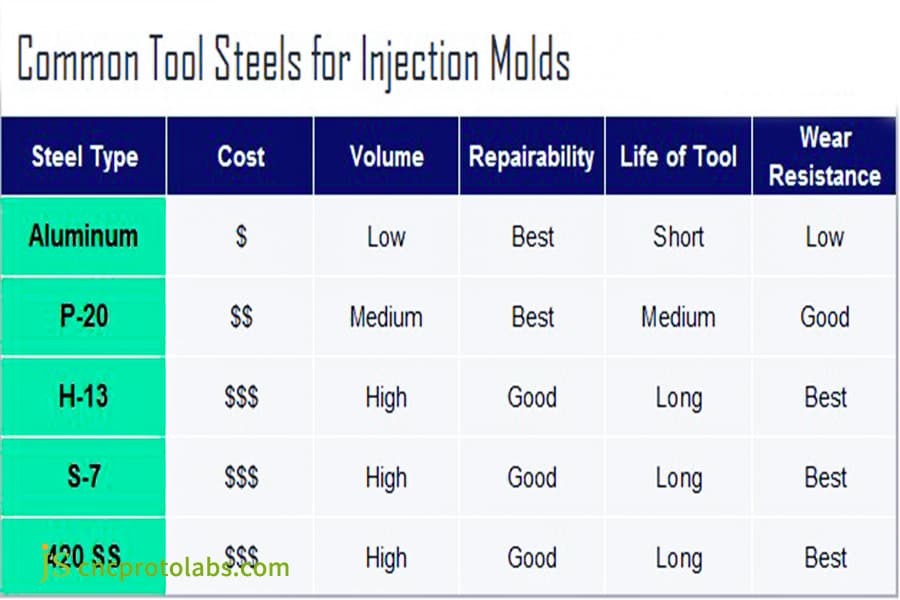
Рисунок 3. Сравнительная таблица под названием «Обычные инструментальные стали для литьевых форм», в которой оцениваются такие материалы, как алюминий, P-20 и H-13, на основе стоимости, объема производства, ремонтопригодности, срока службы инструмента и износостойкости.
Ваш поставщик оптимизирует инструменты для литья под давлением с газом с точки зрения затрат?
В финансовом отношении инструменты для литья под давлением с газом изначально стоят на 15-20% дороже. Однако через несколько месяцев (6–12), если принять во внимание экономию за счет сокращения использования материалов и сокращения производственных циклов, инвестиции окупятся. Компания, производящая инструменты, даже предложит вам разбивку затрат.
Анализ экономии материалов
При этом вы сможете вентилировать толстостенные участки с помощью газа, а значит, массу детали можно будет снизить на 20-30%.
В случае автомобильных компонентов с годовым оборотом 500 000 единиц вы можете рассчитывать на экономию около 100 000–150 000 долларов США в год только на материальных затратах, используя инструменты для литья под давлением с газом .
Количественные преимущества сокращения времени цикла
В газовой технике используется внутренний газ, который оказывает охлаждающее действие и сокращает продолжительность охлаждения примерно на 20–30%. При использовании алюминиевых литьевых форм, известных своим быстрым отводом тепла, общее время цикла может быть сокращено с 60 секунд до менее 45 секунд, что приводит к значительному увеличению производственной мощности.
Сравнительная таблица экономической выгоды между газовыми и традиционными формами
| Измерение стоимости | Традиционная литьевая форма | Инструменты для литья под давлением с газом | Результаты доходов |
| Первоначальная стоимость пресс-формы | 10 000 долларов США | 11 800 долларов США | Первоначальная стоимость на 18% выше |
| Стоимость материала за штуку | 2,5 доллара США | 1,95 доллара США | Скидка 22% за штуку |
| Время цикла изготовления одной детали | 65 секунд | 48 секунд | Эффективность выросла на 26% |
| Годовая стоимость обслуживания | 9600 долларов США | 2880 долларов США | Техническое обслуживание снижено на 70 % |
| Срок окупаемости | 18 месяцев | 7 месяцев | Сокращено на 61% |
Получите полные расценки на инструменты для литья под давлением с использованием газа, чтобы зафиксировать пространство для снижения затрат при массовом производстве.
Пример использования JS Precision: проект по облегчению дверных ручек немецкого поставщика первого уровня
Как только мы полностью поймем работу газовых форм, вы сможете увидеть нашу работу на примере конкретного примера. Кейс полностью демонстрирует весь процесс, начиная от решения проблемы и заканчивая прибыльным серийным производством.
Трудности проекта
Немецкий поставщик первого уровня хочет изготовить дверные ручки с длинными рычагами длиной 380 мм. Первоначальная идея заключалась в использовании традиционного метода литья под давлением.
Изделие имеет неравномерную толщину стенок: самая толстая часть составляет 8 мм, а самая тонкая часть - 2,5 мм, что приводит к появлению следов сильной усадки и деформация коробления , с отклонением от плоскостности 0,8 мм.
Продукт прочный, вес одной детали составляет 180 г, что не соответствует легким показателям OEM, а выход продукции при массовом производстве составляет всего 82%.
Решение
1. Настройте эксклюзивные инструменты для литья под давлением с газом:
Мы персонализируем газовую пресс-форму в соответствии с проектом. Выберите сталь H13 и проведите азотирование поверхности, чтобы повысить твердость формы до уровня HV1000 , чтобы соответствовать требованиям к износостойкости в процессе газовой обработки под высоким давлением.
2.Оптимизация конструкции дыхательных путей и настроек параметров:
Проводя моделирование Moldflow Gas Assist , мы не только находим оптимальное положение дыхательных путей, но также точно определяем время задержки введения газа 1,2 секунды и давление газа 28 МПа, чтобы избежать возникновения неконтролируемого проникновения газа.
3. Строго контролировать допуски при литье под давлением:
Одна сторона заключается в использовании пятиосевой ЧПУ для обработки отверстий под газовую иглу. С другой стороны, основные допуски должны строго контролироваться в пределах 0,005 мм , чтобы избежать утечки азота под высоким давлением и обеспечить качество продукции.
4. Быстрая итерация и пробная проверка пресс-формы:
Можно выполнить три быстрых итерации конструкции пресс-формы с использованием алюминиевых литьевых форм, провести формование прототипа пластика на машине, оборудованной генератором азота, и проверить с помощью компьютерной томографии уровень проникновения газа, чтобы убедиться в осуществимости массового производства.
Окончательный результат
Вес продукта был уменьшен со 180 г до 130 г, что соответствует снижению веса на 28 % и соответствует требованиям к легкому весу. Плоскостность изделия сохраняется в пределах 0,2 мм, никаких вмятин не видно, изделие способно выдержать дорожное испытание на долговечность.
Продолжительность проекта сокращена на 40%, время цикла массового производства сокращено с 65 секунд до 48 секунд, стоимость одного куска материала снижена на 22%, годовая экономия средств составляет 120 000 долларов США, а производительность массового производства повышена до 99,2%.
Настройте свое легкое решение для газовых пресс-форм и быстро внедрите массовое производство полых деталей.
Часто задаваемые вопросы
Вопрос 1: Насколько дороже пресс-формы для литья под давлением с газом, чем обычные формы?
Стоимость пресс-форм для литья под давлением с использованием газа обычно на 15-25% выше, чем стоимость обычных форм. Преимущества экономии материалов и эффективности производства, достигаемые за счет первоначальных инвестиций, могут быть доступны через 6-12 месяцев.
В2: Может ли алюминиевая форма выдержать высокое давление процесса с использованием газа?
Алюминиевые литьевые формы, прошедшие термообработку, могут выдерживать высокое давление в газовых процессах. Для небольших и средних партий и случаев проверки прототипов они могут выдерживать давление газа до 35 МПа для удовлетворения потребностей использования.
В3: Как предотвратить продувание газа через тонкостенную область при проникновении?
Вы можете очень точно контролировать время задержки газа и кривую давления с помощью моделирования Moldflow, так что толщина затвердевшего слоя на фронте расплава будет достаточной для эффективного предотвращения продувания газа через тонкостенную область.
В4: Какие особые требования предъявляются к газовым формам для термопластавтоматов?
Машины для литья под давлением с поддержкой газовой формы должны быть оснащены генератором азота с контролем времени . Кроме того, характеристики уплотнения винтового стопорного кольца должны соответствовать стандарту, чтобы предотвратить проблемы, связанные с производством, вызванные обратным потоком газа под высоким давлением.
Вопрос 5: Насколько высокого допуска по размерам можно достичь при использовании газового процесса?
Газоассоциированное формование обычно работает в пределах допусков литья под давлением. Критический размерный допуск можно регулировать до 0,01 мм, а некритический размерный допуск можно поддерживать на уровне 0,05 мм.
Вопрос 6: Может ли газовый процесс создавать внутреннюю резьбу или сложные конструкции?
К сожалению, газовый процесс не позволяет напрямую создавать внутреннюю резьбу. Можно сначала сформировать полую основную часть, а затем использовать вторичные методы, такие как нарезание резьбы, для достижения функции соединительной резьбы изделия.
В7: Одинаковы ли параметры газа прототипов пластиковых форм и форм массового производства?
Они не одинаковы. Испытание прототипа пресс-формы служит только для проверки тенденции утечки газа. Сталь, выпускаемая серийно, имеет различную теплопроводность, поэтому параметры давления и температуры необходимо повторно оптимизировать.
Вопрос 8: Сколько времени требуется компании JS Precision на изготовление набора газовых форм?
Стандартный срок поставки JS Precision для алюминиевые формы для литья под давлением составляет 2–3 недели, а для стальных пресс-форм для газового литья по индивидуальному заказу — 4–6 недель, включая процесс моделирования.
Краткое содержание
Инструменты для литья под давлением играют фундаментальную роль в процессе с использованием газа. Только выбрав партнера, который предлагает моделирование Moldflow, прецизионную пятиосную обработку и возможности испытаний пресс-форм под высоким давлением, вы сможете решить проблему массового производства полых деталей специальной формы.
Пресс-формы для литья алюминия служат для быстрой проверки решения, специальные пресс-формы для газового литья предназначены для стабилизации массового производства, а вся система с использованием газа позволяет достичь трех основных целей: легкий вес, снижение затрат и повышение эффективности.
Свяжитесь с JS Precision прямо сейчас , мы предоставим вам подробный отчет о технико-экономическом обосновании пресс-формы для литья под давлением, единственное место, которое предлагает весь процесс создания конструкции пресс-формы, выбора инструмента для литьевой формы и изготовления индивидуальных пресс-форм для литья под давлением.
Ваш проект полых конструкций будет быстро реализован и станет прибыльным.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

