

Strumenti per stampi ad iniezione sono davvero il cuore della produzione in serie di parti strutturali cave e di forma irregolare. Sono il fattore principale che decide se i progetti di alleggerimento automobilistico o i progetti di componenti strutturali di elettrodomestici avranno successo o falliranno.
La domanda di strutture cave e di forma irregolare (come maniglie delle porte, schienali dei sedili, tubi dei fluidi) è in aumento nella progettazione di componenti strutturali di alleggerimento automobilistico e di elettrodomestici.
Tuttavia, è quasi impossibile controllare la penetrazione dell'azoto ad alta pressione nei processi di stampaggio a iniezione assistita da gas, gli stampi tradizionali in acciaio sono molto costosi da testare e rivestire e le incoerenze di progettazione tra il passaggio dell'aria e il punto di iniezione causano una bassa resa.
Bilanciare l'investimento iniziale con la stabilità a lungo termine nella scelta degli strumenti per stampi a iniezione è diventato uno dei principali ostacoli che determinano il ROI del progetto per le aziende che puntano ad una rapida produzione di massa.
Inoltre, gli utensili per stampi a iniezione adatti ai processi assistiti da gas devono gestire l'alta pressione, avere passaggi d'aria accurati ed essere economici: questi sono i problemi principali da affrontare al momento della scelta.
Riepilogo delle risposte principali
| Problemi fondamentali | Soluzioni chiave | Valore atteso |
| Bilancio di costi ed efficienza | Stampi per iniezione di alluminio combinati con processo di stampaggio assistito da gas | Ridurre i costi di tentativi ed errori, abbreviare il ciclo di consegna del 40% |
| Sfide di progettazione fondamentali | Controllo preferito del percorso di penetrazione del canale del gas e simulazione della posizione del gate | Risolve il problema del riempimento irregolare e del riempimento irregolare, ottenendo un rapporto dei vuoti stabile |
| Controllo della tolleranza dei tasti | Lavorazione ad alta precisione (±0,005 mm) per compensare il ritiro da cristallizzazione assistita da gas | Rispetta rigorose tolleranze dimensionali e di posizione, evitando lavorazioni secondarie |
| Selezione e ROI | Strumenti personalizzati per lo stampaggio a iniezione assistita da gas | Risparmio di materiale del 20-30% , riduzione del tempo ciclo del 25% |
Conclusioni principali:
- L’investimento iniziale è ciò che alla fine determina la stabilità della produzione di massa.
Affidandosi a un fornitore dotato di funzionalità di simulazione Moldflow Gas Assist, un'azienda può ridurre definitivamente il rischio di fuga di penetrazione del gas.
- Gli stampi in alluminio sono un metodo meraviglioso per accelerare la lavorazione assistita da gas.
Quando si tratta di verifica di prototipi e produzione di piccoli lotti, stampi per iniezione di alluminio sono l'ottimo compromesso tra costo e tolleranza al gas assistito ad alta pressione.
- Una lavorazione ben eseguita funge da garanzia per la durata dell'ago di iniezione del gas.
La tolleranza per l'adattamento tra l'ago di iniezione e lo stampo dovrebbe essere pari a 0,005 mm, altrimenti la perdita di azoto ad alta pressione sarà la ragione principale dell'aumento del tasso di scarto.
Perché fidarsi di questa guida? Esperienza di JS Precision con gli strumenti per stampi a iniezione
Quando si selezionano strumenti per stampi a iniezione per processi assistiti da gas, l'obiettivo principale dovrebbe essere l'esperienza diretta del fornitore, la certificazione di qualità e le capacità di risoluzione dei problemi.
Scegliere JS Precision significa ottenere l'aiuto di un team con 15 anni di esperienza nella produzione di precisione e avere fiducia in noi per la produzione di oltre 300.000 parti personalizzate di alta precisione fino ad oggi.
Con un track record di oltre 1.000 fornitori automobilistici di livello 1 e le principali aziende di elettrodomestici in tutto il mondo, sono in grado di garantire il 99,2% di consegne puntuali, eliminando così il rischio di ritardi nei progetti.
Per i partner di ricerca e sviluppo e di produzione selezionati per lo stampo a gas, è importante che siano in grado di aiutarti a superare i problemi relativi alla penetrazione dell'azoto ad alta pressione, ai conflitti del sistema di iniezione e al mantenimento di tolleranze strette.
Avendo completato oltre 500 progetti di stampi assistiti da gas per componenti cavi di automobili ed elettrodomestici, JS Precision fornisce soluzioni riutilizzabili e mature.
Un esempio calzante, lavorando con JS Precision come partner, un'azienda automobilistica è riuscita a ridurre il peso della trave del tubo dello schienale del sedile del 22% e la resa della produzione di massa è stata aumentata dall'86% al 99,3%. Ciò implica che lo stesso modello di collaborazione può essere utilizzato per ridurre drasticamente i costi di produzione.
Quando lavori con JS Precision, beneficerai della garanzia di qualità supportata da tre certificazioni altamente rispettate: ISO9001:2015 , ISO 13485 e IATF 16949, che insieme coprono gli standard internazionali per la produzione di fascia alta.
Dotato di oltre 20 macchine CNC avanzate a cinque assi, JS Precision è in grado di produrre lavorazioni meccaniche di precisione con una tolleranza di 0,005 mm, garantendo così la precisione degli stampi a gas e riducendo notevolmente la probabilità di discrepanze dimensionali.
Il supporto tecnico relativo agli utensili per stampi a iniezione non solo sarà rapido con un tempo di risposta di 15 minuti o meno, ma avrai anche a tua disposizione servizi di analisi DFM e previsione di simulazione a costo zero che ti aiuteranno a evitare fino all'80% dei rischi associati alla produzione di massa.
Semplicemente, avere a disposizione questi dati solidi, casi di studio reali e certificazioni internazionali ti consente di avere assoluta fiducia nei progetti di stampi a gas assistito senza preoccupazioni sulla qualità e sull'efficienza.
Scarica il Libro bianco sulla selezione degli stampi con gas assistito per comprendere rapidamente i punti fondamentali della selezione degli strumenti per stampi a iniezione ed evitare errori nella selezione.
In che modo gli stampi a iniezione di alluminio possono bilanciare costi ed efficienza nei processi assistiti da gas?
Gli stampi a iniezione di alluminio rappresentano un ottimo modo per bilanciare costi ed efficienza con lo stampaggio assistito da gas. Sono in grado di ridurre i costi di stampaggio di prova del 35% e anche di abbreviare i cicli di consegna a 2-3 settimane.
Come ridurre i costi di tentativi ed errori
Le operazioni assistite da gas richiedono solitamente che la pressione di iniezione sia superiore del 30%-50% rispetto al normale stampaggio a iniezione.
Utilizzando stampi ad iniezione di alluminio per i primi prototipo di stampaggio plastica , è possibile completare più iterazioni di progettazione con costi di materiale inferiori e velocità di taglio più elevate senza sacrificare la precisione della tenuta dell'ago dell'aria.
Puoi ridurre il costo di tentativi ed errori da $ 5.000 a $ 3.250, riducendo così drasticamente il tuo investimento iniziale.
Vantaggio di tempi di consegna più brevi
Si stima che gli stampi in alluminio riducano i tempi di lavorazione di circa il 40% rispetto all'acciaio H13, che è il materiale solitamente utilizzato per gli stampi personalizzati a iniezione di gas.
Se produci parti leggere e desideri venderle sul mercato molto rapidamente, l'utilizzo di stampi a iniezione di alluminio può aiutarti a completare la verifica PPAP prima che i tuoi concorrenti e la produzione di massa possano essere avviati 2-3 settimane prima.

Figura 1: Uno stampo a iniezione di alluminio posizionato accanto a una parte in plastica nera che produce, mettendo in mostra l'intricato design della cavità dello stampo e la precisione della parte finita.
Come creare uno stampo per il processo assistito da gas? Risolvere il conflitto tra canali del gas e cancelli
Puoi sviluppare uno stampo assistito da gas e risolvere controversie di progettazione tra canali del gas e cancelli bloccando la posizione del cancello e simulando il layout del canale del gas con Moldflow.
Controllo del percorso di penetrazione prioritario del gas
La simulazione Moldflow Gas Assist consente di impostare la lunghezza di penetrazione del gas all'interno della massa fusa, in genere viene controllato l'80%-90% dello spessore della parete.
È possibile regolare il tempo di ritardo e vengono effettuate regolazioni della pressione del gas (solitamente 20-35 MPa) per garantire che il gas occupi le aree con pareti spesse anziché quelle con pareti sottili.
In breve, questo è un modo per progettare un canale separato per il gas in modo che non fuoriesca e causi guasti al prodotto.
Progettazione coordinata di cancelli e aghi gas
Il cancello deve terminare il mantenimento della pressione e la compensazione del ritiro prima del momento in cui avviene l'iniezione del gas. La posizione dell'ago del gas deve essere mantenuta lontana dalla linea di saldatura.
Nel processo di come realizzare uno stampo , è necessario assicurarsi che lo spazio tra l'ago del gas e il raccordo sia inferiore a 0,01 mm per evitare segni di gas causati da perdite di gas azoto ad alta pressione.
Quali sono le tolleranze critiche dello stampaggio a iniezione per gli utensili a gas assistito?
Le tolleranze essenziali dello stampaggio a iniezione per gli stampi a gas devono essere inferiori a 0,01 mm, principalmente per garantire la tenuta del percorso del gas e la consistenza dimensionale del prodotto.
Tolleranza sullo spessore della parete e compensazione del ritiro
Il processo assistito da gas per materiali rinforzati con fibra di vetro come PA6+GF30 utilizza una pressione del gas generalmente compresa tra 20 e 30 MPa per mantenere costante la pressione interna. Ciò a sua volta riduce il tasso di ritiro dello spessore della parete dal consueto 0,5%-0,8% allo 0,2%-0,3% , rendendo quindi le dimensioni del prodotto meno variabili.
Garanzia di alta precisione delle tolleranze geometriche
Nel caso della produzione di stampi per iniezione di gas personalizzati, è possibile utilizzare una macchina CNC a cinque assi ad alta precisione con una precisione di 0,005 mm per la lavorazione dei canali del gas.
Se la tolleranza di rotondità del foro di montaggio dell'ago è superiore a 0,005 mm, si verificherà una perdita di gas ad alta pressione, che porterà a difetti sulla parete interna del prodotto.
In poche parole, è come se il tappo della bottiglia non si adattasse perfettamente all'imboccatura della bottiglia, con anche un leggero spazio che causava la fuoriuscita di liquido. Se la tolleranza del foro di installazione dell'ago del gas supera lo standard, si verificherà una fuoriuscita di azoto ad alta pressione, che porterà direttamente allo scarto del prodotto.
Standard chiave sulle tolleranze dello stampaggio a iniezione per stampi con gas assistito
| Parte dello stampo | Tolleranza dimensionale | Tolleranza geometrica | Rugosità superficiale | Autorizzazione all'accoppiamento |
| Foro di montaggio dell'ago dell'aria | ±0,005 mm | Rotondità 0,003 mm | Ra≤0,8μm | ≤0,01 mm |
| Superficie di separazione del canale dell'aria | ±0,01 mm | Planarità 0,005 mm | Ra≤1,6μm | ≤0,02 mm |
| Boccola di colata | ±0,01 mm | Coassialità 0,008 mm | Ra≤0,4μm | ≤0,015 mm |
| Colonna guida base stampo | ±0,008 mm | Rettilineità 0,01 mm | Ra≤1,6μm | ≤0,02 mm |
| Cavità del prodotto | ±0,01 mm | Contorno 0,015 mm | Ra≤0,2μm | - |
Ottieni analisi DFM gratuite per un controllo accurato tolleranze dello stampaggio ad iniezione ed evitare rischi di difetti dimensionali.
In che cosa differisce lo stampaggio di plastica del prototipo per il processo assistito da gas?
Lo stampaggio di plastica assistito da gas si basa in modo significativo su vari controlli di stabilità della penetrazione del gas e di verifica della secchezza dei canali del gas ed è un processo completamente diverso dallo stampaggio di prova convenzionale.
Controllo della lunghezza di penetrazione del gas:
Nella fase di stampaggio della plastica del prototipo, è necessario verificare che la lunghezza di penetrazione del gas sia almeno pari al 95% del valore di progetto mediante tranciatura o ispezione a raggi X. Allo stesso tempo, assicurarsi che il percorso di penetrazione corrisponda esattamente al canale del gas preimpostato senza deviazioni o diramazioni.
Verifica del controllo temporale e della curva di pressione:
Lo stampaggio di prova richiede l'uso della macchina per lo stampaggio a iniezione dotata di generatore di azoto e controller di temporizzazione.
È necessario monitorare attentamente il tempo di ritardo dell’iniezione del gas (che normalmente varia tra 0,5 e 2 secondi) e la curva di decadimento della pressione per confermare che la fase di stampaggio della plastica del prototipo può imitare la dinamica di riempimento del gas nella produzione di massa.
In che modo gli strumenti di stampaggio a iniezione assistita da gas gestiscono le strutture cave?
Gli strumenti di stampaggio a iniezione assistita da gas sostituiscono l'estrazione meccanica dell'anima utilizzando gas ad alta pressione come anima, consentendo anche una sformatura efficiente di forme cave complesse.
Produzione di strutture tubolari di natura curva
Nella produzione di travi tubolari per schienali di sedili automobilistici, la stampi per iniezione di gas personalizzati dirigere il gas per spingere il materiale fuso nelle cavità curve.
Il gas viene quindi scaricato dopo il raffreddamento, lasciando un unico pezzo cavo con uno spessore di parete costante, ad esempio 2,5 mm ± 0,1 mm, evitando così i punti deboli dei giunti saldati convenzionali.
Trasformare la sfida di estrazione e sformatura del nucleo in un punto di forza
In caso di pezzi cavi con sottosquadri, la tecnica gas assistita consente lo sfogo del gas prima dell'apertura dello stampo.
Qui si applica la differenza di pressione per ottenere una sformatura senza nucleo, che semplifica drasticamente la struttura meccanica degli strumenti per stampi a iniezione e riduce anche i costi di manutenzione dello stampo.
Per dirla in termini semplici, è come usare un palloncino per gonfiare un tubo stretto , una volta sgonfio, il palloncino si contrae, consentendo di estrarre facilmente l'oggetto senza parti meccaniche aggiuntive per "farlo leva", il che a sua volta si traduce in una minore usura dello stampo e un risparmio sui costi di manutenzione.
Tabella comparativa dei parametri degli strumenti di stampaggio a iniezione assistita da gas per strutture cave
| Tipo di struttura | Stampo tradizionale | Utensili per stampaggio ad iniezione assistita da gas | Vantaggi/Differenze |
| Complessità della struttura dello stampo | Alto (estrazione di più nuclei) | Basso (nessuna estrazione meccanica del nucleo) | Riduzione del 60%. |
| Peso del singolo prodotto | 180 g | 130 g | Riduzione del 28%. |
| Tasso di fallimento della sformatura | 12% | 0,2% | Riduzione del 98%. |
| Costo di manutenzione dello stampo | $ 800 al mese | $ 240 al mese | Riduzione del 70%. |
| Rendimento della produzione di massa | 85% | 99,2% | Miglioramento del 14,2%. |
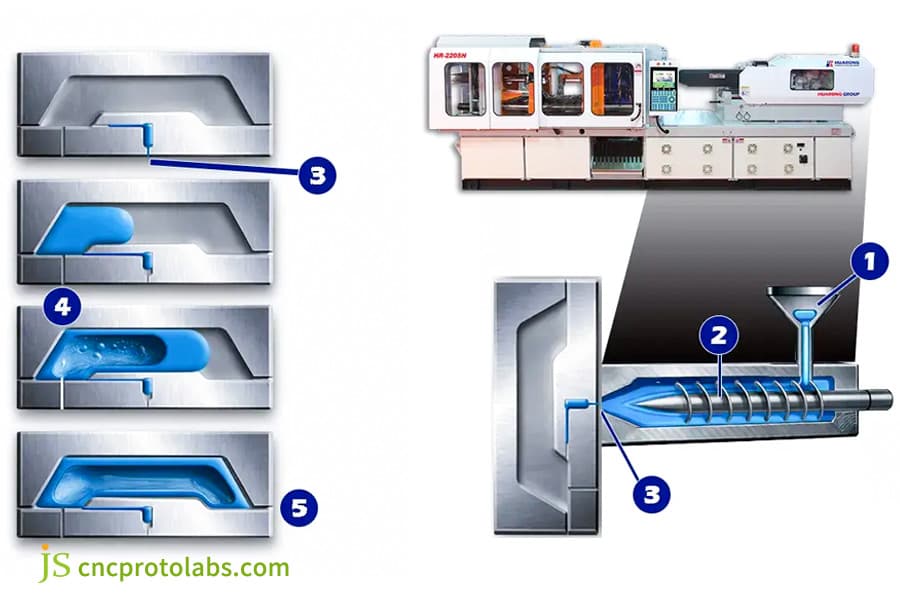
Figura 2: Uno schema tecnico che illustra l'intero processo di stampaggio a iniezione assistito da gas, dalla tramoggia di alimentazione della plastica all'iniezione nella cavità dello stampo.
Come selezionare materiali e acciai per stampi a iniezione di gas personalizzati?
È possibile selezionare l'acciaio inossidabile H13 o 420SS con trattamento di nitrurazione e considerare anche materiali adatti ai processi gas assistiti (secondo Norme ASTM A681-20 ) per stampi ad iniezione di gas personalizzati.
La necessità di materiali antiabrasione
I materiali in fibra di vetro con rinforzi vengono generalmente utilizzati ad una pressione molto elevata e la velocità di iniezione può raggiungere fino a 200 mm/s. Una volta iniettati, provocano un'erosione molto grave nelle posizioni di iniezione e negli aghi d'aria degli stampi.
L'utilizzo di acciaio ottenuto mediante metallurgia delle polveri come ASP23, ad esempio, per produrre l'ago dell'aria può prolungarne la vita operativa da 50.000 a oltre 500.000 pezzi stampati.
Per essere chiari, è come se si utilizzasse acqua ad alta pressione per scontrarsi continuamente con il giunto del tubo dell'acqua. Le giunture normali si usurerebbero presto e perderebbero, mentre le giunture rinforzate potrebbero resistere a lungo all'impatto. Allo stesso modo è importante anche la scelta dei materiali per gli aghi dell’aria.
Prevenzione della corrosione e gestione della fatica termica
Durante il rilascio rapido della pressione, l'azoto ad alta pressione provoca un effetto freddo, che porta a crepe da fatica termica sulla superficie dello stampo. Gli stampi per iniezione di gas personalizzati che utilizzi dovrebbero avere uno speciale controller della temperatura dello stampo che manterrà la temperatura dello stampo nell'intervallo 80-120°C.
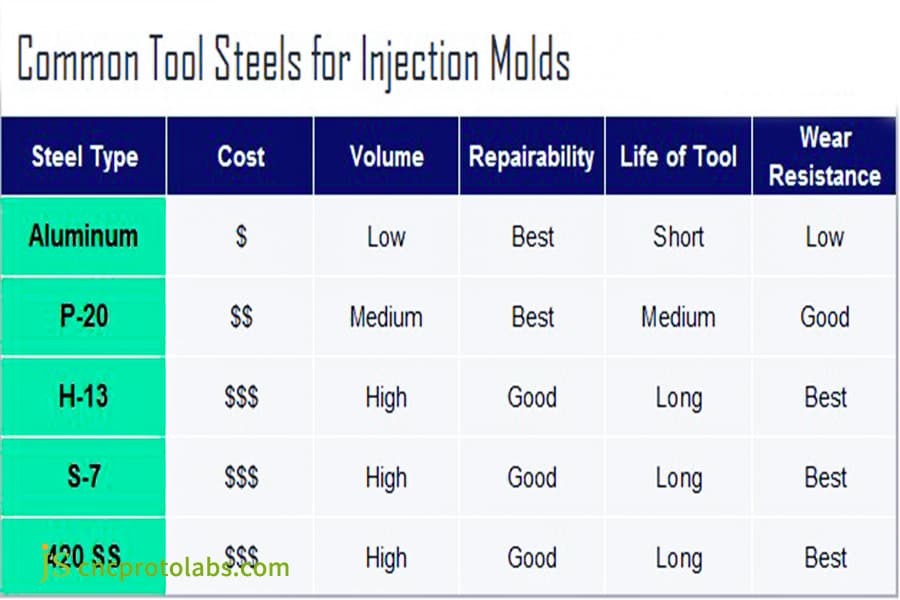
Figura 3: Una tabella comparativa intitolata "Acciai per utensili comuni per stampi a iniezione", che valuta materiali come alluminio, P-20 e H-13 in base a costo, volume di produzione, riparabilità, durata dell'utensile e resistenza all'usura.
Il vostro fornitore sta ottimizzando i costi degli strumenti di stampaggio a iniezione assistita da gas?
Dal punto di vista finanziario, gli strumenti di stampaggio a iniezione assistita da gas sono inizialmente più costosi del 15%-20%. Tuttavia, dopo alcuni mesi (6-12), se consideriamo i risparmi derivanti dal ridotto utilizzo di materiale e dai cicli di produzione più brevi, l’investimento verrà recuperato. L'azienda che produce gli strumenti ti offrirà anche la ripartizione dei costi.
Analisi del risparmio di materiale
In questo modo potrai ventilare le zone con pareti spesse mediante il gas, il che significa che la massa del pezzo può essere ridotta del 20%-30%.
Nel caso di componenti automobilistici con un fatturato annuo di 500.000 unità, ci si può aspettare di risparmiare circa 100.000-150.000 dollari all'anno solo sui costi dei materiali utilizzando utensili per stampaggio ad iniezione assistita da gas .
Benefici quantitativi della riduzione del tempo di ciclo
La tecnica assistita da gas utilizza il gas all'interno che ha un effetto di raffreddamento per ridurre la durata del raffreddamento di circa il 20%-30%. Quando vengono utilizzati stampi a iniezione di alluminio, noti per la loro rapida rimozione del calore, il ciclo totale può essere ridotto da 60 secondi a meno di 45 secondi, ovvero un enorme aumento della capacità produttiva.
Tabella comparativa Costi Benefici tra Stampi Gas Assistiti e Stampi Tradizionali
| Dimensione del costo | Stampo ad iniezione tradizionale | Utensili per stampaggio ad iniezione assistita da gas | Risultati delle entrate |
| Costo iniziale dello stampo | $ 10.000 | $ 11.800 | Costo iniziale superiore del 18%. |
| Costo del materiale per pezzo | 2,5 dollari USA | 1,95 USD | Sconto del 22% per pezzo |
| Tempo ciclo pezzo singolo | 65 secondi | 48 secondi | L'efficienza è aumentata del 26% |
| Costo di manutenzione annuale | 9.600 dollari | 2.880 dollari | Manutenzione ridotta del 70% |
| Periodo di rimborso | 18 mesi | 7 mesi | Ridotto del 61% |
Ottieni preventivi completi sui processi per strumenti di stampaggio a iniezione assistita da gas per risparmiare spazio e ridurre i costi nella produzione di massa.
Caso di studio di JS Precision: progetto di alleggerimento della maniglia della porta di un fornitore tedesco di livello 1
Una volta che avremo compreso a fondo il lavoro degli stampi a gas, potrai vedere il nostro lavoro attraverso un caso di studio. Il caso mostra in modo completo l'intero processo , dalla risoluzione del problema alla redditizia produzione di massa.
Difficoltà del progetto
Un fornitore tedesco di livello 1 desidera produrre maniglie per porte con braccio lungo lunghe 380 mm. L'idea iniziale è quella di utilizzare il metodo convenzionale di stampaggio a iniezione.
Il prodotto ha uno spessore della parete irregolare, con la parte più spessa pari a 8 mm e la parte più sottile pari a 2,5 mm, con conseguenti gravi segni di restringimento e deformazione deformativa , con una deviazione di planarità di 0,8 mm.
Il prodotto è solido e il peso di un singolo pezzo è di 180 g, il che non sarà in grado di soddisfare gli obiettivi di leggerezza degli OEM e la resa produttiva della produzione di massa è solo dell'82%.
Soluzione
1. Personalizza gli esclusivi strumenti di stampaggio a iniezione assistita da gas:
Personalizziamo lo stampo gas assistito in base al progetto. Selezionare l'acciaio H13 ed eseguire il trattamento di nitrurazione superficiale per migliorare la durezza dello stampo fino al livello HV1000 al fine di soddisfare i requisiti di resistenza all'usura del processo ad alta pressione assistito da gas.
2.Ottimizzare la progettazione delle vie aeree e le impostazioni dei parametri:
Eseguendo la simulazione Moldflow Gas Assist , non solo localizziamo la posizione ottimale delle vie aeree, ma determiniamo anche con precisione il tempo di iniezione ritardata del gas di 1,2 secondi e la pressione del gas di 28 MPa per evitare il verificarsi di una penetrazione di gas fuori controllo.
3. Controllare rigorosamente le tolleranze dello stampaggio a iniezione:
Un lato è da usare CNC a cinque assi per la lavorazione del foro del raccordo dell'ago del gas. D'altro canto, le tolleranze chiave devono essere rigorosamente controllate entro 0,005 mm in modo da evitare perdite di azoto ad alta pressione e garantire la qualità del prodotto.
4. Iterazione rapida e verifica della prova dello stampo:
È possibile eseguire tre rapide iterazioni della progettazione dello stampo utilizzando gli stampi a iniezione di alluminio, eseguire lo stampaggio di plastica del prototipo su una macchina dotata di generatore di azoto e verificare tramite scansione CT il livello di penetrazione del gas per garantire la fattibilità della produzione di massa.
Risultato finale
Il peso del prodotto è stato ridotto da 180 g a 130 g, una riduzione del peso del 28% che soddisfa i requisiti di leggerezza. La planarità del prodotto viene mantenuta entro 0,2 mm, non sono visibili segni di avvallamento ed è in grado di superare la prova su strada per la durabilità.
La durata del progetto è stata ridotta del 40%, il tempo ciclo per la produzione di massa è stato ridotto da 65 secondi a 48 secondi, il costo di un singolo pezzo di materiale è stato ridotto del 22%, il risparmio sui costi annuali è di 120.000 dollari USA e il tasso di rendimento della produzione di massa è stato migliorato al 99,2%.
Personalizza la tua soluzione leggera per stampi a gas e implementa rapidamente la produzione in serie di parti cave.
Domande frequenti
Q1: Quanto sono più costosi gli stampi a iniezione assistita da gas rispetto agli stampi normali?
Il costo degli stampi ad iniezione assistita da gas è generalmente del 15%-25% in più rispetto a quello degli stampi normali. I vantaggi del risparmio di materiale e dell'efficienza produttiva raggiunti attraverso l'investimento iniziale possono essere disponibili in 6-12 mesi.
Q2: Lo stampo in alluminio può resistere all'alta pressione del processo assistito da gas?
Gli stampi a iniezione di alluminio trattati termicamente possono gestire l'alta pressione dei processi assistiti da gas. Per lotti di piccole e medie dimensioni e casi di verifica di prototipi, possono resistere a pressioni di gas fino a 35 MPa per soddisfare le esigenze di utilizzo.
Q3: Come evitare che il gas passi attraverso l'area con pareti sottili quando penetra?
È possibile controllare il tempo di ritardo del gas e la curva di pressione in modo molto accurato mediante la simulazione Moldflow in modo che lo spessore dello strato solidificato sul fronte della fusione sia sufficiente a impedire efficacemente al gas di soffiare attraverso l'area a pareti sottili.
Q4: Quali requisiti speciali hanno gli stampi a gas per le macchine per lo stampaggio a iniezione?
Le macchine per lo stampaggio a iniezione a supporto dello stampo gas assistito devono essere dotate di un generatore di azoto con controllo della temporizzazione . Inoltre, le prestazioni di tenuta dell'anello di ritegno della vite dovrebbero essere conformi allo standard per evitare problemi legati alla produzione causati dal riflusso del gas ad alta pressione.
Q5: Qual è il livello di tolleranza dimensionale che può raggiungere il processo assistito da gas?
Lo stampaggio assistito da gas è generalmente in grado di funzionare entro l'intervallo di tolleranza dello stampaggio a iniezione. La tolleranza dimensionale critica può essere controllata a 0,01 mm, mentre la tolleranza dimensionale non critica può essere mantenuta a 0,05 mm.
Q6: Il processo gas assistito può produrre filettature interne o strutture complesse?
Purtroppo il processo gas assistito non è in grado di produrre direttamente una filettatura interna. Si può prima formare la parte base cava e poi utilizzare metodi secondari come la maschiatura per ottenere la funzione di filo di collegamento del prodotto.
D7: I parametri del gas dello stampaggio di plastica del prototipo e degli stampi di produzione in serie sono gli stessi?
Non sono la stessa cosa. La prova dello stampo del prototipo serve esclusivamente a verificare l'andamento delle fughe di gas. L'acciaio per stampi prodotto in serie ha una conduttività termica diversa, pertanto i parametri di pressione e temperatura devono essere riottimizzati.
Q8: Quanto tempo impiega JS Precision per realizzare una serie di stampi a gas?
JS Precision tempi di consegna standard per stampi per iniezione di alluminio è di 2-3 settimane e per gli stampi a iniezione di gas personalizzati in acciaio sono 4-6 settimane compreso il processo di progettazione della simulazione.
Riepilogo
Gli utensili per stampi ad iniezione svolgono un ruolo fondamentale nel processo gas assistito. Solo selezionando un partner che offra simulazione Moldflow, lavorazione di precisione a cinque assi e capacità di prova di stampi ad alta pressione è possibile risolvere il problema della produzione di massa di parti cave di forma speciale.
Gli stampi a iniezione di alluminio servono allo scopo di verificare rapidamente la soluzione, gli stampi a iniezione di gas personalizzati servono per stabilizzare la produzione di massa e l'intero sistema assistito da gas è ciò che consente di soddisfare i tre obiettivi principali di leggerezza, riduzione dei costi e miglioramento dell'efficienza.
Contatta subito JS Precision , ti forniremo un rapporto approfondito sull'analisi di fattibilità dello stampo assistito da gas, l'unico posto che offre l'intero processo di progettazione di uno stampo, selezione degli strumenti per stampi a iniezione e produzione di stampi per iniezione di gas personalizzati.
Il tuo progetto di parti strutturali cave verrà implementato rapidamente e diventerà redditizio.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

