

Ferramentas de molde de injeção são realmente o coração da produção em massa de peças estruturais ocas e de formato irregular. Eles são o principal fator que decide se os projetos de redução de peso automotivo ou de componentes estruturais de eletrodomésticos serão bem-sucedidos ou fracassados.
A demanda por estruturas ocas e de formato irregular (como maçanetas de portas, encostos de assentos, tubos de fluidos) está aumentando no design de componentes estruturais de eletrodomésticos e de peso leve automotivo.
No entanto, é quase impossível controlar a penetração de nitrogênio de alta pressão em processos de moldagem por injeção assistida por gás, os moldes de aço tradicionais são muito caros para testar e lateralizar, e as inconsistências de projeto entre a passagem de ar e a comporta causam baixo rendimento.
Equilibrar o investimento inicial com a estabilidade a longo prazo na escolha de ferramentas de molde de injeção tornou-se o principal gargalo na determinação do ROI do projeto para empresas que buscam rápida produção em massa.
Além disso, as ferramentas de molde de injeção adequadas aos processos assistidos por gás devem suportar alta pressão, ter passagens de ar precisas e ser baratas; essas são as principais questões que devem ser abordadas na escolha.
Resumo da resposta principal
| Questões Centrais | Principais soluções | Valor Esperado |
| Equilíbrio de custo e eficiência | Moldes de injeção de alumínio combinados com processo de moldagem assistida por gás | Reduza os custos de tentativa e erro e reduza o ciclo de entrega em 40% |
| Principais desafios de design | Controle de caminho de penetração de canal de gás preferencial e simulação de localização de portão | Resolva o preenchimento irregular e a passagem de ar, alcançando uma taxa de vazios estável |
| Controle de tolerância chave | Usinagem de alta precisão (±0,005 mm) para compensar a contração da cristalização assistida por gás | Atenda a tolerâncias dimensionais e posicionais rigorosas, evitando usinagem secundária |
| Seleção e ROI | Ferramentas personalizadas de moldagem por injeção assistida por gás | Economia de material de 20-30% , redução do tempo de ciclo de 25% |
Principais conclusões:
- O investimento inicial é o que, em última análise, impulsiona a estabilidade da produção em massa.
Ao optar por um fornecedor que tenha recursos de simulação do Moldflow Gas Assist, uma empresa pode definitivamente reduzir o risco de fuga de penetração de gás.
- Os moldes de alumínio são um método maravilhoso para acelerar o processamento assistido por gás.
Quando se trata de verificação de protótipos e produção de pequenos lotes, moldes de injeção de alumínio são o bom compromisso entre custo e tolerância assistida por gás de alta pressão.
- A usinagem bem feita funciona como garantia de vida útil da agulha de injeção de gás.
A tolerância de ajuste entre a agulha de injeção e o molde deve ser de 0,005 mm, caso contrário, o vazamento de nitrogênio em alta pressão será o principal motivo do aumento nas taxas de refugo.
Por que confiar neste guia? Experiência da JS Precision com ferramentas de molde de injeção
Ao selecionar ferramentas de molde de injeção para processos assistidos por gás, seu foco principal deve ser a experiência prática do fornecedor, certificação de qualidade e capacidade de resolução de problemas.
Selecionar JS Precision significa que você terá a ajuda de uma equipe com 15 anos de conhecimento em fabricação de precisão e confia em nós para produzir mais de 300.000 peças personalizadas de alta precisão até o momento.
Com um histórico de mais de 1.000 fornecedores automotivos de nível 1 e grandes empresas de eletrodomésticos em todo o mundo, eles são capazes de garantir 99,2% de pontualidade na entrega, eliminando assim o risco de atrasos nos projetos.
Para o parceiro de P&D e fabricação que você seleciona para o molde assistido por gás, é importante que eles sejam capazes de ajudá-lo a superar os problemas de penetração de nitrogênio em alta pressão, conflitos no sistema de passagem e manutenção de tolerâncias rígidas.
Tendo concluído mais de 500 projetos de moldes assistidos por gás para componentes ocos automotivos e de eletrodomésticos, a JS Precision fornece soluções reutilizáveis e maduras.
Um caso em questão, trabalhando com a JS Precision como parceira, uma empresa automotiva conseguiu reduzir o peso da viga tubular do encosto do banco em 22% e o rendimento da produção em massa aumentou de 86% para 99,3%. Isto implica que este mesmo modelo de colaboração pode ser usado para reduzir drasticamente os seus próprios custos de produção.
Ao trabalhar com a JS Precision, você se beneficiará da garantia de qualidade apoiada por três certificações altamente respeitadas: ISO 9001:2015 , ISO 13485 e IATF 16949, que juntas abrangem padrões internacionais para fabricação de alta qualidade.
Equipada com mais de 20 máquinas CNC avançadas de cinco eixos, a JS Precision pode produzir usinagem de precisão com uma tolerância de 0,005 mm, garantindo assim a precisão dos moldes assistidos por gás e reduzindo significativamente a probabilidade de discrepâncias dimensionais.
O suporte técnico relacionado às suas ferramentas de molde de injeção não só será rápido com um tempo de resposta de 15 minutos ou menos, mas você também terá à sua disposição serviços de previsão de simulação e análise DFM gratuitos que o ajudarão a evitar até 80% dos riscos associados à produção em massa.
Simplesmente, ter à sua disposição dados sólidos, estudos de caso reais e certificações internacionais permite que você tenha confiança absoluta em projetos de moldes assistidos a gás, sem preocupações com qualidade e eficiência.
Baixe o white paper sobre seleção de moldes assistidos por gás para compreender rapidamente os pontos principais da seleção de ferramentas de molde de injeção e evitar armadilhas de seleção.
Como os moldes de injeção de alumínio podem equilibrar custo e eficiência em processos assistidos por gás?
Os moldes de injeção de alumínio são uma ótima maneira de equilibrar custo e eficiência com moldagem assistida por gás. Eles são capazes de reduzir os custos de moldagem experimental em 35% e também encurtar os ciclos de entrega para 2 a 3 semanas.
Como cortar custos de tentativa e erro
As operações assistidas por gás geralmente exigem que a pressão de injeção seja 30% -50% maior do que a moldagem por injeção normal.
Usando moldes de injeção de alumínio para moldagem de plástico protótipo , você pode concluir diversas iterações de projeto com menores custos de material e velocidades de corte mais rápidas sem sacrificar a precisão da vedação da agulha de ar.
Você pode reduzir seu custo de tentativa e erro de US$ 5.000 para US$ 3.250, reduzindo assim drasticamente seu investimento inicial.
Benefício de prazos de entrega mais curtos
Estima-se que os moldes de alumínio reduzam o tempo de processamento em cerca de 40% em comparação com o aço H13, que é o material normalmente usado para moldes de injeção de gás personalizados.
Se você fabrica peças leves e deseja vendê-las no mercado muito rapidamente, o uso de moldes de injeção de alumínio pode ajudá-lo a concluir sua verificação PPAP antes que seus concorrentes e a produção em massa possam ser iniciadas 2 a 3 semanas antes.

Figura 1: Um molde de injeção de alumínio colocado próximo a uma peça de plástico preto que ele produz, mostrando o intrincado design da cavidade do molde e a precisão da peça acabada.
Como criar um molde para o processo assistido por gás? Resolvendo o conflito entre canais e portões de gás
Você pode desenvolver um molde assistido por gás e resolver disputas de projeto entre canais de gás e comportas bloqueando a localização da comporta e simulando o layout do canal de gás com o Moldflow.
Controle do caminho de penetração com prioridade de gás
A simulação do Moldflow Gas Assist permite definir o comprimento de penetração do gás dentro do fundido, geralmente 80%-90% da espessura da parede é controlada.
Você pode regular o tempo de atraso e ajustes de pressão do gás (geralmente 20-35 MPa) são feitos para garantir que o gás ocupe as áreas de paredes espessas em vez das de paredes finas.
Resumindo, esta é uma forma de projetar um canal separado para o gás, para que ele não escape e cause falha no produto.
Projeto Coordenado de Portões e Agulhas de Gás
A comporta deve terminar a retenção de pressão e a compensação de contração antes do momento em que ocorre a injeção de gás. A localização da agulha de gás deve ser mantida longe da linha de solda.
No processo de como fazer um molde , você precisa garantir que a folga entre a agulha de gás e a conexão seja inferior a 0,01 mm para evitar marcas de gás causadas por vazamento de gás nitrogênio de alta pressão.
Quais são as tolerâncias críticas de moldagem por injeção para ferramentas assistidas por gás?
As tolerâncias essenciais de moldagem por injeção para moldes assistidos a gás devem ser com controle de 0,01 mm, principalmente para garantir a vedação do caminho do gás, bem como a consistência dimensional do produto.
Tolerância de espessura de parede e compensação de encolhimento
O processo assistido por gás para materiais reforçados com fibra de vidro como PA6+GF30, emprega pressão de gás geralmente entre 20-30MPa para manter a pressão interna constante. Isto, por sua vez, diminui a taxa de encolhimento da espessura da parede dos habituais 0,5%-0,8% para 0,2%-0,3% , tornando assim as dimensões do produto menos variáveis.
Garantia de alta precisão de tolerâncias geométricas
No caso de fabricação de moldes de injeção de gás personalizados, uma máquina CNC de cinco eixos de alta precisão com precisão de 0,005 mm pode ser usada para usinar os canais de gás.
Se a tolerância de circularidade do orifício de montagem da agulha for superior a 0,005 mm, isso resultará em vazamento de gás de alta pressão, o que leva a defeitos na parede interna do produto.
Simplificando, é como se a tampa do frasco não se ajustasse bem à boca do frasco, mesmo com uma pequena folga causando vazamento de líquido. Se a tolerância do orifício de instalação da agulha de gás exceder o padrão, o gás nitrogênio de alta pressão vazará, levando diretamente à sucata do produto.
Principais padrões de tolerância de moldagem por injeção para moldes assistidos por gás
| Parte do molde | Tolerância Dimensional | Tolerância Geométrica | Rugosidade Superficial | Liberação de Acasalamento |
| Orifício de montagem da agulha de ar | ±0,005 mm | Redondeza 0,003 mm | Ra≤0,8μm | ≤0,01 mm |
| Superfície de separação do canal de ar | ±0,01 mm | Planicidade 0,005 mm | Ra≤1,6μm | ≤0,02 mm |
| Bucha de portão | ±0,01 mm | Coaxialidade 0,008 mm | Ra≤0,4μm | ≤0,015 mm |
| Pilar guia da base do molde | ±0,008mm | Retidão 0,01 mm | Ra≤1,6μm | ≤0,02 mm |
| Cavidade do Produto | ±0,01 mm | Contorno 0,015mm | Ra≤0,2μm | - |
Obtenha análise DFM gratuita para controlar com precisão tolerâncias de moldagem por injeção e evitar riscos de defeitos dimensionais.
Qual a diferença entre a moldagem de protótipo de plástico e o processo assistido por gás?
A moldagem de plástico assistida por gás depende significativamente de várias verificações de estabilidade de penetração de gás e de verificação de secura do canal de gás , e é um processo completamente diferente da moldagem de teste convencional.
Verificando a duração da penetração do gás:
Na fase de moldagem do protótipo de plástico, o comprimento de penetração do gás deve ser verificado como sendo de pelo menos 95% do valor do projeto através de fatiamento ou inspeção por raios X. Ao mesmo tempo, certifique-se de que o caminho de penetração seja exatamente o canal de gás predefinido, sem qualquer desvio ou ramificação.
Verificando o controle de tempo e a curva de pressão:
A moldagem experimental requer o uso de uma máquina de moldagem por injeção equipada com gerador de nitrogênio e controlador de tempo.
É necessária uma observação atenta do tempo de atraso da injeção de gás (que normalmente varia entre 0,5 e 2 segundos) e da curva de queda de pressão para confirmar que o estágio de moldagem de plástico do protótipo pode imitar a dinâmica de enchimento de gás na produção em massa.
Como as ferramentas de moldagem por injeção assistida por gás lidam com estruturas ocas?
As ferramentas de moldagem por injeção assistida por gás substituem a extração mecânica do núcleo usando gás de alta pressão como núcleo, o que também permite a desmoldagem eficiente de formas ocas complexas.
Produzindo Estruturas Tubulares de Natureza Curva
Na produção de vigas tubulares para encostos de bancos automotivos, a moldes de injeção de gás personalizados gás direto para empurrar o material fundido em cavidades curvas.
O gás é então ventilado após o resfriamento, deixando uma única peça oca com espessura de parede consistente, por exemplo, 2,5mm±0,1mm, evitando assim os pontos fracos das juntas soldadas convencionais.
Transformando o desafio de desmoldagem de extração central em um ponto forte
Nos casos de peças ocas com rebaixos, a técnica assistida por gás permite que o gás seja ventilado antes da abertura do molde.
Aqui, você aplica a diferença de pressão para realizar a desmoldagem sem núcleo, o que simplifica drasticamente a estrutura mecânica das ferramentas do molde de injeção e também diminui os custos de manutenção do molde.
Em termos simples, é como usar um balão para inflar um tubo estreito . Uma vez esvaziado, o balão se contrai, permitindo que o objeto seja facilmente retirado sem peças mecânicas adicionais para "retirá-lo", o que por sua vez resulta em menos desgaste do molde e economia nos custos de manutenção.
Tabela de comparação de parâmetros de ferramentas de moldagem por injeção assistida por gás de estrutura oca
| Tipo de Estrutura | Molde Tradicional | Ferramentas de moldagem por injeção assistida por gás | Vantagens/Diferenças |
| Complexidade da estrutura do molde | Alto (puxação de múltiplos núcleos) | Baixo (sem extração mecânica do núcleo) | Redução de 60% |
| Peso de produto único | 180g | 130g | Redução de 28% |
| Taxa de falhas de desmoldagem | 12% | 0,2% | Redução de 98% |
| Custo de manutenção do molde | $ 800/mês | $ 240/mês | Redução de 70% |
| Rendimento de produção em massa | 85% | 99,2% | Melhoria de 14,2% |
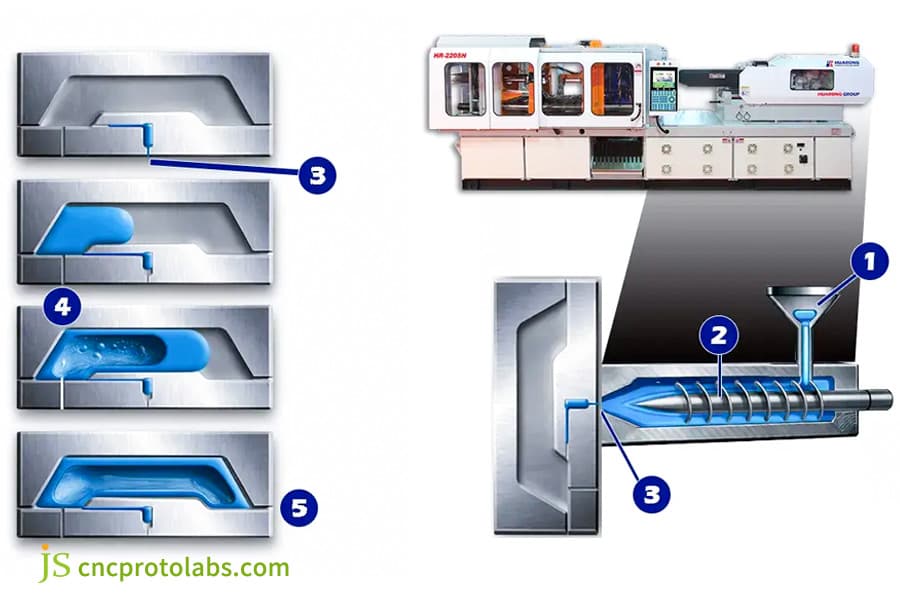
Figura 2: Diagrama técnico que ilustra todo o processo de moldagem por injeção assistida por gás, desde a tremonha de alimentação do plástico até a injeção na cavidade do molde.
Como selecionar materiais e aços para moldes de injeção de gás personalizados?
Você pode selecionar aço inoxidável H13 ou 420SS com tratamento de nitretação e também considerar materiais adequados para processos assistidos por gás (de acordo com Padrões ASTM A681-20 ) para moldes de injeção de gás personalizados.
A necessidade de materiais anti-corrosão
Materiais de fibra de vidro com reforços são geralmente usados em pressões muito altas e a velocidade de injeção pode chegar a 200 mm/s. Quando injetados, resultam em erosão muito grave nas posições dos canais e nas agulhas de ar dos moldes.
Usar aço para metalurgia do pó como ASP23, por exemplo, para fabricar a agulha de ar pode estender sua vida operacional de 50.000 para mais de 500.000 peças moldadas.
Para esclarecer, é o mesmo que usar água de alta pressão para colidir continuamente com a junta do tubo de água. As juntas normais logo se desgastariam e vazariam, enquanto as juntas reforçadas poderiam suportar o impacto por muito tempo. E da mesma forma, a seleção dos materiais para as agulhas de ar também é importante.
Prevenção de corrosão e gerenciamento de fadiga térmica
Durante a rápida liberação de pressão, o nitrogênio de alta pressão causa um efeito de frio, o que leva a rachaduras por fadiga térmica na superfície do molde. Os moldes de injeção de gás personalizados que você opera devem ter um controlador de temperatura do molde especial que manterá a temperatura do molde na faixa de 80-120°C.
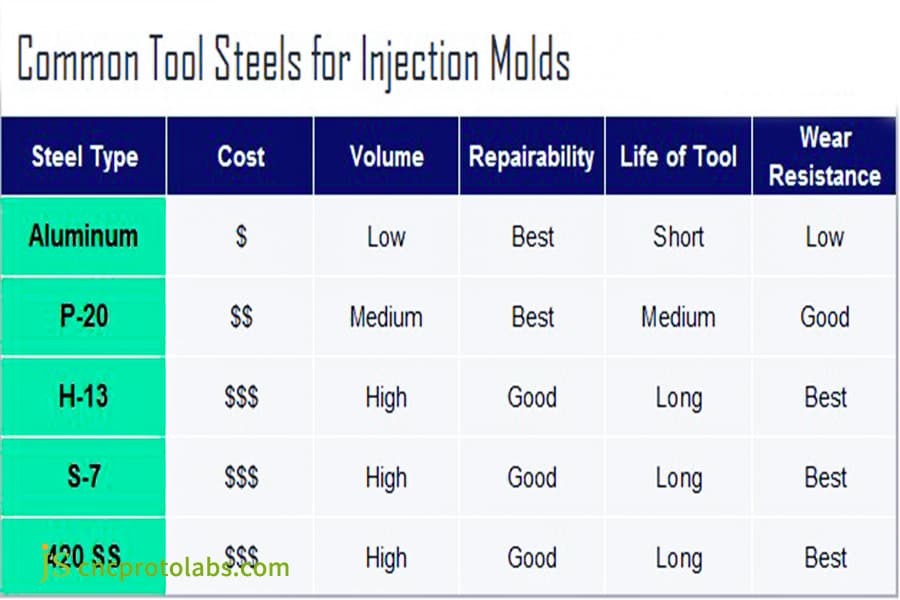
Figura 3: Um gráfico de comparação intitulado “Aços para ferramentas comuns para moldes de injeção”, avaliando materiais como alumínio, P-20 e H-13 com base no custo, volume de produção, capacidade de reparo, vida útil da ferramenta e resistência ao desgaste.
Seu fornecedor está otimizando ferramentas de moldagem por injeção assistida por gás em termos de custo?
Financeiramente, as ferramentas de moldagem por injeção assistida por gás são inicialmente 15% a 20% mais caras. No entanto, após alguns meses (6-12), se considerarmos as poupanças decorrentes da redução da utilização de materiais e dos ciclos de produção mais curtos, o investimento será recuperado. A empresa que fabrica as ferramentas irá até oferecer a discriminação dos custos.
Análise de economia de materiais
Fazendo isso, você poderá ventilar as regiões de paredes espessas por meio do gás, o que significa que a massa da peça pode ser reduzida em 20% a 30%.
No caso de componentes automotivos com um faturamento anual de 500.000 unidades, você pode esperar uma economia anual de cerca de US$ 100.000-150.000 apenas em custos de materiais usando ferramentas de moldagem por injeção assistida por gás .
Benefícios quantitativos da redução do tempo de ciclo
A técnica assistida por gás utiliza o gás interno que tem um efeito de resfriamento para reduzir a duração do resfriamento em aproximadamente 20% -30%. Quando são utilizados moldes de injeção de alumínio, conhecidos por sua rápida remoção de calor, o ciclo total pode ser diminuído de 60 segundos para menos de 45 segundos, ou seja, um tremendo aumento na capacidade de produção.
Tabela Comparativa de Custo Benefício entre Moldes Assistidos a Gás e Moldes Tradicionais
| Dimensão de Custo | Molde de injeção tradicional | Ferramentas de moldagem por injeção assistida por gás | Resultados de receita |
| Custo inicial do molde | US$ 10.000 | US$ 11.800 | Custo inicial 18% maior |
| Custo de material por peça | US$ 2,5 | US$ 1,95 | Redução de 22% por peça |
| Tempo de ciclo de peça única | 65 segundos | 48 segundos | Eficiência aumentada em 26% |
| Custo Anual de Manutenção | US$ 9.600 | US$ 2.880 | Manutenção reduzida em 70% |
| Período de retorno | 18 meses | 7 meses | Encurtado em 61% |
Obtenha cotações completas de processos para ferramentas de moldagem por injeção assistida por gás para garantir espaço e redução de custos na produção em massa.
Estudo de caso de JS Precision: projeto de redução de peso de maçanetas de um fornecedor alemão de nível 1
Depois de compreendermos completamente o trabalho dos moldes assistidos a gás, você poderá ver nosso trabalho através de um estudo de caso. O case mostra totalmente todo o processo , desde a solução do problema até a lucrativa produção em massa.
Dificuldades do projeto
Um fornecedor alemão de nível 1 deseja fabricar maçanetas de braço longo com 380 mm de comprimento. A ideia inicial é empregar o método convencional de moldagem por injeção.
O produto tem espessura de parede irregular, sendo a parte mais espessa de 8mm e a parte mais fina de 2,5mm, resultando em marcas severas de encolhimento e deformação empenada , com desvio de planicidade de 0,8 mm.
O produto é sólido e o peso de uma única peça é de 180g, o que não será capaz de atender às metas de peso leve do OEM, e o rendimento da produção em massa é de apenas 82%.
Solução
1. Personalize ferramentas exclusivas de moldagem por injeção assistida por gás:
Personalizamos molde assistido a gás de acordo com projeto. Selecione o aço H13 e faça o tratamento de nitretação de superfície para aumentar a dureza do molde até o nível HV1000, a fim de atender aos requisitos de resistência ao desgaste do processo de alta pressão assistido por gás.
2. Otimize o projeto das vias aéreas e as configurações dos parâmetros:
Ao realizar a simulação do Moldflow Gas Assist , não apenas localizamos a posição ideal das vias aéreas, mas também determinamos com precisão o tempo de injeção de gás retardado de 1,2 segundos e a pressão do gás de 28MPa, a fim de evitar a ocorrência de penetração de gás fora de controle.
3.Controle rigorosamente as tolerâncias de moldagem por injeção:
Um lado é usar CNC de cinco eixos para usinagem de furos de encaixe de agulha de gás. Por outro lado, as principais tolerâncias devem ser estritamente controladas dentro de 0,005 mm, de modo a evitar vazamento de nitrogênio de alta pressão e garantir a qualidade do produto.
4. Iteração rápida e verificação de teste de molde:
É possível realizar três iterações rápidas do projeto do molde usando os moldes de injeção de alumínio, realizar a moldagem de protótipo de plástico em uma máquina equipada com gerador de nitrogênio e verificar, por meio de tomografia computadorizada, o nível de penetração do gás para garantir a viabilidade da produção em massa.
Resultado Final
O peso do produto foi reduzido de 180g para 130g, uma redução de peso de 28% que atende ao requisito de leveza. O nivelamento do produto é mantido dentro de 0,2 mm, nenhuma marca de afundamento é visível e é capaz de passar no teste de estrada para durabilidade.
A duração do projeto foi reduzida em 40%, o tempo de ciclo para produção em massa foi reduzido de 65 segundos para 48 segundos, o custo de uma única peça de material foi reduzido em 22%, a economia anual de custos é de 120.000 dólares americanos e a taxa de rendimento da produção em massa foi melhorada para 99,2%.
Personalize sua solução leve para moldes assistidos por gás e implemente rapidamente a produção em massa de peças ocas.
Perguntas frequentes
Q1: Quanto mais caros são os moldes de injeção assistida por gás do que os moldes comuns?
O custo dos moldes de injeção assistida por gás é geralmente 15% -25% maior do que os moldes normais. As vantagens da economia de materiais e da eficiência da produção alcançadas através do investimento inicial podem estar disponíveis em 6 a 12 meses.
Q2: O molde de alumínio pode suportar a alta pressão do processo assistido por gás?
Os moldes de injeção de alumínio tratados termicamente podem suportar a alta pressão dos processos assistidos por gás. Para lotes pequenos e médios e casos de verificação de protótipos, eles podem resistir a pressões de gás de até 35MPa para atender às necessidades de uso.
Q3: Como evitar que o gás sopre através da área de paredes finas quando ele penetra?
Você pode controlar o tempo de atraso do gás e a curva de pressão com muita precisão pela simulação do Moldflow, de modo que a espessura da camada solidificada na frente de fusão seja suficiente para impedir efetivamente que o gás sopre através da área de paredes finas.
Q4: Quais são os requisitos especiais dos moldes assistidos por gás para máquinas de moldagem por injeção?
As máquinas de moldagem por injeção que suportam moldes assistidos por gás precisam ser equipadas com um gerador de nitrogênio com controle de tempo . Além disso, o desempenho de vedação do anel de retenção do parafuso deve estar de acordo com o padrão para evitar problemas relacionados à produção causados pelo refluxo de gás de alta pressão.
Q5: Quão alta é a tolerância dimensional que o processo assistido por gás pode atingir?
A moldagem assistida por gás geralmente é capaz de trabalhar dentro da faixa de tolerância da moldagem por injeção. A tolerância dimensional crítica pode ser controlada em 0,01 mm, enquanto a tolerância dimensional não crítica pode ser mantida em 0,05 mm.
Q6: O processo assistido por gás pode produzir roscas internas ou estruturas complexas?
Infelizmente, o processo assistido por gás não é capaz de produzir diretamente uma rosca interna. Pode-se primeiro formar a parte básica oca e depois usar métodos secundários, como rosqueamento, para atingir a função de rosca de conexão do produto.
Q7: Os parâmetros do gás do protótipo de moldagem de plástico e dos moldes de produção em massa são os mesmos?
Eles não são iguais. O teste do molde do protótipo serve apenas para verificar a tendência de vazamento de gás. O aço para molde produzido em massa tem condutividade térmica diferente, portanto, os parâmetros de pressão e temperatura precisam ser reotimizados.
Q8: Quanto tempo leva para a JS Precision fabricar um conjunto de moldes assistidos por gás?
Prazo de entrega padrão JS Precision para moldes de injeção de alumínio é de 2 a 3 semanas, e para moldes de injeção de gás personalizados em aço, é de 4 a 6 semanas, incluindo o processo de projeto de simulação.
Resumo
As ferramentas de molde de injeção desempenham um papel fundamental no processo assistido por gás. Somente selecionando um parceiro que ofereça simulação Moldflow, usinagem de precisão de cinco eixos e recursos de teste de molde de alta pressão juntos você poderá resolver o problema de produção em massa de peças ocas de formatos especiais.
Os moldes de injeção de alumínio servem para verificar rapidamente a solução, os moldes de injeção de gás customizados são para a estabilização da produção em massa e todo o sistema assistido por gás é o que torna possível atender às três metas principais de leveza, redução de custos e melhoria de eficiência.
Entre em contato com JS Precision imediatamente , forneceremos um relatório detalhado de análise de viabilidade de molde assistido por gás, o único lugar que oferece todo o processo de como fazer um projeto de molde, seleção de ferramentas de molde de injeção e fabricação de moldes de injeção de gás personalizados.
Seu projeto de peças estruturais ocas será implementado rapidamente e se tornará lucrativo.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

