

أدوات قوالب الحقن هي حقًا قلب الإنتاج الضخم للأجزاء الهيكلية المجوفة وغير المنتظمة. إنها العامل الرئيسي الذي يقرر ما إذا كانت مشاريع تخفيف وزن السيارات أو مشاريع المكونات الهيكلية للأجهزة المنزلية ستنجح أو تفشل.
يتزايد الطلب على الهياكل المجوفة وغير المنتظمة (مثل مقابض الأبواب، وظهر المقاعد، وأنابيب السوائل) في تصميم المكونات الهيكلية لوزن السيارات والأجهزة المنزلية.
ومع ذلك، يكاد يكون من المستحيل التحكم في تغلغل النيتروجين عالي الضغط في عمليات القولبة بالحقن بمساعدة الغاز، حيث أن اختبار القوالب الفولاذية التقليدية وجانبها باهظ الثمن، كما أن عدم اتساق التصميم بين ممر الهواء والبوابة يتسبب في انخفاض الإنتاجية.
لقد أصبح الموازنة بين الاستثمار الأولي والاستقرار طويل المدى في اختيار أدوات قوالب الحقن بمثابة عنق الزجاجة الرئيسي الذي يحدد عائد الاستثمار للمشروع بالنسبة للشركات التي تسعى إلى الإنتاج الضخم السريع.
بالإضافة إلى ذلك، يجب أن تتعامل أدوات قوالب الحقن التي تناسب العمليات المدعومة بالغاز مع الضغط العالي، وأن تحتوي على ممرات هوائية دقيقة، وأن تكون رخيصة الثمن، وهذه هي المشكلات الرئيسية التي يجب معالجتها عند الاختيار.
ملخص الإجابة الأساسية
| القضايا الأساسية | الحلول الرئيسية | القيمة المتوقعة |
| توازن التكلفة والكفاءة | قوالب حقن الألمنيوم مدمجة مع عملية التشكيل بمساعدة الغاز | تقليل تكاليف التجربة والخطأ، وتقصير دورة التسليم بنسبة 40% |
| تحديات التصميم الأساسية | التحكم في مسار اختراق قناة الغاز المفضل ومحاكاة موقع البوابة | حل مشكلة النفخ والملء غير المستوي، وتحقيق نسبة الفراغ المستقرة |
| التحكم في التسامح الرئيسي | تصنيع آلي عالي الدقة (±0.005 مم) للتعويض عن انكماش التبلور بمساعدة الغاز | تلبية التفاوتات الصارمة في الأبعاد والموضع، وتجنب المعالجة الثانوية |
| الاختيار وعائد الاستثمار | أدوات صب الحقن بمساعدة الغاز المخصصة | توفير المواد بنسبة 20-30% ، وتقليل وقت الدورة بنسبة 25% |
الاستنتاجات الرئيسية:
- الاستثمار الأولي هو ما يدفع في النهاية استقرار الإنتاج الضخم.
من خلال التعامل مع مورد يتمتع بقدرات محاكاة مساعدة الغاز في مولدفلو، يمكن للشركة بالتأكيد تقليل المخاطر الهاربة لاختراق الغاز.
- تعتبر قوالب الألومنيوم طريقة رائعة لتسريع عملية المعالجة بمساعدة الغاز.
عندما يتعلق الأمر بالتحقق من النموذج الأولي وإنتاج دفعة صغيرة، قوالب حقن الالمنيوم هي الحل الوسط الجيد بين التكلفة والتسامح بمساعدة الغاز عالي الضغط.
- تعمل المعالجة الجيدة كضمان لعمر خدمة إبرة حقن الغاز.
يجب أن يكون التسامح بين إبرة الحقن والقالب عند مستوى 0.005 مم، وإلا فإن تسرب النيتروجين عالي الضغط سيكون السبب الرئيسي لزيادة معدلات الخردة.
لماذا تثق بهذا الدليل؟ تجربة JS Precision مع أدوات قوالب الحقن
عند اختيار أدوات قوالب الحقن للعمليات المدعومة بالغاز، يجب أن ينصب تركيزك الأساسي على الخبرة العملية للمورد وشهادة الجودة وقدراته على حل المشكلات.
إن اختيار JS Precision يعني حصولك على مساعدة فريق يتمتع بـ 15 عامًا من المعرفة في التصنيع الدقيق والثقة بنا لإنتاج أكثر من 300000 قطعة مخصصة عالية الدقة حتى الآن.
بفضل سجل حافل لأكثر من 1000 من موردي السيارات من المستوى الأول وشركات الأجهزة المنزلية الكبرى في جميع أنحاء العالم، فإنهم قادرون على ضمان التسليم في الوقت المحدد بنسبة 99.2%، وبالتالي القضاء على مخاطر تأخير المشروع.
بالنسبة إلى شريك البحث والتطوير والتصنيع الذي تختاره للقالب المدعوم بالغاز، من المهم أن يكونوا قادرين على مساعدتك في التغلب على مشكلات اختراق النيتروجين عالي الضغط، وتعارضات نظام البوابات، والحفاظ على التفاوتات المسموح بها.
بعد الانتهاء من أكثر من 500 مشروع قوالب مدعوم بالغاز للمكونات المجوفة للسيارات والأجهزة المنزلية، توفر لك JS Precision حلولاً ناضجة وقابلة لإعادة الاستخدام.
ومن الأمثلة على ذلك، من خلال العمل مع شركة JS Precision كشريك، تمكنت إحدى شركات السيارات من خفض وزن عارضة أنبوب مسند ظهر المقعد بنسبة 22% وتمت زيادة عائد الإنتاج الضخم من 86% إلى 99.3%. وهذا يعني أنه يمكن استخدام نموذج التعاون نفسه لخفض تكاليف الإنتاج الخاصة بك بشكل كبير.
عند العمل مع JS Precision، ستستفيد من ضمان الجودة المدعوم بثلاث شهادات مرموقة: الأيزو 9001:2015 وISO 13485 وIATF 16949، والتي تغطي معًا المعايير الدولية للتصنيع المتطور.
مجهزة بأكثر من 20 ماكينة CNC ذات خمسة محاور متقدمة، يمكن لـ JS Precision إنتاج آلات دقيقة بتفاوت يبلغ 0.005 مم، وبالتالي ضمان دقة القوالب المدعومة بالغاز وتقليل احتمالية حدوث اختلافات في الأبعاد بشكل كبير.
لن يكون الدعم الفني المتعلق بأدوات قالب الحقن سريعًا فحسب، حيث يستغرق وقت الاستجابة 15 دقيقة أو أقل ولكن سيكون لديك أيضًا تحت تصرفك خدمات تحليل سوق دبي المالي ومحاكاة التنبؤ دون أي تكلفة والتي ستساعدك على تجنب ما يصل إلى 80% من المخاطر المرتبطة بالإنتاج الضخم.
ببساطة، إن وجود هذه البيانات القوية ودراسات الحالة الواقعية والشهادات الدولية تحت تصرفك يتيح لك الحصول على ثقة مطلقة في مشاريع القوالب المدعومة بالغاز دون القلق بشأن الجودة والكفاءة.
قم بتنزيل المستند التعريفي التمهيدي لاختيار القالب بمساعدة الغاز لفهم النقاط الأساسية لاختيار أدوات قالب الحقن بسرعة وتجنب مخاطر الاختيار.
كيف يمكن لقوالب حقن الألومنيوم أن توازن بين التكلفة والكفاءة في العمليات المدعومة بالغاز؟
تعد قوالب حقن الألومنيوم طريقة رائعة لتحقيق التوازن بين التكلفة والكفاءة من خلال القولبة بمساعدة الغاز. إنهم قادرون على تقليل تكاليف التشكيل التجريبي بنسبة 35% وكذلك تقصير دورات التسليم إلى 2-3 أسابيع.
كيفية خفض تكاليف التجربة والخطأ
تتطلب العمليات المدعومة بالغاز عادةً أن يكون ضغط الحقن أعلى بنسبة 30%-50% من قولبة الحقن العادية.
باستخدام قوالب حقن الألمنيوم في وقت مبكر صب البلاستيك النموذجي ، يمكنك إكمال تكرارات تصميم متعددة بتكاليف مواد أقل وسرعات قطع أسرع دون التضحية بدقة ختم إبرة الهواء.
يمكنك خفض تكلفة التجربة والخطأ من 5000 دولار إلى 3250 دولارًا، وبالتالي خفض استثمارك الأولي بشكل كبير.
الاستفادة من فترات زمنية أقصر
تم تقدير أن قوالب الألومنيوم تقلل وقت المعالجة بحوالي 40% مقارنة بالفولاذ H13، وهي المادة المستخدمة عادةً في قوالب حقن الغاز المخصصة.
إذا كنت تقوم بتصنيع أجزاء خفيفة الوزن وترغب في بيعها في السوق بسرعة كبيرة، فإن استخدام قوالب حقن الألومنيوم يمكن أن يساعدك على إنهاء عملية التحقق من PPAP قبل أن يبدأ منافسوك والإنتاج الضخم قبل 2-3 أسابيع.

الشكل 1: قالب حقن من الألومنيوم موضوع بجوار الجزء البلاستيكي الأسود الذي ينتجه، ويعرض تصميم التجويف المعقد للقالب ودقة الجزء النهائي.
كيفية إنشاء قالب للعملية بمساعدة الغاز؟ حل الصراع بين قنوات الغاز والبوابات
يمكنك تطوير قالب مدعوم بالغاز وحل نزاعات التصميم بين قنوات الغاز والبوابات عن طريق قفل موقع البوابة ومحاكاة تخطيط قناة الغاز باستخدام Mouldflow.
التحكم في مسار اختراق أولوية الغاز
تسمح لك محاكاة مساعدة الغاز في تدفق الغاز بضبط طول اختراق الغاز داخل المصهور، وعادةً ما يتم التحكم في 80%-90% من سمك الجدار.
يمكنك تنظيم وقت التأخير، ويتم إجراء تعديلات على ضغط الغاز (عادة 20-35 ميجا باسكال) للتأكد من أن الغاز يشغل المناطق ذات الجدران السميكة بدلاً من المناطق ذات الجدران الرقيقة.
باختصار، هذه طريقة لتصميم قناة منفصلة للغاز حتى لا يتسرب ويتسبب في فشل المنتج.
التصميم المنسق للبوابات وإبر الغاز
يجب أن تنتهي البوابة من الاحتفاظ بالضغط وتعويض الانكماش قبل وقت حقن الغاز. يجب أن يظل موقع إبرة الغاز بعيدًا عن خط اللحام.
في عملية كيفية صنع قالب ، تحتاج إلى التأكد من أن الفجوة بين إبرة الغاز والتركيب أقل من 0.01 مم لمنع علامات الغاز الناتجة عن تسرب غاز النيتروجين عالي الضغط.
ما هي التفاوتات الحرجة في قوالب الحقن للأدوات المدعومة بالغاز؟
يجب أن تكون تفاوتات صب الحقن الأساسية للقوالب المدعومة بالغاز مع التحكم بمقدار 0.01 مم، وذلك بشكل أساسي لضمان إغلاق مسار الغاز بالإضافة إلى اتساق أبعاد المنتج.
تحمل سماكة الجدار وتعويض الانكماش
تستخدم العملية المدعومة بالغاز للمواد المقواة بالألياف الزجاجية مثل PA6+GF30، ضغط الغاز بشكل عام ضمن 20-30MPa للحفاظ على الضغط الداخلي ثابتًا. وهذا بدوره يقلل من معدل انكماش سمك الجدار من المعدل المعتاد 0.5%-0.8% إلى 0.2%-0.3% ، مما يجعل أبعاد المنتج أقل تغيرًا.
ضمان الدقة العالية للتفاوتات الهندسية
في حالة تصنيع قوالب حقن الغاز المخصصة، يمكن استخدام آلة CNC ذات خمسة محاور عالية الدقة بدقة 0.005 مم لتصنيع قنوات الغاز.
إذا كان التسامح الدائري لثقب تركيب الإبرة أكثر من 0.005 مم، فسوف يؤدي ذلك إلى تسرب غاز عالي الضغط، مما يؤدي إلى عيوب في الجدار الداخلي للمنتج.
ببساطة، هذا يشبه أن غطاء الزجاجة لا يتناسب بإحكام مع فم الزجاجة، مع وجود فجوة طفيفة تسبب تسرب السائل. إذا تجاوز التسامح مع ثقب تركيب إبرة الغاز المعيار، فسوف يتسرب غاز النيتروجين عالي الضغط، مما يؤدي مباشرة إلى خردة المنتج.
معايير التفاوتات الرئيسية لقوالب الحقن للقوالب المدعومة بالغاز
| جزء القالب | التسامح الأبعاد | التسامح الهندسي | خشونة السطح | تخليص التزاوج |
| ثقب تركيب إبرة الهواء | ± 0.005 مم | الاستدارة 0.003 مم | Ra<0.8μm | .0.01 مم |
| سطح فراق قناة الهواء | ± 0.01 ملم | التسطيح 0.005 ملم | را 1.6 ميكرومتر | .0.02 مم |
| جلبة النابضة | ± 0.01 ملم | المحورية 0.008 مم | را ≥0.4 ميكرومتر | .0.015 مم |
| عمود دليل قاعدة القالب | ± 0.008 مم | الاستقامة 0.01 ملم | را 1.6 ميكرومتر | .0.02 مم |
| تجويف المنتج | ± 0.01 ملم | محيط 0.015 ملم | Ra<0.2μm | - |
احصل على تحليل مجاني لسوق دبي المالي للتحكم بدقة التحمل حقن صب وتجنب مخاطر عيوب الأبعاد.
كيف يختلف النموذج الأولي للبلاستيك عن العمليات المدعومة بالغاز؟
يعتمد صب البلاستيك بمساعدة الغاز بشكل كبير على فحوصات التحقق من استقرار اختراق الغاز وجفاف قناة الغاز ، وهي عملية مختلفة تمامًا عن القولبة التجريبية التقليدية.
التحقق من طول اختراق الغاز:
في مرحلة صب النموذج الأولي للبلاستيك، يجب التحقق من طول اختراق الغاز بنسبة 95% على الأقل من قيمة التصميم من خلال التقطيع أو الفحص بالأشعة السينية. وفي الوقت نفسه، تأكد من أن مسار الاختراق هو بالضبط قناة الغاز المحددة مسبقًا دون أي انحراف أو تفرع.
التحقق من التحكم في التوقيت ومنحنى الضغط:
يتطلب القولبة التجريبية استخدام آلة القولبة بالحقن المجهزة بمولد النيتروجين وجهاز التحكم في التوقيت.
تعتبر المراقبة الدقيقة ضرورية لوقت تأخير حقن الغاز (الذي يتراوح عادةً بين 0.5 و2 ثانية) ومنحنى اضمحلال الضغط من أجل التأكد من أن مرحلة صب البلاستيك النموذجية يمكن أن تحاكي ديناميكيات تعبئة الغاز في الإنتاج الضخم.
كيف تتعامل أدوات صب الحقن بمساعدة الغاز مع الهياكل المجوفة؟
أدوات قولبة الحقن بمساعدة الغاز تحل محل سحب اللب الميكانيكي باستخدام غاز الضغط العالي كالقلب، والذي يتيح أيضًا إزالة القوالب الفعالة للأشكال المجوفة المعقدة.
إنتاج هياكل أنبوبية ذات طبيعة منحنية
في إنتاج العوارض الأنبوبية لمساند ظهر مقاعد السيارات، يتم استخدام قوالب حقن الغاز المخصصة الغاز المباشر لدفع المواد المنصهرة إلى تجاويف منحنية.
يتم بعد ذلك تنفيس الغاز بعد التبريد، مما يترك قطعة مجوفة واحدة ذات سمك جدار ثابت، على سبيل المثال 2.5 مم ± 0.1 مم، وبالتالي تجنب نقاط الضعف في الوصلات الملحومة التقليدية.
تحويل تحدي السحب الأساسي إلى قوة
في حالات الأجزاء المجوفة ذات القطع السفلية، تتيح تقنية مساعدة الغاز إمكانية تنفيس الغاز قبل فتح القالب.
هنا، يمكنك تطبيق فرق الضغط لإنجاز القالب الحر للقلب، والذي يبسط بشكل كبير الهيكل الميكانيكي لأدوات قالب الحقن ويقلل أيضًا من تكاليف صيانة القالب.
وبعبارة بسيطة، فإن الأمر يشبه استخدام بالون لنفخ أنبوب ضيق ، وبمجرد تفريغه من الهواء، ينكمش البالون، مما يتيح إخراج الجسم بسهولة دون الحاجة إلى أجزاء ميكانيكية إضافية "لإخراجه"، مما يؤدي بدوره إلى تقليل تآكل القالب وتوفير تكاليف الصيانة.
جدول المقارنة لمعلمات أدوات التشكيل بالحقن بمساعدة الغاز ذات الهيكل المجوف
| نوع الهيكل | القالب التقليدي | أدوات صب الحقن بمساعدة الغاز | المزايا/الاختلافات |
| تعقيد هيكل القالب | عالي (سحب متعدد النواة) | منخفض (لا يوجد سحب ميكانيكي أساسي) | تخفيض 60% |
| وزن منتج واحد | 180 جرام | 130 جرام | تخفيض 28% |
| معدل الفشل في إزالة القوالب | 12% | 0.2% | تخفيض بنسبة 98% |
| تكلفة صيانة القالب | 800 دولار شهريا | 240 دولارًا شهريًا | تخفيض 70% |
| عائد الإنتاج الضخم | 85% | 99.2% | تحسن بنسبة 14.2% |
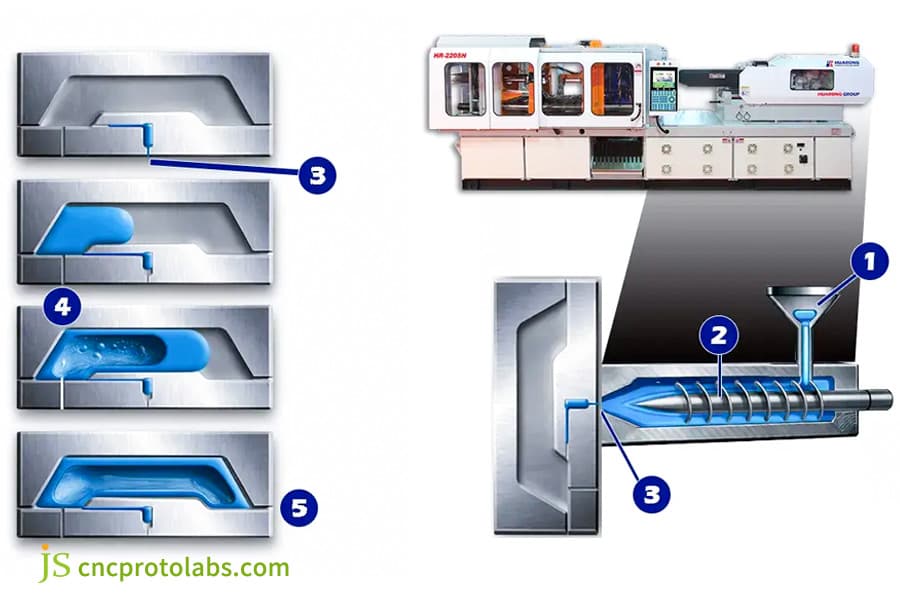
الشكل 2: رسم تخطيطي فني يوضح عملية التشكيل بالحقن الكاملة بمساعدة الغاز، بدءًا من قادوس التغذية البلاستيكي وحتى الحقن في تجويف القالب.
كيفية اختيار المواد والفولاذ لقوالب حقن الغاز المخصصة؟
يمكنك اختيار إما الفولاذ المقاوم للصدأ H13 أو 420SS مع معالجة النيترة، وكذلك مراعاة المواد المناسبة للعمليات المدعومة بالغاز (وفقًا لـ معايير ASTM A681-20 ) لقوالب حقن الغاز المخصصة.
الحاجة إلى مواد مضادة للنظف
يتم استخدام مواد الألياف الزجاجية مع التعزيزات عمومًا تحت ضغط مرتفع جدًا، ويمكن أن تصل سرعة الحقن إلى 200 مم/ثانية. عند حقنها، فإنها تؤدي إلى تآكل خطير جدًا في مواضع البوابات والإبر الهوائية للقوالب.
إن استخدام مساحيق الفولاذ مثل ASP23، على سبيل المثال، لتصنيع إبرة الهواء يمكن أن يطيل عمرها التشغيلي من 50000 إلى أكثر من 500000 قالب.
للتوضيح، هو نفسه كما لو تم استخدام الماء عالي الضغط ليتصادم مع وصلة أنبوب الماء بشكل مستمر. وسرعان ما تبلى المفاصل الطبيعية وتتسرب، في حين أن المفاصل المقواة يمكن أن تتحمل التأثير لفترة طويلة. وبالمثل، فإن اختيار المواد اللازمة لإبر الهواء مهم أيضًا.
منع التآكل وإدارة التعب الحراري
أثناء تحرير الضغط السريع، يسبب النيتروجين ذو الضغط العالي تأثيرًا باردًا، مما يؤدي إلى تشققات التعب الحراري في سطح القالب. يجب أن تحتوي قوالب حقن الغاز المخصصة التي تقوم بتشغيلها على جهاز تحكم خاص في درجة حرارة القالب والذي سيحافظ على درجة حرارة القالب عند نطاق 80-120 درجة مئوية.
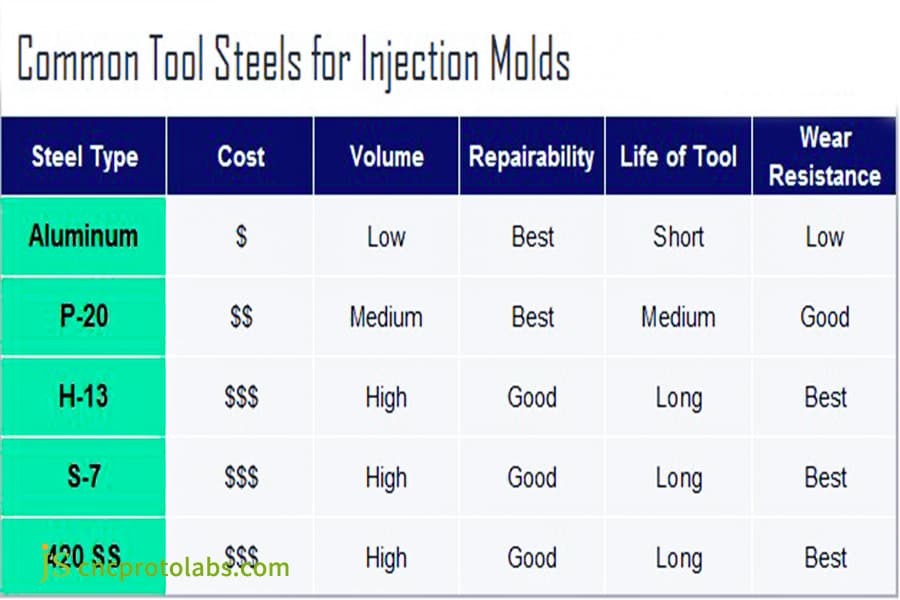
الشكل 3: مخطط مقارنة بعنوان "فولاذ الأدوات الشائعة لقوالب الحقن"، حيث يتم تقييم المواد مثل الألومنيوم وP-20 وH-13 استنادًا إلى التكلفة وحجم الإنتاج وقابلية الإصلاح وعمر الأداة ومقاومة التآكل.
هل يقوم المورد الخاص بك بتحسين أدوات قولبة الحقن بمساعدة الغاز مقابل التكلفة؟
من الناحية المالية، تكون أدوات القولبة بالحقن بمساعدة الغاز أكثر تكلفة في البداية بنسبة 15% إلى 20%. ومع ذلك، بعد بضعة أشهر (6-12)، إذا أخذنا في الاعتبار التوفير الناتج عن تقليل استخدام المواد ودورات الإنتاج الأقصر، فسيتم استرداد الاستثمار. ستقدم لك الشركة المصنعة للأدوات تفاصيل التكلفة.
تحليل توفير المواد
من خلال القيام بذلك، سوف تكون قادرًا على تهوية المناطق ذات الجدران السميكة عن طريق الغاز، مما يعني أنه يمكن خفض كتلة الجزء بنسبة 20%-30%.
في حالة مكونات السيارات التي يبلغ حجم مبيعاتها السنوي 500000 وحدة، يمكنك أن تتوقع توفير حوالي 100000-150000 دولار أمريكي سنويًا من تكاليف المواد وحدها باستخدام أدوات صب الحقن بمساعدة الغاز .
الفوائد الكمية لتقصير وقت الدورة
تستخدم التقنية المدعومة بالغاز الغاز الموجود بالداخل والذي له تأثير تبريد لتقليل مدة التبريد بحوالي 20%-30%. عند استخدام قوالب حقن الألمنيوم، المعروفة بإزالة الحرارة السريعة، يمكن تقليل الدورة الإجمالية من 60 ثانية إلى أقل من 45 ثانية، أي زيادة هائلة في الطاقة الإنتاجية.
جدول مقارنة فائدة التكلفة بين القوالب المدعومة بالغاز والقوالب التقليدية
| البعد التكلفة | قالب الحقن التقليدي | أدوات صب الحقن بمساعدة الغاز | نتائج الإيرادات |
| تكلفة القالب الأولية | 10000 دولار | 11800 دولار | التكلفة الأولية أعلى بنسبة 18٪ |
| تكلفة المواد لكل قطعة | 2.5 دولار أمريكي | 1.95 دولار أمريكي | خصم 22% على القطعة الواحدة |
| وقت دورة قطعة واحدة | 65 ثانية | 48 ثانية | زيادة الكفاءة بنسبة 26% |
| تكلفة الصيانة السنوية | 9,600 دولار أمريكي | 2,880 دولار أمريكي | تم تخفيض الصيانة بنسبة 70% |
| فترة الاسترداد | 18 شهرا | 7 أشهر | تم اختصاره بنسبة 61% |
احصل على عروض أسعار العملية الكاملة لأدوات القولبة بالحقن بمساعدة الغاز لتوفير المساحة لتقليل التكلفة في الإنتاج الضخم.
دراسة حالة لدقة JS: مشروع تخفيف الوزن لمقبض الباب لمورد ألماني من المستوى الأول
بمجرد أن نفهم تمامًا عمل القوالب المدعومة بالغاز، ستتمكن من رؤية عملنا من خلال دراسة الحالة. تعرض الحالة بشكل كامل العملية برمتها بدءًا من حل المشكلات وحتى الإنتاج الضخم المربح.
صعوبات المشروع
يرغب مورد ألماني من المستوى 1 في تصنيع مقابض أبواب ذات أذرع طويلة يبلغ طولها 380 ملم. الفكرة الأولية هي استخدام طريقة القولبة بالحقن التقليدية.
يتميز المنتج بسماكة جدار غير متساوية، حيث يبلغ الجزء الأكثر سمكًا 8 مم والجزء الأقل سمكًا 2.5 مم، مما يؤدي إلى علامات انكماش شديدة و تشوه تزييفها ، مع انحراف التسطيح 0.8 مم.
المنتج صلب ويبلغ وزن القطعة الواحدة 180 جرامًا وهو ما لن يكون قادرًا على تلبية أهداف الوزن الخفيف الخاصة بشركة OEM، كما أن عائد الإنتاج للإنتاج الضخم يبلغ 82% فقط.
حل
1. تخصيص أدوات صب الحقن بمساعدة الغاز الحصرية:
نقوم بتخصيص القالب المدعوم بالغاز وفقًا للمشروع. حدد الفولاذ H13 وقم بإجراء معالجة نيترة السطح لتعزيز صلابة القالب إلى مستوى HV1000 من أجل الامتثال لمتطلبات مقاومة التآكل لعملية الضغط العالي بمساعدة الغاز.
2. تحسين تصميم مجرى الهواء وإعدادات المعلمات:
من خلال إجراء محاكاة مساعدة الغاز في مولدفلو ، فإننا لا نحدد موقع مجرى الهواء الأمثل فحسب، بل نحدد أيضًا بدقة وقت تأخير حقن الغاز البالغ 1.2 ثانية وضغط الغاز الذي يبلغ 28 ميجا باسكال لتجنب حدوث اختراق للغاز خارج نطاق السيطرة.
3. التحكم الدقيق في تفاوتات قولبة الحقن:
جانب واحد هو الاستخدام خمسة محاور CNC لتصنيع ثقب إبرة الغاز. على الجانب الآخر، يجب التحكم بشكل صارم في التفاوتات الرئيسية في حدود 0.005 مم وذلك لتجنب تسرب النيتروجين عالي الضغط وضمان جودة المنتج.
4. التكرار السريع والتحقق التجريبي من القالب:
من الممكن إجراء ثلاث تكرارات سريعة لتصميم القالب باستخدام قوالب حقن الألومنيوم، وإجراء صب البلاستيك النموذجي على آلة مجهزة بمولد النيتروجين، والتحقق من خلال المسح المقطعي المحوسب لمستوى اختراق الغاز لضمان جدوى الإنتاج الضخم.
النتيجة النهائية
تم تخفيض وزن المنتج من 180 جرامًا إلى 130 جرامًا، وهو ما يمثل انخفاضًا بنسبة 28% في الوزن مما يلبي متطلبات الوزن الخفيف. يتم الحفاظ على استواء المنتج في حدود 0.2 مم، ولا توجد علامات حوض مرئية على الإطلاق، كما أنه قادر على اجتياز اختبار الطريق من أجل المتانة.
تم تقليل مدة المشروع بنسبة 40%، وتم تقليل وقت دورة الإنتاج الضخم من 65 ثانية إلى 48 ثانية، وتم تخفيض تكلفة قطعة واحدة من المواد بنسبة 22%، ووفر التكلفة السنوية 120,000 دولار أمريكي، وتم تحسين معدل عائد الإنتاج الضخم إلى 99.2%.
قم بتخصيص الحل خفيف الوزن الخاص بك للقوالب المدعومة بالغاز وقم بسرعة بتنفيذ الإنتاج الضخم للأجزاء المجوفة.
الأسئلة الشائعة
س 1: ما هي تكلفة قوالب الحقن بمساعدة الغاز مقارنة بالقوالب العادية؟
تكلفة قوالب الحقن بمساعدة الغاز بشكل عام تزيد بنسبة 15%-25% عن تكلفة القوالب العادية. مزايا توفير المواد وكفاءة الإنتاج التي تصل من خلال الاستثمار الأولي يمكن أن تكون متاحة خلال 6-12 شهرًا.
س 2: هل يمكن لقالب الألمنيوم أن يتحمل الضغط العالي للعملية المدعومة بالغاز؟
يمكن لقوالب حقن الألومنيوم المعالجة بالحرارة التعامل مع الضغط العالي للعمليات المدعومة بالغاز. بالنسبة للدفعات الصغيرة والمتوسطة الحجم وحالات التحقق من النماذج الأولية، يمكنها مقاومة ضغوط الغاز حتى 35 ميجا باسكال لتلبية احتياجات الاستخدام.
س3: كيف نمنع نفاذ الغاز عبر المنطقة ذات الجدران الرقيقة عند اختراقه؟
يمكنك التحكم في وقت تأخير الغاز ومنحنى الضغط بدقة شديدة من خلال محاكاة تدفق القالب بحيث يكون سمك الطبقة الصلبة في مقدمة الذوبان كافيًا لمنع الغاز من النفخ عبر المنطقة ذات الجدران الرقيقة بشكل فعال.
س 4: ما هي المتطلبات الخاصة التي تتطلبها القوالب المدعومة بالغاز لآلات القولبة بالحقن؟
يجب أن تكون ماكينات قولبة الحقن الداعمة للقالب بمساعدة الغاز مجهزة بمولد نيتروجين مع التحكم في التوقيت . علاوة على ذلك، فإن أداء الختم لحلقة الفحص اللولبية يجب أن يكون مطابقًا للمعيار لمنع المشكلات المتعلقة بالإنتاج الناتجة عن التدفق العكسي للغاز عالي الضغط.
س 5: ما مدى ارتفاع التسامح الأبعاد الذي يمكن أن تحققه العملية المدعومة بالغاز؟
إن القولبة بمساعدة الغاز قادرة عمومًا على العمل ضمن نطاق تحمل قولبة الحقن. يمكن التحكم في التسامح الأبعاد الحرجة إلى 0.01 ملم، في حين يمكن الحفاظ على التسامح الأبعاد غير الحرجة عند 0.05 ملم.
س6: هل يمكن للعملية المدعومة بالغاز إنتاج خيوط داخلية أو هياكل معقدة؟
ولسوء الحظ، فإن العملية المدعومة بالغاز غير قادرة على إنتاج خيط داخلي مباشرة. يمكن للمرء أولاً تشكيل الجزء الأساسي المجوف ومن ثم استخدام الطرق الثانوية مثل النقر لتحقيق وظيفة خيط التوصيل للمنتج.
س 7: هل معلمات الغاز لنموذج قوالب البلاستيك وقوالب الإنتاج الضخم هي نفسها؟
إنهم ليسوا نفس الشيء. يخدم اختبار قالب النموذج الأولي فقط للتحقق من اتجاه تسرب الغاز. يتميز الفولاذ القالب المنتج بكميات كبيرة بموصلية حرارية مختلفة وبالتالي يجب إعادة تحسين معلمات الضغط ودرجة الحرارة.
س 8: كم من الوقت تستغرق شركة JS Precision لصنع مجموعة من القوالب المدعومة بالغاز؟
JS الدقة وقت التسليم القياسي ل قوالب حقن الالمنيوم هو 2-3 أسابيع، وبالنسبة لقوالب حقن الغاز المخصصة للصلب، فهو 4-6 أسابيع بما في ذلك عملية تصميم المحاكاة.
ملخص
تلعب أدوات قوالب الحقن دورًا أساسيًا في العملية المدعومة بالغاز. فقط من خلال اختيار شريك يقدم محاكاة تدفق القالب، والتصنيع الدقيق بخمسة محاور، وقدرات تجربة قوالب الضغط العالي معًا، يمكنك حل مشكلة الإنتاج الضخم للأجزاء ذات الأشكال الخاصة المجوفة.
تخدم قوالب حقن الألومنيوم غرض التحقق السريع من الحل، وقوالب حقن الغاز المخصصة لتحقيق الاستقرار في الإنتاج الضخم، والنظام المدعوم بالغاز بأكمله هو ما يجعل من الممكن تحقيق الأهداف الرئيسية الثلاثة المتمثلة في الوزن الخفيف، وخفض التكلفة، وتحسين الكفاءة.
تواصل مع JS Precision على الفور ، سنقدم لك تقريرًا متعمقًا لتحليل جدوى القالب بمساعدة الغاز، وهو المكان الوحيد الذي يقدم العملية الكاملة لكيفية تصميم القالب، واختيار أداة قالب الحقن، وتصنيع قوالب حقن الغاز المخصصة.
سيتم تنفيذ مشروع الأجزاء الهيكلية المجوفة الخاص بك بسرعة ويصبح مربحًا.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

