

Herramientas de moldeo por inyección son realmente el corazón de la producción en masa de piezas estructurales huecas y de formas irregulares. Son el factor principal que decide si los proyectos de aligeramiento de automóviles o los proyectos de componentes estructurales de electrodomésticos tendrán éxito o fracasarán.
La demanda de estructuras huecas y de formas irregulares (como manijas de puertas, respaldos de asientos, tuberías de fluidos) está aumentando en el diseño de componentes estructurales de electrodomésticos y aligeramiento de automóviles.
Sin embargo, es casi imposible controlar la penetración de nitrógeno a alta presión en los procesos de moldeo por inyección asistidos por gas, los moldes de acero tradicionales son muy costosos de probar y colocar, y las inconsistencias en el diseño entre el paso de aire y la compuerta causan un bajo rendimiento.
Equilibrar la inversión inicial con la estabilidad a largo plazo en la elección de las herramientas del molde de inyección se ha convertido en el principal cuello de botella que determina el retorno de la inversión del proyecto para las empresas que buscan una producción en masa rápida.
Además, las herramientas de moldeo por inyección que se adaptan a los procesos asistidos por gas deben soportar alta presión, tener conductos de aire precisos y ser económicas; estas son las principales cuestiones que deben abordarse al elegir.
Resumen de respuestas principales
| Cuestiones centrales | Soluciones clave | Valor esperado |
| Equilibrio de costos y eficiencia | Moldes de inyección de aluminio combinados con proceso de moldeo asistido por gas | Reduzca los costos de prueba y error, acorte el ciclo de entrega en un 40 % |
| Desafíos centrales del diseño | Control de ruta de penetración del canal de gas preferido y simulación de ubicación de puerta | Resuelva el llenado irregular y el soplado, logrando una relación de vacíos estable |
| Control de tolerancia clave | Mecanizado de alta precisión (±0,005 mm) para compensar la contracción de cristalización asistida por gas. | Cumpla con estrictas tolerancias dimensionales y posicionales, evitando el mecanizado secundario |
| Selección y retorno de la inversión | Herramientas de moldeo por inyección asistidas por gas personalizadas | Ahorro de material del 20-30% , reducción del tiempo de ciclo del 25% |
Conclusiones clave:
- La inversión inicial es lo que en última instancia impulsa la estabilidad de la producción en masa.
Al optar por un proveedor que tenga capacidades de simulación de Moldflow Gas Assist, una empresa definitivamente puede reducir el riesgo de penetración descontrolada de gas.
- Los moldes de aluminio son un método maravilloso para acelerar el procesamiento asistido por gas.
Cuando se trata de verificación de prototipos y producción de lotes pequeños, moldes de inyección de aluminio son el compromiso bastante bueno entre el costo y la tolerancia asistida por gas a alta presión.
- El mecanizado bien hecho garantiza la vida útil de la aguja de inyección de gas.
La tolerancia de ajuste entre la aguja de inyección y el molde debe ser del nivel de 0,005 mm; de lo contrario, la fuga de nitrógeno a alta presión será la principal razón del aumento de las tasas de desechos.
¿Por qué confiar en esta guía? La experiencia de JS Precision con herramientas de moldeo por inyección
Al seleccionar herramientas de moldeo por inyección para procesos asistidos por gas, su enfoque principal debe ser la experiencia práctica, la certificación de calidad y la capacidad de resolución de problemas del proveedor.
Seleccionar JS Precision significa que obtendrá la ayuda de un equipo con 15 años de conocimiento en fabricación de precisión y confiará en nosotros para producir más de 300 000 piezas personalizadas de alta precisión hasta el momento.
Con un historial de más de 1.000 proveedores automotrices de nivel 1 y las principales empresas de electrodomésticos en todo el mundo, pueden garantizar un 99,2 % de puntualidad en la entrega, eliminando así el riesgo de retrasos en los proyectos.
Para el socio de investigación y desarrollo y de fabricación que seleccione para el molde asistido por gas, es importante que puedan ayudarlo a superar los problemas de penetración de nitrógeno a alta presión, conflictos en el sistema de compuerta y mantenimiento de tolerancias estrictas.
Después de haber completado más de 500 proyectos de moldes asistidos por gas para componentes huecos de automóviles y electrodomésticos, JS Precision le ofrece soluciones maduras y reutilizables.
Un ejemplo de ello, trabajando con JS Precision como socio, una empresa automotriz logró reducir el peso de la viga del tubo del respaldo del asiento en un 22 % y el rendimiento de la producción en masa aumentó del 86 % al 99,3 %. Esto implica que este mismo modelo de colaboración se puede utilizar para reducir drásticamente sus propios costos de producción.
Al trabajar con JS Precision, se beneficiará de la garantía de calidad respaldada por tres certificaciones muy respetadas: Norma ISO 9001:2015 , ISO 13485 e IATF 16949, que en conjunto cubren estándares internacionales para la fabricación de alta gama.
Equipado con más de 20 máquinas CNC avanzadas de cinco ejes, JS Precision puede producir mecanizado de precisión con una tolerancia de 0. 005 mm, garantizando así la precisión de los moldes asistidos por gas y reduciendo en gran medida la probabilidad de discrepancias dimensionales.
El soporte técnico relacionado con las herramientas de su molde de inyección no solo será rápido con un tiempo de respuesta de 15 minutos o menos, sino que también tendrá a tu disposición servicios de análisis DFM y predicción de simulación sin costo que te ayudarán a evitar hasta el 80% de los riesgos asociados a la producción en masa.
Simplemente, tener a su disposición estos datos sólidos, estudios de casos de la vida real y certificaciones internacionales le permite tener absoluta confianza en los proyectos de moldes asistidos por gas sin preocuparse por la calidad y la eficiencia.
Descargue el documento técnico sobre selección de moldes asistidos por gas para comprender rápidamente los puntos centrales de la selección de herramientas para moldes de inyección y evitar errores en la selección.
¿Cómo pueden los moldes de inyección de aluminio equilibrar el costo y la eficiencia en los procesos asistidos por gas?
Los moldes de inyección de aluminio son una excelente manera de equilibrar costos y eficiencia con el moldeo asistido por gas. Pueden reducir los costos de moldeo de prueba en un 35 % y también acortar los ciclos de entrega a 2 o 3 semanas.
Cómo reducir los costos de prueba y error
Las operaciones asistidas por gas generalmente requieren que la presión de inyección sea entre un 30% y un 50% más alta que la del moldeo por inyección normal.
Mediante el uso de moldes de inyección de aluminio para principios prototipo de moldeo de plástico , puede completar múltiples iteraciones de diseño con menores costos de material y velocidades de corte más rápidas sin sacrificar la precisión del sello de la aguja de aire.
Puede reducir el costo de prueba y error de $5 000 a $3 250, reduciendo así drásticamente su inversión inicial.
Beneficio de plazos de entrega más cortos
Se estima que los moldes de aluminio reducen el tiempo de procesamiento en aproximadamente un 40 % en comparación con el acero H13, que es el material que se utiliza habitualmente para los moldes de inyección de gas personalizados.
Si fabrica piezas livianas y desea venderlas en el mercado muy rápidamente, el uso de moldes de inyección de aluminio puede ayudarlo a finalizar su verificación PPAP antes que sus competidores y la producción en masa pueda comenzar 2 o 3 semanas antes.

Figura 1: Un molde de inyección de aluminio colocado junto a una pieza de plástico negro que produce, mostrando el intrincado diseño de la cavidad del molde y la precisión de la pieza terminada.
¿Cómo crear un molde para el proceso asistido por gas? Resolviendo el conflicto entre canales y compuertas de gas
Puede desarrollar un molde asistido por gas y resolver disputas de diseño entre canales de gas y compuertas bloqueando la ubicación de la compuerta y simulando el diseño del canal de gas con Moldflow.
Control de ruta de penetración de prioridad de gas
La simulación Moldflow Gas Assist le permite establecer la longitud de penetración del gas dentro de la masa fundida; normalmente se controla entre el 80 % y el 90 % del espesor de la pared.
Puede regular el tiempo de retardo y se realizan ajustes de presión de gas (generalmente 20-35 MPa) para asegurarse de que el gas ocupe las áreas de paredes gruesas en lugar de las de paredes delgadas.
En resumen, esta es una forma de diseñar un canal separado para el gas de modo que no se escape y provoque fallas en el producto.
Diseño coordinado de compuertas y agujas de gas.
La compuerta debe finalizar el mantenimiento de la presión y la compensación de la contracción antes de que se produzca la inyección de gas. La ubicación de la aguja de gas debe mantenerse alejada de la línea de soldadura.
En vías de como hacer un molde , debe asegurarse de que el espacio entre la aguja de gas y el conector sea inferior a 0,01 mm para evitar marcas de gas causadas por fugas de gas nitrógeno a alta presión.
¿Cuáles son las tolerancias críticas de moldeo por inyección para herramientas asistidas por gas?
Las tolerancias esenciales de moldeo por inyección para moldes asistidos por gas deben ser con un control de 0,01 mm, principalmente para garantizar el sellado de la ruta del gas, así como la consistencia dimensional del producto.
Tolerancia del espesor de pared y compensación de contracción
El proceso asistido por gas para materiales reforzados con fibra de vidrio como PA6+GF30 emplea una presión de gas generalmente entre 20 y 30 MPa para mantener constante la presión interna. Esto, a su vez, reduce la tasa de contracción del espesor de la pared del habitual 0,5%-0,8% a 0,2%-0,3% , lo que hace que las dimensiones del producto sean menos variables.
Garantía de alta precisión de tolerancias geométricas
En el caso de fabricar moldes de inyección de gas personalizados, se puede utilizar una máquina CNC de cinco ejes de alta precisión con una precisión de 0,005 mm para mecanizar los canales de gas.
Si la tolerancia de redondez del orificio de montaje de la aguja es superior a 0,005 mm, se producirá una fuga de gas a alta presión, lo que provocará defectos en la pared interior del producto.
En pocas palabras, esto es como si la tapa de la botella no encajara bien en la boca de la botella, e incluso un pequeño espacio provocara una fuga de líquido. Si la tolerancia del orificio de instalación de la aguja de gas excede el estándar, se escapará gas nitrógeno a alta presión, lo que provocará directamente el desperdicio del producto.
Estándares clave de tolerancias de moldeo por inyección para moldes asistidos por gas
| Parte del molde | Tolerancia dimensional | Tolerancia geométrica | Rugosidad de la superficie | Espacio libre de apareamiento |
| Orificio de montaje de la aguja de aire | ±0,005 mm | Redondez 0.003mm | Ra≤0.8μm | ≤0,01 mm |
| Superficie de separación del canal de aire | ±0,01 mm | Planitud 0.005 mm | Ra≤1.6μm | ≤0,02 mm |
| Buje de compuerta | ±0,01 mm | Coaxialidad 0.008mm | Ra≤0.4μm | ≤0,015 mm |
| Pilar guía de la base del molde | ±0,008 mm | Rectitud 0,01 mm | Ra≤1.6μm | ≤0,02 mm |
| Cavidad del producto | ±0,01 mm | Contorno 0.015mm | Ra≤0.2μm | - |
Obtenga análisis DFM gratuito para controlar con precisión tolerancias de moldeo por inyección y evitar riesgos de defectos dimensionales.
¿En qué se diferencia el prototipo de moldeado de plástico para el proceso asistido por gas?
El moldeo de plástico asistido por gas depende significativamente de varias comprobaciones de verificación de la estabilidad de la penetración del gas y de la sequedad del canal de gas , y es un proceso completamente diferente del moldeo de prueba convencional.
Comprobación de la longitud de la penetración del gas:
En la etapa de moldeo de plástico del prototipo, se debe verificar que la longitud de penetración del gas sea al menos el 95% del valor de diseño mediante corte o inspección por rayos X. Al mismo tiempo, asegúrese de que el camino de penetración coincida exactamente con el canal de gas preestablecido, sin desviaciones ni bifurcaciones.
Verificación del control de sincronización y la curva de presión:
El moldeo de prueba requiere el uso de una máquina de moldeo por inyección equipada con un generador de nitrógeno y un controlador de sincronización.
Es necesario vigilar de cerca el tiempo de retardo de la inyección de gas (que normalmente oscila entre 0,5 y 2 segundos) y la curva de caída de presión para confirmar que la etapa de moldeo de plástico del prototipo puede imitar la dinámica de llenado de gas en la producción en masa.
¿Cómo manejan las herramientas de moldeo por inyección asistida por gas las estructuras huecas?
Las herramientas de moldeo por inyección asistidas por gas sustituyen la extracción mecánica del núcleo mediante el uso de gas a alta presión como núcleo, lo que también permite un desmolde eficiente de formas huecas complejas.
Producción de estructuras tubulares de naturaleza curva
En la producción de vigas tubulares para respaldos de asientos de automóviles, la moldes de inyección de gas personalizados gas directo para empujar el material fundido hacia cavidades curvas.
Luego, el gas se ventila después del enfriamiento, dejando una sola pieza hueca con un espesor de pared constante, por ejemplo, 2,5 mm ± 0,1 mm, evitando así las debilidades de las uniones soldadas convencionales.
Convertir el desafío de desmoldeo con extracción de núcleos en una fortaleza
En los casos de piezas huecas con socavados, la técnica asistida por gas permite ventilar el gas antes de abrir el molde.
Aquí, se aplica la diferencia de presión para lograr un desmolde sin núcleo, lo que simplifica drásticamente la estructura mecánica de las herramientas del molde de inyección y también reduce los costos de mantenimiento del molde.
Para decirlo en términos simples, es similar a usar un globo para inflar un tubo estrecho ; una vez desinflado, el globo se contrae, lo que permite sacar el objeto fácilmente sin necesidad de piezas mecánicas adicionales para "sacarlo", lo que a su vez resulta en un menor desgaste del molde y ahorros en costos de mantenimiento.
Tabla comparativa de parámetros de herramientas de moldeo por inyección asistida por gas de estructura hueca
| Tipo de estructura | Molde Tradicional | Herramientas de moldeo por inyección asistida por gas | Ventajas/Diferencias |
| Complejidad de la estructura del molde | Alto (Extracción de núcleos múltiples) | Bajo (sin extracción mecánica del núcleo) | Reducción del 60% |
| Peso de un solo producto | 180g | 130g | Reducción del 28% |
| Tasa de fallas de desmoldeo | 12% | 0,2% | Reducción del 98% |
| Costo de mantenimiento del molde | $800/mes | $240/mes | Reducción del 70% |
| Rendimiento de producción en masa | 85% | 99,2% | 14,2% de mejora |
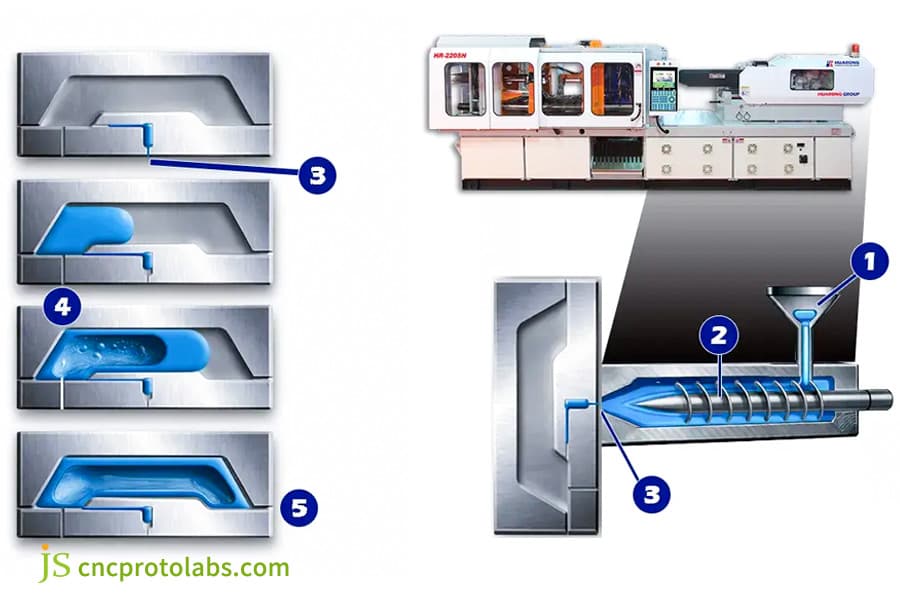
Figura 2: Un diagrama técnico que ilustra el proceso completo de moldeo por inyección asistido por gas, desde la tolva de alimentación de plástico hasta la inyección en la cavidad del molde.
¿Cómo seleccionar materiales y aceros para moldes de inyección de gas personalizados?
Puede seleccionar acero inoxidable H13 o 420SS con tratamiento de nitruración, y también considerar materiales aptos para procesos asistidos por gas (según Normas ASTM A681-20 ) para moldes de inyección de gas personalizados.
La necesidad de materiales anti-desgaste
Los materiales de fibra de vidrio con refuerzos se utilizan generalmente a una presión muy alta y la velocidad de inyección puede alcanzar hasta 200 mm/s. Cuando se inyectan, provocan una erosión muy grave en las posiciones de entrada y en las agujas de aire de los moldes.
El uso de acero pulvimetalúrgico como ASP23, por ejemplo, para fabricar la aguja de aire puede extender su vida operativa de 50.000 a más de 500.000 molduras.
Para aclarar, es lo mismo que si uno usara agua a alta presión para chocar continuamente con la junta de la tubería de agua. Las uniones normales pronto se desgastarían y tendrían fugas, mientras que las uniones reforzadas podrían soportar el impacto durante mucho tiempo. Y del mismo modo, también es importante la selección de los materiales para las agujas de aire.
Prevención de la corrosión y gestión de la fatiga térmica
Durante la liberación rápida de presión, el nitrógeno a alta presión provoca un efecto de frío, lo que provoca grietas por fatiga térmica en la superficie del molde. Los moldes de inyección de gas personalizados que opere deben tener un controlador de temperatura del molde especial que mantendrá la temperatura del molde en el rango de 80-120 °C.
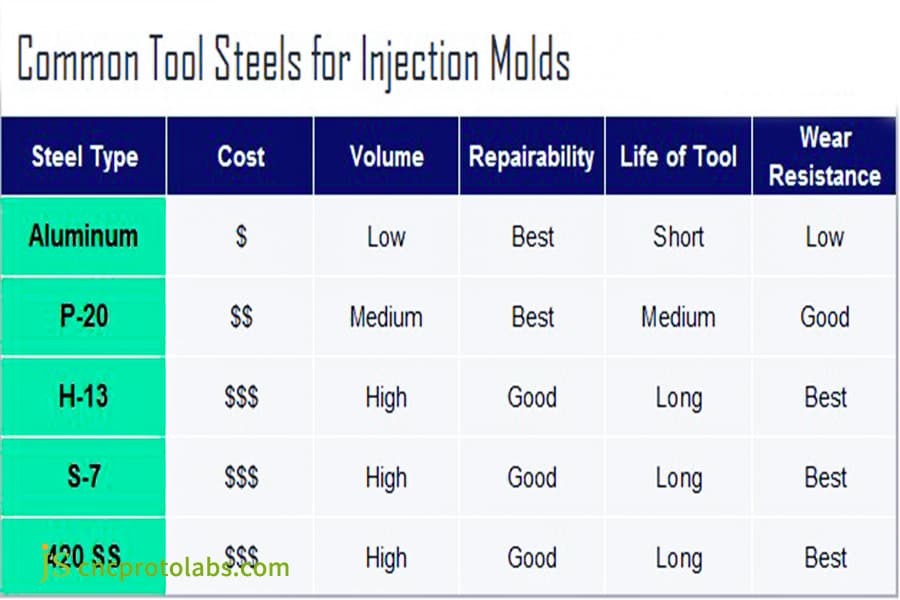
Figura 3: Un cuadro comparativo titulado “Aceros para herramientas comunes para moldes de inyección”, que evalúa materiales como el aluminio, P-20 y H-13 según el costo, el volumen de producción, la reparabilidad, la vida útil de la herramienta y la resistencia al desgaste.
¿Su proveedor está optimizando el costo de las herramientas de moldeo por inyección asistidas por gas?
Económicamente, las herramientas de moldeo por inyección asistidas por gas son inicialmente entre un 15% y un 20% más caras. Sin embargo, después de unos meses (6-12), si consideramos los ahorros derivados del menor uso de material y ciclos de producción más cortos, la inversión se recuperará. La empresa que fabrica las herramientas incluso le ofrecerá el desglose de los costes.
Análisis de ahorro de materiales
Al hacer esto, podrá ventilar las zonas de paredes gruesas mediante gas, lo que significa que la masa de la pieza se puede reducir entre un 20% y un 30%.
En el caso de componentes de automoción con una facturación anual de 500.000 unidades, se puede esperar ahorrar entre 100.000 y 150.000 dólares al año sólo en costes de materiales utilizando herramientas de moldeo por inyección asistidas por gas .
Beneficios cuantitativos de acortar el tiempo del ciclo
La técnica asistida por gas utiliza el gas del interior, que tiene un efecto de enfriamiento para reducir la duración del enfriamiento aproximadamente entre un 20% y un 30%. Cuando se utilizan moldes de inyección de aluminio, conocidos por su rápida eliminación del calor, el ciclo total puede reducirse de 60 segundos a menos de 45 segundos, es decir, un enorme aumento en la capacidad de producción.
Tabla comparativa de costo beneficio entre moldes asistidos por gas y moldes tradicionales
| Dimensión de costo | Molde de inyección tradicional | Herramientas de moldeo por inyección asistida por gas | Resultados de ingresos |
| Costo inicial del molde | $10,000 | $11,800 | Costo inicial un 18% mayor |
| Costo del material por pieza | 2,5 dólares | 1,95 dólares | 22% de reducción por pieza |
| Tiempo de ciclo de una sola pieza | 65 segundos | 48 segundos | La eficiencia aumentó en un 26% |
| Costo de mantenimiento anual | 9.600 dólares | 2.880 dólares | Mantenimiento reducido en un 70% |
| Período de recuperación | 18 meses | 7 meses | Acortado en un 61% |
Obtenga cotizaciones completas del proceso para herramientas de moldeo por inyección asistidas por gas para ahorrar espacio y reducir costos en la producción en masa.
Estudio de caso de JS Precision: proyecto de aligeramiento de manijas de puertas de un proveedor alemán de nivel 1
Una vez que hayamos comprendido a fondo el trabajo de los moldes asistidos por gas, podrá ver nuestro trabajo a través de un estudio de caso. El caso muestra completamente todo el proceso , desde la resolución del problema hasta la producción en masa rentable.
Dificultades del proyecto
Un proveedor alemán de nivel 1 quiere fabricar tiradores de puerta con brazo largo de 380 mm de longitud. La idea inicial es emplear el método de moldeo por inyección convencional.
El producto tiene un espesor de pared desigual, siendo la parte más gruesa de 8 mm y la parte más delgada de 2,5 mm, lo que produce graves marcas de contracción y deformación por alabeo , con una desviación de planitud de 0,8 mm.
El producto es sólido y el peso de una sola pieza es de 180 g, lo que no podrá cumplir con los objetivos de peso ligero de los OEM, y el rendimiento de la producción en masa es solo del 82 %.
Solución
1. Personalice herramientas exclusivas de moldeo por inyección asistida por gas:
Personalizamos molde asistido por gas según proyecto. Seleccione acero H13 y realice un tratamiento de nitruración de superficie para mejorar la dureza del molde al nivel HV1000 para cumplir con los requisitos de resistencia al desgaste del proceso de alta presión asistido por gas.
2.Optimizar el diseño de las vías respiratorias y la configuración de parámetros:
Al realizar la simulación Moldflow Gas Assist , no solo localizamos la posición óptima de las vías respiratorias, sino que también determinamos con precisión el tiempo de inyección de gas con retraso de 1,2 segundos y la presión del gas de 28 MPa para evitar que se produzca una penetración de gas fuera de control.
3.Controlar estrictamente las tolerancias del moldeo por inyección:
Un lado es para usar CNC de cinco ejes para el mecanizado de orificios de ajuste de agujas de gas. Por otro lado, las tolerancias clave deben controlarse estrictamente dentro de 0,005 mm para evitar fugas de nitrógeno a alta presión y garantizar la calidad del producto.
4.Verificación rápida de iteración y prueba de molde:
Es posible realizar tres iteraciones rápidas del diseño del molde utilizando moldes de inyección de aluminio, realizar un prototipo de moldeo de plástico en una máquina equipada con un generador de nitrógeno y verificar mediante escaneo CT el nivel de penetración de gas para garantizar la viabilidad de la producción en masa.
Resultado final
El peso del producto se ha reducido de 180 ga 130 g, una reducción de peso del 28 % que cumple con el requisito de peso ligero. La planitud del producto se mantiene dentro de 0,2 mm, no se ven marcas de hundimiento y puede pasar la prueba de durabilidad en carretera.
La duración del proyecto se redujo en un 40%, el tiempo del ciclo para la producción en masa se redujo de 65 segundos a 48 segundos, el costo de una sola pieza de material se redujo en un 22%, el ahorro de costos anual es de 120.000 dólares estadounidenses y la tasa de rendimiento de la producción en masa se mejoró al 99,2%.
Personalice su solución liviana para moldes asistidos por gas e implemente rápidamente la producción en masa de piezas huecas.
Preguntas frecuentes
P1: ¿Cuánto más caros son los moldes de inyección asistidos por gas que los moldes normales?
El costo de los moldes de inyección asistidos por gas es generalmente entre un 15% y un 25% más que el de los moldes normales. Las ventajas de ahorro de material y eficiencia de producción que se obtienen gracias a la inversión inicial pueden estar disponibles en 6-12 meses.
P2: ¿Puede el molde de aluminio soportar la alta presión del proceso asistido por gas?
Los moldes de inyección de aluminio tratados térmicamente pueden soportar la alta presión de los procesos asistidos por gas. Para lotes pequeños y medianos y casos de verificación de prototipos, pueden resistir presiones de gas de hasta 35 MPa para satisfacer las necesidades de uso.
P3: ¿Cómo evitar que el gas atraviese el área de paredes delgadas cuando penetra?
Puede controlar el tiempo de retardo del gas y la curva de presión con mucha precisión mediante la simulación de Moldflow, de modo que el espesor de la capa solidificada en el frente de fusión sea suficiente para evitar eficazmente que el gas atraviese el área de paredes delgadas.
P4: ¿Qué requisitos especiales tienen los moldes asistidos por gas para las máquinas de moldeo por inyección?
Las máquinas de moldeo por inyección con soporte de molde asistido por gas deben estar equipadas con un generador de nitrógeno con control de sincronización . Además, el rendimiento de sellado del anillo de retención del tornillo debe estar a la altura del estándar para evitar problemas relacionados con la producción causados por el reflujo de gas a alta presión.
P5: ¿Qué tan alta tolerancia dimensional puede alcanzar el proceso asistido por gas?
El moldeo asistido por gas generalmente es capaz de funcionar dentro del rango de tolerancia del moldeo por inyección. La tolerancia dimensional crítica se puede controlar a 0,01 mm, mientras que la tolerancia dimensional no crítica se puede mantener a 0,05 mm.
P6: ¿Puede el proceso asistido por gas producir roscas internas o estructuras complejas?
Desafortunadamente, el proceso asistido por gas no puede producir directamente una rosca interna. Primero se puede formar la parte básica hueca y luego utilizar métodos secundarios como roscado para lograr la función de rosca de conexión del producto.
P7: ¿Son los mismos parámetros de gas de los prototipos de moldeo de plástico y de los moldes de producción en masa?
No son lo mismo. La prueba del molde prototipo sirve únicamente para verificar la tendencia de las fugas de gas. El acero para moldes producido en masa tiene una conductividad térmica diferente, por lo que es necesario volver a optimizar los parámetros de presión y temperatura.
P8: ¿Cuánto tiempo le toma a JS Precision fabricar un conjunto de moldes asistidos por gas?
Plazo de entrega estándar de JS Precision para moldes de inyección de aluminio es de 2 a 3 semanas, y para moldes de inyección de gas personalizados de acero, es de 4 a 6 semanas, incluido el proceso de diseño de simulación.
Resumen
Las herramientas del molde de inyección juegan un papel fundamental en el proceso asistido por gas. Sólo seleccionando un socio que ofrezca simulación de Moldflow, mecanizado de precisión de cinco ejes y capacidades de prueba de moldes de alta presión en conjunto podrá resolver el problema de la producción en masa de piezas huecas con formas especiales.
Los moldes de inyección de aluminio sirven para verificar rápidamente la solución, los moldes de inyección de gas personalizados sirven para estabilizar la producción en masa y todo el sistema asistido por gas es lo que hace posible cumplir los tres objetivos principales: peso ligero, reducción de costos y mejora de la eficiencia.
Comuníquese con JS Precision de inmediato , le brindaremos un informe de análisis de viabilidad de moldes asistidos por gas en profundidad, el único lugar que ofrece el proceso completo de cómo hacer un diseño de molde, selección de herramientas de molde de inyección y fabricación de moldes de inyección de gas personalizados.
Su proyecto de piezas estructurales huecas se implementará rápidamente y será rentable.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

