

射出成形されたプラスチック部品は自動車製造の根幹を成すものであり、射出成形金型はそれらの精度と耐久性を確保する上で重要な役割を果たす。
射出成形金型サービスは、自動車部品が0.01mmの公差を満たすのを助け、高温変形に関連する問題を解決し、DFM解析を通じてOEMのリードタイムを30%削減するのに役立ちます。このようにして、エンジンルーム内部品や内装部品の製造上の課題を克服することができます。
軽量化と高集積化は、現在の自動車業界における2つの主要な目標であり、その結果、複雑な構造部品の成形サイクルが長くなったり、部品の加熱による変形といった問題に自動車メーカーが直面することが多い。
「次に何をすべきか」ガイドでは、射出成形によって生じる製造上の課題を、プラスチック部品の金型設計の最適化、パラメータ制御の実施、および高品質材料の選定によって克服する方法を探ります。より具体的には、このガイドでは、公差レベルの基準、材料の選定、およびリードタイムへの影響を最小限に抑える方法について解説します。
射出成形金型コアソリューションの概要
主要な技術的側面 | コア技術ソリューションとパラメータ規格 | 得られる中核的価値 |
精密成形技術 | H13/S136高性能金型鋼を使用し、48~52HRCの熱処理を施すことで、特注プラスチック金型の寿命は50万サイクル以上になります。 | 長期生産における懸念を解消し、非常に高い寸法精度を実現し、組み立て時の干渉がなく、ライフサイクル全体を通して総メンテナンスコストを大幅に削減します。 |
過酷な環境への適用 | エンジンルーム内のプラスチック部品には、動的金型温度制御技術と高流動性PA66+GF材料の適用が組み合わされています。 | 高温による故障問題を克服し、 150℃の極限環境下での部品の反りを工程補正によって解決し、車両耐久性試験の合格を確実にする。 |
コストと応答速度 | 射出成形の見積もりをDFM解析付きで24時間以内に提供し、多キャビティ金型レイアウトの最適化に関する提案を行います。 | 製品発売を加速し、設計上の欠陥を事前に特定し、金型開封前に金型開封後の手直しリスクの90%を回避する。 |
許容範囲制御 | 24,000 RPMの高精度CNC加工センターを採用し、ツァイス社製CMM(三次元測定機)と組み合わせることで、 ±0.01mmの公差を確保しています。 | 組み立て時の隙間の不均一性を避け、部品の寸法安定性を確保し、厳格なOEM規格を満たす。 |
主なポイント:
- 精度基準:自動車内装部品の公差は、組み立て時のクリアランスの不均一性による品質リスクを回避するため、0.05mm以内で厳密に管理する必要があります。
- 性能保証:エンジンルーム部品の場合、 150℃の熱サイクル条件下での耐久性と性能を確保するために、高品質のPA66+GF材料の選択が必須です。
- コスト削減戦略:特注プラスチック金型のキャビティレイアウトとホットランナーシステムを再設計することで、1個あたりの生産コストを最大40%削減することが可能です。
- リスク管理: IATF 16949認証を取得しており、生産前のDFM評価を提供できるサプライヤーを主に選定することで、金型再加工のリスクの90%を回避できます。
JS Precisionの射出成形金型サービスは、お客様の自動車部品をどのように最適化できるのでしょうか?
当社は20年にわたる業界経験を有し、射出成形金型を使用する自動車メーカーの課題を徹底的に分析してきました。課題としては、精度不足、加熱によるプラスチック部品の変形、納期遅延、コスト上昇などが挙げられます。当社は数千件のプロジェクトに携わってきた経験に基づき、これらの課題に対する解決策をいくつか考案し、すぐに導入できる体制を整えています。
北米の自動車メーカーのお客様の事例を応用することで、プラスチックのひび割れ問題を解決しました。破損の原因は、ウェルドラインの強度不足であり、部品には0.02mmという厳しい公差が求められていました。ゲート、通気チャネル、金型温度の調整を行うことで、部品は1000時間の耐久性試験に合格し、不良率は12%から0.5%にまで大幅に削減されました。
当社の作業/サービスはISO 13485:2016に準拠して文書化されており、 ASTM A681規格H13鋼(熱処理後48~52HRC)を使用して金型を製造することで、業界平均よりも30%長い金型寿命を実現しています。
金型流動解析を実施することで、射出成形プラスチック部品の設計を見直し、強度を損なうことなく材料使用量を30%削減できるようお客様を支援します。BASFやデュポンなどの材料サプライヤーから正式な認証を受けているため、最適な製品選択に関するコンサルティングも提供可能です。
信頼できる射出成形金型パートナーを選ぶことで、生産リスクの80%を軽減できます。精密な公差や高温変形といった問題でお困りの場合は、当社のベテランエンジニアにご相談ください。無料のプロジェクト実現可能性評価と、お客様に合わせた最適化ソリューションをご提案いたします。
射出成形プラスチック部品が自動車の安全性にとって重要な理由とは?
自動車部品は、車両全体のNVHレベルと受動安全性に大きく影響します。射出成形プラスチック部品の選択は、ここで大きな違いを生み出します。耐衝撃性に優れたポリマーを使用し、同時に非常に精密な金型加工を行うことで、製造された部品が極度のストレスにも耐え、破損することなく、運転の安全性を確保することが保証されます。
エンジンルーム部品の厳しい環境試験
エンジンルーム内のプラスチック部品は、長時間にわたり高温(150℃)と化学腐食にさらされるため、非常に優れた材料特性が求められます。また、一般的なプラスチック材料ではこのような条件に耐えられないため、専用に設計されたエンジニアリングプラスチック材料の使用は不可欠です。
PA66+30%GF材料は、引張強度が約150MPa、ノッチ付き衝撃強度が10kJ/mであり、試験結果に基づくと、どちらもボンネット下の熱サイクル問題を克服するのに十分である一方、通常のPP材料は120℃で大きな変形を起こす。
カスタム自動車用射出成形製品の品質は、主に材料選定、金型設計、射出成形工程によって決まります。金型流動解析を活用することで、キャビテーションとウェルドラインの予測とパラメータの最適化のバランスを取り、部品が構造基準を満たすようにします。

図1:ハンドルやボンネット下の部品など、自動車用プラスチック部品の各種。
プロの射出成形金型製作サービスは、どのようにして±0.01mmの公差を実現できるのでしょうか?
金型製作工程において0.01mmの公差レベルを達成するためには、プロの射出成形金型サービスでは、高精度な24,000RPMのCNC加工センターに加え、安定した温度制御、金型の二次応力除去、およびツァイスCMM座標測定機の校正を行う必要があります。
精密加工機械と適切な環境
当社の最先端CNC加工センターは、0.002mmという高精度な位置決め精度に加え、24,000RPMの主軸回転速度を実現しており、複雑な形状のキャビティを極めて精密に加工するのに十分な性能を備えています。また、加工工場内は一定の温度(1℃)に保たれているため、温度変化が金型の寸法に影響を与えることはありません。
金型製作および熱処理サイクルにおける材料選定
我々の取り組みにおいて、まず第一に行うのは、内部応力を除去し、金型の変形を防ぐために二次焼戻し処理が施されたASSAB 88金型鋼(硬度58~60HRC)を探すことです。
また、高速硬質フライス加工技術を用いることで、金型表面の粗さをRa 0.4以下に制御することができ、これにより部品の離型損失を最小限に抑えることができます。
処理リンク | 設備/プロセス | コアパラメータ | 許容誤差保証効果 |
キャビティ加工 | 高精度CNC | 回転速度24,000 RPM、位置決め精度±0.002mm | キャビティ寸法偏差 ≤±0.005mm |
熱処理 | 二重焼き戻し | 温度580℃、2時間保温 | 内部ストレスの95%以上を解消する |
精密検査 | ツァイスCMM座標測定機 | 測定精度 ±0.001mm | 全体公差は±0.01mm以内であることを保証する |
表面処理 | 高速硬質フライス加工 | 表面粗さ Ra 0.4 | 部品寸法の偏差を低減する |
ミクロンレベルの公差は、自動車部品の組み立て時の隙間の不均一性を効果的に回避し、製品品質を向上させます。±0.01mmの公差を持つ射出成形金型サービスが必要な場合は、無料の精度検証テストとカスタマイズされた金型加工ソリューションについて、当社までお問い合わせください。
高品質プラスチック部品の製造において、熱変形を防止するにはどうすればよいか?
ボンネット下のプラスチック部品の熱変形を防ぐため、基本的な対策は、コア原則に基づき「非対称肉厚補正設計」と「最適化された保持圧力曲線」で構成される。ナイロン繊維強化材料の場合、金型表面温度差を3℃に抑えるためには、チラー圧力と水路配置を非常に精密に制御する必要がある。
射出成形プロセスパラメータ:非常に正確な制御
リブの収縮を完全に防ぐには、保持圧力が冷却サイクルの半分以上に達する必要があります。 射出成形プロセスのパラメータの概要は以下のとおりです。
射出速度50~80mm/秒、保持圧力射出圧力の70~80%、冷却時間15~30秒は、いずれもPA66+GF材料の分子配向の問題を軽減するのに適している。
金型排水路の設計と材料の適合性
金型温度差を3℃以内に抑えるため、まずバランスの取れた水路設計を採用しています。同時に、以下のような材料を組み合わせています。
PPS素材(耐熱変形温度260℃)は150℃以上の環境向けであり、PA66+30%GF素材は中温環境向けで、より硬い変形が生じる。
カスタムプラスチック金型製作において、初期費用と長期的な価格のバランスをどのように取るべきか?
カスタムプラスチック金型製作段階において、高硬度鋼の使用と多キャビティ構成の採用は、初期投資額をわずかに増加させるものの、成形サイクル時間を20%短縮し、不良率を0.5%低減できるため、射出成形プラスチック部品1個あたりの総ライフサイクルコストを最小限に抑えることができる。
総ライフサイクルコスト計算ロジック
射出成形に関する専門的な見積もりは、初回金型製作費用だけを考慮するものではありません。当社では、3~5年間の部品の総所有コスト(TCO)を目標としています。
コアとなる計算モデルは以下のとおりです。
総所有コスト = [精密金型への初期資産投資] + ([原材料費 + 時間当たりの加工費] × 総生産量)。
さまざまなシナリオに対応した金型ソリューションの選定
お客様の年間生産量と単位あたりの材料価格に基づいて、以下のようなカスタムプラスチック金型ソリューションをご提案いたします。
1. S136高硬度鋼を使用した場合、年間生産量が10万個を超えると、工具寿命の延長だけでなく、単位コストの削減にも役立ち、最終的には総コストの30%以上を節約できます。
2. 材料単価 > 6.0 ドル/kg:ホットランナーシステム構成では初期費用が増加しますが、このシステムはスプルー材料の無駄を完全に排除するため、6 か月で投資を回収できます。
3.低品質の「プレ硬化鋼」は、ボンネット下の構造部品には使用してはならない。これが原因で金型が変形した場合、その修復費用は当初予算で削減できた15%をはるかに上回る。
年間生産量 | 材料単価 | 金型鋼材の選定 | ホットランナー構成 | 投資回収期間(推定) |
50,000個以下 | 1kgあたり4.0ドル以下 | H13 | いいえ | なし |
5万~10万個 | 1kgあたり4.0~6.0ドル | H13/S136 | オプション | 8~12ヶ月 |
10万個以上 | 1kgあたり6.0ドル以上 | S136 | はい | 4~6ヶ月 |
20万個以上 | どれでも | S136 | はい | 3~4ヶ月 |
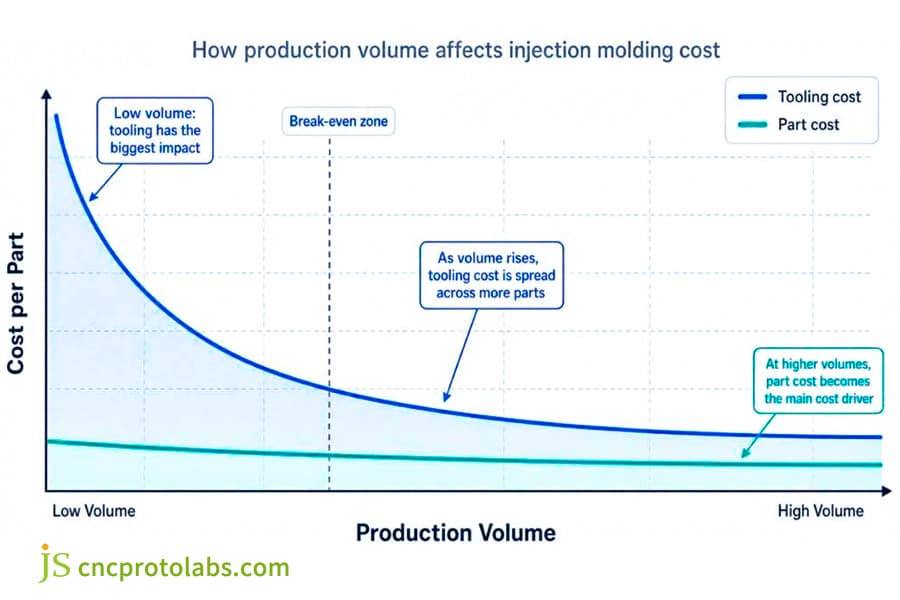
図2:射出成形における生産量と部品あたりのコストの関係を示すグラフ。
事例研究:JS Precisionは、自動車用ファンカバーの射出成形プラスチック部品における亀裂問題をどのように解決したのか?
自動車用ファンカバーは、ボンネットの下に設置される重要なプラスチック部品です。150℃という極度の高温に耐え、高速回転による振動にも耐えなければならないため、非常に高い精度と強度が求められます。当社は以前、国内メーカー向けに射出成形プラスチック部品のひび割れ問題を解決した実績があり、そのノウハウをそのまま応用できます。
プロジェクトの課題
顧客が使用していたファンカバーは、寸法公差0.03mmのPA66+30%GF素材で作られていました。溶接部の強度が期待値を下回っていたため、部品が頻繁に破損し、不良率が12%に達していました。幾度も改良を重ねましたが、問題は解決しませんでした。
主な目的は、ひび割れの問題に対処すること、不良率を1%未満に削減すること、そして1000時間の耐久性試験に耐えることであった。
JSプレシジョンソリューション
まず、当社のエンジニアリングチームは、部品の亀裂箇所について故障解析を実施しました。その結果、溶接線の破損は主にファンカバーブレードとベースの接合部で発生していることが判明しました。根本原因としては、ゲートの設計不良と金型の通気不足によるプラスチック材料の部分的な溶融が挙げられます。そこで、当社は3段階に分けて一連の最適化を実施しました。
1. サイドダイブゲートを再設計し、その位置をブレードの根元に変更しました。これにより、溶融プラスチックがブレードの方向に沿って移動しやすくなり、ウェルドラインの形成が抑制されるだけでなく、ゲートがブレードの根元に隠れるため、ゲート跡が部品の外観を損なうこともありません。
2.金型の通気孔を0.02mmまで深くし、さらにウェルドラインが目立つ箇所に3つの通気孔を追加しました。これにより、射出成形工程で発生するガスを適時に排出し、キャビテーションによる構造的な破損を防ぎます。
3. 射出成形プロセスのパラメータを変更しました。金型温度を120℃に上げ、保持圧力を25秒間(冷却サイクルの55%)維持しました。これらの変更後、ウェルドライン領域での分子融合が強化され、ウェルドライン強度が向上しました。
- 失敗から学ぶ教訓:
最初の試みでは、保持圧力を変更するだけでは通気の改善には繋がらず、部品が不均一に加熱されて局所的に焦げ付くという問題が発生しました。そこで、ガスや燃焼物を排出し、過熱を防ぐためにオーバーフローチャネルを設けたところ、問題は完全に解決しました。
最終結果
最適化後のファンカバーは、ひび割れ問題を完全に解決しただけでなく、他にも多くのメリットをもたらしました。1000時間に及ぶ耐久性試験の結果、不良率はわずか0.5%にまで大幅に低下し、成形サイクルは45秒から36秒に短縮され、生産効率は20%向上し、さらに単位コストも削減されました。
- 顧客からのフィードバック: 「JS Precisionは、当社の故障解析において卓越した能力を発揮し、技術的にも非常にプロフェッショナルでした。長年悩まされていた亀裂の問題を迅速に解決してくれました。そのため、射出成形金型の分野で信頼できるパートナーと言えます。」
当社は、自動車部品の成形における同様の課題を数百件解決してきました。射出成形プラスチック部品に亀裂、変形、その他の問題が発生している場合は、具体的な解決策について当社の事例集をご覧いただくか、当社のエンジニアにご相談ください。

図3:黒色の自動車用ファンカバー射出成形部品。
なぜカスタム自動車用射出成形には、詳細なDFM評価が必要なのか?
DFM(設計製造性)評価は、生産開始前に最大90%の生産性問題を特定できます。様々な欠陥の中でも、複雑なボンネット下のプラスチック部品において、真空収縮空洞が発生する主な原因の一つは、不適切な肉厚設計です。そのため、徹底したDFM評価は、カスタム自動車射出成形品の生産における重要な理由の一つとなっています。
DFM評価の中心的な目的
徹底的なDFM(設計製造性)評価を実施することで、金型製造前に設計を最適化し、設計上の欠陥を回避し、後々の金型変更費用を削減できます。特に重視する3つの要素は、抜き勾配、肉厚の均一性、鋭角部の処理です。これらは成形品の品質と製造スループットに大きく影響するためです。
DFM評価の重要な側面
カスタム自動車用射出成形に関して、当社のDFM評価では、以下の重要なポイントを含む詳細な最適化提案を提供します。
- 抜き勾配:金型の剥離時の傷や摩耗を防ぐため、深いキャビティを持つ部品には3°の抜き勾配が必要です。
- 壁厚設計:ボンネット下の部品の壁厚は、収縮空洞や厚みの急激な変化による変形を防ぐため、2.0~3.0mmの範囲内に収める必要があります。
- 機構設計:複雑な構造部品の場合、スムーズな離型と寸法精度を確保するために、スライダーとエジェクタ機構を論理的に設計する。
詳細なDFM評価を実施することで、金型修正にかかる費用と時間を大幅に削減し、カスタム自動車射出成形プロジェクトのスムーズな進行を確保できます。無料のDFM評価サービスをご希望の場合は、部品の3D図面をご提出ください。当社のエンジニアが24時間以内に詳細な評価レポートをご提供いたします。
射出成形の正確な見積もりを取得するために、どのような主要な技術的パラメータを提供する必要がありますか?
射出成形の正確な見積もりを得るには、3D図面に加えて、材料の種類、年間必要量、外観の品質、二次加工の有無などを明記する必要があります。これらは、カスタムプラスチック金型製作に使用する鋼材の選択を左右する要素です。
主要技術パラメータの詳細な背景
これらの要因すべてが、実際の引用を特定する上で影響を与える。
1. 3D 図面:正確で見積もりと一致する金型設計は、成形業者が STEP ファイルまたは X_T ファイルを持っている場合にのみ実現できます。
2. 材料グレード:材料の種類だけでなく、その材料の規格も明記する必要があります。加工コストは、使用する材料によって変動する要因の一つです。
3.年間需要:金型キャビティの数と使用する鋼材の種類を決定します。大量生産の場合は、 多キャビティ金型を使用することで生産コストを削減できます。
4.外観グレード: MT VDI テクスチャとグレード A 表面仕上げは、金型処理プロセスの選択に影響を与え、最終的にコストを決定します。
引用におけるよくある間違いとその防止策
射出成形の見積もり価格が安い場合、隠れたコストが発生することがあります。通常、このようなコスト増の原因は、DME/HASCO規格外の部品を使用していることであり、これらの部品は後々のメンテナンスコストが大幅に増加します。当社の見積もりでは、金型鋼材やホットランナーを含むすべてのコストを明記することで、隠れたコストを回避し、計算の正確性を確保しています。
正確な射出成形見積もりを取得し、後々のコスト超過を回避するためには、主要な技術パラメータをすべてご提供いただくことが不可欠です。必要なパラメータが不明な場合は、パラメータリストをご請求ください。必要な情報を迅速に準備し、24時間以内に正確な見積もりをお受け取りいただけます。

図4:複数のキャビティと部品を備えた射出成形金型。
耐久性のある射出成形自動車部品の製造に最も適した材料は何ですか?
ボンネット下の部品に関しては、業界ではPA66、PPA、PPSといったエンジニアリングプラスチックが広く用いられています。内装材としては、触感と機械的強度のバランスが良いPC/ABSやPOMが一般的に使用されています。ただし、材料の長期的な機械的特性を保証する必要がある特殊なケースでは、ASTM D638規格に準拠した試験を実施する必要があります。これが、耐久性のある射出成形自動車部品の材料選定における基本的な原則です。
さまざまなシナリオにおける材料選定
自動車部品の使用事例に基づき、耐久性を確保するための射出成形自動車部品の材料選定に関する推奨事項をまとめました。
- ボンネット下のプラスチック部品: PA66+GF(中温)、PPA(高温)、PPS(超高温)、120~260℃の耐熱性、耐薬品性。
- 内装トリム部品: PC/ABS樹脂(計器盤、ドアパネル)は強度と外観のバランスが取れています。POM樹脂(ギア、クリップ)は耐摩耗性と耐久性に優れています。
- 構造部品: PA66+30%GFは高い引張強度を持ち、ブラケットやコネクタなど、高い応力に耐える必要がある部品に適しています。
材料加工特性と改質の影響
メーカーによって使用する材料の特性は異なります。 射出成形された自動車部品の寿命を延ばす方法の一つは、改質剤(例えば、耐紫外線性、難燃性、強化剤など)を使用することです。例えば、耐紫外線剤を使用することで、部品の屋外での耐用年数を8年以上まで延ばすことができます。
JS Precisionが射出成形金型サービスにおける理想的なパートナーである理由とは?
15年以上にわたる金型輸出の実績において、当社の製品は常に北米またはヨーロッパの規格に100%準拠しています。OEM工場としてだけでなく、技術アドバイザーとして、DFM最適化やプロセス改善を提供することで、試作品から量産までの射出成形金型サービス提供における理想的なシナリオ構築を支援することも可能です。
競争力の基本原則
お客様への価値理解は、常に当社の企業特性の基盤となっています。当社の強みを支える3つの主要なスキルは以下のとおりです。
- 高精度: 0.005mmの加工能力を備えており、自動車部品の非常に厳しい公差要件を満たし、組み立ての精度を確保できます。
- 非常に短いリードタイム:最初のソリューションに対するフィードバックを2時間以内に取得し、DFMレビューと射出成形の見積もりを24時間以内に提出することで、プロジェクト期間を短縮します。
- 徹底した誠実さ:進捗状況の週次報告、金型生産状況の即時更新、隠れた手続きや費用は一切なし。
顧客の保護と協力の利点
当社は正式な秘密保持契約(NDA)を締結し、顧客データを暗号化して保管し、プロジェクト関係者のみにアクセスを許可しています。また、工場には顧客の図面や企業秘密を保護するためのアクセス制御システムを導入しています。
当社では、最小注文数量(MOQ)100個からの小ロット試作が可能で、ソフトモールドやクイックスチールモールドなどのソリューションを提供することで、低コストでの市場テストを実現できます。
よくある質問
Q1:射出成形金型製作サービスの納期はどのくらいですか?
基本的に、シンプルな金型であれば約25~30日、複雑な自動車グレードの精密金型であれば35~45日かかります。しかし、必要に応じて、同時並行エンジニアリングとCNC自動加工によって、この期間を10~15%短縮することも可能です。
Q2:ボンネット下のプラスチック部品が高温に耐えられるようにするには、どのような対策を講じていますか?
一つの方法は、熱変形温度が200℃を超える材料を選択することです。次に、乾燥工程を厳密に遵守します。最後に、劣化や寸法ずれを防ぐため、部品の各バッチに対して高温ベーキングテストを実施します。
Q3:JS Precisionの射出成形見積もりには何が含まれていますか?
基本的には、金型鋼材、キャビティ数、ホットランナーのブランド、単価、金型寿命、梱包、物流ソリューションなどが含まれます。つまり、隠れた費用は一切なく、計算の正確性は完全に保証されます。
Q4:ガラス繊維を使用した複雑な射出成形自動車部品を製造することは可能ですか?
当社では通常、30%~50%のGF強化材を使用しています。金型には、輸入された高耐摩耗性鋼を使用しています。さらに、ガラス繊維の浮き上がり問題を解消するため、金型温度を動的に制御しています。
Q5:自動車内装部品にはどのような表面加工が可能ですか?
当社の技術力は、MT、VDI、Mold-Tech規格に限定されず、レーザーエッチングによる微細な表面加工も可能で、内装部品のA級表面を実現できます。
Q6:少量の自動車用カスタム射出成形試作サービスを提供していますか?
はい、最小注文数量(MOQ)は100個から承ります。また、ソフトモールドまたはラピッドスチールモールドを使用することで、お客様が本格的な生産に入る前に低コストで市場性を検証できるようにしています。
Q7:プロジェクトのプロセスにおいて、JS Precisionはエンジニアリング変更通知(ECN)に関連する設計変更にどのように対応しますか?
コスト分析と再設計に関する協議は、 1営業日以内に行うことができます。レーザー溶接やインサート交換を用いることで、納期への影響を最小限に抑えることが可能です。
Q8:顧客の自動車部品図面の安全性と企業秘密をどのように確保していますか?
秘密保持契約(NDA)が締結され、データは暗号化されて保存され、アクセスはプロジェクト担当者のみに制限され、工場への立ち入りは厳しく管理され、無許可の写真撮影は厳しく禁止され、知的財産権の保護が保証されています。
まとめ
高品質な自動車用射出成形部品の製造には、精密な金型、科学的な製造プロセス、そして厳格な品質管理が徹底的に統合されています。
JS Precisionは、射出成形金型を活用することで、エンジンルーム部品の高温環境下での課題に対応できるだけでなく、内装部品などの美的要件も満たし、技術的な最適化によって顧客の投資対効果(ROI)を向上させています。私たちは自動車業界の変革を支援し、信頼できるパートナーであり続けています。
自社開発の自動車用射出成形プロジェクトを、より良い方法で設計したいと思いませんか?成形工程の設計ミスが量産遅延の原因となるような事態は避けたいものです。また、コスト増につながるような不合理な解決策も容認すべきではありません。
3D図面(できればSTEP/IGS形式)をアップロードしてください。当社のベテランエンジニアが翌営業日に無料のDFM評価と正確な射出成形見積もりを作成し、自動車部品の新たな章を共に創り上げます!

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

