

Outils de moulage par injection sont véritablement au cœur de la production en série de pièces structurelles creuses et de forme irrégulière. Ils constituent le principal facteur qui décide de la réussite ou de l’échec des projets d’allègement automobile ou des projets de composants structurels d’appareils électroménagers.
La demande de structures creuses de forme irrégulière (telles que les poignées de porte, les dossiers de siège, les conduites de fluide) augmente dans le domaine de l'allègement automobile et de la conception de composants structurels d'appareils électroménagers.
Cependant, il est presque impossible de contrôler la pénétration de l'azote à haute pression dans les processus de moulage par injection assistés par gaz, les moules en acier traditionnels sont très coûteux à tester et à côté, et les incohérences de conception entre le passage de l'air et la porte entraînent un faible rendement.
Trouver un équilibre entre l’investissement initial et la stabilité à long terme dans le choix des outils de moulage par injection est devenu le principal goulot d’étranglement déterminant le retour sur investissement des projets pour les entreprises qui optent pour une production de masse rapide.
En outre, les outils de moulage par injection adaptés aux processus assistés par gaz doivent supporter une pression élevée, disposer de passages d'air précis et être bon marché. Ce sont les principaux problèmes à prendre en compte lors du choix.
Résumé des réponses de base
| Questions fondamentales | Solutions clés | Valeur attendue |
| Équilibre coût et efficacité | Moulages par injection d'aluminium combinés à un processus de moulage assisté par gaz | Réduisez les coûts d’essais et d’erreurs et raccourcissez le cycle de livraison de 40 % |
| Défis de conception fondamentaux | Contrôle du chemin de pénétration du canal de gaz préféré et simulation de l'emplacement de la porte | Résoudre les problèmes de soufflage et de remplissage irrégulier, en obtenant un rapport de vide stable |
| Contrôle de tolérance clé | Usinage de haute précision (±0,005 mm) pour compenser le retrait de cristallisation assisté par gaz | Respectez des tolérances dimensionnelles et de position strictes, en évitant l'usinage secondaire |
| Sélection et retour sur investissement | Outils de moulage par injection assistés par gaz personnalisés | Économies de matériaux de 20 à 30 % , réduction du temps de cycle de 25 % |
Principales conclusions :
- L’investissement initial est ce qui détermine en fin de compte la stabilité de la production de masse.
En choisissant un fournisseur doté des capacités de simulation Moldflow Gas Assist, une entreprise peut définitivement réduire le risque d'emballement de pénétration de gaz.
- Les moules en aluminium sont une merveilleuse méthode pour accélérer le traitement assisté par gaz.
Lorsqu'il s'agit de vérification de prototypes et de production en petits lots, moules d'injection d'aluminium sont le très bon compromis entre coût et tolérance assistée par gaz haute pression.
- Un usinage bien fait constitue la garantie de la durée de vie de l'aiguille d'injection de gaz.
La tolérance d'ajustement entre l'aiguille d'injection et le moule doit être de 0,005 mm, sinon les fuites d'azote à haute pression seront la principale raison d'une augmentation des taux de rebut.
Pourquoi faire confiance à ce guide ? Expérience de JS Precision avec les outils de moulage par injection
Lors de la sélection d'outils de moulage par injection pour les processus assistés par gaz, votre objectif principal doit être l'expérience pratique du fournisseur, sa certification de qualité et ses capacités à résoudre les problèmes.
Choisir JS Precision signifie que vous bénéficiez de l'aide d'une équipe possédant 15 ans de connaissances en fabrication de précision et que vous nous faites confiance pour produire jusqu'à présent plus de 300 000 pièces personnalisées de haute précision.
Avec un historique de plus de 1 000 fournisseurs automobiles de niveau 1 et de grandes entreprises d'électroménager dans le monde entier, ils sont en mesure de garantir 99,2 % de livraisons à temps, éliminant ainsi le risque de retards dans les projets.
Pour le partenaire de R&D et de fabrication que vous sélectionnez pour le moule assisté par gaz, il est important qu'il soit en mesure de vous aider à surmonter les problèmes de pénétration de l'azote à haute pression, de conflits du système de déclenchement et de maintien de tolérances serrées.
Ayant réalisé plus de 500 projets de moulage assistés par gaz pour des composants creux automobiles et électroménagers, JS Precision vous propose des solutions réutilisables et matures.
Par exemple, en travaillant avec JS Precision comme partenaire, un constructeur automobile a réussi à réduire le poids de la poutre tubulaire de son dossier de siège de 22 % et le rendement de la production en série a été augmenté de 86 % à 99,3 %. Cela implique que ce même modèle de collaboration peut être utilisé pour réduire considérablement vos propres coûts de production.
En travaillant avec JS Precision, vous bénéficierez d'une assurance qualité soutenue par trois certifications hautement respectées : ISO 9001:2015 , ISO 13485 et IATF 16949, qui couvrent ensemble les normes internationales pour la fabrication haut de gamme.
Équipé de plus de 20 machines CNC avancées à cinq axes, JS Precision peut produire un usinage de précision avec une tolérance de 0,005 mm, garantissant ainsi la précision des moules assistés par gaz et réduisant considérablement le risque d'écarts dimensionnels.
Le support technique lié à votre outillage de moulage par injection sera non seulement rapide avec un temps de réponse de 15 minutes ou moins, mais vous aurez également à votre disposition des services d'analyse DFM et de prédiction de simulation gratuits qui vous aideront à éviter jusqu'à 80 % des risques liés à la production de masse.
Simplement, avoir à votre disposition ces données solides, des études de cas réelles et des certifications internationales vous permet d'avoir une confiance absolue dans les projets de moulage assistés par gaz sans vous soucier de la qualité et de l'efficacité.
Téléchargez le livre blanc sur la sélection de moules assistée par gaz pour comprendre rapidement les points essentiels de la sélection des outils de moulage par injection et éviter les pièges de la sélection.
Comment les moules d’injection d’aluminium peuvent-ils équilibrer le coût et l’efficacité des processus assistés par gaz ?
Les moules d’injection d’aluminium constituent un excellent moyen d’équilibrer coût et efficacité grâce au moulage assisté par gaz. Ils sont capables de réduire les coûts de moulage d'essai de 35 % et de raccourcir les cycles de livraison à 2-3 semaines.
Comment réduire les coûts des essais et des erreurs
Les opérations assistées par gaz nécessitent généralement que la pression d'injection soit de 30 à 50 % supérieure à celle du moulage par injection normal.
En utilisant des moules d'injection d'aluminium pour les premiers moulage de prototypes en plastique , vous pouvez réaliser plusieurs itérations de conception à des coûts de matériaux inférieurs et à des vitesses de coupe plus rapides sans sacrifier la précision du joint d'étanchéité de l'aiguille à air.
Vous pouvez réduire le coût de vos essais et erreurs de 5 000 $ à 3 250 $, réduisant ainsi considérablement votre investissement initial.
Bénéfice de délais de livraison plus courts
On estime que les moules en aluminium réduisent le temps de traitement d'environ 40 % par rapport à l'acier H13, qui est le matériau habituellement utilisé pour les moules à injection de gaz personnalisés.
Si vous fabriquez des pièces légères et souhaitez les vendre très rapidement sur le marché, l'utilisation de moules d'injection d'aluminium peut vous aider à terminer votre vérification PPAP avant vos concurrents et à démarrer la production de masse 2 à 3 semaines plus tôt.

Figure 1 : Un moule d'injection d'aluminium placé à côté d'une pièce en plastique noir qu'il produit, mettant en valeur la conception complexe de la cavité du moule et la précision de la pièce finie.
Comment créer un moule pour le processus assisté par gaz ? Résoudre le conflit entre les canaux et les portes de gaz
Vous pouvez développer un moule assisté par gaz et résoudre les conflits de conception entre les canaux de gaz et les portes en verrouillant l'emplacement de la porte et en simulant la disposition des canaux de gaz avec Moldflow.
Contrôle du chemin de pénétration prioritaire du gaz
La simulation Moldflow Gas Assist vous permet de définir la longueur de pénétration du gaz à l'intérieur de la masse fondue, généralement 80 à 90 % de l'épaisseur de la paroi est contrôlée.
Vous pouvez régler le temps de retard et des ajustements de la pression du gaz (généralement 20 à 35 MPa) sont effectués pour garantir que le gaz occupe les zones à parois épaisses plutôt que celles à parois minces.
En bref, il s’agit d’une façon de concevoir un canal séparé pour le gaz afin qu’il ne s’échappe pas et ne provoque pas une défaillance du produit.
Conception coordonnée des portes et des aiguilles à gaz
La vanne doit terminer le maintien de la pression et la compensation du retrait avant le moment où l'injection de gaz a lieu. L'emplacement de l'aiguille à gaz doit être éloigné de la ligne de soudure.
En cours de comment faire un moule , vous devez vous assurer que l'écart entre l'aiguille à gaz et le raccord est inférieur à 0,01 mm pour éviter les traces de gaz causées par une fuite d'azote gazeux à haute pression.
Quelles sont les tolérances critiques de moulage par injection pour les outils assistés par gaz ?
Les tolérances essentielles de moulage par injection pour les moules assistés par gaz doivent être contrôlées à 0,01 mm, principalement pour assurer l'étanchéité du trajet du gaz ainsi que la cohérence dimensionnelle du produit.
Tolérance d'épaisseur de paroi et compensation de retrait
Le processus assisté par gaz pour les matériaux renforcés de fibres de verre comme le PA6+GF30 utilise une pression de gaz généralement comprise entre 20 et 30 MPa pour maintenir la pression interne constante. Cela diminue à son tour le taux de retrait de l'épaisseur de paroi de 0,5 à 0,8 % habituel à 0,2 à 0,3 % , rendant ainsi les dimensions du produit moins variables.
Garantie de haute précision des tolérances géométriques
Dans le cas de la fabrication de moules d'injection de gaz personnalisés, une machine CNC à cinq axes de haute précision avec une précision de 0,005 mm peut être utilisée pour usiner les canaux de gaz.
Si la tolérance de rondeur du trou de montage de l'aiguille est supérieure à 0,005 mm, cela entraînera une fuite de gaz à haute pression, ce qui entraînera des défauts sur la paroi interne du produit.
En termes simples, c'est comme si le bouchon de la bouteille n'était pas bien ajusté au goulot de la bouteille, avec même un léger espace provoquant une fuite de liquide. Si la tolérance du trou d'installation de l'aiguille à gaz dépasse la norme, de l'azote gazeux à haute pression s'échappera, conduisant directement à la mise au rebut du produit.
Normes clés de tolérances de moulage par injection pour les moules assistés par gaz
| Partie du moule | Tolérance dimensionnelle | Tolérance géométrique | Rugosité de la surface | Jeu d'accouplement |
| Trou de montage de l'aiguille à air | ±0,005mm | Rondeur 0,003 mm | Ra≤0,8 μm | ≤0,01 mm |
| Surface de séparation du canal d'air | ±0,01mm | Planéité 0,005 mm | Ra≤1,6 μm | ≤0,02 mm |
| Bague de déclenchement | ±0,01mm | Coaxialité 0,008 mm | Ra≤0,4 μm | ≤0,015 mm |
| Pilier de guidage de base de moule | ±0,008mm | Rectitude 0,01 mm | Ra≤1,6 μm | ≤0,02 mm |
| Cavité du produit | ±0,01mm | Contour 0,015 mm | Ra≤0,2 μm | - |
Obtenez une analyse DFM gratuite pour contrôler avec précision tolérances de moulage par injection et éviter les risques de défauts dimensionnels.
En quoi le moulage de prototypes de plastique est-il différent du processus assisté par gaz ?
Le moulage du plastique assisté par gaz repose en grande partie sur diverses vérifications de la stabilité de la pénétration du gaz et de la sécheresse des canaux de gaz , et il s'agit d'un processus complètement différent du moulage d'essai conventionnel.
Vérification de la longueur de pénétration du gaz :
Au stade du moulage du prototype en plastique, il convient de vérifier que la longueur de pénétration du gaz représente au moins 95 % de la valeur de conception par tranchage ou inspection aux rayons X. Dans le même temps, assurez-vous que le chemin de pénétration correspond exactement au canal de gaz prédéfini, sans aucune déviation ni dérivation.
Vérification du contrôle de synchronisation et de la courbe de pression :
Le moulage d'essai nécessite l'utilisation d'une machine de moulage par injection équipée d'un générateur d'azote et d'un contrôleur de synchronisation.
Une surveillance étroite est nécessaire sur le délai d'injection du gaz (qui se situe normalement entre 0,5 et 2 secondes) et la courbe de chute de pression afin de confirmer que l'étape de moulage du prototype en plastique peut imiter la dynamique de remplissage du gaz dans la production de masse.
Comment les outils de moulage par injection assistés par gaz gèrent-ils les structures creuses ?
Les outils de moulage par injection assistés par gaz remplacent le tirage mécanique du noyau en utilisant du gaz à haute pression comme noyau, ce qui permet également un démoulage efficace de formes creuses complexes.
Produire des structures tubulaires de nature courbe
Dans la production de poutres tubulaires pour dossiers de sièges automobiles, le moules d'injection de gaz personnalisés diriger le gaz pour pousser le matériau fondu dans des cavités incurvées.
Le gaz est ensuite évacué après refroidissement, laissant une seule pièce creuse avec une épaisseur de paroi constante, par exemple 2,5 mm ± 0,1 mm, évitant ainsi les faiblesses des joints soudés classiques.
Transformer le défi du démoulage par extraction de noyau en une force
Dans le cas de pièces creuses avec contre-dépouilles, la technique assistée par gaz permet d'évacuer le gaz avant l'ouverture du moule.
Ici, vous appliquez la différence de pression pour réaliser un démoulage sans noyau, ce qui simplifie considérablement la structure mécanique des outils de moulage par injection et réduit également les coûts de maintenance du moule.
Pour le dire en termes simples, cela revient à utiliser un ballon pour gonfler un tube étroit . Une fois dégonflé, le ballon se contracte, permettant à l'objet d'être facilement retiré sans pièces mécaniques supplémentaires pour le "faire levier", ce qui entraîne moins d'usure du moule et des économies en coûts de maintenance.
Tableau de comparaison des paramètres des outils de moulage par injection assistés par gaz à structure creuse
| Type de structure | Moule traditionnel | Outils de moulage par injection assistés par gaz | Avantages/Différences |
| Complexité de la structure du moule | Élevé (traction de plusieurs cœurs) | Faible (pas de traction mécanique du noyau) | 60% de réduction |
| Poids d'un seul produit | 180g | 130g | 28% de réduction |
| Taux d'échec du démoulage | 12% | 0,2% | 98 % de réduction |
| Coût d'entretien du moule | 800 $/mois | 240 $/mois | 70% de réduction |
| Rendement de production de masse | 85% | 99,2% | 14,2 % d'amélioration |
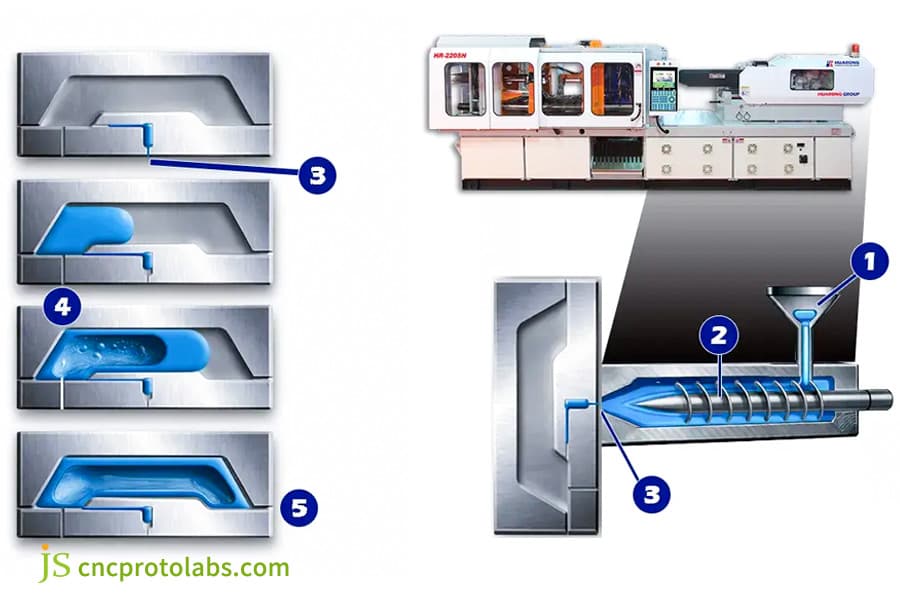
Figure 2 : Un schéma technique illustrant le processus complet de moulage par injection assisté par gaz, depuis la trémie d'alimentation en plastique jusqu'à l'injection dans la cavité du moule.
Comment sélectionner les matériaux et les aciers pour les moules à injection de gaz personnalisés ?
Vous pouvez sélectionner l'acier inoxydable H13 ou 420SS avec traitement de nitruration, et également envisager des matériaux adaptés aux procédés assistés par gaz (selon Normes ASTM A681-20 ) pour les moules à injection de gaz personnalisés.
Le besoin de matériaux anti-affouillement
Les matériaux en fibre de verre renforcés sont généralement utilisés à très haute pression, et la vitesse d'injection peut atteindre jusqu'à 200 mm/s. Lorsqu'ils sont injectés, ils entraînent une érosion très importante au niveau des points d'accès et des aiguilles d'air des moules.
L’utilisation d’acier de métallurgie des poudres comme l’ASP23, par exemple, pour fabriquer l’aiguille à air peut prolonger sa durée de vie opérationnelle de 50 000 à plus de 500 000 moulages.
Pour clarifier, c'est la même chose que si l'on utilisait de l'eau à haute pression pour entrer en collision en continu avec le joint de la conduite d'eau. Les joints normaux s'useraient et fuiraient rapidement, tandis que les joints renforcés pourraient supporter l'impact pendant longtemps. De même, le choix des matériaux pour les aiguilles à air est également important.
Prévention de la corrosion et gestion de la fatigue thermique
Lors d'une libération rapide de la pression, l'azote à haute pression provoque un effet de froid, ce qui entraîne des fissures de fatigue thermique à la surface du moule. Les moules à injection de gaz personnalisés que vous utilisez doivent avoir un contrôleur de température de moule spécial qui maintiendra la température du moule entre 80 et 120 °C.
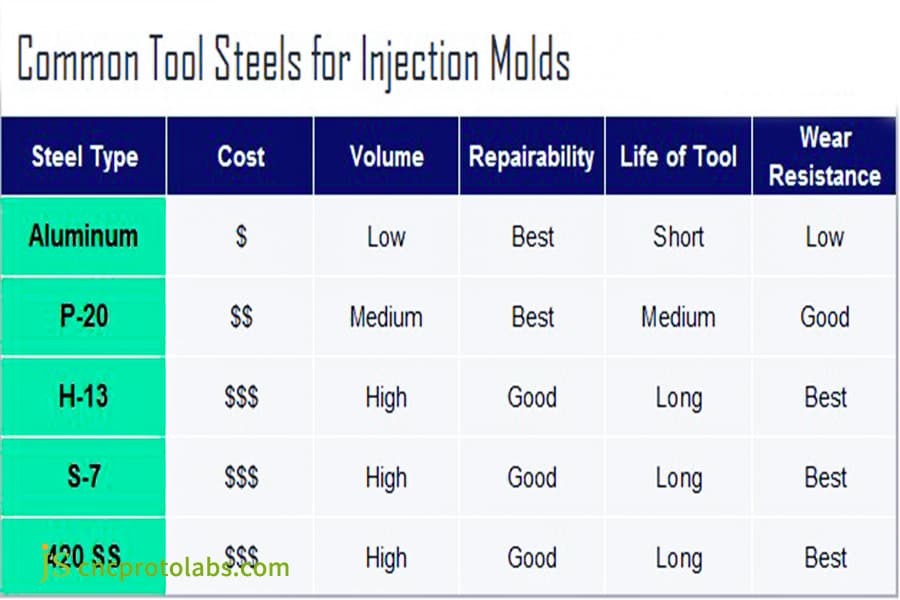
Figure 3 : Un tableau comparatif intitulé « Aciers à outils courants pour moules par injection », évaluant des matériaux tels que l'aluminium, le P-20 et le H-13 en fonction du coût, du volume de production, de la réparabilité, de la durée de vie de l'outil et de la résistance à l'usure.
Votre fournisseur optimise-t-il les outils de moulage par injection assistés par gaz en termes de coûts ?
Financièrement, les outils de moulage par injection assistés par gaz sont initialement 15 à 20 % plus chers. Cependant, après quelques mois (6-12), si l’on considère les économies réalisées grâce à la réduction de l’utilisation des matériaux et aux cycles de production plus courts, l’investissement sera récupéré. L’entreprise fabriquant les outils vous proposera même la répartition des coûts.
Analyse des économies de matériaux
En faisant cela, vous pourrez ventiler les zones à parois épaisses au moyen du gaz, ce qui signifie que la masse de la pièce peut être réduite de 20 à 30 %.
Dans le cas de composants automobiles dont le chiffre d'affaires annuel est de 500 000 unités, vous pouvez vous attendre à économiser environ 100 000 à 150 000 $ US par an sur les seuls coûts de matériaux en utilisant outils de moulage par injection assistés par gaz .
Avantages quantitatifs du raccourcissement du temps de cycle
La technique assistée par gaz utilise le gaz à l'intérieur qui a un effet de refroidissement pour réduire la durée de refroidissement d'environ 20 à 30 %. Lorsque des moules à injection d'aluminium, connus pour leur évacuation rapide de la chaleur, sont utilisés, le cycle total peut être réduit de 60 secondes à moins de 45 secondes, ce qui représente une augmentation considérable de la capacité de production.
Tableau comparatif des coûts-avantages entre les moules assistés par gaz et les moules traditionnels
| Dimension du coût | Moulage par injection traditionnel | Outils de moulage par injection assistés par gaz | Résultats des revenus |
| Coût initial du moule | 10 000 $ | 11 800 $ | Coût initial 18 % plus élevé |
| Coût du matériau par pièce | 2,5 USD | 1,95 USD | 22% de réduction par pièce |
| Temps de cycle d'une seule pièce | 65 secondes | 48 secondes | Efficacité augmentée de 26 % |
| Coût d'entretien annuel | 9 600 USD | 2 880 USD | Entretien réduit de 70% |
| Période de récupération | 18 mois | 7 mois | Raccourci de 61 % |
Obtenez des devis complets pour les outils de moulage par injection assistés par gaz afin de gagner de la place et de réduire les coûts dans la production de masse.
Étude de cas de JS Precision : projet d'allègement des poignées de porte d'un fournisseur allemand de niveau 1
Une fois que nous aurons bien compris le fonctionnement des moules assistés par gaz, vous pourrez voir notre travail à travers une étude de cas. Le cas présente pleinement l'ensemble du processus, depuis la résolution du problème jusqu'à la production de masse rentable.
Difficultés du projet
Un fournisseur allemand de niveau 1 souhaite fabriquer des poignées de porte à bras long d'une longueur de 380 mm. L’idée initiale est d’utiliser la méthode conventionnelle de moulage par injection.
Le produit a une épaisseur de paroi inégale, la partie la plus épaisse mesurant 8 mm et la partie la plus fine mesurant 2,5 mm, ce qui entraîne de graves marques de retrait et déformation par déformation , avec un écart de planéité de 0,8 mm.
Le produit est solide et le poids d'une seule pièce est de 180 g, ce qui ne permettra pas d'atteindre les objectifs de légèreté des OEM, et le rendement de la production de masse n'est que de 82 %.
Solution
1. Personnalisez les outils exclusifs de moulage par injection assistés par gaz :
Nous personnalisons le moule assisté par gaz en fonction du projet. Sélectionnez l'acier H13 et effectuez un traitement de nitruration de surface pour améliorer la dureté du moule jusqu'au niveau HV1000 afin de répondre aux exigences de résistance à l'usure du processus haute pression assisté par gaz.
2.Optimiser la conception des voies respiratoires et les paramètres :
En effectuant la simulation Moldflow Gas Assist , nous localisons non seulement la position optimale des voies respiratoires, mais déterminons également avec précision le temps d'injection du gaz de 1,2 seconde et la pression du gaz de 28 MPa afin d'éviter l'apparition d'une pénétration de gaz incontrôlée.
3. Contrôler strictement les tolérances de moulage par injection :
Un côté est d'utiliser CNC à cinq axes pour l'usinage des trous de raccord d'aiguille à gaz. D'un autre côté, les tolérances clés doivent être strictement contrôlées à moins de 0,005 mm afin d'éviter les fuites d'azote à haute pression et de garantir la qualité du produit.
4. Itération rapide et vérification des essais de moule :
Il est possible d'effectuer trois itérations rapides de la conception du moule à l'aide des moules d'injection d'aluminium, de réaliser un moulage de prototype de plastique sur une machine équipée d'un générateur d'azote et de vérifier par balayage CT le niveau de pénétration du gaz pour garantir la faisabilité de la production de masse.
Résultat final
Le poids du produit a été réduit de 180 g à 130 g, soit une réduction de poids de 28 % qui répond aux exigences de légèreté. La planéité du produit est maintenue à 0,2 mm près, aucune trace d'évier n'est visible et il est capable de passer l'essai routier de durabilité.
La durée du projet a été réduite de 40 %, le temps de cycle de production de masse a été ramené de 65 secondes à 48 secondes, le coût d'une seule pièce de matériau a été réduit de 22 %, les économies annuelles sont de 120 000 dollars américains et le taux de rendement de la production de masse a été amélioré à 99,2 %.
Personnalisez votre solution légère pour les moules assistés par gaz et mettez rapidement en œuvre une production en série de pièces creuses.
FAQ
Q1 : Dans quelle mesure les moules à injection assistée par gaz sont-ils plus chers que les moules ordinaires ?
Le coût des moules à injection assistés par gaz est généralement 15 à 25 % plus élevé que celui des moules ordinaires. Les avantages des économies de matériaux et de l’efficacité de la production grâce à l’investissement initial peuvent être disponibles en 6 à 12 mois.
Q2 : Le moule en aluminium peut-il résister à la haute pression du processus assisté par gaz ?
Les moules d'injection d'aluminium traités thermiquement peuvent supporter la haute pression des processus assistés par gaz. Pour les lots de petite et moyenne taille et les cas de vérification de prototypes, ils peuvent résister à des pressions de gaz jusqu'à 35 MPa pour répondre aux besoins d'utilisation.
Q3 : Comment empêcher le gaz de souffler à travers la zone à paroi mince lorsqu'il pénètre ?
Vous pouvez contrôler très précisément le temps de retard du gaz et la courbe de pression grâce à la simulation Moldflow afin que l'épaisseur de la couche solidifiée au niveau du front de fusion soit suffisante pour empêcher efficacement le gaz de souffler à travers la zone à paroi mince.
Q4 : Quelles sont les exigences particulières des moules assistés par gaz pour les machines de moulage par injection ?
Les machines de moulage par injection supportant les moules assistés par gaz doivent être équipées d'un générateur d'azote avec contrôle de synchronisation . De plus, les performances d'étanchéité de la bague de contrôle de la vis doivent être conformes aux normes pour éviter les problèmes liés à la production causés par le reflux de gaz à haute pression.
Q5 : Quelle tolérance dimensionnelle le processus assisté par gaz peut-il atteindre ?
Le moulage assisté par gaz est généralement capable de fonctionner dans la plage de tolérance du moulage par injection. La tolérance dimensionnelle critique peut être contrôlée à 0,01 mm, tandis que la tolérance dimensionnelle non critique peut être maintenue à 0,05 mm.
Q6 : Le processus assisté par gaz peut-il produire des filetages internes ou des structures complexes ?
Malheureusement, le procédé assisté par gaz n'est pas capable de produire directement un filetage interne. On peut d'abord former la pièce de base creuse, puis utiliser des méthodes secondaires comme le taraudage pour réaliser la fonction de filetage de connexion du produit.
Q7 : Les paramètres de gaz des prototypes de moulage de plastique et des moules de production de masse sont-ils les mêmes ?
Ce ne sont pas les mêmes. Le test du moule prototype sert uniquement à vérifier la tendance des fuites de gaz. L'acier pour moules produit en série a une conductivité thermique différente, les paramètres de pression et de température doivent donc être réoptimisés.
Q8 : Combien de temps faut-il à JS Precision pour fabriquer un ensemble de moules assistés par gaz ?
Délai de livraison standard JS Precision pour moules d'injection d'aluminium est de 2 à 3 semaines, et pour les moules d'injection de gaz personnalisés en acier, il est de 4 à 6 semaines, processus de conception de simulation compris.
Résumé
Les outils de moulage par injection jouent un rôle fondamental dans le processus assisté par gaz. Ce n'est qu'en sélectionnant un partenaire proposant ensemble la simulation Moldflow, l'usinage de précision sur cinq axes et les essais de moules à haute pression que vous pourrez résoudre le problème de la production en série de pièces creuses de forme spéciale.
Les moules d'injection d'aluminium servent à vérifier rapidement la solution, les moules d'injection de gaz personnalisés sont destinés à la stabilisation de la production de masse, et l'ensemble du système assisté par gaz est ce qui permet d'atteindre les trois objectifs principaux que sont la légèreté, la réduction des coûts et l'amélioration de l'efficacité.
Contactez JS Precision immédiatement , nous vous fournirons un rapport d'analyse approfondi de la faisabilité des moules assistés par gaz, le seul endroit qui offre l'ensemble du processus de conception d'un moule, de sélection d'outils de moulage par injection et de fabrication de moules d'injection de gaz personnalisés.
Votre projet de pièces de structure creuses sera mis en œuvre rapidement et deviendra rentable.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

