

Spritzgusswerkzeuge sind eigentlich das Herzstück der Massenproduktion hohler, unregelmäßig geformter Strukturteile. Sie sind der Hauptfaktor, der über den Erfolg oder Misserfolg von Leichtbauprojekten für die Automobilindustrie oder von Strukturkomponentenprojekten für Haushaltsgeräte entscheidet.
Die Nachfrage nach hohlen, unregelmäßig geformten Strukturen (wie Türgriffen, Sitzlehnen, Flüssigkeitsrohren) steigt im Automobilbau und bei der Konstruktion von Strukturkomponenten für Haushaltsgeräte.
Allerdings ist es nahezu unmöglich, die Hochdruck-Stickstoffdurchdringung bei gasunterstützten Spritzgussprozessen zu kontrollieren, herkömmliche Stahlformen sind sehr kostspielig in der Prüfung und beim Auswechseln, und Konstruktionsinkonsistenzen zwischen Luftkanal und Anschnitt führen zu einer geringen Ausbeute.
Das Gleichgewicht zwischen Anfangsinvestition und langfristiger Stabilität bei der Wahl der Spritzgusswerkzeuge ist für Unternehmen, die eine schnelle Massenproduktion anstreben, zu einem wesentlichen Engpass bei der Bestimmung des Projekt-ROI geworden.
Darüber hinaus sollten Spritzgusswerkzeuge, die für gasunterstützte Prozesse geeignet sind, hohen Drücken standhalten, präzise Luftdurchlässe haben und kostengünstig sein – das sind die Hauptaspekte, die bei der Auswahl berücksichtigt werden müssen.
Zusammenfassung der Kernantwort
| Kernthemen | Schlüssellösungen | Erwarteter Wert |
| Kosten- und Effizienzbilanz | Aluminium-Spritzgussformen kombiniert mit gasunterstütztem Formverfahren | Reduzieren Sie die Trial-and-Error-Kosten und verkürzen Sie den Lieferzyklus um 40 % |
| Kernherausforderungen beim Design | Bevorzugte Gaskanal-Penetrationswegsteuerung und Gate-Positionssimulation | Beheben Sie Durchblasen und ungleichmäßige Füllung und erzielen Sie ein stabiles Hohlraumverhältnis |
| Schlüsseltoleranzkontrolle | Hochpräzise Bearbeitung (±0,005 mm) zum Ausgleich der Schrumpfung durch gasunterstützte Kristallisation | Halten Sie strenge Maß- und Positionstoleranzen ein und vermeiden Sie Nachbearbeitung |
| Auswahl und ROI | Maßgeschneiderte gasunterstützte Spritzgusswerkzeuge | Materialeinsparung von 20-30 % , Zykluszeitverkürzung um 25 % |
Wichtigste Schlussfolgerungen:
- Die Anfangsinvestition ist letztlich der entscheidende Faktor für die Stabilität der Massenproduktion.
Durch die Zusammenarbeit mit einem Lieferanten, der über die Simulationsfunktionen von Moldflow Gas Assist verfügt, kann ein Unternehmen das Risiko einer Gasdurchdringung deutlich reduzieren.
- Aluminiumformen sind eine wunderbare Methode, um die gasunterstützte Verarbeitung zu beschleunigen.
Wenn es um Prototypenverifizierung und Kleinserienfertigung geht, Aluminium-Spritzgussformen sind der ziemlich gute Kompromiss zwischen Kosten und Toleranz bei Hochdruckgasunterstützung.
- Eine sorgfältige Bearbeitung ist der Garant für die Lebensdauer der Gaseinspritznadel.
Die Passtoleranz zwischen der Einspritznadel und der Form sollte bei 0,005 mm liegen, andernfalls ist ein Hochdruck-Stickstoffaustritt der Hauptgrund für einen Anstieg der Ausschussraten.
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision mit Spritzgusswerkzeugen
Bei der Auswahl von Spritzgusswerkzeugen für gasunterstützte Prozesse sollte Ihr Hauptaugenmerk auf der praktischen Erfahrung, der Qualitätszertifizierung und den Problemlösungsfähigkeiten des Lieferanten liegen.
Wenn Sie sich für JS Precision entscheiden, erhalten Sie die Hilfe eines Teams mit 15 Jahren Erfahrung in der Präzisionsfertigung und vertrauen darauf, dass wir bisher über 300.000 hochpräzise kundenspezifische Teile herstellen.
Mit einer Erfolgsbilanz von über 1000 Tier-1-Automobilzulieferern und großen Haushaltsgeräteherstellern weltweit können sie eine pünktliche Lieferung von 99,2 % garantieren und so das Risiko von Projektverzögerungen eliminieren.
Für den F&E- und Fertigungspartner, den Sie für die gasunterstützte Form auswählen, ist es wichtig, dass er Ihnen bei der Bewältigung der Probleme des Eindringens von Hochdruckstickstoff, von Angusssystemkonflikten und der Einhaltung enger Toleranzen helfen kann.
JS Precision hat über 500 gasunterstützte Gussprojekte für Hohlkomponenten in der Automobil- und Haushaltsgerätebranche abgeschlossen und bietet Ihnen wiederverwendbare und ausgereifte Lösungen.
Ein typisches Beispiel: Durch die Zusammenarbeit mit JS Precision als Partner gelang es einem Automobilunternehmen, das Gewicht seines Sitzlehnenrohrträgers um 22 % zu senken und die Massenproduktionsausbeute von 86 % auf 99,3 % zu steigern. Dies bedeutet, dass Sie mit demselben Kooperationsmodell Ihre eigenen Produktionskosten drastisch senken können.
Wenn Sie mit JS Precision zusammenarbeiten, profitieren Sie von einer Qualitätssicherung, die durch drei hoch angesehene Zertifizierungen unterstützt wird: ISO 9001:2015 , ISO 13485 und IATF 16949, die zusammen internationale Standards für die High-End-Fertigung abdecken.
Ausgestattet mit mehr als 20 fortschrittlichen Fünf-Achsen-CNC-Maschinen kann JS Precision Präzisionsbearbeitungen mit einer Toleranz von 0,005 mm durchführen und so die Genauigkeit von gasunterstützten Formen garantieren und die Wahrscheinlichkeit von Maßabweichungen erheblich reduzieren.
Der technische Support für Ihr Spritzgusswerkzeug ist nicht nur zeitnah mit einer Reaktionszeit von 15 Minuten oder weniger verfügbar, sondern Sie erhalten auch eine schnelle Antwort Wir stellen Ihnen kostenlos DFM-Analyse- und Simulationsvorhersagedienste zur Verfügung, mit denen Sie bis zu 80 % der mit der Massenproduktion verbundenen Risiken umgehen können.
Wenn Sie über diese soliden Daten, Fallstudien aus der Praxis und internationale Zertifizierungen verfügen, können Sie absolut auf gasunterstützte Formprojekte vertrauen, ohne sich Gedanken über Qualität und Effizienz machen zu müssen.
Laden Sie das White Paper zur gasunterstützten Formenauswahl herunter, um schnell die Kernpunkte der Auswahl von Spritzgusswerkzeugen zu verstehen und Auswahlfallen zu vermeiden.
Wie können Aluminiumspritzgussformen Kosten und Effizienz in gasunterstützten Prozessen in Einklang bringen?
Aluminium-Spritzgussformen sind eine hervorragende Möglichkeit, Kosten und Effizienz durch gasunterstütztes Formen in Einklang zu bringen. Sie sind in der Lage, die Kosten für die Probeformung um 35 % zu senken und außerdem die Lieferzyklen auf 2–3 Wochen zu verkürzen.
So senken Sie die Kosten für Versuch und Irrtum
Bei gasunterstützten Verfahren muss der Einspritzdruck normalerweise 30–50 % höher sein als beim normalen Spritzgießen.
Durch den frühzeitigen Einsatz von Aluminium-Spritzgussformen Prototyp eines Kunststoffformteils können Sie mehrere Konstruktionsiterationen bei geringeren Materialkosten und schnelleren Schnittgeschwindigkeiten durchführen, ohne die Präzision der Luftnadeldichtung zu beeinträchtigen.
Sie können Ihre Kosten für Versuch und Irrtum von 5.000 $ auf 3.250 $ senken und so Ihre Anfangsinvestition drastisch reduzieren.
Vorteil kürzerer Vorlaufzeiten
Es wurde geschätzt, dass Aluminiumformen die Verarbeitungszeit im Vergleich zu H13-Stahl, dem Material, das normalerweise für kundenspezifische Gasinjektionsformen verwendet wird, um etwa 40 % verkürzen.
Wenn Sie leichte Teile herstellen und diese sehr schnell auf dem Markt verkaufen möchten, können Sie mithilfe von Aluminium-Spritzgussformen Ihre PPAP-Verifizierung vor Ihren Mitbewerbern abschließen und die Massenproduktion zwei bis drei Wochen früher beginnen.

Abbildung 1: Eine Aluminium-Spritzgussform wird neben einem von ihr hergestellten schwarzen Kunststoffteil platziert und zeigt das komplizierte Hohlraumdesign der Form und die Präzision des fertigen Teils.
Wie erstellt man eine Form für den gasunterstützten Prozess? Lösung des Konflikts zwischen Gaskanälen und Toren
Sie können eine gasunterstützte Form entwickeln und Designstreitigkeiten zwischen Gaskanälen und Anschnitten lösen, indem Sie die Anschnittposition festlegen und die Gaskanalanordnung mit Moldflow simulieren.
Gasprioritäts-Penetrationswegkontrolle
Mit der Moldflow Gas Assist-Simulation können Sie die Gaseindringlänge in der Schmelze festlegen. Normalerweise werden 80–90 % der Wandstärke gesteuert.
Sie können die Verzögerungszeit regulieren und den Gasdruck anpassen (normalerweise 20–35 MPa), um sicherzustellen, dass das Gas die dickwandigen Bereiche und nicht die dünnwandigen Bereiche einnimmt.
Kurz gesagt handelt es sich dabei um eine Möglichkeit, einen separaten Kanal für das Gas zu konzipieren , damit es nicht entweicht und zu Produktausfällen führt.
Abgestimmtes Design von Toren und Gasnadeln
Der Anschnitt muss die Druckhaltung und den Schrumpfungsausgleich vor der Gasinjektion abgeschlossen haben. Die Position der Gasnadel muss von der Schweißnaht ferngehalten werden.
Im Prozess von wie man eine Form herstellt , müssen Sie sicherstellen, dass der Spalt zwischen der Gasnadel und der Armatur weniger als 0,01 mm beträgt, um Gasflecken zu vermeiden, die durch Austreten von Hochdruck-Stickstoffgas verursacht werden.
Was sind die kritischen Spritzgusstoleranzen für gasunterstützte Werkzeuge?
Die wesentlichen Spritzgusstoleranzen für gasunterstützte Formen liegen bei 0,01 mm, hauptsächlich um die Abdichtung des Gaswegs sowie die Maßhaltigkeit des Produkts sicherzustellen.
Wandstärkentoleranz und Schwindungsausgleich
Der gasunterstützte Prozess für glasfaserverstärkte Materialien wie PA6+GF30 verwendet einen Gasdruck im Allgemeinen zwischen 20 und 30 MPa, um den Innendruck konstant zu halten. Dies wiederum verringert die Schrumpfungsrate der Wandstärke von den üblichen 0,5 % bis 0,8 % auf 0,2 % bis 0,3 % , wodurch die Produktabmessungen weniger variabel werden.
Hohe Präzisionsgarantie für geometrische Toleranzen
Bei der Herstellung kundenspezifischer Gaseinspritzformen kann eine hochpräzise fünfachsige CNC-Maschine mit einer Genauigkeit von 0,005 mm für die Bearbeitung der Gaskanäle verwendet werden.
Wenn die Rundheitstoleranz des Nadelbefestigungslochs mehr als 0,005 mm beträgt, kommt es zu einem Hochdruckgasleck, das zu Defekten an der Innenwand des Produkts führt.
Einfach ausgedrückt ist dies so, als ob der Flaschenverschluss nicht fest auf der Flaschenmündung sitzt und selbst ein kleiner Spalt zum Austreten von Flüssigkeit führt. Wenn die Toleranz des Gasnadel-Installationslochs den Standard überschreitet, tritt Hochdruck-Stickstoffgas aus, was direkt zu Produktausschuss führt.
Wichtige Spritzgusstoleranznormen für gasunterstützte Formen
| Formteil | Maßtoleranz | Geometrische Toleranz | Oberflächenrauheit | Paarungsfreigabe |
| Luftnadel-Montageloch | ±0,005 mm | Rundheit 0,003 mm | Ra≤0,8μm | ≤0,01 mm |
| Luftkanal-Trennfläche | ±0,01 mm | Ebenheit 0,005 mm | Ra≤1,6μm | ≤0,02 mm |
| Anschnittbuchse | ±0,01 mm | Koaxialität 0,008 mm | Ra≤0,4μm | ≤0,015 mm |
| Formbasis-Führungssäule | ±0,008 mm | Geradheit 0,01 mm | Ra≤1,6μm | ≤0,02 mm |
| Produkthohlraum | ±0,01 mm | Kontur 0,015 mm | Ra≤0,2μm | - |
Holen Sie sich eine kostenlose DFM-Analyse zur genauen Kontrolle Spritzgusstoleranzen und das Risiko von Maßfehlern vermeiden.
Wie unterscheidet sich das Formen von Kunststoffprototypen vom gasunterstützten Verfahren?
Das gasunterstützte Kunststoffformen beruht im Wesentlichen auf verschiedenen Überprüfungen der Gasdurchdringungsstabilität und der Gaskanaltrockenheit und ist ein völlig anderer Prozess als das herkömmliche Probeformen.
Überprüfung der Länge der Gaseindringung:
Beim Prototypen-Kunststoffformen sollte durch Schneiden oder Röntgeninspektion überprüft werden, ob die Gaseindringlänge mindestens 95 % des Designwerts beträgt. Stellen Sie gleichzeitig sicher, dass der Eindringweg exakt dem voreingestellten Gaskanal entspricht, ohne Abweichungen oder Verzweigungen.
Überprüfung der Zeitsteuerung und der Druckkurve:
Für das Probegießen ist die Verwendung einer Spritzgießmaschine erforderlich, die mit einem Stickstoffgenerator und einer Zeitsteuerung ausgestattet ist.
Die Verzögerungszeit der Gaseinspritzung (die normalerweise zwischen 0,5 und 2 Sekunden liegt) und die Druckabfallkurve müssen genau beobachtet werden, um zu bestätigen, dass die Prototyp-Kunststoffformphase die Gasfülldynamik in der Massenproduktion nachahmen kann.
Wie gehen gasunterstützte Spritzgusswerkzeuge mit Hohlstrukturen um?
Gasunterstützte Spritzgusswerkzeuge ersetzen das mechanische Kernziehen, indem sie Hochdruckgas als Kern verwenden, was auch eine effiziente Entformung komplexer Hohlformen ermöglicht.
Herstellung röhrenförmiger Strukturen mit gebogener Natur
Bei der Herstellung von Rohrträgern für Autositzlehnen wird die kundenspezifische Gasinjektionsformen Direktes Gas, um geschmolzenes Material in gekrümmte Hohlräume zu drücken.
Das Gas wird dann nach dem Abkühlen abgelassen, so dass ein einzelnes, hohles Stück mit gleichbleibender Wandstärke, z. B. 2,5 mm ± 0,1 mm, zurückbleibt, wodurch die Schwächen herkömmlicher Schweißverbindungen umgangen werden.
Die Kernzieh-Entformungsherausforderung in eine Stärke verwandeln
Bei Hohlteilen mit Hinterschneidungen ermöglicht die gasunterstützte Technik die Entlüftung von Gas vor dem Öffnen der Form.
Hier wird durch die Druckdifferenz eine kernfreie Entformung erreicht, was den mechanischen Aufbau der Spritzgusswerkzeuge drastisch vereinfacht und zudem die Kosten für die Werkzeugwartung senkt.
Einfach ausgedrückt ähnelt es der Verwendung eines Ballons zum Aufblasen eines schmalen Schlauchs . Sobald die Luft abgelassen ist, zieht sich der Ballon zusammen, sodass das Objekt ohne zusätzliche mechanische Teile zum „Heraushebeln“ leicht herausgenommen werden kann, was wiederum zu einem geringeren Formverschleiß und Einsparungen bei den Wartungskosten führt.
Vergleichstabelle der Parameter von gasunterstützten Hohlstruktur-Spritzgusswerkzeugen
| Strukturtyp | Traditionelle Form | Gasunterstützte Spritzgusswerkzeuge | Vorteile/Unterschiede |
| Komplexität der Formstruktur | Hoch (Mehrfaches Kernziehen) | Niedrig (kein mechanisches Kernziehen) | 60 % Ermäßigung |
| Einzelproduktgewicht | 180g | 130g | 28 % Ermäßigung |
| Entformungsfehlerrate | 12 % | 0,2 % | 98 % Reduzierung |
| Wartungskosten für Formen | 800 $/Monat | 240 $/Monat | 70 % Ermäßigung |
| Massenproduktionsausbeute | 85 % | 99,2 % | 14,2 % Verbesserung |
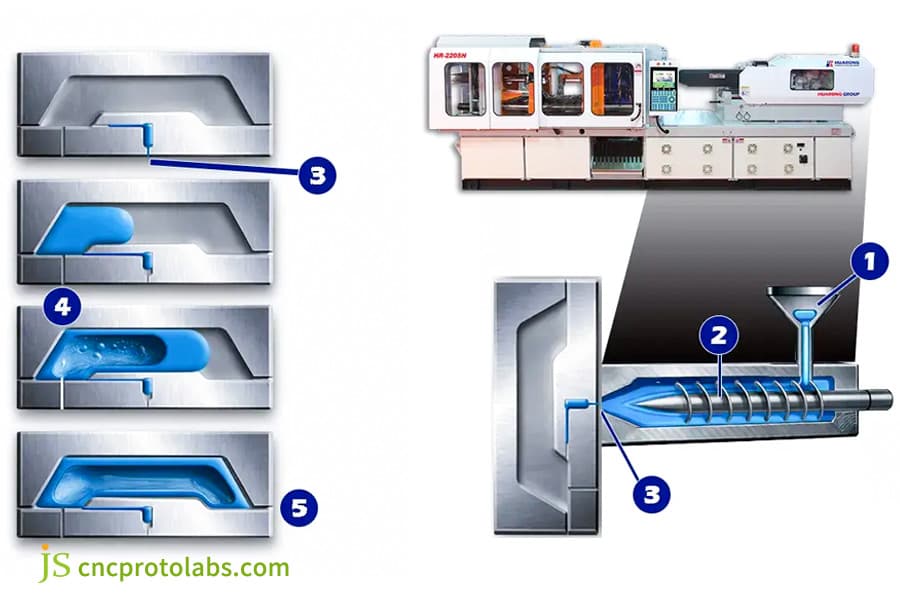
Abbildung 2: Ein technisches Diagramm, das den gesamten gasunterstützten Spritzgussprozess veranschaulicht, vom Kunststoff-Einfülltrichter bis zur Einspritzung in den Formhohlraum.
Wie wählt man Materialien und Stähle für kundenspezifische Gasspritzgussformen aus?
Sie können entweder H13- oder 420SS-Edelstahl mit Nitrierbehandlung wählen und auch Materialien in Betracht ziehen, die für gasunterstützte Prozesse geeignet sind (gemäß ASTM A681-20-Standards ) für kundenspezifische Gasinjektionsformen.
Der Bedarf an scheuerbeständigen Materialien
Glasfasermaterialien mit Verstärkungen werden im Allgemeinen mit sehr hohem Druck verwendet, und die Einspritzgeschwindigkeit kann bis zu 200 mm/s erreichen. Beim Einspritzen führen sie zu sehr starker Erosion an den Angussstellen und Luftnadeln der Formen.
Die Verwendung von pulvermetallurgischem Stahl wie ASP23 beispielsweise zur Herstellung der Luftnadel kann deren Lebensdauer von 50.000 auf über 500.000 Formteile verlängern.
Zur Verdeutlichung: Es ist dasselbe, als würde man Hochdruckwasser verwenden, um kontinuierlich mit der Wasserrohrverbindung zu kollidieren. Die normalen Gelenke würden schnell verschleißen und undicht werden, wohingegen die verstärkten Gelenke dem Aufprall lange standhalten könnten. Und ebenso wichtig ist auch die Auswahl der Materialien für Luftnadeln.
Korrosionsschutz und thermisches Ermüdungsmanagement
Bei der schnellen Druckentlastung verursacht Hochdruckstickstoff einen Kälteeffekt, der zu thermischen Ermüdungsrissen in der Formoberfläche führt. Die von Ihnen verwendeten kundenspezifischen Gasinjektionsformen sollten über einen speziellen Formtemperaturregler verfügen, der die Formtemperatur im Bereich von 80–120 °C hält.
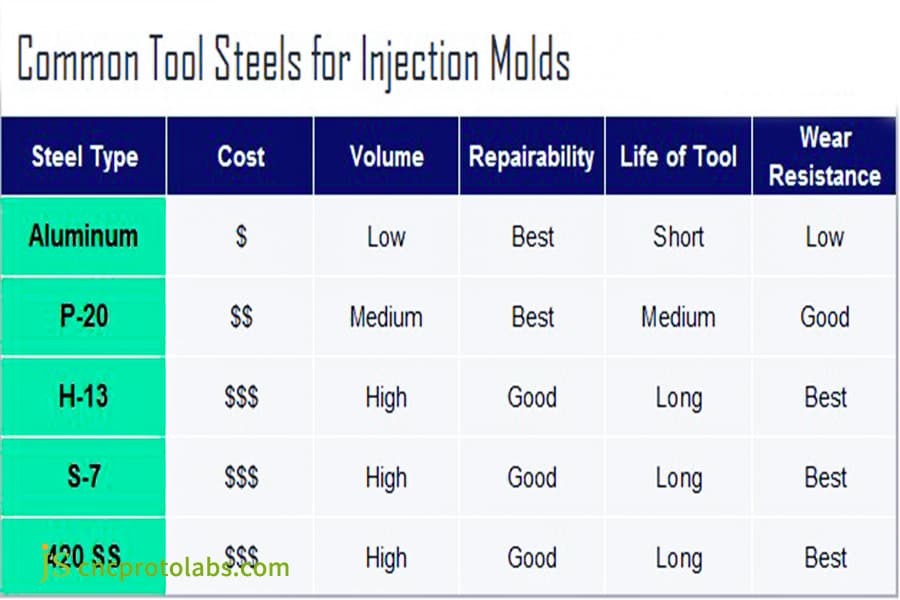
Abbildung 3: Eine Vergleichstabelle mit dem Titel „Gemeinsame Werkzeugstähle für Spritzgussformen“, in der Materialien wie Aluminium, P-20 und H-13 anhand von Kosten, Produktionsvolumen, Reparaturfähigkeit, Werkzeuglebensdauer und Verschleißfestigkeit bewertet werden.
Optimiert Ihr Lieferant gasunterstützte Spritzgusswerkzeuge hinsichtlich der Kosten?
Aus finanzieller Sicht sind gasunterstützte Spritzgusswerkzeuge zunächst 15–20 % teurer. Wenn wir jedoch die Einsparungen durch den geringeren Materialverbrauch und kürzere Produktionszyklen berücksichtigen, wird sich die Investition nach einigen Monaten (6–12) amortisieren. Das Unternehmen, das die Werkzeuge herstellt, bietet Ihnen sogar eine Kostenaufschlüsselung an.
Materialeinsparungsanalyse
Auf diese Weise können Sie die dickwandigen Bereiche mit dem Gas belüften, wodurch die Masse des Teils um 20–30 % verringert werden kann.
Bei Automobilkomponenten mit einem jährlichen Umsatz von 500.000 Einheiten können Sie davon ausgehen, dass allein durch den Einsatz jährlich etwa 100.000 bis 150.000 US-Dollar an Materialkosten eingespart werden gasunterstützte Spritzgusswerkzeuge .
Quantitative Vorteile der Zykluszeitverkürzung
Die gasunterstützte Technik nutzt das Gas im Inneren, das einen kühlenden Effekt hat, um die Kühldauer um etwa 20–30 % zu reduzieren. Durch den Einsatz von Aluminium-Spritzgussformen, die für ihre schnelle Wärmeabfuhr bekannt sind, kann der Gesamtzyklus von 60 Sekunden auf weniger als 45 Sekunden verkürzt werden, was eine enorme Steigerung der Produktionskapazität bedeutet.
Vergleichstabelle zum Kostenvorteil zwischen gasunterstützten Formen und herkömmlichen Formen
| Kostendimension | Traditionelle Spritzgussform | Gasunterstützte Spritzgusswerkzeuge | Umsatzergebnisse |
| Anfängliche Formkosten | 10.000 $ | 11.800 $ | Anschaffungskosten 18 % höher |
| Materialkosten pro Stück | 2,5 USD | 1,95 USD | 22 % Ermäßigung pro Stück |
| Einzelstück-Zykluszeit | 65 Sekunden | 48 Sekunden | Effizienz um 26 % gesteigert |
| Jährliche Wartungskosten | 9.600 USD | 2.880 USD | Wartungsaufwand um 70 % reduziert |
| Amortisationszeit | 18 Monate | 7 Monate | Um 61 % verkürzt |
Erhalten Sie vollständige Prozessangebote für gasunterstützte Spritzgusswerkzeuge, um Platz für Kostensenkungen in der Massenproduktion zu schaffen.
Fallstudie von JS Precision: Türgriff-Leichtbauprojekt eines deutschen Tier-1-Zulieferers
Sobald wir die Funktionsweise von gasunterstützten Formen gründlich verstanden haben, können Sie unsere Arbeit anhand einer Fallstudie sehen. Der Fall stellt den gesamten Prozess von der Problemlösung bis zur profitablen Massenproduktion vollständig dar.
Projektschwierigkeiten
Ein deutscher Tier-1-Zulieferer möchte Langarm-Türgriffe mit einer Länge von 380 mm herstellen. Die Ausgangsidee besteht darin, das herkömmliche Spritzgussverfahren einzusetzen.
Das Produkt hat eine ungleichmäßige Wandstärke, wobei der dickste Teil 8 mm und der dünnste Teil 2,5 mm beträgt, was zu starken Schrumpfungsspuren führt verziehende Verformung , mit einer Ebenheitsabweichung von 0,8mm.
Das Produkt ist solide und wiegt ein einzelnes Stück 180 g, wodurch die Leichtbauziele der OEMs nicht erreicht werden können, und die Produktionsausbeute der Massenproduktion beträgt nur 82 %.
Lösung
1. Passen Sie exklusive gasunterstützte Spritzgusswerkzeuge individuell an:
Wir personalisieren gasunterstützte Formen je nach Projekt. Wählen Sie H13-Stahl und führen Sie eine Oberflächennitrierungsbehandlung durch, um die Formhärte auf HV1000-Niveau zu erhöhen und so den Anforderungen an die Verschleißfestigkeit bei gasunterstützten Hochdruckverfahren zu entsprechen.
2.Optimieren Sie das Atemwegsdesign und die Parametereinstellungen:
Durch die Durchführung der Moldflow Gas Assist-Simulation ermitteln wir nicht nur die optimale Position der Atemwege, sondern bestimmen auch genau die Gasverzögerungszeit von 1,2 Sekunden und den Gasdruck von 28 MPa, um das Auftreten einer außer Kontrolle geratenen Gaspenetration zu vermeiden.
3. Spritzgusstoleranzen streng kontrollieren:
Eine Seite ist zu verwenden Fünf-Achsen-CNC für die Bearbeitung von Passlöchern für Gasnadeln. Andererseits müssen die Schlüsseltoleranzen streng auf 0,005 mm begrenzt werden, um das Austreten von Hochdruckstickstoff zu vermeiden und die Produktqualität sicherzustellen.
4.Schnelle Iteration und Überprüfung des Formversuchs:
Es ist möglich, drei schnelle Iterationen des Formentwurfs mithilfe der Aluminium-Spritzgussformen durchzuführen, Prototypen des Kunststoffspritzens auf einer mit einem Stickstoffgenerator ausgestatteten Maschine durchzuführen und durch CT-Scannen den Grad der Gasdurchdringung zu überprüfen , um die Machbarkeit einer Massenproduktion sicherzustellen.
Endergebnis
Das Produktgewicht wurde von 180 g auf 130 g reduziert, was einer Gewichtsreduzierung von 28 % entspricht und den Leichtbauanforderungen entspricht. Die Ebenheit des Produkts bleibt innerhalb von 0,2 mm, es sind überhaupt keine Einfallstellen sichtbar und es kann den Straßentest für Haltbarkeit bestehen.
Die Projektdauer wurde um 40 % verkürzt, die Zykluszeit für die Massenproduktion wurde von 65 Sekunden auf 48 Sekunden verkürzt, die Kosten für ein einzelnes Materialstück wurden um 22 % gesenkt, die jährlichen Kosteneinsparungen betragen 120.000 US-Dollar und die Ausbeute der Massenproduktion wurde auf 99,2 % verbessert.
Passen Sie Ihre Leichtbaulösung für gasunterstützte Formen individuell an und realisieren Sie schnell die Massenproduktion von Hohlteilen.
FAQs
F1: Wie viel teurer sind gasunterstützte Spritzgussformen als herkömmliche Formen?
Die Kosten für gasunterstützte Spritzgussformen liegen im Allgemeinen 15–25 % über denen herkömmlicher Formen. Die Vorteile der Materialeinsparung und der Produktionseffizienz, die sich aus der Anfangsinvestition ergeben, können in 6–12 Monaten verfügbar sein.
F2: Kann die Aluminiumform dem hohen Druck des gasunterstützten Prozesses standhalten?
Wärmebehandelte Aluminium-Spritzgussformen können dem hohen Druck gasunterstützter Prozesse standhalten. Für kleine und mittlere Chargen und Prototypenverifizierungsfälle können sie Gasdrücken von bis zu 35 MPa standhalten, um den Nutzungsanforderungen gerecht zu werden.
F3: Wie kann verhindert werden, dass Gas beim Eindringen durch den dünnwandigen Bereich strömt?
Mithilfe der Moldflow-Simulation können Sie die Gasverzögerungszeit und die Druckkurve sehr genau steuern, sodass die Dicke der erstarrten Schicht an der Schmelzfront ausreicht, um effektiv zu verhindern, dass das Gas durch den dünnwandigen Bereich bläst.
F4: Welche besonderen Anforderungen stellen gasunterstützte Formen an Spritzgießmaschinen?
Gasunterstützte formunterstützende Spritzgießmaschinen müssen mit einem Stickstoffgenerator mit Zeitsteuerung ausgestattet sein. Darüber hinaus sollte die Dichtleistung des Schraubenrückschlagrings dem Standard entsprechen, um produktionsbedingte Probleme durch Hochdruckgasrückfluss zu verhindern.
F5: Wie hoch kann die Maßtoleranz mit dem gasunterstützten Verfahren erreicht werden?
Gasunterstütztes Formen ist im Allgemeinen in der Lage, innerhalb des Spritzgusstoleranzbereichs zu arbeiten. Die kritische Maßtoleranz kann auf 0,01 mm kontrolliert werden, während die nicht kritische Maßtoleranz bei 0,05 mm gehalten werden kann.
F6: Kann der gasunterstützte Prozess Innengewinde oder komplexe Strukturen erzeugen?
Leider ist das gasunterstützte Verfahren nicht in der Lage, ein Innengewinde direkt herzustellen. Man kann zuerst das hohle Grundteil formen und dann sekundäre Methoden wie Gewindeschneiden anwenden, um die Funktion des Verbindungsgewindes des Produkts zu erreichen.
F7: Sind die Gasparameter von Prototyp-Kunststoffformteilen und Massenproduktionsformen gleich?
Sie sind nicht gleich. Der Prototyp-Schimmelpilztest dient lediglich der Überprüfung des Gaslecktrends. Der serienmäßig hergestellte Formstahl weist eine unterschiedliche Wärmeleitfähigkeit auf, daher müssen die Druck- und Temperaturparameter neu optimiert werden.
F8: Wie lange dauert es, bis JS Precision einen Satz gasunterstützter Formen herstellt?
JS Precision Standardlieferzeit für Aluminium-Spritzgussformen beträgt 2–3 Wochen und für kundenspezifische Gasspritzgussformen aus Stahl 4–6 Wochen, einschließlich des Simulationsdesignprozesses.
Zusammenfassung
Spritzgusswerkzeuge spielen im gasunterstützten Prozess eine grundlegende Rolle. Nur durch die Auswahl eines Partners, der Moldflow-Simulation, Fünf-Achsen-Präzisionsbearbeitung und Hochdruck-Formversuchsfunktionen bietet, können Sie das Problem der Massenproduktion von Hohlteilen mit Sonderform lösen.
Aluminiumspritzgussformen dienen der schnellen Überprüfung der Lösung, kundenspezifische Gasspritzgussformen dienen der Stabilisierung der Massenproduktion und das gesamte gasunterstützte System ermöglicht es, die drei Hauptziele Leichtbau, Kostenreduzierung und Effizienzsteigerung zu erreichen.
Wenden Sie sich umgehend an JS Precision Wir bieten Ihnen einen ausführlichen Machbarkeitsbericht für gasunterstützte Formen an. Der einzige Ort, der den gesamten Prozess der Erstellung eines Formdesigns, der Auswahl des Spritzgusswerkzeugs und der Herstellung kundenspezifischer Gasspritzgussformen bietet.
Ihr Hohlbauteil-Projekt wird schnell umgesetzt und rentabel.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

