

Les composants en plastique moulés par injection constituent l'épine dorsale de la fabrication automobile, tandis que l'outillage des moules d'injection est essentiel pour garantir leur précision et leur durabilité.
Les services d'outillage de moulage par injection peuvent aider les pièces automobiles à respecter des tolérances de 0,01 mm, à résoudre les problèmes liés à la déformation à haute température et à aider les équipementiers à réduire les délais de livraison de 30 % grâce à l'analyse DFM, permettant ainsi de surmonter les difficultés de fabrication des pièces sous le capot et des pièces intérieures.
L’allègement et la forte intégration sont deux objectifs majeurs de l’industrie automobile actuelle qui conduisent souvent les constructeurs à rencontrer des problèmes tels que de longs cycles de moulage pour les pièces structurelles complexes et la déformation thermique des pièces.
Ce guide explore comment surmonter les difficultés de fabrication liées au moulage par injection grâce à l'optimisation de la conception des moules pour composants plastiques, la maîtrise des paramètres et la sélection de matériaux de haute qualité . Plus concrètement, il explique les normes de tolérance, le choix des matériaux et comment minimiser l'impact sur les délais de livraison.
Résumé de la solution de base pour l'outillage de moulage par injection
Dimensions techniques clés | Solutions techniques de base et normes de paramètres | Valeur fondamentale que vous obtiendrez |
Technologie de moulage de précision | En utilisant l'acier à moule haute performance H13/S136 et en effectuant un traitement thermique de 48 à 52 HRC, la durée de vie de l'outillage de moule en plastique sur mesure peut dépasser 500 000 cycles. | Éliminer les soucis liés à la production à long terme, atteindre une très haute précision dimensionnelle, ne pas avoir d'interférences d'assemblage et réduire considérablement les coûts totaux de maintenance tout au long du cycle de vie. |
Application en environnement difficile | Pour les composants en plastique sous le capot, la technologie de contrôle dynamique de la température du moule est combinée à l'application du matériau PA66+GF à haute fluidité. | Surmontez le problème de défaillance à haute température, résolvez le problème de déformation des pièces dans un environnement extrême de 150 °C grâce à une compensation de processus et assurez-vous de réussir le test de durabilité du véhicule. |
Coût et rapidité de réponse | Fournir un devis de moulage par injection avec une analyse DFM sous 24 heures et des suggestions d'optimisation de la disposition des moules multicavités. | Accélérez le lancement de vos produits, identifiez les défauts de conception à l'avance et évitez 90 % des risques de retouches lors de l'ouverture du moule. |
Contrôle de tolérance | Un centre d'usinage CNC de haute précision de 24 000 tr/min est utilisé, associé à une machine de mesure tridimensionnelle Zeiss pour garantir une tolérance de ±0,01 mm. | Évitez les écarts d'assemblage irréguliers, assurez la stabilité dimensionnelle des pièces et respectez les normes strictes des équipementiers. |
Points clés à retenir :
- Normes de précision : Les tolérances des composants intérieurs automobiles doivent être strictement contrôlées à 0,05 mm près afin d’éviter les risques de qualité résultant de jeux d’assemblage irréguliers.
- Garantie de performance : Pour les pièces sous le capot, le choix d'une quantité de matériau PA66+GF de haute qualité est obligatoire pour avoir l'endurance dans des conditions de cyclage thermique de 150℃ et être capable de fonctionner.
- Stratégie de réduction des coûts : Grâce à la refonte de la disposition des cavités et du système de canaux chauds du moule en plastique personnalisé, il est possible de réduire le coût de production par pièce jusqu’à 40 %.
- Contrôle des risques : Le choix de fournisseurs possédant principalement la certification IATF 16949 et capables de fournir une évaluation DFM avant production permet d'éviter 90 % du risque de retouche des moules.
Comment les services d'outillage de moulage par injection de JS Precision peuvent-ils optimiser vos composants automobiles ?
Forts de 20 ans d'expertise dans le secteur , nous avons parfaitement cerné les difficultés rencontrées par les constructeurs automobiles utilisant l'outillage de moulage par injection. Parmi ces difficultés figurent le manque de précision, la déformation des pièces plastiques lors du chauffage, les retards de livraison et la flambée des coûts. Grâce à notre expérience acquise sur des milliers de projets , nous proposons des solutions directement applicables.
Le problème de fissuration des pièces en plastique a été résolu grâce à l'étude de cas d'un client nord-américain du secteur automobile. Les pièces qui cassaient étaient dues à une résistance insuffisante des lignes de soudure, alors qu'elles devaient respecter une tolérance très stricte de 0,02 mm. En travaillant sur le point d'injection, les canaux d'évacuation des gaz et la température du moule, nous avons validé les pièces pour un test de durabilité de 1 000 heures, ce qui a permis de réduire le taux de rebut de 12 % à 0,5 %.
Nos travaux/services peuvent être documentés conformément à la norme ISO 13485:2016 , la fabrication du moule utilisant l'acier standard ASTM A681 H13 (après traitement thermique 48-52 HRC), ce qui conduit à une durée de vie du moule 30 % plus longue que la moyenne de l'industrie.
Grâce à l'analyse de l'écoulement du matériau, nous repensons les composants plastiques moulés par injection afin d'aider nos clients à réduire leur consommation de matière de 30 % sans compromettre la résistance . Certifiés par des fournisseurs de matériaux tels que BASF et DuPont, nous proposons également des conseils pour optimiser le choix des produits.
Choisir un partenaire fiable pour l'outillage de moulage par injection peut vous aider à réduire jusqu'à 80 % des risques de production. Si vous rencontrez des difficultés liées à des tolérances de précision ou à la déformation à haute température, contactez nos ingénieurs experts pour une évaluation gratuite de la faisabilité de votre projet et pour bénéficier de solutions d'optimisation personnalisées.
Pourquoi les composants en plastique moulés par injection sont-ils essentiels à la sécurité automobile ?
Les composants automobiles contribuent de manière prépondérante au niveau global de bruit, de vibrations et de dureté (NVH) du véhicule, ainsi qu'à sa sécurité passive. Le choix de composants en plastique moulés par injection est déterminant. L'utilisation de polymères à haute résistance aux chocs, associée à un usinage de moule de haute précision , garantit la résistance des pièces fabriquées aux contraintes extrêmes, assurant ainsi la sécurité de conduite.
Tests environnementaux rigoureux des composants sous le capot
Les composants en plastique situés sous le capot sont soumis à une exposition prolongée à des températures élevées (150 °C) et à la corrosion chimique ; ils doivent donc présenter des propriétés exceptionnelles . Les plastiques ordinaires ne résistent pas à ces conditions, ce qui rend indispensable l’utilisation de plastiques techniques spécialement conçus à cet effet.
Le matériau PA66+30%GF possède une résistance à la traction d'environ 150 MPa et une résistance aux chocs entaillée de 10 kJ/m , toutes deux suffisantes pour surmonter les problèmes de cyclage thermique sous le capot d'après les résultats des tests, tandis que le matériau PP ordinaire subira une déformation importante à 120 °C.
Le choix des matériaux, la conception du moule et les opérations de moulage par injection sont les principaux facteurs déterminant la qualité des pièces automobiles moulées par injection sur mesure. Grâce à l'analyse de l'écoulement du matériau dans le moule, nous trouvons un équilibre entre la prédiction de la cavitation et des lignes de soudure afin d'optimiser les paramètres et garantir ainsi que les pièces répondent aux normes structurelles.

Figure 1 : Divers composants en plastique automobile, y compris les poignées et les pièces sous le capot.
Comment un service professionnel d'outillage de moulage par injection peut-il atteindre une tolérance de ± 0,01 mm ?
Pour atteindre un niveau de tolérance de 0,01 mm dans les opérations de fabrication de moules, le service professionnel d'outillage de moules d'injection doit utiliser un centre d'usinage CNC de haute précision de 24 000 tr/min, un contrôle stable de la température, un traitement secondaire de relaxation des contraintes du moule et un étalonnage de la machine de mesure tridimensionnelle Zeiss CMM.
Machines d'usinage de précision et environnement approprié
Notre centre d'usinage CNC de pointe offre une précision de positionnement de 0,002 mm et une vitesse de broche de 24 000 tr/min, suffisante pour l'usinage de précision de cavités complexes. De plus, l'atelier d'usinage est maintenu à une température constante (1 °C) afin d'éviter toute variation de température susceptible d'affecter les dimensions du moule.
Sélection des matériaux pour la fabrication des moules et les cycles de traitement thermique
Dans nos efforts, la première et principale chose que nous faisons est de rechercher l'acier à moules ASSAB 88 (avec une dureté de 58-60 HRC) qui a été soumis à un processus de revenu secondaire pour éliminer les contraintes internes et ainsi empêcher la déformation du moule.
Nous pouvons également utiliser une technologie de fraisage dur à grande vitesse afin de contrôler la rugosité de la surface du moule en dessous de Ra 0,4, ce qui minimise les pertes de démoulage de la pièce.
Lien de traitement | Équipement/Processus | Paramètres principaux | Effet de garantie de tolérance |
Usinage de cavités | CNC de haute précision | Vitesse de rotation 24 000 tr/min, précision de positionnement ±0,002 mm | Écart dimensionnel de la cavité ≤±0,005 mm |
Traitement thermique | Double trempe | Température 580°C, maintien au chaud pendant 2 heures | Éliminez plus de 95 % du stress interne |
Inspection de précision | Mesure de coordonnées par machine à mesurer tridimensionnelle Zeiss | Précision de mesure ±0,001 mm | Garantir une tolérance globale de ±0,01 mm |
Traitement de surface | Fraisage dur à grande vitesse | Rugosité de surface Ra 0,4 | Réduire l'écart dimensionnel des pièces |
Des tolérances de l'ordre du micron permettent d'éviter efficacement les jeux d'assemblage irréguliers des pièces automobiles, améliorant ainsi la qualité des produits. Si votre projet nécessite un service d'outillage de moulage par injection avec une tolérance de ±0,01 mm, contactez-nous pour un test de faisabilité de précision gratuit et une solution de traitement de moule personnalisée.
Comment prévenir la déformation thermique lors de la fabrication de composants plastiques de haute qualité ?
Afin d'éviter la déformation thermique des composants plastiques sous le capot, les principales mesures consistent essentiellement en une « compensation de l'épaisseur asymétrique des parois » et une « courbe de pression de maintien optimisée », conformément aux principes fondamentaux. Concernant les matériaux renforcés de fibres de nylon, pour obtenir une différence de température de surface du moule de 3 °C, la pression du refroidisseur et la configuration des canaux d'eau doivent être contrôlées avec une grande précision.
Paramètres du procédé de moulage par injection : un contrôle très précis
Les nervures ne seront exemptes de retrait que si la durée de maintien de la pression dépasse la moitié du cycle de refroidissement. Voici un résumé des paramètres de notre procédé de moulage par injection :
Vitesse d'injection, 50-80 mm/s, pression de maintien, 70-80 % de la pression d'injection et temps de refroidissement, 15-30 s, qui sont tous capables d'atténuer les problèmes d'orientation moléculaire des matériaux PA66+GF.
Conception des canaux d'évacuation d'eau du moule et compatibilité des matériaux
Pour maintenir l'écart de température du moule en dessous de 3 °C, nous privilégions une conception équilibrée des canaux d'eau. Par ailleurs, nous utilisons des matériaux adaptés, comme ceux-ci :
Le matériau PPS (température de déformation thermique, 260℃) est destiné aux environnements supérieurs à 150℃, et le matériau PA66+30%GF est dédié aux températures moyennes qui entraînent une déformation plus difficile.
Comment équilibrer le coût initial et la tarification à long terme grâce à un outillage de moulage plastique sur mesure ?
Lors de la phase d'outillage sur mesure pour moules en plastique, l'utilisation d'acier à haute dureté et d'une configuration multicavité, bien qu'elle n'augmente que légèrement l'investissement initial, peut réduire le temps de cycle de moulage de 20 % et le taux de rebut de 0,5 % , ce qui conduit à un coût total de cycle de vie minimal par pièce en plastique moulée par injection.
Logique de calcul du coût total du cycle de vie
Un devis professionnel pour le moulage par injection ne doit pas se limiter au seul coût d'ouverture du moule initial. Nous prenons en compte le coût total de possession (CTP) des pièces sur une période de 3 à 5 ans.
Le modèle de calcul principal est :
Coût total de possession = [Investissement initial en actifs dans le moule de précision] + ([Coût des matières premières + Frais de traitement horaires] × Production totale).
Sélection de solutions de moulage pour différents scénarios
En fonction du volume de production annuel du client et du prix unitaire des matériaux, nous proposons à nos clients des solutions d'outillage de moulage plastique sur mesure comme celle-ci :
1. Une production annuelle > 100 000 si l'utilisation d'acier à haute dureté S136 permettra non seulement de prolonger la durée de vie de l'outil, mais aussi de réduire le coût unitaire, ce qui permettra de réaliser une économie de plus de 30 % sur les coûts totaux à terme.
2. Matériau dont le prix unitaire est supérieur à 6,0 $/kg : Bien qu'une configuration de système à canaux chauds augmente le coût initial, ce système élimine complètement le gaspillage de matériau de carotte, permettant ainsi de récupérer l'investissement en 6 mois.
3. L’acier pré-trempé de qualité inférieure ne doit pas être utilisé pour les pièces structurelles du compartiment moteur. Le coût de réparation des déformations du moule qui en résulteraient serait bien supérieur aux 15 % d’économies initialement prévues dans le budget.
Production annuelle | Prix unitaire du matériau | Sélection d'acier à moule | Configuration du canal chaud | Délai de récupération estimé de l'investissement |
≤50 000 pièces | ≤ 4,0 $/kg | H13 | Non | Aucun |
50 000 à 100 000 pièces | 4,0 à 6,0 $/kg | H13/S136 | Facultatif | 8 à 12 mois |
≥100 000 pièces | ≥ 6,0 $/kg | S136 | Oui | 4 à 6 mois |
≥ 200 000 pièces | N'importe lequel | S136 | Oui | 3 à 4 mois |
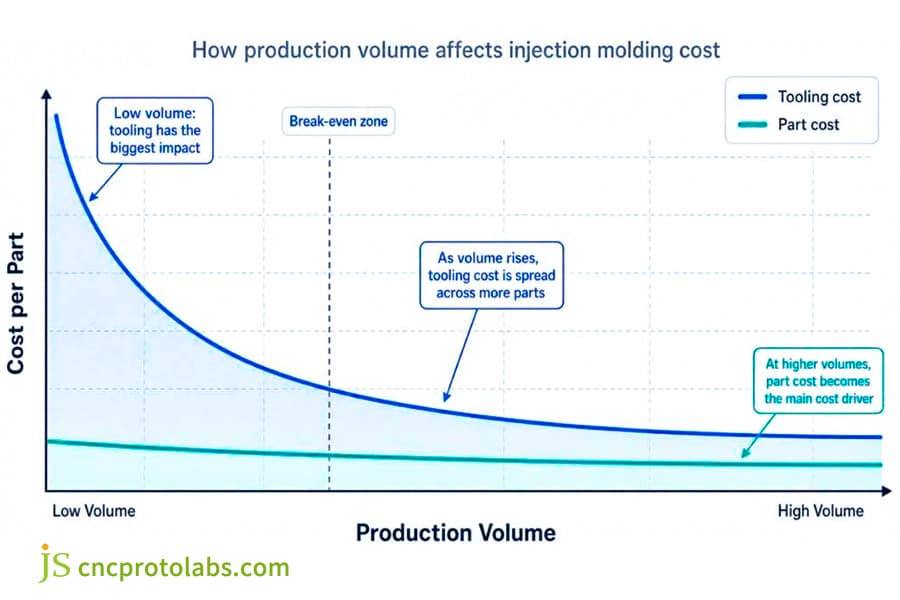
Figure 2 : Graphique montrant le volume de production en fonction du coût par pièce pour le moulage par injection.
Étude de cas : Comment JS Precision résout-elle le problème de fissuration des composants en plastique moulés par injection pour les couvercles de ventilateurs automobiles ?
Le cache du ventilateur automobile est une pièce en plastique essentielle située sous le capot d'un véhicule. Il doit résister à une chaleur extrême de 150 °C et aux vibrations dues à une rotation à grande vitesse, ce qui exige une précision et une robustesse très élevées. Nous avions déjà résolu le problème de fissuration des pièces en plastique moulées par injection pour des fabricants nationaux, et notre savoir-faire est directement applicable.
Défis du projet
Le carter de ventilateur utilisé par le client était fabriqué en PA66+30%GF avec une tolérance dimensionnelle de 0,03 mm . En raison d'une résistance de la ligne de soudure inférieure au niveau attendu, la pièce se cassait fréquemment, entraînant un taux de rebut de 12 %. Malgré de nombreuses modifications, aucun résultat satisfaisant n'a été obtenu.
Les principaux objectifs étaient de résoudre le problème de fissuration, de réduire le taux de rebut à moins de 1 % et de réussir un test de durabilité de 1000 heures.
JS Precision Solution
Dans un premier temps, notre équipe d'ingénierie a réalisé une analyse des défaillances au niveau des fissures des pièces. Elle a constaté que les ruptures des soudures se produisaient principalement à la jonction des pales du couvercle du ventilateur et de la base. Les causes profondes étaient une conception défectueuse du point d'injection et une ventilation insuffisante du moule , entraînant une fusion partielle du matériau plastique. Nous avons procédé à une série d'optimisations en trois phases :
1. Nous avons repensé le point d'injection latéral et l'avons déplacé à l'embase de la pale. Cela permet au plastique fondu de se déplacer dans le sens de la pale, ce qui réduit la formation de lignes de soudure et, puisque le point d'injection est désormais dissimulé à l'embase de la pale, évite toute marque d'injection qui nuirait à l'aspect de la pièce.
2. Nous avons approfondi les évents du moule à 0,02 mm et ajouté trois points d'évacuation aux endroits où les lignes de soudure étaient plus visibles. Ainsi, les gaz produits lors du moulage par injection sont évacués à temps, ce qui prévient les défaillances structurelles dues à la cavitation.
3. Nous avons ensuite modifié les paramètres du procédé de moulage par injection. La température du moule a été portée à 120 °C et la pression de maintien a été maintenue pendant 25 s, soit 55 % du cycle de refroidissement. Après ces modifications, la fusion moléculaire s'est renforcée au niveau de la ligne de soudure , ce qui a amélioré la résistance de cette dernière.
- Leçon tirée de l'échec :
Lors du premier essai, une simple modification de la pression de maintien n'a pas permis d'améliorer la ventilation, ce qui a entraîné un échauffement irrégulier des pièces et des brûlures localisées. Afin de permettre l'évacuation des gaz et des résidus de combustion, et d'éviter toute surchauffe, nous avons donc intégré un canal de trop-plein, ce qui a permis de résoudre complètement le problème.
Résultats finaux
Après optimisation, le couvercle du ventilateur a non seulement résolu définitivement le problème de fissuration, mais a également apporté plusieurs autres avantages. Mille heures de tests de durabilité ont permis de réduire drastiquement le taux de rebut à seulement 0,5 %, de raccourcir le cycle de moulage de 45 s à 36 s, d'accroître l'efficacité de la production de 20 % et, de surcroît, de diminuer le coût unitaire.
- Témoignage client : « JS Precision a réalisé une analyse de défaillance remarquable et a fait preuve d’un grand professionnalisme technique. Ils ont résolu très rapidement le problème de fissuration qui nous préoccupait depuis longtemps. Cela en fait un partenaire fiable pour l’outillage de moulage par injection . »
Nous avons résolu des centaines de problèmes similaires liés au moulage de pièces automobiles . Si vos composants en plastique moulés par injection présentent également des fissures, des déformations ou d'autres problèmes, veuillez consulter notre étude de cas complète pour des solutions ciblées ou contacter nos ingénieurs pour une consultation personnalisée.

Figure 3 : Pièce moulée par injection pour couvercle de ventilateur automobile noir.
Pourquoi le moulage par injection automobile sur mesure nécessite-t-il une évaluation DFM approfondie ?
Une analyse de fabricabilité (DFM) permet de détecter jusqu'à 90 % des problèmes de fabricabilité avant le lancement de la production. Parmi les différents types de défauts, pour les composants plastiques complexes situés sous le capot, l'une des principales causes de la formation de cavités de retrait sous vide est une conception inadéquate de l'épaisseur des parois. Ainsi, une analyse DFM approfondie est essentielle à la production de pièces automobiles sur mesure moulées par injection.
Objectif principal de l'évaluation DFM
En réalisant une analyse DFM approfondie, nous pouvons optimiser la conception avant la production du moule, évitant ainsi les défauts de conception et réduisant les coûts liés aux modifications ultérieures. Nous prenons principalement en compte trois aspects : l’angle de dépouille, l’uniformité de l’épaisseur des parois et la gestion des angles vifs, car ils influencent fortement la qualité des pièces moulées et la productivité.
Aspects importants de l'évaluation DFM
En matière de moulage par injection automobile sur mesure , notre évaluation DFM vous fournit des propositions d'optimisation détaillées, qui incluent les points importants suivants :
- Angle de dépouille : Pour éviter les rayures lors du démoulage et l’usure du moule, un angle de dépouille de 3° est nécessaire pour les pièces à cavité profonde.
- Conception de l'épaisseur des parois : L'épaisseur des parois des pièces situées sous le capot doit être comprise entre 2,0 et 3,0 mm afin d'éviter les cavités de retrait et les déformations dues à des variations importantes d'épaisseur.
- Conception des mécanismes : Dans le cas de pièces structurelles complexes, concevez les glissières et les mécanismes d’éjection de manière logique afin de permettre un démoulage en douceur et d’assurer la précision dimensionnelle.
Une analyse DFM approfondie peut vous faire économiser du temps et de l'argent sur les modifications de moules, garantissant ainsi le bon déroulement de votre projet de moulage par injection automobile sur mesure. Pour obtenir une analyse DFM gratuite, soumettez les dessins 3D de votre pièce ; nos ingénieurs vous fourniront un rapport d'analyse détaillé sous 24 heures.
Quels sont les principaux paramètres techniques à fournir pour obtenir des devis précis en matière de moulage par injection ?
Pour obtenir un devis précis de moulage par injection, outre les dessins 3D, il convient de préciser le type de matériau, les besoins annuels, la qualité d'aspect souhaitée et si un traitement secondaire est prévu. Ces éléments déterminent le choix de l'acier utilisé pour la fabrication d'outillage de moules plastiques sur mesure.
Présentation détaillée des principaux paramètres techniques
Tous ces facteurs influencent l'identification du devis réel.
1. Dessins 3D : Des conceptions de moules précises et conformes au devis ne peuvent être réalisées que si les mouleurs disposent de fichiers STEP ou X_T.
2. Qualité du matériau : Outre le type de matériau, la norme applicable doit également être mentionnée. Le coût de transformation est un facteur qui varie selon les matériaux utilisés.
3. Demande annuelle : détermine le nombre d’empreintes du moule et le type d’acier à utiliser. Pour les grandes séries, l’utilisation de moules multi-empreintes permet de réduire les coûts de production.
4. Qualité d'aspect : La texture MT VDI et la finition de surface de qualité A ont une incidence sur le choix des procédés de traitement des moules, ce qui déterminera finalement les coûts.
Erreurs courantes dans les devis et comment les éviter
Les devis de moulage par injection à bas prix peuvent parfois comporter des coûts cachés. Généralement, ces surcoûts sont dus à l'utilisation de pièces non conformes aux normes DME/HASCO, dont la maintenance ultérieure engendre des frais bien plus élevés. Nos devis détaillent l'ensemble des coûts, y compris l'acier du moule et les canaux chauds, afin d'éviter ces frais cachés et de garantir la précision des calculs.
Fournir l'ensemble des paramètres techniques clés est essentiel pour obtenir un devis précis de moulage par injection et éviter les dépassements de coûts ultérieurs. En cas de doute sur les paramètres requis, contactez-nous pour obtenir une liste et préparer rapidement les informations nécessaires. Vous recevrez ainsi un devis précis sous 24 heures.

Figure 4 : Outillage de moule d'injection avec plusieurs cavités et composants.
Quels matériaux sont les plus adaptés à la fabrication de pièces automobiles moulées par injection et durables ?
Pour les composants situés sous le capot, l'industrie utilise largement des plastiques techniques comme le PA66, le PPA et le PPS. Le PC/ABS ou le POM sont quant à eux couramment utilisés pour les garnitures intérieures, car ils offrent un bon compromis entre toucher agréable et résistance mécanique. Toutefois, dans certains cas particuliers où les propriétés mécaniques à long terme des matériaux doivent être garanties, ces derniers doivent être testés selon la norme ASTM D638 . C'est le principe fondamental du choix des matériaux pour les pièces automobiles moulées par injection et durables.
Sélection des matériaux pour différents scénarios
En fonction des cas d'utilisation des pièces automobiles, nous avons rassemblé des recommandations sur la sélection des matériaux pour les pièces automobiles moulées par injection afin de garantir leur durabilité :
- Composants en plastique sous le capot : PA66+GF (température moyenne), PPA (haute température), PPS (très haute température), résistant à 120-260℃, résistant à la corrosion chimique.
- Garnitures intérieures : le PC/ABS (tableaux de bord, panneaux de porte) allie résistance et esthétique . Le POM (engrenages, clips) est résistant à l’usure et robuste.
- Pièces structurelles : le PA66+30%GF possède une résistance à la traction élevée et convient aux pièces qui doivent résister à des contraintes élevées , telles que les supports et les connecteurs.
Caractéristiques de traitement des matériaux et impact des modifications
Les matériaux utilisés par différents fabricants présentent des propriétés de transformation différentes. L'une des méthodes permettant d'accroître la durée de vie des pièces automobiles moulées par injection consiste à utiliser des agents modificateurs (par exemple, des agents anti-UV, ignifuges ou de renforcement) . À titre d'exemple, les agents anti-UV peuvent prolonger la durée de vie des pièces en extérieur à plus de 8 ans.
Pourquoi JS Precision est-il votre partenaire idéal pour les services d'outillage de moulage par injection ?
Depuis plus de 15 ans, nos moules sont exportés et nos produits sont toujours conformes aux normes nord-américaines et européennes. Outre notre activité de fabricant d'équipement d'origine (OEM), nous proposons également un service de conseil technique, incluant l'optimisation de la conception pour la fabrication (DFM) et l'amélioration des processus . Nous contribuons ainsi à créer un environnement idéal pour la livraison de nos services d'outillage de moulage par injection, du prototype à la production en série.
Principes fondamentaux de la compétitivité
La compréhension de la valeur que nous accordons à nos clients a toujours été au cœur de l'identité de notre entreprise. Trois compétences majeures constituent nos atouts :
- Haute précision : capacité d'usinage de 0,005 mm permettant de satisfaire aux exigences de tolérance très strictes des pièces automobiles et d'assurer la précision de l'assemblage.
- Délai de réalisation très court : obtention d’un retour d’information sur la première solution en moins de 2 heures, soumission de l’analyse DFM et du devis de moulage par injection en moins de 24 heures, réduisant ainsi la durée du projet.
- Transparence absolue : rapports hebdomadaires sur l’avancement des travaux, mise à jour immédiate de l’état de la production des moules, aucune procédure ni aucun coût caché.
Avantages de la protection et de la collaboration pour le client
Nous signons des accords de confidentialité formels, chiffrons et conservons les données clients, et n'en autorisons l'accès qu'au personnel concerné par le projet. Notre usine est équipée d'un système de contrôle d'accès afin de protéger les plans et les secrets commerciaux de nos clients.
Nous pouvons réaliser une production pilote en petites séries avec une quantité minimale de commande de 100 pièces et fournir des solutions telles que des moules souples ou des moules en acier à prise rapide pour permettre des tests de marché à faible coût.
FAQ
Q1 : Quel est le délai de livraison de notre service d'outillage pour moules d'injection ?
En règle générale, la fabrication de moules simples prend environ 25 à 30 jours, tandis que celle de moules de précision complexes de qualité automobile nécessite entre 35 et 45 jours. Cependant, si besoin est, nous pouvons réduire ce délai de 10 à 15 % grâce à l'ingénierie simultanée et à l'usinage automatisé CNC.
Q2 : Comment s'assurer que les composants en plastique sous le capot peuvent résister aux hautes températures ?
Une des solutions consiste à sélectionner des matériaux dont la température de déformation à chaud est supérieure à 200 °C. Ensuite, nous veillons au strict respect du processus de séchage . Enfin, nous effectuons des tests de cuisson à haute température sur chaque lot de pièces afin de prévenir toute dégradation et dérive dimensionnelle.
Q3 : Qu'est-ce qui est inclus dans le devis de moulage par injection de JS Precision ?
Ces éléments comprennent essentiellement l'acier du moule, le nombre de cavités, la marque du système à canaux chauds, le prix unitaire, la durée de vie du moule, l'emballage et les solutions logistiques. En bref, aucun frais caché, ce qui garantit une précision parfaite des calculs.
Q4 : Êtes-vous capable de fabriquer des pièces automobiles complexes moulées par injection contenant de la fibre de verre ?
Nous utilisons généralement des matériaux renforcés de fibres de verre à hauteur de 30 à 50 % . Pour l'outillage, nous utilisons un acier importé à haute résistance à l'usure. De plus, nous régulons dynamiquement la température du moule afin d'éviter le problème de la dispersion des fibres de verre.
Q5 : Quel type de texture de surface pouvez-vous proposer pour les pièces intérieures automobiles ?
Nos capacités ne se limitent pas aux normes MT, VDI et Mold-Tech, mais incluent également la gravure laser à grain fin pour obtenir une surface de classe A pour les pièces intérieures.
Q6 : Fournissez-vous des services de production d'essai en petite quantité pour le moulage par injection automobile personnalisé ?
Oui, nous acceptons des quantités minimales de commande (MOQ) de 100 pièces et utilisons des moules souples ou des moules en acier à prise rapide pour permettre à nos clients de valider le marché à faible coût avant une production à grande échelle.
Q7 : Dans le cadre du processus de projet, comment JS Precision réagit-elle aux modifications de conception liées aux avis de modification technique (ECN) ?
Nous pouvons réaliser une analyse des coûts et discuter d'une réingénierie en une journée ouvrable . Grâce au soudage laser ou au remplacement des inserts, nous pouvons minimiser l'impact sur les délais de livraison.
Q8 : Comment garantissez-vous la sécurité des dessins de pièces automobiles de vos clients et de leurs secrets commerciaux ?
Des accords de confidentialité sont signés, les données sont cryptées et stockées, l'accès est limité au personnel du projet uniquement, l'accès à l'usine est strictement contrôlé, la photographie non autorisée est strictement interdite et la sécurité de la propriété intellectuelle est garantie.
Résumé
La production de pièces automobiles moulées par injection de qualité supérieure combine des moules de précision, des procédés scientifiques et un contrôle rigoureux, le tout parfaitement intégré.
Grâce à l'outillage de moulage par injection, JS Precision relève les défis posés par les hautes températures des pièces sous le capot et répond aux exigences esthétiques des pièces intérieures, etc., grâce à des optimisations techniques qui améliorent le retour sur investissement de ses clients. Nous accompagnons les transformations du secteur automobile et, de ce fait, nous restons un partenaire fiable.
Vous souhaitez optimiser la conception de votre projet de moulage par injection automobile sur mesure ? Évitez que des erreurs de conception du processus de moulage ne retardent la production en série, et rejetez les solutions inadaptées qui engendrent des coûts supplémentaires.
Téléchargez vos dessins 3D (de préférence au format STEP/IGS), et nos ingénieurs seniors vous fourniront une évaluation DFM gratuite et un devis précis pour le moulage par injection dès le prochain jour ouvrable, tout en créant ensemble un nouveau chapitre dans le domaine des pièces automobiles !

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. JS Precision Services n'offre aucune garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau JS Precision, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la fabrication. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces et de préciser ses exigences concernant ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de précision JS
JS Precision est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle propose des services complets de fabrication, notamment l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres prestations de fabrication intégrées.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir JS Precision, c'est opter pour l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, consultez notre site web : www.cncprotolabs.com
Ressource

