

Los componentes de plástico moldeados por inyección constituyen la base de la fabricación de automóviles, mientras que las herramientas de moldeo por inyección son clave para garantizar su precisión y durabilidad.
Los servicios de utillaje para moldeo por inyección pueden ayudar a que las piezas de automoción cumplan con tolerancias de 0,01 mm, solucionen problemas relacionados con la deformación a altas temperaturas y ayuden a los fabricantes de equipos originales a reducir los plazos de entrega en un 30 % mediante el análisis DFM, superando así los retos de fabricación de las piezas del compartimento del motor y del interior del vehículo.
La reducción de peso y la alta integración son dos objetivos principales de la industria automotriz actual, lo que a menudo conlleva a que los fabricantes de equipos originales (OEM) se enfrenten a problemas como largos ciclos de moldeo para piezas estructurales complejas y la deformación por calentamiento de las piezas.
La guía "¿Qué sigue?" explora cómo superar los desafíos de fabricación que plantea el moldeo por inyección mediante la optimización del diseño del molde de componentes plásticos, el control de parámetros y la selección de materiales de alta calidad . Más concretamente, la guía explica los estándares de tolerancia, la selección de materiales y cómo minimizar el impacto en los plazos de entrega.
Resumen de la solución principal para herramientas de moldeo por inyección
Dimensiones técnicas clave | Soluciones técnicas básicas y estándares de parámetros | Valor fundamental que obtendrá |
Tecnología de moldeo de precisión | Utilizando acero para moldes de alto rendimiento H13/S136 y sometiéndolo a un tratamiento térmico de 48-52 HRC, la vida útil de los moldes de plástico personalizados puede superar los 500.000 ciclos. | Elimina la preocupación por la producción a largo plazo, logra una precisión dimensional muy alta, evita las interferencias en el montaje y reduce drásticamente los costes totales de mantenimiento durante todo el ciclo de vida. |
Aplicación en entornos hostiles | Para los componentes plásticos que se encuentran debajo del capó, se combina la tecnología de control dinámico de la temperatura del molde con la aplicación de material PA66+GF de alta fluidez. | Superar el problema de fallos por altas temperaturas, solucionar la deformación de las piezas en un entorno extremo de 150 °C mediante la compensación del proceso y garantizar que el vehículo supere la prueba de durabilidad. |
Costo y velocidad de respuesta | Entregue un presupuesto de moldeo por inyección con análisis DFM en un plazo de 24 horas y proporcione sugerencias para la optimización del diseño del molde multicavidad. | Acelere el lanzamiento del producto, identifique los defectos de diseño con antelación y evite el 90 % de los riesgos de retrabajo durante la apertura del molde. |
Control de tolerancia | Se utiliza un centro de mecanizado CNC de alta precisión de 24.000 RPM, combinado con un sistema de medición por coordenadas CMM de Zeiss para garantizar una tolerancia de ±0,01 mm. | Evite las irregularidades en el montaje, garantice la estabilidad dimensional de las piezas y cumpla con los estrictos estándares del fabricante de equipos originales (OEM). |
Conclusiones clave:
- Estándares de precisión: Las tolerancias de los componentes interiores de los automóviles deben controlarse rigurosamente, con una tolerancia de 0,05 mm, para evitar riesgos de calidad derivados de holguras de montaje desiguales.
- Garantía de rendimiento: Para las piezas que se encuentran debajo del capó, es obligatorio elegir una cantidad de material PA66+GF de alta calidad para garantizar la resistencia en condiciones de ciclos térmicos de 150 ℃ y para poder funcionar correctamente.
- Estrategia de reducción de costes: Gracias al rediseño de la disposición de las cavidades y del sistema de canal caliente del molde de plástico personalizado, es posible reducir el coste de producción por pieza hasta en un 40 %.
- Control de riesgos: Seleccionar principalmente proveedores que cuenten con la certificación IATF 16949 y que puedan proporcionar una evaluación DFM previa a la producción puede evitar el 90 % del riesgo de tener que rehacer el molde.
¿Cómo pueden los servicios de utillaje para moldeo por inyección de JS Precision optimizar sus componentes automotrices?
Contamos con 20 años de experiencia en el sector y hemos identificado a fondo los principales problemas que enfrentan los fabricantes de automóviles que utilizan moldes de inyección. Algunos de estos problemas son la falta de precisión, la deformación de las piezas de plástico al calentarse, los retrasos en las entregas y el aumento de los costos. Gracias a nuestra experiencia en miles de proyectos , disponemos de soluciones que pueden implementarse de inmediato.
El agrietamiento del plástico se ha solucionado gracias al caso de uno de nuestros clientes del sector automotriz norteamericano. Las piezas que se rompían presentaban una resistencia insuficiente en la línea de soldadura y debían cumplir con una tolerancia estricta de 0,02 mm. Al optimizar la entrada de inyección, los canales de ventilación y la temperatura del molde, logramos que las piezas superaran una prueba de durabilidad de 1000 horas, reduciendo así la tasa de desperdicio del 12 % al 0,5 %.
Nuestro trabajo/servicios se puede documentar de conformidad con la norma ISO 13485:2016 , fabricando el molde con acero ASTM A681 estándar H13 (tras tratamiento térmico de 48-52 HRC), lo que da como resultado una vida útil del molde un 30 % superior a la media del sector.
Mediante el análisis del flujo del molde, rediseñamos componentes plásticos moldeados por inyección para ayudar a nuestros clientes a reducir el consumo de material en un 30 % sin comprometer la resistencia . Al estar certificados oficialmente por proveedores de materiales como BASF y DuPont, también podemos ofrecer asesoramiento para la selección de los mejores productos.
Elegir un socio fiable para la fabricación de moldes de inyección puede ayudarle a mitigar el 80 % de los riesgos de producción. Si tiene problemas con tolerancias de precisión y deformación a altas temperaturas, póngase en contacto con nuestros ingenieros sénior para obtener una evaluación gratuita de la viabilidad de su proyecto y descubrir soluciones de optimización personalizadas.
¿Por qué son cruciales los componentes de plástico moldeados por inyección para la seguridad automotriz?
Los componentes automotrices son los principales responsables del nivel general de ruido, vibración y aspereza (NVH) del vehículo y de sus aspectos de seguridad pasiva. La elección de componentes de plástico moldeados por inyección marca la diferencia. Mediante el uso de polímeros altamente resistentes a los impactos y un proceso de moldeo muy preciso , se garantiza que las piezas fabricadas soporten esfuerzos extremos sin fallar, asegurando así la seguridad en la conducción.
Pruebas ambientales rigurosas de componentes bajo el capó
Dado que los componentes plásticos del compartimento del motor están expuestos a altas temperaturas (150 °C) y corrosión química durante largos periodos, deben poseer propiedades materiales excepcionales . Además, los plásticos comunes no resisten estas condiciones, por lo que el uso de plásticos de ingeniería diseñados específicamente para este fin resulta indispensable.
El material PA66+30%GF tiene una resistencia a la tracción de alrededor de 150 MPa y una resistencia al impacto con entalla de 10 kJ/m , ambas suficientes para superar los problemas de ciclos térmicos bajo el capó según los resultados de las pruebas, mientras que el material PP ordinario experimentará una deformación importante a 120 ℃.
La selección de materiales, el diseño del molde y las operaciones de moldeo por inyección determinan principalmente la calidad de los productos personalizados de moldeo por inyección para la industria automotriz. Mediante el análisis del flujo del molde, logramos un equilibrio entre la predicción de la cavitación y las líneas de soldadura para optimizar los parámetros y garantizar que las piezas cumplan con los estándares estructurales.

Figura 1: Diversos componentes plásticos para automóviles, incluyendo manijas y piezas del compartimento del motor.
¿Cómo puede un servicio profesional de fabricación de moldes de inyección lograr una tolerancia de ± 0,01 mm?
Para lograr un nivel de tolerancia de 0,01 mm en las operaciones de fabricación de moldes, el servicio profesional de utillaje para moldes de inyección debe utilizar un centro de mecanizado CNC de alta precisión de 24.000 RPM, además de un control de temperatura estable, un alivio de tensiones secundario del molde y la calibración de la máquina de medición por coordenadas Zeiss CMM.
Máquinas de mecanizado de precisión y el entorno adecuado
Nuestro centro de mecanizado CNC de última generación no solo ofrece una precisión de posicionamiento de 0,002 mm, sino que también opera a una velocidad de husillo de 24 000 RPM, suficiente para realizar mecanizados de alta precisión en cavidades complejas. Además, el taller de mecanizado se mantiene a una temperatura constante de 1 °C, de modo que ninguna variación térmica pueda afectar las dimensiones del molde.
Selección de materiales para la fabricación de moldes y ciclos de tratamiento térmico.
En nuestros esfuerzos, lo primero y más importante que hacemos es buscar acero para moldes ASSAB 88 (con una dureza de 58-60 HRC) que haya sido sometido a un proceso de templado secundario para eliminar las tensiones internas y, de este modo, evitar la deformación del molde.
También podemos utilizar tecnología de fresado duro de alta velocidad para controlar la rugosidad de la superficie del molde por debajo de Ra 0,4, lo que minimiza las pérdidas por desmoldeo de la pieza.
Enlace de procesamiento | Equipo/Proceso | Parámetros principales | Efecto de garantía de tolerancia |
Mecanizado de cavidades | CNC de alta precisión | Velocidad de rotación 24.000 RPM, precisión de posicionamiento ±0,002 mm | Desviación de las dimensiones de la cavidad ≤±0,005 mm |
Tratamiento térmico | Doble templado | Temperatura 580°C, conservación del calor durante 2 horas. | Elimina más del 95% del estrés interno. |
Inspección de precisión | Medición por coordenadas con máquina de medición por coordenadas Zeiss | Precisión de medición ±0,001 mm | Asegúrese de que la tolerancia general sea de ±0,01 mm. |
Tratamiento de superficies | Fresado de alta velocidad para materiales duros | Rugosidad superficial Ra 0,4 | Reducir la desviación de las dimensiones de la pieza |
Las tolerancias a nivel micrométrico evitan eficazmente las irregularidades en el montaje de las piezas de automoción, mejorando así la calidad del producto. Si su proyecto requiere un servicio de moldeo por inyección con tolerancia de ±0,01 mm, contáctenos para una prueba de viabilidad de precisión gratuita y una solución de moldeo personalizada.
¿Cómo prevenir la deformación térmica en la fabricación de componentes plásticos de alta calidad?
Para evitar la deformación térmica de los componentes plásticos bajo el capó, las medidas clave consisten básicamente en un diseño de compensación de espesor de pared asimétrico y una curva de presión de mantenimiento optimizada, según los principios fundamentales. En cuanto a los materiales reforzados con fibra de nailon, para lograr una diferencia de temperatura superficial del molde de 3 °C, la presión del enfriador y la disposición de los canales de agua deben controlarse con gran precisión.
Parámetros del proceso de moldeo por inyección: Control de gran precisión
Las nervaduras solo estarán libres de contracción si el tiempo de mantenimiento de la presión alcanza incluso más de la mitad del ciclo de enfriamiento. Nuestros parámetros resumidos del proceso de moldeo por inyección son:
La velocidad de inyección, de 50 a 80 mm/s, la presión de mantenimiento, del 70 al 80 % de la presión de inyección, y el tiempo de enfriamiento, de 15 a 30 s, son factores que permiten mitigar los problemas de orientación molecular de los materiales PA66+GF.
Diseño de canales de agua para moldes y compatibilidad de materiales
Para mantener la diferencia de temperatura del molde dentro de 3 °C, utilizamos en primer lugar un diseño de canal de agua equilibrado. Al mismo tiempo, combinamos materiales como estos:
El material PPS (temperatura de distorsión térmica, 260 ℃) es el adecuado para entornos con temperaturas superiores a 150 ℃, y el material PA66+30 %GF está destinado a temperaturas medias que dan como resultado una deformación más dura.
¿Cómo equilibrar el coste inicial con los precios a largo plazo mediante el uso de moldes de plástico personalizados?
Durante la fase de fabricación de moldes de plástico a medida, la aplicación de acero de alta dureza y la configuración multicavidad, si bien aumentan la inversión inicial solo ligeramente, pueden reducir el tiempo del ciclo de moldeo en un 20 % y disminuir la tasa de desperdicio en un 0,5 % , lo que conlleva un coste total mínimo del ciclo de vida por pieza de plástico moldeada por inyección.
Lógica de cálculo del coste total del ciclo de vida
Un presupuesto profesional para moldeo por inyección debe ir más allá del coste inicial de apertura del molde. Nuestro objetivo es calcular el coste total de propiedad (CTP) de las piezas en un periodo de 3 a 5 años.
El modelo de cálculo principal es:
Costo total de propiedad = [Inversión inicial en activos de moldes de precisión] + ([Costo de materia prima + Tarifa de procesamiento por hora] × Producción total).
Selección de soluciones de moldeo para diferentes escenarios
En función del volumen de producción anual del cliente y del precio unitario del material, ofrecemos a nuestros clientes soluciones personalizadas de moldeo de plástico como esta:
1. Una producción anual superior a 100.000 unidades , si se utiliza acero de alta dureza S136, no solo ayudará a prolongar la vida útil de la herramienta, sino también a reducir el coste unitario, por lo que, a la larga, se obtendrá un ahorro de más del 30% de los costes totales .
2. Material con precio unitario > 6,0 $/kg: Si bien una configuración de sistema de canal caliente aumenta el costo inicial, este sistema elimina por completo el desperdicio de material de bebedero, lo que permite recuperar la inversión en 6 meses.
3. No se debe utilizar acero pretemplado de baja calidad para las piezas estructurales del compartimento del motor. El costo de reparar la deformación del molde resultante será mucho mayor que el ahorro inicial del 15 % previsto en el presupuesto.
Producción anual | Precio unitario del material | Selección de acero para moldes | Configuración de corredor caliente | Período estimado de recuperación de la inversión |
≤50.000 piezas | ≤$4,0/kg | H13 | No | Ninguno |
50.000-100.000 piezas | $4,0-$6,0/kg | H13/S136 | Opcional | 8-12 meses |
≥100.000 piezas | ≥$6,0/kg | S136 | Sí | 4-6 meses |
≥200.000 piezas | Cualquier | S136 | Sí | 3-4 meses |
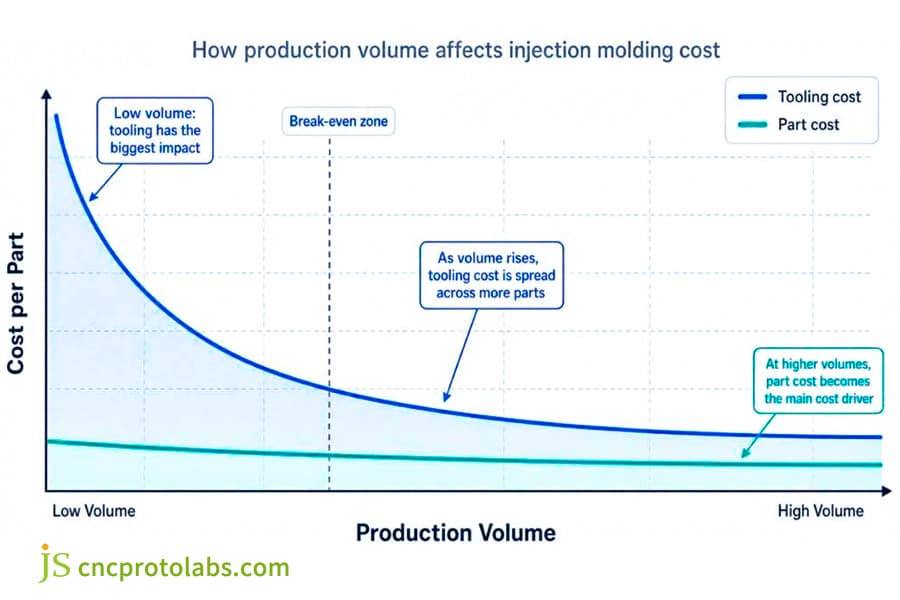
Figura 2: Gráfico que muestra el volumen de producción frente al coste por pieza para el moldeo por inyección.
Caso práctico: ¿Cómo resuelve JS Precision el problema del agrietamiento de los componentes de plástico moldeados por inyección para las cubiertas de los ventiladores de los automóviles?
La cubierta del ventilador del automóvil es una pieza de plástico esencial ubicada bajo el capó del vehículo. Debe soportar temperaturas extremas de hasta 150 °C y resistir las vibraciones causadas por la rotación a alta velocidad, lo que exige una gran precisión y resistencia. Anteriormente, solucionamos el problema de agrietamiento en piezas de plástico moldeadas por inyección para fabricantes nacionales, y nuestra experiencia puede aplicarse directamente.
Desafíos del proyecto
La cubierta del ventilador utilizada por el cliente estaba fabricada con material PA66+30%GF con una tolerancia dimensional de 0,03 mm . Debido a que la resistencia de la línea de soldadura era inferior a la esperada, la pieza se rompía constantemente, lo que generaba una tasa de desperdicio del 12%. Incluso después de realizar múltiples modificaciones, no se logró solucionar el problema.
Los objetivos principales eran solucionar el problema del agrietamiento, reducir la tasa de desperdicio a menos del 1 % y superar una prueba de durabilidad de 1000 horas.
Solución de precisión JS
Inicialmente, nuestro equipo de ingeniería realizó un análisis de fallas en los puntos agrietados de las piezas. Descubrieron que las roturas de la línea de soldadura se producían principalmente donde las aspas de la cubierta del ventilador se unían a la base. Las causas principales incluían un diseño deficiente de la compuerta y una ventilación insuficiente del molde, lo que provocó una fusión parcial del material plástico. Llevamos a cabo una serie de optimizaciones en tres fases:
1. Rediseñamos la compuerta de inyección lateral y la cambiamos de posición a la raíz de la pala. Esto ayuda a que el plástico fundido se mueva en la dirección de la pala, lo que no solo reduce la formación de líneas de soldadura, sino que, dado que la compuerta ahora está oculta en la raíz de la pala, cualquier marca de la compuerta no afectará la apariencia de la pieza.
2. Aumentamos la profundidad de la ventilación del molde a 0,02 mm y, además, añadimos tres puntos de ventilación en las zonas donde las líneas de soldadura eran más visibles. De esta forma, los gases producidos durante el proceso de moldeo por inyección se ventilan a tiempo, evitando así fallos estructurales por cavitación.
3. A continuación, modificamos los parámetros del proceso de moldeo por inyección. Elevamos la temperatura del molde a 120 °C y mantuvimos la presión durante 25 s, es decir, el 55 % del ciclo de enfriamiento. Tras estos cambios, la fusión molecular se intensificó en la zona de la línea de soldadura , lo que mejoró la resistencia de esta.
- Lección aprendida del fracaso:
En la primera prueba, simplemente modificar la presión de sujeción no mejoró la ventilación, lo que provocó que las piezas se calentaran de forma desigual y se quemaran localmente. Por lo tanto, para permitir la salida de los gases y el material quemado, y para evitar dicho sobrecalentamiento, incorporamos un canal de rebose, con lo que el problema quedó completamente resuelto.
Resultados finales
Tras la optimización de la cubierta del ventilador, no solo se solucionó por completo el problema de las grietas, sino que también se obtuvieron otros beneficios. Después de 1000 horas de pruebas de durabilidad , la tasa de desperdicio se redujo drásticamente a solo un 0,5 %, el ciclo de moldeo pasó de 45 a 36 segundos, la eficiencia de producción aumentó un 20 % y, además, el costo unitario disminuyó.
- Opinión del cliente: "JS Precision fue excepcional en nuestro análisis de fallas y demostró gran profesionalismo técnico. Resolvieron rápidamente el problema de agrietamiento que nos había estado preocupando durante mucho tiempo. Esto los convierte en un socio confiable para herramientas de moldeo por inyección ."
Hemos resuelto cientos de problemas similares en el moldeo de piezas para automóviles . Si sus componentes de plástico moldeados por inyección también presentan grietas, deformaciones u otros problemas, consulte nuestro estudio de caso completo para encontrar soluciones específicas o póngase en contacto con nuestros ingenieros para una consulta especializada.

Figura 3: Componente moldeado por inyección de la cubierta del ventilador automotriz de color negro.
¿Por qué el moldeo por inyección personalizado para la industria automotriz requiere una evaluación exhaustiva del diseño para la fabricación (DFM)?
Una evaluación DFM puede detectar hasta el 90 % de los problemas de producibilidad antes de iniciar la producción. Entre los diversos tipos de defectos, en el caso de componentes plásticos complejos para el compartimento del motor, una de las principales causas de la formación de cavidades por contracción al vacío es un diseño inadecuado del espesor de la pared. Por lo tanto, una evaluación DFM exhaustiva es fundamental para la producción de piezas moldeadas por inyección a medida para la industria automotriz.
El propósito central de la evaluación DFM
Mediante una evaluación exhaustiva del diseño para la fabricación (DFM, por sus siglas en inglés), podemos optimizar el diseño antes de la producción del molde, evitando así defectos y reduciendo los costos de modificación posteriores. Consideramos principalmente tres características clave: el ángulo de desmoldeo, la uniformidad del espesor de la pared y el manejo de esquinas afiladas, ya que influyen significativamente en la calidad de la pieza moldeada y el rendimiento de la producción.
Aspectos importantes de la evaluación DFM
En lo que respecta al moldeo por inyección automotriz personalizado , nuestra evaluación DFM le brinda propuestas de optimización detalladas, que incluyen estos puntos importantes:
- Ángulo de desmoldeo: Para evitar arañazos durante el desmoldeo y el desgaste del molde, en piezas con cavidades profundas es necesario un ángulo de desmoldeo de 3°.
- Diseño del espesor de pared: El espesor de pared de las piezas que se encuentran debajo del capó debe estar dentro del rango de 2,0 a 3,0 mm para evitar cavidades de contracción y deformaciones debido a cambios drásticos en el espesor.
- Diseño del mecanismo: En el caso de piezas estructurales complejas, diseñe los mecanismos deslizantes y de expulsión de forma lógica para permitir un desmoldeo suave y garantizar la precisión dimensional.
Una evaluación exhaustiva de DFM puede ahorrarle tiempo y costes significativos en la modificación de moldes, garantizando el buen desarrollo de su proyecto de moldeo por inyección automotriz personalizado. Para obtener un servicio de evaluación DFM gratuito, envíe los planos 3D de su pieza y nuestros ingenieros le proporcionarán un informe detallado en 24 horas.
¿Qué parámetros técnicos clave deben proporcionarse para obtener presupuestos precisos de moldeo por inyección?
Para obtener un presupuesto preciso de moldeo por inyección, además de los planos 3D, debe especificar el tipo de material, los requisitos anuales, la calidad del acabado y si se realizará o no un procesamiento secundario. Estos factores influyen en la elección del acero utilizado para la fabricación de moldes de plástico a medida.
Información detallada sobre los principales parámetros técnicos.
Todos estos factores influyen en la identificación de la cotización real.
1. Dibujos 3D: Los diseños de moldes que sean precisos y coherentes con el presupuesto solo se pueden lograr si los fabricantes de moldes tienen archivos STEP o X_T.
2. Grado del material: Además del tipo de material, también debe mencionarse el estándar para ese material en particular. El costo de procesamiento es uno de los factores que varían según el material utilizado.
3. Demanda anual: Determina el número de cavidades del molde y el tipo de acero a utilizar. Para grandes cantidades, se pueden usar moldes multicavidad para reducir los costos de producción.
4. Grado de apariencia: Una textura MT VDI y un acabado superficial de grado A influyen en la selección de los procesos de tratamiento del molde, que en última instancia determinarán los costos.
Errores comunes al hacer presupuestos y cómo evitarlos
Los presupuestos económicos para moldeo por inyección a veces incluyen costos ocultos. Generalmente, este aumento se debe al uso de piezas que no cumplen con los estándares de DME/HASCO, lo que conlleva costos de mantenimiento mucho mayores a largo plazo. Nuestros presupuestos detallan todos los costos, incluyendo el acero del molde y los canales calientes, para evitar costos ocultos y garantizar la precisión del cálculo.
Proporcionar todos los parámetros técnicos clave es fundamental para obtener un presupuesto preciso de moldeo por inyección y evitar sobrecostos posteriores. Si no está seguro de qué parámetros se requieren, contáctenos para obtener una lista de parámetros y así preparar rápidamente la información necesaria y recibir un presupuesto preciso en 24 horas.

Figura 4: Moldeo por inyección con múltiples cavidades y componentes.
¿Qué materiales son los más adecuados para la fabricación de piezas automotrices duraderas mediante moldeo por inyección?
Para los componentes que se encuentran bajo el capó, la industria utiliza en gran medida plásticos de ingeniería como PA66, PPA y PPS. Si bien el PC/ABS o el POM son los materiales habituales para los revestimientos interiores, ya que ofrecen una buena combinación de tacto y resistencia mecánica, en casos especiales donde se deben garantizar las propiedades mecánicas a largo plazo de los materiales, estos se someten a pruebas según la norma ASTM D638 . Este es, básicamente, el principio fundamental para la selección de materiales para piezas automotrices moldeadas por inyección duraderas.
Selección de materiales para diferentes escenarios
En función de los casos de uso de las piezas de automoción, hemos recopilado recomendaciones para la selección de materiales en piezas de automoción moldeadas por inyección para garantizar su durabilidad:
- Componentes plásticos bajo el capó: PA66+GF (temperatura media), PPA (alta temperatura), PPS (temperatura extremadamente alta), resistentes a 120-260 ℃, resistentes a la corrosión química.
- Componentes del revestimiento interior: PC/ABS (paneles de instrumentos, paneles de las puertas) ofrece un equilibrio entre resistencia y estética . POM (engranajes, clips) es resistente al desgaste y robusto.
- Componentes estructurales: El PA66+30%GF tiene una alta resistencia a la tracción y es adecuado para piezas que necesitan soportar altas tensiones , como soportes y conectores.
Características del procesamiento del material y el impacto de la modificación.
Los materiales de diferentes fabricantes presentan propiedades distintas para su procesamiento. Una forma de aumentar la durabilidad de las piezas automotrices moldeadas por inyección es mediante el uso de agentes modificadores (por ejemplo, resistentes a los rayos UV, ignífugos o endurecedores) . Por ejemplo, los agentes resistentes a los rayos UV pueden aumentar significativamente la vida útil de las piezas en exteriores a más de 8 años.
¿Por qué JS Precision es su socio ideal para el servicio de utillaje de moldeo por inyección?
Durante nuestros más de 15 años exportando moldes, nuestros productos siempre han cumplido al 100% con los estándares norteamericanos y europeos. Además de ser una fábrica OEM, también ofrecemos asesoría técnica, optimizando el diseño para la fabricación (DFM) y mejorando los procesos para crear el escenario ideal para la entrega de servicios de moldeo por inyección, desde el prototipo hasta la producción en masa.
Principios básicos de competitividad
Comprender el valor que aportamos a nuestros clientes siempre ha sido la base de las características de nuestra empresa. Tres habilidades clave que respaldan nuestras ventajas:
- Alta precisión: capacidad de mecanizado de 0,005 mm, capaz de satisfacer los estrictos requisitos de tolerancia de las piezas de automoción y garantizar la precisión del montaje.
- Plazos de entrega muy cortos: Recibir comentarios sobre la primera solución en 2 horas, enviar la revisión DFM y el presupuesto de moldeo por inyección en 24 horas, reduciendo así la duración del proyecto.
- Honestidad absoluta: Informes semanales sobre el progreso, actualización inmediata del estado de producción del molde, sin procedimientos ni costes ocultos.
Ventajas de protección y colaboración del cliente
Firmamos acuerdos de confidencialidad formales, ciframos y protegemos los datos de nuestros clientes y solo permitimos el acceso al personal relacionado con el proyecto. Nuestra fábrica está equipada con un sistema de control de acceso para salvaguardar los planos y secretos comerciales de nuestros clientes.
Podemos realizar producciones piloto en lotes pequeños con un pedido mínimo de 100 unidades y proporcionar soluciones como moldes blandos o moldes de acero de secado rápido para permitir pruebas de mercado de bajo coste.
Preguntas frecuentes
P1: ¿Cuál es el plazo de entrega de nuestro servicio de utillaje para moldeo por inyección?
En general, los moldes sencillos tardan entre 25 y 30 días, mientras que los moldes de precisión complejos para la industria automotriz requieren entre 35 y 45 días. Sin embargo, si es necesario, podemos reducir este tiempo entre un 10 % y un 15 % mediante ingeniería concurrente y mecanizado CNC automatizado.
P2: ¿Cómo se aseguran de que los componentes plásticos que se encuentran debajo del capó puedan resistir altas temperaturas?
Una forma de lograrlo es seleccionando materiales con una temperatura de distorsión térmica superior a 200 °C. Luego, nos aseguramos de seguir estrictamente el proceso de secado . Finalmente, realizamos pruebas de horneado a alta temperatura en cada lote de piezas para evitar la degradación y la variación dimensional.
P3: ¿Qué incluye el presupuesto de moldeo por inyección de JS Precision?
Básicamente, incluirían el tipo de acero del molde, el número de cavidades, la marca del sistema de canal caliente, el precio unitario, la vida útil del molde, el embalaje y las soluciones logísticas. En resumen, sin gastos ocultos, lo que garantiza la exactitud de los cálculos.
P4: ¿Son capaces de fabricar piezas complejas de automóviles moldeadas por inyección que contengan fibra de vidrio?
Generalmente trabajamos con materiales reforzados con fibra de vidrio que contienen entre un 30 % y un 50 % de fibra . Para el utillaje, utilizamos acero importado de alta resistencia al desgaste. Además, regulamos dinámicamente la temperatura del molde para evitar que la fibra de vidrio se desprenda.
P5: ¿Qué tipo de textura superficial pueden proporcionar para las piezas interiores de los automóviles?
Nuestra capacidad no se limita a los estándares MT, VDI y Mold-Tech, sino que también incluye el grabado láser para obtener una textura de grano fino y lograr una superficie de Clase A para piezas interiores.
P6: ¿Ofrecen servicios de producción de prueba para moldeo por inyección automotriz en pequeñas cantidades?
Sí, podemos aceptar pedidos mínimos de 100 unidades y utilizar moldes blandos o moldes de acero de fabricación rápida para que nuestros clientes puedan validar el mercado a bajo coste antes de la producción a gran escala.
P7: Como parte del proceso del proyecto, ¿cómo responde JS Precision a los cambios de diseño relacionados con los avisos de cambio de ingeniería (ECN)?
Podemos realizar un análisis de costes y discutir la reingeniería en un plazo de un día laborable . Mediante soldadura láser o sustitución de insertos, podemos minimizar el impacto en el plazo de entrega.
P8: ¿Cómo garantiza la seguridad de los planos de piezas de automóviles de sus clientes y cómo se consideran secretos comerciales?
Se firman acuerdos de confidencialidad, los datos se cifran y almacenan, el acceso se restringe únicamente al personal del proyecto, el acceso a la fábrica se controla estrictamente, la fotografía no autorizada está estrictamente prohibida y se garantiza la seguridad de la propiedad intelectual.
Resumen
La producción de piezas de automoción moldeadas por inyección de calidad superior combina moldes de precisión, procesos científicos y un control estricto, todo ello totalmente integrado.
Gracias a la tecnología de moldeo por inyección, JS Precision puede afrontar los desafíos de alta temperatura de las piezas del compartimento del motor y, además, cumplir con los requisitos estéticos de las piezas interiores, entre otros, mediante optimizaciones técnicas que mejoran el retorno de la inversión del cliente. Apoyamos las transformaciones del sector automotriz y, por ello, nos mantenemos como un socio confiable.
¿Desea diseñar mejor su proyecto de moldeo por inyección automotriz personalizado? No permita que un diseño deficiente del proceso de moldeo retrase la producción en masa, ni tolere soluciones poco razonables que incrementen los costos.
Suba sus dibujos 3D (preferiblemente en formato STEP/IGS) y nuestros ingenieros senior le proporcionarán una evaluación DFM gratuita y un presupuesto preciso de moldeo por inyección al siguiente día hábil, ¡además de crear juntos un nuevo capítulo en la industria de las piezas de automoción!

Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. JS Precision Services no ofrece garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de JS Precision. Es responsabilidad del comprador solicitar una cotización de piezas e identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de precisión de JS
JS Precision es una empresa líder en el sector , especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija JS Precision : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

