

Литые под давлением пластиковые детали составляют основу автомобильного производства, а оснастка для литья под давлением играет ключевую роль в обеспечении их точности и долговечности.
Услуги по изготовлению оснастки для литья под давлением могут помочь автомобильным деталям соответствовать допускам в 0,01 мм, устранить проблемы, связанные с деформацией при высоких температурах, и помочь производителям оригинального оборудования сократить сроки выполнения заказов на 30% за счет анализа DFM (проектирование для производства). Таким образом, преодолеваются производственные проблемы, связанные с деталями под капотом и в салоне автомобиля.
Снижение веса и высокая степень интеграции — две основные цели современной автомобильной промышленности, которые часто приводят к тому, что производители оригинального оборудования сталкиваются с такими проблемами, как длительные циклы литья сложных конструкционных деталей и деформация деталей из-за нагрева.
В руководстве «Что дальше?» рассматриваются способы преодоления производственных проблем, возникающих при литье под давлением, с помощью оптимизации конструкции пресс-формы для пластиковых компонентов, контроля параметров и выбора высококачественных материалов . Более конкретно, в руководстве дается объяснение стандартов уровня допусков, выбора материалов и способов минимизации влияния на сроки выполнения заказа.
Краткое описание основных решений для оснастки литьевых форм
Ключевые технические характеристики | Основные технические решения и стандарты параметров | Основные ценности, которые вы получите |
Технология прецизионного литья | Использование высокопрочной инструментальной стали H13/S136 и термообработка до твердости 48-52 HRC позволяют изготовить на заказ пресс-формы для пластмасс, срок службы которых может превышать 500 000 циклов. | Исключение проблем, связанных с длительным сроком производства, достижение очень высокой точности размеров, отсутствие помех при сборке и существенное снижение общих затрат на техническое обслуживание на протяжении всего жизненного цикла. |
Применение в суровых условиях | Для пластиковых компонентов под капотом технология динамического контроля температуры пресс-формы сочетается с нанесением высокотекучего материала PA66+GF. | Преодолеть проблему отказов при высоких температурах, решить проблему деформации деталей в экстремальных условиях при температуре 150 °C путем технологической компенсации и обеспечить прохождение испытаний на долговечность автомобиля. |
Стоимость и скорость отклика | Предоставить коммерческое предложение по литью под давлением с анализом DFM в течение 24 часов и предложить рекомендации по оптимизации компоновки многогнездной пресс-формы. | Ускорьте запуск продукта, выявляйте дефекты конструкции заранее и избегайте 90% рисков, связанных с переделкой пресс-форм, еще до их вскрытия. |
Контроль допусков | Используется высокоточный обрабатывающий центр с ЧПУ, вращающийся со скоростью 24 000 об/мин, в сочетании с координатно-измерительной машиной Zeiss CMM, что обеспечивает допуск ±0,01 мм. | Избегайте неравномерных зазоров при сборке, обеспечивайте стабильность размеров деталей и соблюдайте строгие стандарты OEM-производителей. |
Основные выводы:
- Стандарты точности: Допуски на компоненты салона автомобиля должны строго контролироваться в пределах 0,05 мм, чтобы избежать рисков для качества, возникающих из-за неравномерных зазоров при сборке.
- Гарантия качества: Для деталей под капотом обязательным условием является выбор высококачественного материала PA66+GF, обеспечивающего устойчивость к температурным циклам до 150℃ и работоспособность.
- Стратегия снижения затрат: Благодаря переработке компоновки полостей и системы горячего канала в изготовленной на заказ пластиковой пресс-форме, удалось снизить себестоимость производства одной детали до 40%.
- Контроль рисков: Выбор поставщиков, имеющих сертификат IATF 16949 и способных проводить предпроизводственную оценку DFM (проектирование для производства), позволяет избежать 90% риска доработки пресс-форм.
Как услуги компании JS Precision по изготовлению литьевой оснастки могут оптимизировать производство автомобильных компонентов?
Мы обладаем 20-летним опытом работы в отрасли и тщательно изучили проблемы, с которыми сталкиваются производители автомобилей при использовании литьевых форм. К таким проблемам относятся недостаточная точность, деформация пластиковых деталей при нагреве, задержки поставок и рост затрат. Наш опыт, накопленный в ходе работы над тысячами проектов , позволяет нам предлагать решения, которые могут быть реализованы на практике.
Проблема растрескивания пластика была решена на примере продукции нашего североамериканского клиента из автомобильной отрасли. Детали, которые ломались, были вызваны недостаточной прочностью сварного шва, а допуск на детали составлял 0,02 мм. Благодаря работе над литниковым каналом, вентиляционными каналами и температурой пресс-формы, мы дали деталям разрешение на 1000-часовое испытание на прочность, в результате чего процент брака снизился с 12% до 0,5%.
Наши работы/услуги могут быть задокументированы в соответствии со стандартом ISO 13485:2016 , при этом пресс-форма изготавливается из стали ASTM A681 стандарта H13 (после термообработки до 48-52 HRC), что обеспечивает срок службы пресс-формы на 30% дольше, чем в среднем по отрасли.
Проводя анализ потока расплава, мы перепроектируем компоненты из литого под давлением пластика, чтобы помочь нашим клиентам сократить расход материала на 30% без ущерба для прочности . Поскольку мы официально сертифицированы такими поставщиками материалов, как BASF и DuPont, мы также можем предложить консультации по выбору оптимального продукта.
Выбор надежного партнера по изготовлению пресс-форм для литья под давлением может помочь снизить 80% производственных рисков. Если вы сталкиваетесь с такими проблемами, как точность изготовления и деформация при высоких температурах, свяжитесь с нашими ведущими инженерами для бесплатной оценки целесообразности проекта и разработки индивидуальных решений по оптимизации.
Почему детали из литого под давлением пластика так важны для безопасности автомобилей?
Автомобильные компоненты вносят основной вклад в общий уровень шума и вибрации автомобиля, а также в его пассивную безопасность. Выбор деталей из литого под давлением пластика здесь имеет решающее значение. Использование высокопрочных полимеров и одновременно высокоточная обработка пресс-форм гарантируют, что изготовленные детали выдерживают экстремальные нагрузки без каких-либо повреждений, что обеспечивает безопасность вождения.
Жесткие экологические испытания компонентов под капотом
Поскольку пластиковые компоненты под капотом длительное время подвергаются интенсивному воздействию высоких температур (150℃) и химической коррозии, они должны обладать очень высокими материальными свойствами . Кроме того, обычные пластмассы не могут противостоять этим условиям, поэтому использование специально разработанных конструкционных пластмасс неизбежно.
Материал PA66+30%GF обладает пределом прочности на растяжение около 150 МПа и ударной вязкостью с надрезом 10 кДж/м² , что, согласно результатам испытаний, достаточно для преодоления проблем, связанных с тепловыми циклами под капотом, в то время как обычный полипропилен (PP) будет испытывать значительную деформацию при 120℃.
Выбор материалов, конструкция пресс-формы и операции литья под давлением в основном определяют качество автомобильных изделий, изготовленных на заказ методом литья под давлением. С помощью анализа потока расплава мы находим баланс между прогнозированием кавитации и линий сварки для оптимизации параметров, чтобы детали соответствовали структурным стандартам.

Рисунок 1: Различные пластиковые детали автомобилей, включая ручки и элементы под капотом.
Как профессиональная служба по изготовлению литьевой оснастки может обеспечить допуск ± 0,01 мм?
Для достижения допуска в 0,01 мм при изготовлении пресс-форм профессиональная служба по изготовлению оснастки для литья под давлением должна использовать высокоточный обрабатывающий центр с ЧПУ, работающий со скоростью 24 000 об/мин, а также обеспечивать стабильный контроль температуры, вторичную термическую обработку пресс-формы и калибровку координатно-измерительной машины Zeiss CMM.
Прецизионные обрабатывающие станки и соответствующие условия
Наш современный обрабатывающий центр с ЧПУ не только обладает точностью позиционирования 0,002 мм, но и работает со скоростью вращения шпинделя 24 000 об/мин, чего достаточно для выполнения высокоточной обработки сложных полостей. Кроме того, в обрабатывающем цехе поддерживается стабильная температура (1 °C), поэтому никакие изменения температуры не могут повлиять на размеры пресс-формы.
Выбор материалов для изготовления пресс-форм и циклов термообработки.
В нашей работе первоочередной задачей является поиск инструментальной стали ASSAB 88 (с твердостью 58-60 HRC), прошедшей вторичный отпуск для снятия внутренних напряжений и предотвращения деформации формы.
Мы также можем использовать высокоскоростную технологию фрезерования твердых материалов, благодаря чему шероховатость поверхности пресс-формы контролируется на уровне ниже Ra 0,4, что минимизирует потери при извлечении детали из формы.
Ссылка обработки | Оборудование/Технологический процесс | Основные параметры | Эффект гарантии допустимых отклонений |
Обработка полостей | Высокоточный станок с ЧПУ | Скорость вращения 24 000 об/мин, точность позиционирования ±0,002 мм. | Отклонение размеров полости ≤±0,005 мм |
Термическая обработка | Двойная закалка | Температура 580°C, поддержание температуры в течение 2 часов. | Устранить более 95% внутреннего стресса |
Точная проверка | Координатно-измерительная машина Zeiss CMM | Точность измерения ±0,001 мм | Обеспечьте общий допуск ±0,01 мм. |
Обработка поверхности | Высокоскоростное фрезерование твердых материалов | Шероховатость поверхности Ra 0,4 | Уменьшить отклонение размеров детали |
Допуски на микронном уровне эффективно предотвращают неравномерные зазоры при сборке автомобильных деталей, повышая качество продукции. Если для вашего проекта требуется изготовление пресс-форм с допуском ±0,01 мм, свяжитесь с нами для бесплатной оценки возможности обеспечения точности и разработки индивидуального решения по обработке пресс-форм.
Как предотвратить термическую деформацию при производстве высококачественных пластиковых компонентов?
Для предотвращения термической деформации пластиковых компонентов под капотом основные меры в основном заключаются в «асимметричной компенсации толщины стенок» и «оптимизированной кривой давления выдержки» в соответствии с основными принципами. Что касается материалов, армированных нейлоновым волокном, для достижения разницы температур поверхности пресс-формы в 3 °C необходимо очень точно контролировать давление в чиллере и расположение водяных каналов.
Параметры процесса литья под давлением: очень точный контроль.
Ребра не будут усаживаться только в том случае, если время выдержки под давлением превысит половину цикла охлаждения. Наши обобщенные параметры процесса литья под давлением следующие:
Скорость впрыска 50-80 мм/с, давление выдержки 70-80% от давления впрыска и время охлаждения 15-30 с – все эти параметры способны смягчить проблемы молекулярной ориентации материалов PA66+GF.
Проектирование каналов для отвода воды из формы и совместимость материалов.
Для поддержания разницы температур в пресс-форме в пределах 3 °C мы, в первую очередь, используем сбалансированную конструкцию водяных каналов. Одновременно мы подбираем материалы следующим образом:
Материал PPS (температура тепловой деформации 260℃) предназначен для работы в условиях температур выше 150℃, а материал PA66+30%GF разработан для средних температур и обеспечивает более жесткую деформацию.
Как сбалансировать первоначальные затраты и долгосрочную ценовую политику при использовании пресс-форм для пластмасс, изготовленных на заказ?
На этапе изготовления пресс-форм для пластмассовых изделий по индивидуальному заказу применение высокопрочной стали и многогнездной конструкции, хотя и незначительно увеличивает первоначальные инвестиции, позволяет сократить время цикла формования на 20% и снизить процент брака на 0,5% , что приводит к минимальной общей стоимости жизненного цикла одной детали, изготовленной методом литья под давлением.
Логика расчета общей стоимости жизненного цикла
Профессиональная смета на литье под давлением должна учитывать не только стоимость первого вскрытия пресс-формы. Наша цель — рассчитать общую стоимость владения (TCO) деталями в течение 3-5 лет.
Основная модель вычислений выглядит следующим образом:
Общая стоимость владения = [Первоначальные инвестиции в прецизионную пресс-форму] + ([Стоимость сырья + почасовая плата за обработку] × Общий объем производства).
Выбор оптимального решения для пресс-форм в зависимости от сценария использования
Исходя из годового объема производства заказчика и стоимости материалов за единицу продукции, мы предлагаем нашим клиентам индивидуальные решения по изготовлению пресс-форм для пластмасс, подобные этому:
1. Годовой объем производства > 100 000 единиц при использовании высокотвердой стали S136 не только поможет продлить срок службы инструмента, но и снизит себестоимость единицы продукции, что в конечном итоге позволит сэкономить более 30% от общих затрат .
2. Цена за единицу материала > 6,0 долл./кг: Хотя конфигурация системы горячего литья увеличивает первоначальные затраты, эта система полностью исключает отходы литникового материала, что позволяет окупить инвестиции за 6 месяцев.
3. Низкосортная «предварительно закаленная сталь» не должна использоваться для изготовления конструктивных элементов под капотом. Стоимость ремонта деформаций пресс-формы, возникающих в результате этого, будет намного выше, чем первоначальная экономия в 15%, достигнутая за счет бюджета.
Годовой объем производства | Цена за единицу материала | Выбор листовой стали | Конфигурация горячего канала | Расчетный период окупаемости инвестиций |
≤50 000 штук | ≤4,0 долл./кг | H13 | Нет | Никто |
50 000–100 000 штук | 4,0-6,0 долл./кг | H13/S136 | Необязательный | 8-12 месяцев |
≥100 000 штук | ≥6,0 долл. США/кг | С136 | Да | 4-6 месяцев |
≥200 000 штук | Любой | С136 | Да | 3-4 месяца |
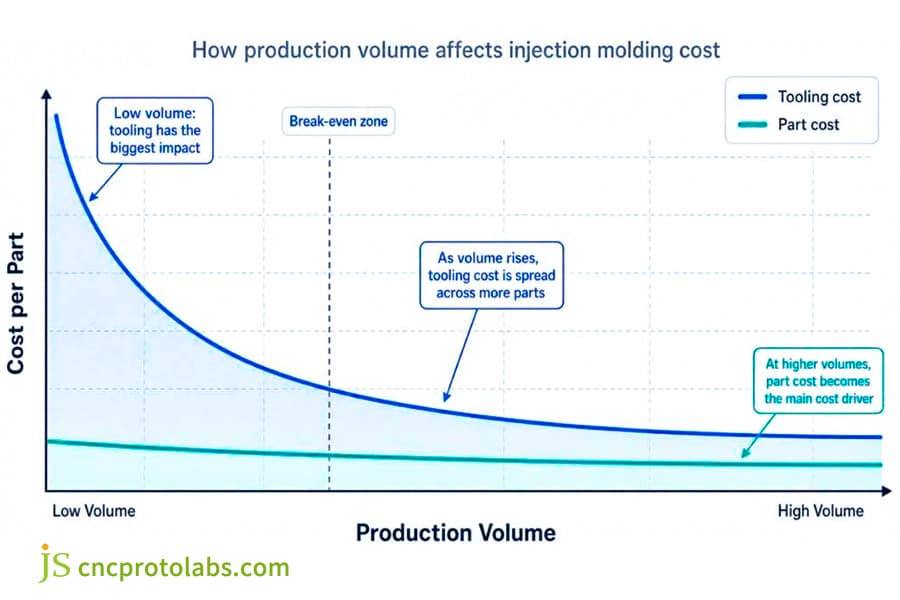
Рисунок 2: График, показывающий объем производства в зависимости от стоимости детали при литье под давлением.
Пример из практики: Как компания JS Precision решает проблему растрескивания пластиковых деталей, изготовленных методом литья под давлением, для автомобильных кожухов вентиляторов?
Крышка автомобильного вентилятора — это важная пластиковая деталь, расположенная под капотом автомобиля. Она должна выдерживать экстремально высокие температуры до 150℃, а также вибрации, вызванные высокоскоростным вращением, что требует очень высокой точности и прочности. Ранее мы уже решили проблему растрескивания пластиковых деталей, изготовленных методом литья под давлением, для отечественных производителей, и наши знания могут быть применены на практике.
Проблемы проекта
Крышка вентилятора, использованная заказчиком, была изготовлена из материала PA66+30%GF с допуском по размерам 0,03 мм . Из-за недостаточной прочности сварного шва деталь постоянно ломалась, что привело к проценту брака в 12%. Даже после многочисленных изменений добиться успеха не удалось.
Основные цели заключались в решении проблемы образования трещин, снижении процента брака до менее чем 1% и обеспечении долговечности в течение 1000 часов.
JS Precision Solution
Первоначально наша инженерная группа провела анализ причин поломок в местах трещин деталей. Они обнаружили, что разрывы сварных швов в основном происходили в местах соединения лопастей кожуха вентилятора с основанием. В качестве первопричин были названы плохо спроектированный литниковый канал и недостаточная вентиляция пресс-формы , что привело к частичному сплавлению пластикового материала. Мы провели ряд оптимизаций в три этапа:
1. Мы переработали конструкцию бокового литникового канала и изменили его положение, переместив его к основанию лопатки. Это помогает расплавленному пластику двигаться вдоль направления лопатки, что не только уменьшает образование сварочного шва, но и, поскольку литниковый канал теперь скрыт у основания лопатки, любые следы от него не испортят внешний вид детали.
2. Мы углубили вентиляционные отверстия пресс-формы до 0,02 мм , а также добавили три вентиляционных отверстия в местах, где сварные швы были более заметны. Таким образом, газы, образующиеся в процессе литья под давлением, своевременно отводятся, предотвращая разрушение конструкции из-за кавитации.
3. Затем мы изменили параметры процесса литья под давлением. Температура пресс-формы была повышена до 120°C, а давление выдержки поддерживалось в течение 25 секунд, то есть 55% цикла охлаждения. После этих изменений слияние молекул в области сварного шва усилилось, и прочность сварного шва улучшилась.
- Урок, извлеченный из неудачи:
Простое изменение давления выдержки не улучшило вентиляцию в первом испытании, что привело к неравномерному нагреву деталей и локальному пригоранию. Поэтому, чтобы обеспечить отвод газов и сгоревшего материала и предотвратить такой перегрев, мы предусмотрели переливной канал, и проблема была полностью решена.
Окончательные результаты
Оптимизация кожуха вентилятора не только полностью решила проблему растрескивания, но и принесла ряд других преимуществ. 1000 часов испытаний на прочность привели к резкому снижению процента брака до 0,5%, сокращению цикла формования с 45 до 36 секунд, повышению эффективности производства на 20% и, кроме того, к снижению себестоимости единицы продукции.
- Отзыв клиента: «Компания JS Precision превосходно провела анализ причин поломок и продемонстрировала высокий технический профессионализм. Они очень быстро решили проблему растрескивания, которая долгое время нас беспокоила. Это делает их надежным партнером в области изготовления пресс-форм для литья под давлением ».
Мы решили сотни аналогичных задач по литью автомобильных деталей . Если ваши пластиковые компоненты, изготовленные методом литья под давлением, также сталкиваются с растрескиванием, деформацией или другими проблемами, пожалуйста, ознакомьтесь с полным списком наших проектов, чтобы найти целевые решения, или свяжитесь с нашими инженерами для получения консультации.

Рисунок 3: Черная крышка автомобильного вентилятора, изготовленная методом литья под давлением.
Почему для литья под давлением автомобильных деталей на заказ требуется тщательная оценка DFM (технологичности производства)?
Оценка DFM позволяет выявить до 90% проблем с технологичностью еще до начала производства. Среди различных типов дефектов, для сложных пластиковых компонентов под капотом одной из основных причин образования вакуумных усадочных полостей является неправильная расчетная толщина стенок. Поэтому тщательная оценка DFM является одной из главных причин производства автомобильных деталей методом литья под давлением на заказ.
Основная цель оценки DFM
Проведя тщательную оценку DFM (проектирование для производства), мы можем правильно спроектировать деталь еще до начала изготовления пресс-формы, избегая дефектов конструкции и сокращая затраты на последующую модификацию пресс-формы. Три основных параметра, которые мы в первую очередь учитываем: угол уклона, равномерность толщины стенок и обработка острых углов, поскольку они существенно влияют на качество отлитой детали и производительность производства.
Важные аспекты оценки DFM
Когда речь идет о литье под давлением автомобильных деталей на заказ , наша оценка DFM предоставляет вам подробные предложения по оптимизации, которые включают следующие важные моменты:
- Угол уклона: Для предотвращения царапин при извлечении из формы и износа пресс-формы, для деталей с глубокой полостью необходим угол уклона 3°.
- Расчет толщины стенок: Толщина стенок деталей под капотом должна находиться в диапазоне 2,0-3,0 мм, чтобы предотвратить образование усадочных полостей и деформацию из-за резких изменений толщины.
- Конструкция механизма: В случае сложных конструктивных элементов, разработайте механизмы ползунков и выталкивателей логично, чтобы обеспечить плавное извлечение изделия из формы и гарантировать точность размеров.
Тщательная оценка DFM (технологичности изготовления) может значительно сэкономить ваши затраты и время на модификацию пресс-форм, обеспечивая бесперебойное выполнение вашего проекта по изготовлению автомобильных деталей методом литья под давлением. Чтобы получить бесплатную услугу оценки DFM, предоставьте 3D-чертежи вашей детали, и наши инженеры предоставят подробный отчет об оценке в течение 24 часов.
Какие ключевые технические параметры необходимо предоставить для получения точных расценок на литье под давлением?
Для получения точной сметы на литье под давлением, помимо 3D-чертежей, необходимо указать тип материала, годовые потребности, качество внешнего вида, а также необходимость вторичной обработки. Эти факторы определяют выбор стали, используемой для изготовления пресс-форм для пластмассовых изделий на заказ.
Подробный анализ основных технических параметров.
Все эти факторы влияют на определение фактической стоимости.
1. 3D-чертежи: Точные и соответствующие смете конструкции пресс-форм могут быть созданы только при наличии у производителей пресс-форм файлов в форматах STEP или X_T.
2. Марка материала: Помимо типа материала, необходимо также указать его стандарт. Стоимость обработки является одним из факторов , которые различаются при использовании разных материалов.
3. Годовой спрос: определяет количество полостей в пресс-форме и тип используемой стали. Для больших объемов производства можно использовать многогнездные пресс-формы , что позволяет снизить производственные затраты.
4. Качество внешнего вида: текстура MT VDI и качество обработки поверхности класса А оказывают существенное влияние на выбор процессов обработки пресс-формы, что в конечном итоге определяет стоимость.
Типичные ошибки при составлении цитат и способы их предотвращения.
Низкие цены на литье под давлением иногда сопровождаются скрытыми затратами. Обычно причиной такого увеличения стоимости является использование деталей, не соответствующих стандартам DME/HASCO, что влечет за собой гораздо более высокие затраты на техническое обслуживание в дальнейшем. В наших предложениях указаны все затраты, включая сталь для пресс-форм и системы горячего канала, чтобы избежать скрытых расходов и обеспечить точность расчетов.
Предоставление полного списка ключевых технических параметров имеет решающее значение для получения точной сметы на литье под давлением и предотвращения перерасхода средств в дальнейшем. Если вы не уверены, какие параметры необходимы, свяжитесь с нами, чтобы получить список параметров, который позволит быстро подготовить необходимую информацию и получить точную смету в течение 24 часов.

Рисунок 4: Пресс-форма для литья под давлением с несколькими полостями и компонентами.
Какие материалы наиболее подходят для производства прочных автомобильных деталей методом литья под давлением?
Для компонентов, расположенных под капотом, промышленность широко использует конструкционные пластмассы, такие как PA66, PPA и PPS. Хотя PC/ABS или POM являются обычными материалами для внутренней отделки, поскольку они обеспечивают хорошее сочетание тактильных ощущений и механической прочности. Однако в особых случаях, когда необходимо гарантировать долговременные механические свойства материалов, их следует тестировать в соответствии со стандартами ASTM D638 . Это, по сути, главный принцип выбора материалов для долговечных автомобильных деталей, изготовленных методом литья под давлением.
Выбор материалов для различных сценариев
В соответствии с особенностями применения автомобильных деталей, мы собрали рекомендации по выбору материалов для литых под давлением автомобильных деталей, чтобы обеспечить их долговечность:
- Пластиковые компоненты под капотом: PA66+GF (среднетемпературный), PPA (высокотемпературный), PPS (экстремально высокотемпературный), устойчивость к воздействию температур 120-260℃, устойчивость к химической коррозии.
- Детали внутренней отделки: PC/ABS (приборная панель, дверные панели) обеспечивают баланс между прочностью и внешним видом . POM (шестерни, зажимы) износостойкий и прочный.
- Конструкционные элементы: PA66+30%GF обладает высокой прочностью на растяжение и подходит для деталей, которые должны выдерживать высокие нагрузки , таких как кронштейны и соединители.
Характеристики обработки материалов и влияние модификации
Материалы разных производителей имеют разные свойства для обработки. Один из способов увеличить срок службы автомобильных деталей, изготовленных методом литья под давлением, — это использование модифицирующих агентов (например, УФ-стойких, огнестойких, упрочняющих) . Например, УФ-стойкие агенты могут значительно увеличить срок службы деталей на открытом воздухе — более чем на 8 лет.
Почему JS Precision — ваш идеальный партнер по услугам в области изготовления литьевой оснастки?
За более чем 15 лет экспорта пресс-форм наша продукция всегда на 100% соответствовала североамериканским и европейским стандартам. Помимо работы в качестве OEM-производителя, мы также можем выступать в качестве технического консультанта, предлагая оптимизацию DFM и совершенствование процессов, помогая создать идеальные условия для поставки пресс-форм от прототипа до серийного производства.
Основные принципы конкурентоспособности
Понимание ценности, которую мы ценим для наших клиентов, всегда было основой характеристик нашей компании. Три основных навыка, которые обеспечивают наши преимущества:
- Высокая точность: возможность обработки с точностью до 0,005 мм, что позволяет удовлетворить очень строгие требования к допускам автомобильных деталей и обеспечить точность сборки.
- Очень короткие сроки выполнения: получение обратной связи по первому варианту решения в течение 2 часов, предоставление результатов анализа DFM и коммерческого предложения по литью под давлением в течение 24 часов, что сокращает продолжительность проекта.
- Абсолютная честность: еженедельные отчеты о ходе работ, оперативное обновление информации о статусе производства пресс-форм, никаких скрытых процедур или затрат.
Преимущества защиты и сотрудничества для клиентов
Мы заключаем официальные соглашения о неразглашении конфиденциальной информации, шифруем и храним данные клиентов, а доступ к ним предоставляем только персоналу, связанному с проектом. Наш завод оборудован системой контроля доступа для защиты чертежей клиентов и коммерческой тайны.
Мы можем наладить мелкосерийное пилотное производство с минимальным объемом заказа в 100 штук и предложить такие решения, как мягкие пресс-формы или быстроразъемные стальные пресс-формы, что позволит проводить недорогое тестирование рынка.
Часто задаваемые вопросы
В1: Каков срок выполнения заказа на изготовление пресс-форм для литья под давлением?
В целом, изготовление простых пресс-форм занимает около 25-30 дней, в то время как для сложных прецизионных пресс-форм автомобильного класса потребуется 35-45 дней. Но при необходимости мы можем сократить это время на 10-15% за счет параллельного проектирования и автоматизированной обработки на станках с ЧПУ.
В2: Как вы обеспечиваете устойчивость пластиковых компонентов под капотом к высоким температурам?
Один из способов — выбор материалов с температурой тепловой деформации >200℃. Затем мы обеспечиваем строгое соблюдение процесса сушки . Наконец, мы проводим испытания на высокотемпературную сушку каждой партии деталей, чтобы предотвратить деградацию и изменение размеров.
В3: Что входит в коммерческое предложение JS Precision по литью под давлением?
В основном, они будут включать в себя сталь для пресс-форм, количество полостей, марку горячеканальной системы, цену за единицу продукции, срок службы пресс-формы, упаковку и логистические решения. По сути, никаких скрытых расходов, что гарантирует идеальную точность расчетов.
В4: Можете ли вы производить сложные автомобильные детали, изготовленные методом литья под давлением, с использованием стекловолокна?
Обычно мы работаем с материалами, армированными стекловолокном на 30-50% . Что касается оснастки, мы используем импортную высокоизносостойкую сталь. Кроме того, мы динамически регулируем температуру пресс-формы, чтобы исключить проблему всплывания стекловолокна.
В5: Какую текстуру поверхности вы можете предложить для деталей интерьера автомобиля?
Наши возможности не ограничиваются стандартами MT, VDI и Mold-Tech, но также включают лазерную гравировку с мелкозернистой текстурой для получения поверхности класса А для внутренних деталей.
В6: Предоставляете ли вы услуги по изготовлению пробных образцов автомобильных деталей методом литья под давлением в небольших объемах?
Да, мы принимаем заказы от 100 штук и используем мягкие или быстротвердеющие стальные пресс-формы, что позволяет нашим клиентам проверить рынок с низкими затратами перед началом полномасштабного производства.
В7: Как компания JS Precision реагирует на изменения в проекте, связанные с уведомлениями об изменении технических требований (ECN)?
Мы можем провести анализ затрат и обсудить варианты модернизации в течение одного рабочего дня . Благодаря лазерной сварке или замене вставок мы можем свести к минимуму влияние на сроки поставки.
В8: Как вы обеспечиваете безопасность чертежей автомобильных деталей ваших клиентов и защиту их коммерческой тайны?
Подписываются соглашения о неразглашении, данные шифруются и хранятся, доступ ограничен только персоналом проекта, доступ на завод строго контролируется, несанкционированная фотосъемка строго запрещена, и гарантируется безопасность интеллектуальной собственности.
Краткое содержание
Производство высококачественных автомобильных деталей, изготовленных методом литья под давлением, сочетает в себе высокоточные пресс-формы, научные процессы и строгий контроль, всесторонне интегрированные в процесс.
Благодаря использованию пресс-форм для литья под давлением, компания JS Precision может справляться с высокотемпературными задачами, возникающими при изготовлении деталей под капотом , а также удовлетворять эстетические требования к деталям интерьера и т.д., используя технические оптимизации, повышающие рентабельность инвестиций заказчика. Мы поддерживаем трансформацию автомобильной промышленности, и благодаря этому остаемся надежным партнером.
Хотите улучшить дизайн своего проекта по литью пластмасс под давлением для автомобильной промышленности? Не позволяйте плохому проектированию процесса литья стать причиной задержки массового производства, как и недопустимы необоснованные решения, увеличивающие затраты.
Загрузите свои 3D-чертежи (желательно в формате STEP/IGS), и наши ведущие инженеры проведут бесплатную оценку DFM-технологий и предоставят точную смету на литье под давлением уже на следующий рабочий день, а также совместно откроют новую главу в истории автомобильных деталей!

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

