

I componenti in plastica stampati a iniezione costituiscono la spina dorsale della produzione automobilistica, mentre gli stampi a iniezione sono fondamentali per garantirne la precisione e la lunga durata.
I servizi di stampaggio a iniezione possono aiutare i componenti automobilistici a raggiungere tolleranze di 0,01 mm, risolvere i problemi legati alla deformazione ad alta temperatura e supportare gli OEM nella riduzione dei tempi di consegna del 30% attraverso l'analisi DFM, superando così le sfide produttive per i componenti del vano motore e dell'abitacolo.
La riduzione del peso e l'elevata integrazione sono due obiettivi principali dell'industria automobilistica odierna, che spesso portano i produttori di apparecchiature originali (OEM) a dover affrontare problemi come lunghi cicli di stampaggio per componenti strutturali complessi e la deformazione dei pezzi dovuta al surriscaldamento.
La guida "Cosa succederà dopo" esplora i modi in cui le sfide produttive poste dallo stampaggio a iniezione possono essere superate attraverso l'ottimizzazione della progettazione degli stampi per componenti in plastica, l'esecuzione del controllo dei parametri e la selezione di materiali di alta qualità . Più concretamente, la guida fornisce una spiegazione degli standard di tolleranza, della selezione dei materiali e di come è possibile ridurre al minimo l'impatto sui tempi di consegna.
Riepilogo della soluzione principale per gli stampi a iniezione
Dimensioni tecniche chiave | Soluzioni tecniche fondamentali e standard dei parametri | Valore fondamentale che otterrai |
Tecnologia di stampaggio di precisione | Grazie all'utilizzo di acciaio per stampi ad alte prestazioni H13/S136 e a un trattamento termico a 48-52 HRC, la durata degli stampi personalizzati per materie plastiche può superare i 500.000 cicli. | Eliminazione delle preoccupazioni relative alla produzione a lungo termine, raggiungimento di un'elevatissima precisione dimensionale, assenza di interferenze in fase di assemblaggio e drastica riduzione dei costi totali di manutenzione durante l'intero ciclo di vita. |
Applicazione in ambienti difficili | Per i componenti in plastica sotto il cofano, la tecnologia di controllo dinamico della temperatura dello stampo viene combinata con l'applicazione del materiale PA66+GF ad alta fluidità. | Superare il problema dei guasti ad alta temperatura, risolvere la deformazione dei componenti in ambienti estremi a 150 °C mediante compensazione del processo e garantire il superamento del test di durata del veicolo. |
Costo e velocità di risposta | Fornire un preventivo per lo stampaggio a iniezione con analisi DFM entro 24 ore e offrire suggerimenti per l'ottimizzazione del layout dello stampo multicavità. | Accelera il lancio del prodotto, identifica in anticipo i difetti di progettazione ed evita il 90% dei rischi di rilavorazione durante l'apertura dello stampo. |
Controllo delle tolleranze | Viene adottato un centro di lavoro CNC ad alta precisione da 24.000 giri/minuto, abbinato a una macchina di misura a coordinate Zeiss CMM per garantire una tolleranza di ±0,01 mm. | Evitare spazi di assemblaggio irregolari, garantire la stabilità dimensionale dei componenti e rispettare i rigorosi standard OEM. |
Punti chiave:
- Standard di precisione: le tolleranze dei componenti interni per autoveicoli devono essere rigorosamente controllate entro 0,05 mm per evitare rischi per la qualità derivanti da giochi di assemblaggio irregolari.
- Garanzia di prestazioni: Per i componenti sotto il cofano, la scelta del materiale PA66+GF di alta qualità è obbligatoria per garantire la resistenza a cicli termici di 150℃ e per poter svolgere le proprie funzioni.
- Strategia di riduzione dei costi: grazie alla riprogettazione della disposizione delle cavità e del sistema a canale caldo dello stampo in plastica personalizzato, è possibile ridurre il costo di produzione per pezzo fino al 40%.
- Controllo del rischio: la selezione di fornitori in possesso della certificazione IATF 16949 e in grado di fornire una valutazione DFM pre-produzione può ridurre del 90% il rischio di rilavorazione dello stampo.
In che modo i servizi di stampaggio a iniezione di JS Precision possono ottimizzare i vostri componenti automobilistici?
Vantiamo 20 anni di esperienza nel settore e abbiamo individuato a fondo i punti critici che i produttori automobilistici incontrano nell'utilizzo degli stampi a iniezione. Alcuni di questi punti critici sono la scarsa precisione, la deformazione dei componenti in plastica dovuta al riscaldamento, i ritardi nelle consegne e l'aumento dei costi. Grazie alla nostra esperienza maturata lavorando su migliaia di progetti , disponiamo di soluzioni che possono essere implementate immediatamente.
Il problema delle crepe nella plastica è stato risolto grazie al caso di un nostro cliente nordamericano del settore automobilistico. I componenti che si rompevano presentavano una resistenza insufficiente delle linee di saldatura e dovevano rispettare una tolleranza molto stretta di 0,02 mm. Intervenendo sul punto di iniezione, sui canali di sfiato e sulla temperatura dello stampo, abbiamo dato ai componenti l'idoneità per un test di durata di 1000 ore, riducendo drasticamente il tasso di scarto dal 12% allo 0,5%.
Il nostro lavoro/i nostri servizi possono essere documentati in conformità alla norma ISO 13485:2016 , e la produzione dello stampo avviene utilizzando l'acciaio ASTM A681 standard H13 (dopo trattamento termico a 48-52 HRC), che garantisce una durata dello stampo superiore del 30% rispetto alla media del settore.
Attraverso l'analisi del flusso di stampaggio, riprogettiamo i componenti in plastica stampati a iniezione per aiutare i nostri clienti a ridurre il consumo di materiale del 30% senza compromettere la resistenza . Essendo ufficialmente certificati da fornitori di materiali come BASF e DuPont, possiamo anche offrire consulenza per la scelta dei prodotti più adatti.
Scegliere un partner affidabile per gli stampi a iniezione può aiutarti a ridurre dell'80% i rischi di produzione. Se hai difficoltà con problemi come tolleranze di precisione e deformazioni ad alta temperatura, contatta i nostri ingegneri senior per una valutazione gratuita della fattibilità del progetto e per scoprire soluzioni di ottimizzazione personalizzate.
Perché i componenti in plastica stampati a iniezione sono fondamentali per la sicurezza automobilistica?
I componenti automobilistici sono i principali responsabili del livello complessivo di rumore, vibrazioni e ruvidità (NVH) del veicolo e dei suoi aspetti di sicurezza passiva. La scelta di componenti in plastica stampati a iniezione fa la differenza in questo contesto. Utilizzando polimeri ad alta resistenza agli urti e al contempo eseguendo una lavorazione dello stampo estremamente precisa , si garantisce che i componenti prodotti resistano a sollecitazioni estreme senza subire cedimenti, assicurando così la sicurezza di guida.
Rigorosi test ambientali sui componenti del vano motore
Poiché i componenti in plastica sotto il cofano sono esposti a temperature elevate (150 °C) e a corrosione chimica per lunghi periodi, devono possedere proprietà dei materiali eccezionali . Inoltre, i materiali plastici comuni non sono in grado di resistere a queste condizioni, pertanto l'utilizzo di tecnopolimeri progettati specificamente per questo scopo è inevitabile.
Il materiale PA66+30%GF ha una resistenza alla trazione di circa 150 MPa e una resistenza all'urto con intaglio di 10 kJ/m , entrambe sufficienti a superare i problemi di cicli termici sotto il cofano, secondo i risultati dei test, mentre il normale materiale PP subirebbe una deformazione maggiore a 120 °C.
La selezione dei materiali, la progettazione dello stampo e le operazioni di stampaggio a iniezione determinano in gran parte la qualità dei prodotti personalizzati per il settore automobilistico. Grazie all'analisi del flusso di stampaggio, troviamo il giusto equilibrio tra la previsione della cavitazione e delle linee di saldatura per ottimizzare i parametri e garantire che i componenti soddisfino gli standard strutturali.

Figura 1: Vari componenti in plastica per autoveicoli, tra cui maniglie e parti sotto il cofano.
Come può un servizio professionale di stampaggio a iniezione raggiungere una tolleranza di ± 0,01 mm?
Per raggiungere un livello di tolleranza di 0,01 mm nelle operazioni di realizzazione degli stampi, il servizio professionale di stampaggio a iniezione deve utilizzare un centro di lavoro CNC ad alta precisione da 24.000 giri/minuto, oltre a un controllo stabile della temperatura, un sistema di distensione secondaria dello stampo e la calibrazione della macchina di misura a coordinate Zeiss CMM.
Macchine utensili di precisione e l'ambiente adeguato
Il nostro centro di lavoro CNC all'avanguardia non solo vanta una precisione di posizionamento di 0,002 mm, ma opera anche a una velocità del mandrino di 24.000 giri/minuto, sufficiente per eseguire lavorazioni di precisione su cavità complesse. Inoltre, l'officina è mantenuta a una temperatura costante (1 °C) in modo che nessuna variazione di temperatura possa influenzare le dimensioni dello stampo.
Selezione dei materiali per la realizzazione degli stampi e i cicli di trattamento termico
Nei nostri sforzi, la prima e più importante cosa che facciamo è cercare acciaio per stampi ASSAB 88 (con una durezza di 58-60 HRC) che sia stato sottoposto a un processo di tempra secondaria per eliminare le tensioni interne e quindi prevenire la deformazione dello stampo.
Possiamo inoltre utilizzare la tecnologia di fresatura dura ad alta velocità in modo che la rugosità della superficie dello stampo sia controllata al di sotto di Ra 0,4, riducendo al minimo le perdite di materiale durante la sformatura.
Collegamento di elaborazione | Attrezzatura/Processo | Parametri chiave | Effetto della garanzia di tolleranza |
Lavorazione di cavità | CNC ad alta precisione | Velocità di rotazione 24.000 giri/minuto, precisione di posizionamento ±0,002 mm | Deviazione delle dimensioni della cavità ≤±0,005 mm |
Trattamento termico | Doppia tempra | Temperatura 580 °C, mantenimento della temperatura per 2 ore | Elimina oltre il 95% dello stress interno |
Ispezione di precisione | Misurazione a coordinate Zeiss CMM | Precisione di misurazione ±0,001 mm | Garantire una tolleranza complessiva di ±0,01 mm |
Trattamento superficiale | Fresatura dura ad alta velocità | Rugosità superficiale Ra 0,4 | Ridurre la deviazione dimensionale dei componenti |
Le tolleranze a livello di micron evitano efficacemente spazi di assemblaggio irregolari nei componenti automobilistici, migliorando la qualità del prodotto. Se il vostro progetto richiede un servizio di stampaggio a iniezione con tolleranza di ±0,01 mm, contattateci per un test di fattibilità gratuito e una soluzione di stampaggio personalizzata.
Come prevenire la deformazione termica nella produzione di componenti in plastica di alta qualità e conformi agli standard?
Per evitare la deformazione termica dei componenti in plastica sotto il cofano, le misure chiave consistono fondamentalmente nella "progettazione di compensazione asimmetrica dello spessore della parete" e nella "curva di pressione di mantenimento ottimizzata" , secondo i principi fondamentali. Per quanto riguarda i materiali rinforzati con fibre di nylon, per ottenere una differenza di temperatura superficiale dello stampo di 3 °C, la pressione del refrigeratore e la configurazione dei canali dell'acqua devono essere controllate con estrema precisione.
Parametri del processo di stampaggio a iniezione: controllo estremamente preciso
Le nervature saranno esenti da ritiro solo se il tempo di mantenimento della pressione supera la metà del ciclo di raffreddamento. I parametri riassuntivi del nostro processo di stampaggio a iniezione sono:
Velocità di iniezione, 50-80 mm/s, pressione di mantenimento, 70-80% della pressione di iniezione e tempo di raffreddamento, 15-30 s, tutti parametri in grado di alleviare i problemi di orientamento molecolare dei materiali PA66+GF.
Progettazione dei canali d'acqua dello stampo e compatibilità dei materiali
Per mantenere la differenza di temperatura dello stampo entro i 3°C, utilizziamo innanzitutto un design bilanciato dei canali dell'acqua. Allo stesso tempo, abbiniamo materiali come questi:
Il materiale PPS (temperatura di distorsione termica, 260℃) è quello adatto per ambienti con temperature superiori a 150℃, mentre il materiale PA66+30%GF è dedicato alle temperature medie, che comportano una maggiore resistenza alla deformazione.
Come bilanciare i costi iniziali con i prezzi a lungo termine nella progettazione di stampi per materie plastiche personalizzati?
Durante la fase di realizzazione degli stampi personalizzati per materie plastiche, l'impiego di acciaio ad alta durezza e di una configurazione multicavità, pur comportando un lieve aumento dell'investimento iniziale, può ridurre i tempi del ciclo di stampaggio del 20% e il tasso di scarto dello 0,5% , minimizzando così il costo totale del ciclo di vita per ogni componente in plastica stampato a iniezione.
Logica di calcolo del costo totale del ciclo di vita
Un preventivo professionale per lo stampaggio a iniezione non dovrebbe limitarsi a considerare il solo costo di apertura dello stampo iniziale. Il nostro obiettivo è calcolare il costo totale di proprietà (TCO) dei pezzi in un arco di tempo compreso tra 3 e 5 anni.
Il modello di calcolo principale è:
Costo totale di proprietà = [Investimento iniziale in stampi di precisione] + ([Costo delle materie prime + Tariffa oraria di lavorazione] × Produzione totale).
Selezione della soluzione antimuffa più adatta a diversi scenari.
In base al volume di produzione annuo del cliente e al prezzo unitario del materiale, offriamo soluzioni personalizzate per stampi in plastica come queste:
1. Una produzione annua superiore a 100.000, se si utilizza l'acciaio ad alta durezza S136, non solo contribuirà a prolungare la durata degli utensili, ma anche a ridurre il costo unitario, con un risparmio finale di oltre il 30% sui costi totali .
2. Costo unitario del materiale > 6,0 $/kg: Sebbene una configurazione con sistema a canale caldo aumenti il costo iniziale, questo sistema elimina completamente gli sprechi di materiale del canale di colata, consentendo di recuperare l'investimento in 6 mesi.
3. Non si deve utilizzare acciaio pre-temprato di bassa qualità per le parti strutturali sotto il cofano. Il costo della riparazione delle deformazioni dello stampo che ne derivano sarà di gran lunga superiore al risparmio iniziale del 15% ottenuto dal budget.
Produzione annuale | Prezzo unitario del materiale | Selezione di acciai per stampi | Configurazione Hot Runner | Periodo stimato di recupero dell'investimento |
≤50.000 pezzi | ≤$4,0/kg | H13 | NO | Nessuno |
50.000-100.000 pezzi | Da 4,0 a 6,0 dollari/kg | H13/S136 | Opzionale | 8-12 mesi |
≥100.000 pezzi | ≥$6,0/kg | S136 | SÌ | 4-6 mesi |
≥200.000 pezzi | Qualunque | S136 | SÌ | 3-4 mesi |
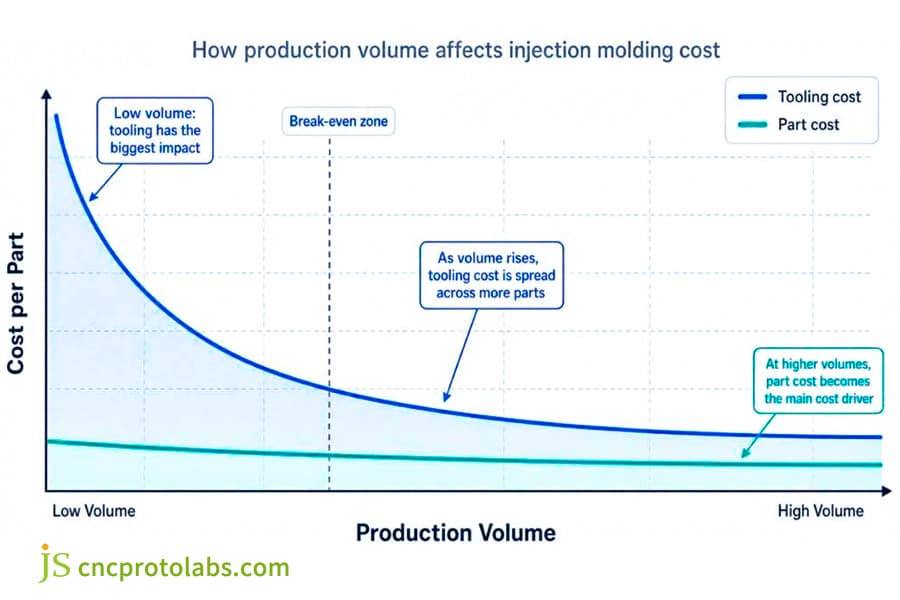
Figura 2: Grafico che mostra il volume di produzione rispetto al costo per pezzo nello stampaggio a iniezione.
Caso di studio: Come risolve JS Precision il problema delle crepe nei componenti in plastica stampati a iniezione per le coperture delle ventole automobilistiche?
La copertura della ventola di un'automobile è un componente in plastica essenziale situato sotto il cofano. Deve essere in grado di resistere a temperature estreme di 150 °C e alle vibrazioni causate dalla rotazione ad alta velocità, pertanto richiede un'elevatissima precisione e resistenza. In passato abbiamo risolto il problema delle crepe nei componenti in plastica stampati a iniezione per produttori nazionali e il nostro know-how può essere applicato direttamente.
Sfide del progetto
La copertura della ventola utilizzata dal cliente era realizzata in materiale PA66+30%GF con una tolleranza dimensionale di 0,03 mm . A causa della resistenza della linea di saldatura inferiore al livello previsto, il pezzo si rompeva continuamente, con conseguente tasso di scarto del 12%. Anche dopo aver apportato diverse modifiche, non si è ottenuto il risultato sperato.
Gli obiettivi principali erano risolvere il problema delle crepe, ridurre il tasso di scarto a meno dell'1% e superare un test di durata di 1000 ore.
Soluzione di precisione JS
Inizialmente, il nostro team di ingegneri ha eseguito un'analisi dei guasti sui punti di rottura delle parti. Hanno scoperto che le rotture della linea di saldatura si verificavano principalmente nel punto in cui le pale del coperchio della ventola si univano alla base. Le cause principali includevano un punto di iniezione progettato male e una ventilazione dello stampo insufficiente che ha portato a una fusione parziale del materiale plastico. Abbiamo effettuato una serie di ottimizzazioni in tre fasi:
1. Abbiamo riprogettato il punto di iniezione laterale e ne abbiamo spostato la posizione alla radice della pala. Questo facilita il movimento della plastica fusa lungo la direzione della pala, riducendo non solo la formazione di linee di saldatura, ma anche, poiché il punto di iniezione è ora nascosto alla radice della pala, evitando che eventuali segni del punto di iniezione compromettano l'aspetto del pezzo.
2. Abbiamo approfondito lo sfiato dello stampo a 0,02 mm e, inoltre, abbiamo aggiunto tre punti di sfiato nelle aree in cui le linee di saldatura erano più visibili. In questo modo, i gas prodotti durante il processo di stampaggio a iniezione vengono espulsi tempestivamente, prevenendo cedimenti strutturali dovuti alla cavitazione.
3. Abbiamo quindi modificato i parametri del processo di stampaggio a iniezione. La temperatura dello stampo è stata aumentata a 120 °C e la pressione di mantenimento è stata mantenuta per 25 secondi, ovvero il 55% del ciclo di raffreddamento. Dopo queste modifiche, la fusione molecolare è risultata più forte nella zona della linea di saldatura e la resistenza della linea di saldatura è migliorata.
- Lezioni dagli errori:
La semplice modifica della pressione di tenuta non è stata sufficiente a migliorare lo sfiato durante la prima prova, causando un riscaldamento non uniforme dei pezzi e la formazione di bruciature localizzate. Pertanto, per consentire la fuoriuscita dei gas e del materiale bruciato e per prevenire tale surriscaldamento, abbiamo incluso un canale di troppo pieno, risolvendo completamente il problema.
Risultati finali
La copertura della ventola, dopo l'ottimizzazione, non solo ha risolto completamente il problema delle crepe, ma ha anche apportato numerosi altri vantaggi. 1000 ore di test di durata hanno portato a una drastica riduzione del tasso di scarto, sceso a solo lo 0,5%, alla riduzione del ciclo di stampaggio da 45 a 36 secondi, a un aumento del 20% dell'efficienza produttiva e, soprattutto, a una diminuzione del costo unitario.
- Feedback del cliente: "JS Precision si è dimostrata eccezionale nell'analisi dei guasti e molto professionale dal punto di vista tecnico. Hanno risolto in tempi brevissimi il problema delle crepe che ci assillava da tempo. Questo li rende un partner affidabile per gli stampi a iniezione ."
Abbiamo risolto centinaia di problematiche simili relative allo stampaggio di componenti per il settore automobilistico . Se anche i vostri componenti in plastica stampati a iniezione presentano crepe, deformazioni o altri problemi, vi invitiamo a consultare il nostro caso di studio completo per trovare soluzioni mirate, oppure a contattare i nostri ingegneri per una consulenza specifica.

Figura 3: Componente stampato a iniezione per la copertura della ventola di un'automobile di colore nero.
Perché lo stampaggio a iniezione personalizzato per il settore automobilistico richiede una valutazione DFM approfondita?
Una valutazione DFM (Design for Manufacturing) può individuare fino al 90% dei problemi di producibilità prima dell'inizio della produzione. Tra le varie tipologie di difetti, per i componenti in plastica complessi sotto il cofano, una delle principali cause della formazione di cavità da ritiro sottovuoto è la progettazione inadeguata dello spessore delle pareti. Pertanto, una valutazione DFM approfondita è uno dei motivi principali per la produzione di componenti personalizzati stampati a iniezione per il settore automobilistico.
Lo scopo principale della valutazione DFM
Eseguendo un'accurata valutazione DFM (Design for Manufacturing), possiamo perfezionare il design prima della produzione dello stampo, evitando così difetti di progettazione e riducendo i costi di successive modifiche. Tre caratteristiche principali che prendiamo in considerazione sono: l'angolo di sformo, l'uniformità dello spessore della parete e la gestione degli angoli vivi, poiché influenzano notevolmente la qualità del pezzo stampato e la produttività.
Aspetti importanti della valutazione DFM
Quando si tratta di stampaggio a iniezione personalizzato per il settore automobilistico , la nostra valutazione DFM (Design for Manufacturing) fornisce proposte di ottimizzazione dettagliate, che includono questi punti importanti:
- Angolo di sformo: Per evitare graffi durante la sformatura e usura dello stampo, per i pezzi con cavità profonda è necessario un angolo di sformo di 3°.
- Spessore delle pareti: lo spessore delle pareti dei componenti sotto il cofano deve essere compreso tra 2,0 e 3,0 mm per prevenire cavità da ritiro e deformazioni dovute a brusche variazioni di spessore.
- Progettazione del meccanismo: in caso di componenti strutturali complessi, progettare i meccanismi di scorrimento e di espulsione in modo logico per consentire una sformatura agevole e garantire la precisione dimensionale.
Una valutazione DFM approfondita può farti risparmiare tempo e costi significativi per la modifica degli stampi, garantendo il regolare svolgimento del tuo progetto di stampaggio a iniezione personalizzato per il settore automobilistico. Per ottenere un servizio di valutazione DFM gratuito, inviaci i disegni 3D del tuo componente e i nostri ingegneri ti forniranno un rapporto di valutazione dettagliato entro 24 ore.
Quali sono i parametri tecnici chiave da fornire per ottenere preventivi accurati per lo stampaggio a iniezione?
Per ottenere un preventivo preciso per lo stampaggio a iniezione, oltre ai disegni 3D, è necessario specificare il tipo di materiale, la frequenza di produzione annuale, la qualità estetica desiderata e se saranno necessari o meno processi di lavorazione secondaria. Questi fattori influenzano la scelta dell'acciaio utilizzato per la realizzazione di stampi personalizzati per materie plastiche.
Analisi approfondita dei principali parametri tecnici
Tutti questi fattori influenzano l'identificazione della citazione effettiva.
1. Disegni 3D: La realizzazione di stampi accurati e coerenti con il preventivo è possibile solo se gli stampatori dispongono di file STEP o X_T.
2. Grado del materiale: Oltre al tipo di materiale, è necessario indicare anche lo standard a cui appartiene. Il costo di lavorazione è uno dei fattori che variano a seconda del materiale utilizzato.
3. Domanda annua: determina il numero di cavità dello stampo e il tipo di acciaio da utilizzare. Per grandi quantità, si possono utilizzare stampi multicavità per ridurre i costi di produzione.
4. Grado estetico: La texture MT VDI e la finitura superficiale di grado A influiscono sulla scelta dei processi di trattamento dello stampo, che a loro volta determineranno i costi.
Errori comuni nelle quotazioni e come evitarli
I preventivi economici per lo stampaggio a iniezione a volte nascondono costi aggiuntivi. Solitamente, la causa di questo aumento di costo è l'utilizzo di componenti non conformi agli standard DME/HASCO, che comportano costi di manutenzione molto più elevati nel tempo. I nostri preventivi includono tutti i costi, compresi l'acciaio per lo stampo e i canali caldi, per evitare spese nascoste e garantire la precisione del calcolo.
Fornire tutti i parametri tecnici chiave è fondamentale per ottenere un preventivo accurato per lo stampaggio a iniezione ed evitare costi aggiuntivi in seguito. Se non siete sicuri di quali parametri siano necessari, contattateci per ricevere un elenco che vi permetterà di preparare rapidamente le informazioni pertinenti e ottenere un preventivo preciso entro 24 ore.

Figura 4: Stampo a iniezione con cavità e componenti multipli.
Quali materiali sono più adatti alla produzione di componenti automobilistici stampati a iniezione durevoli?
Per i componenti situati sotto il cofano, l'industria fa ampio uso di tecnopolimeri come PA66, PPA e PPS. Sebbene PC/ABS o POM siano i materiali più comuni per le finiture interne, in quanto offrono un buon equilibrio tra sensazione tattile e resistenza meccanica, in casi particolari, quando è necessario garantire proprietà meccaniche a lungo termine, i materiali vengono testati secondo gli standard ASTM D638 . Questo è fondamentalmente il principio cardine nella scelta dei materiali per componenti automobilistici stampati a iniezione durevoli.
Selezione dei materiali per diversi scenari
In base ai casi d'uso dei componenti automobilistici, abbiamo raccolto raccomandazioni sulla selezione dei materiali per i componenti stampati a iniezione, al fine di garantirne la durata:
- Componenti in plastica sotto il cofano: PA66+GF (temperatura media), PPA (alta temperatura), PPS (temperatura estremamente elevata), resistenti a 120-260℃, resistenti alla corrosione chimica.
- Componenti degli interni: PC/ABS (cruscotto, pannelli delle portiere) offre un buon equilibrio tra resistenza ed estetica . POM (ingranaggi, clip) è resistente all'usura e robusto.
- Componenti strutturali: il PA66+30%GF ha un'elevata resistenza alla trazione ed è adatto per componenti che devono resistere a forti sollecitazioni , come staffe e connettori.
Caratteristiche di lavorazione dei materiali e impatto della modifica
I materiali di diversi produttori presentano proprietà di lavorazione differenti. Un modo per aumentare la durata dei componenti automobilistici stampati a iniezione è l' utilizzo di agenti modificanti (ad esempio, resistenti ai raggi UV, ignifughi, indurenti) . A titolo di esempio, gli agenti resistenti ai raggi UV possono effettivamente aumentare la durata all'esterno dei componenti fino a oltre 8 anni.
Perché JS Precision è il partner ideale per i servizi di stampaggio a iniezione?
In oltre 15 anni di esportazione di stampi, i nostri prodotti sono sempre stati conformi al 100% agli standard nordamericani ed europei. Oltre a essere un'azienda produttrice di stampi per conto terzi (OEM), offriamo anche servizi di consulenza tecnica, tra cui ottimizzazione DFM (Design for Manufacturing) e miglioramento dei processi, contribuendo a creare lo scenario ideale per la realizzazione di stampi a iniezione, dalla prototipazione alla produzione di massa.
Principi fondamentali della competitività
Comprendere il valore dei nostri clienti è da sempre alla base delle caratteristiche della nostra azienda. Tre competenze fondamentali che ne costituiscono il punto di forza:
- Estremamente precisa: capacità di lavorazione di 0,005 mm, in grado di soddisfare i rigorosi requisiti di tolleranza dei componenti automobilistici e di garantire la precisione dell'assemblaggio.
- Tempi di consegna brevissimi: feedback sulla prima soluzione entro 2 ore, invio della revisione DFM e del preventivo per lo stampaggio a iniezione entro 24 ore, riducendo così la durata del progetto.
- Massima trasparenza: report settimanali sui progressi, aggiornamenti immediati sullo stato di produzione degli stampi, nessuna procedura o costo nascosto.
Vantaggi di protezione e collaborazione per il cliente
Stipuliamo accordi formali di riservatezza (NDA), crittografiamo e custodiamo i dati dei clienti e consentiamo l'accesso solo al personale coinvolto nel progetto. Il nostro stabilimento è dotato di un sistema di controllo accessi per salvaguardare i disegni e i segreti commerciali dei clienti.
Siamo in grado di realizzare piccole produzioni pilota con un ordine minimo di 100 pezzi e di fornire soluzioni come stampi morbidi o stampi rapidi in acciaio per consentire test di mercato a basso costo.
FAQ
D1: Quali sono i tempi di consegna per il nostro servizio di stampaggio a iniezione?
In genere, la realizzazione di stampi semplici richiede circa 25-30 giorni, mentre stampi di precisione complessi per il settore automobilistico ne richiedono 35-45. Tuttavia, se necessario, possiamo ridurre questi tempi del 10-15% grazie all'ingegneria simultanea e alla lavorazione automatizzata CNC.
D2: Come vi assicurate che i componenti in plastica sotto il cofano resistano alle alte temperature?
Un metodo consiste nello scegliere materiali con una temperatura di distorsione termica >200℃. Successivamente, ci assicuriamo che il processo di essiccazione venga seguito rigorosamente . Infine, eseguiamo test di cottura ad alta temperatura su ogni lotto di pezzi per evitare degrado e deviazioni dimensionali.
D3: Cosa è incluso nel preventivo di JS Precision per lo stampaggio a iniezione?
In sostanza, includerebbero l'acciaio dello stampo, il numero di cavità, la marca del canale caldo, il prezzo unitario, la durata dello stampo, l'imballaggio e le soluzioni logistiche. In pratica, nessuna spesa nascosta, garantendo calcoli perfettamente accurati.
D4: Siete in grado di produrre componenti automobilistici complessi stampati a iniezione con fibra di vetro?
Generalmente utilizziamo materiali rinforzati con fibre di vetro con una percentuale di fibra di vetro compresa tra il 30% e il 50% . Per quanto riguarda gli stampi, impieghiamo acciaio importato ad alta resistenza all'usura. Inoltre, regoliamo dinamicamente la temperatura dello stampo per eliminare il problema del galleggiamento delle fibre di vetro.
D5: Che tipo di texture superficiale potete fornire per i componenti interni delle automobili?
Le nostre capacità non si limitano agli standard MT, VDI e Mold-Tech, ma includono anche l'incisione laser per ottenere una texture a grana fine e raggiungere una superficie di Classe A per i componenti interni.
D6: Offrite servizi di produzione di prova per piccoli quantitativi di stampaggio a iniezione personalizzato per il settore automobilistico?
Sì, possiamo accettare ordini minimi di 100 pezzi e utilizzare stampi morbidi o stampi rapidi in acciaio per consentire ai nostri clienti di validare il mercato con costi contenuti prima di avviare la produzione su larga scala.
D7: Nell'ambito del processo di progetto, come risponde JS Precision alle notifiche di modifica tecnica (ECN) relative alle modifiche di progettazione?
Possiamo effettuare un'analisi dei costi e discutere la riprogettazione entro un giorno lavorativo . Grazie alla saldatura laser o alla sostituzione degli inserti, possiamo ridurre al minimo l'impatto sui tempi di consegna.
D8: Come garantite la sicurezza dei disegni dei componenti automobilistici dei vostri clienti e come questi siano considerati segreti commerciali?
Vengono firmati accordi di riservatezza (NDA), i dati vengono crittografati e archiviati, l'accesso è limitato al solo personale del progetto, l'accesso alla fabbrica è rigorosamente controllato, è severamente vietato scattare fotografie senza autorizzazione e la sicurezza della proprietà intellettuale è garantita.
Riepilogo
La produzione di componenti automobilistici stampati a iniezione di qualità superiore combina stampi di precisione, processi scientifici e un controllo rigoroso, il tutto perfettamente integrato.
Grazie alla tecnologia di stampaggio a iniezione, JS Precision è in grado di affrontare le sfide ad alta temperatura dei componenti sotto il cofano e di soddisfare i requisiti estetici dei componenti interni, ecc., attraverso ottimizzazioni tecniche che aumentano il ROI del cliente. Supportiamo le trasformazioni del settore automobilistico e, per questo, ci affermiamo come partner affidabile.
Desideri progettare al meglio il tuo progetto di stampaggio a iniezione personalizzato per il settore automobilistico? Non lasciare che una progettazione inadeguata del processo di stampaggio sia la causa del ritardo nella produzione di massa, né tollerare soluzioni irragionevoli che aumentano i costi.
Carica i tuoi disegni 3D (preferibilmente in formato STEP/IGS) e i nostri ingegneri senior ti forniranno una valutazione DFM gratuita e un preventivo accurato per lo stampaggio a iniezione entro il giorno lavorativo successivo, dando vita a un nuovo capitolo nella storia dei componenti automobilistici!

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. JS Precision Services non rilascia alcuna dichiarazione o garanzia, esplicita o implicita, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera tramite la rete JS Precision. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team di precisione JS
JS Precision è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Precision significa efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

