

Spritzgegossene Kunststoffkomponenten bilden das Rückgrat der Automobilfertigung, wobei die Werkzeuge für den Spritzguss die Schlüsselrolle für deren Genauigkeit und Langlebigkeit spielen.
Werkzeugdienstleistungen für Spritzguss können dazu beitragen, dass Automobilteile Toleranzen von 0,01 mm einhalten, Probleme im Zusammenhang mit Verformungen bei hohen Temperaturen behoben werden und OEMs durch DFM-Analysen die Lieferzeiten um 30 % reduzieren können. Auf diese Weise werden Fertigungsherausforderungen für Motorraum- und Innenraumteile bewältigt.
Leichtbau und hohe Integration sind zwei Hauptziele der heutigen Automobilindustrie, die oft dazu führen, dass OEMs mit Problemen wie langen Formzyklen für komplexe Strukturbauteile und Verformungen der Teile durch Erwärmung konfrontiert werden.
Der Leitfaden „Was kommt als Nächstes?“ untersucht, wie sich die Herausforderungen der Spritzgussfertigung durch Optimierung des Werkzeugdesigns für Kunststoffkomponenten, präzise Parametersteuerung und die Auswahl hochwertiger Materialien bewältigen lassen. Konkret erläutert er die Toleranznormen, die Materialauswahl und zeigt auf, wie sich die Auswirkungen auf die Lieferzeit minimieren lassen.
Kernlösung für Spritzgusswerkzeuge – Zusammenfassung
Wichtigste technische Abmessungen | Technische Kernlösungen und Parameterstandards | Kernnutzen, den Sie erhalten |
Präzisionsformtechnologie | Durch die Verwendung von H13/S136 Hochleistungs-Formenstahl und eine Wärmebehandlung von 48-52 HRC kann die Lebensdauer der kundenspezifischen Kunststoffformwerkzeuge mehr als 500.000 Zyklen betragen. | Dadurch werden Sorgen um die langfristige Produktion beseitigt, eine sehr hohe Maßgenauigkeit erreicht, Montageprobleme vermieden und die gesamten Wartungskosten über den gesamten Lebenszyklus drastisch gesenkt . |
Anwendung in rauer Umgebung | Bei Kunststoffkomponenten für den Motorraum wird die Technologie der dynamischen Formtemperaturregelung mit der Anwendung des hochfließfähigen Materials PA66+GF kombiniert. | Das Problem des Hochtemperaturversagens wird durch Prozesskompensation gelöst, die Verformung von Bauteilen unter extremen Bedingungen von 150°C wird behoben und das Bestehen des Fahrzeug-Dauertests sichergestellt. |
Kosten und Reaktionsgeschwindigkeit | Wir erstellen Ihnen innerhalb von 24 Stunden ein Angebot für Spritzguss mit DFM-Analyse und geben Ihnen Vorschläge zur Optimierung des Mehrkavitäten-Werkzeuglayouts. | Beschleunigen Sie die Produkteinführung, erkennen Sie Konstruktionsfehler im Voraus und vermeiden Sie 90 % der Nacharbeitsrisiken beim Öffnen der Form bereits vor deren Öffnung. |
Toleranzkontrolle | Es wird ein hochpräzises CNC-Bearbeitungszentrum mit 24.000 U/min eingesetzt, kombiniert mit einer Zeiss-Koordinatenmessmaschine, um eine Toleranz von ±0,01 mm zu gewährleisten. | Vermeiden Sie ungleichmäßige Montagespalte, gewährleisten Sie die Dimensionsstabilität der Teile und erfüllen Sie die strengen OEM-Standards. |
Wichtigste Erkenntnisse:
- Präzisionsstandards: Die Toleranzen von Bauteilen im Fahrzeuginnenraum müssen innerhalb von 0,05 mm genau eingehalten werden, um Qualitätsrisiken durch ungleichmäßige Montageabstände zu vermeiden.
- Leistungsgarantie: Für Teile im Motorraum ist die Wahl des hochwertigen Materials PA66+GF zwingend erforderlich, um die Beständigkeit unter thermischen Wechselbeanspruchungsbedingungen von 150℃ zu gewährleisten und die gewünschte Leistung zu erbringen.
- Kostenreduzierungsstrategie: Durch die Neugestaltung des Kavitätenlayouts und des Heißkanalsystems der kundenspezifischen Kunststoffform ist es möglich, die Produktionskosten pro Stück um bis zu 40 % zu senken.
- Risikokontrolle: Die Auswahl von vorwiegend Lieferanten, die über eine IATF 16949-Zertifizierung verfügen und in der Lage sind, eine DFM-Bewertung vor Produktionsbeginn durchzuführen, kann 90 % des Risikos von Nacharbeiten an den Formen vermeiden.
Wie können die Werkzeugdienstleistungen von JS Precision im Bereich Spritzguss Ihre Automobilkomponenten optimieren?
Wir verfügen über 20 Jahre Branchenerfahrung und kennen die Schwachstellen von Automobilherstellern, die Spritzgusswerkzeuge verwenden. Zu diesen Schwachstellen zählen mangelnde Genauigkeit, Verformungen der Kunststoffteile beim Erhitzen, Lieferverzögerungen und Kostensteigerungen. Aus unserer Erfahrung mit Tausenden von Projekten haben wir Lösungen entwickelt, die sich direkt umsetzen lassen.
Das Problem der Kunststoffrisse konnte anhand eines Fallbeispiels unserer nordamerikanischen Automobilkunden gelöst werden. Die gebrochenen Teile wiesen eine unzureichende Schweißnahtfestigkeit auf und mussten eine enge Toleranz von 0,02 mm einhalten. Durch Optimierung von Anguss, Entlüftungskanälen und Formtemperatur konnten die Teile einem 1000-Stunden-Dauertest unterzogen werden, wodurch die Ausschussrate von 12 % auf 0,5 % gesenkt werden konnte.
Unsere Arbeit/Dienstleistungen können gemäß ISO 13485:2016 dokumentiert werden. Die Herstellung der Form erfolgt unter Verwendung des Stahls ASTM A681 Standard H13 (nach Wärmebehandlung 48-52 HRC), was zu einer um 30 % längeren Lebensdauer der Form im Vergleich zum Branchendurchschnitt führt.
Mithilfe von Formfüllanalysen optimieren wir spritzgegossene Kunststoffkomponenten und helfen unseren Kunden so, den Materialverbrauch um 30 % zu reduzieren , ohne Kompromisse bei der Festigkeit einzugehen . Da wir von Materiallieferanten wie BASF und DuPont offiziell zertifiziert sind, können wir Ihnen auch eine Beratung zur optimalen Produktauswahl anbieten.
Die Wahl eines zuverlässigen Partners für Spritzgusswerkzeuge kann Ihnen helfen, 80 % der Produktionsrisiken zu minimieren. Wenn Sie mit Herausforderungen wie engen Toleranzen und Verformungen bei hohen Temperaturen zu kämpfen haben, kontaktieren Sie unsere erfahrenen Ingenieure für eine kostenlose Projektanalyse und um maßgeschneiderte Optimierungslösungen zu erhalten.
Warum sind spritzgegossene Kunststoffkomponenten so wichtig für die Fahrzeugsicherheit?
Automobilkomponenten tragen maßgeblich zum NVH-Wert (Geräusch-, Vibrations- und Rauheitskomfort) und den passiven Sicherheitsaspekten eines Fahrzeugs bei. Die Wahl von spritzgegossenen Kunststoffkomponenten ist hierbei entscheidend. Durch den Einsatz hochschlagfester Polymere und eine präzise Formgebung wird sichergestellt, dass die gefertigten Teile extremen Belastungen standhalten und somit die Fahrsicherheit gewährleisten.
Strenge Umwelttests für Motorraumkomponenten
Da die Kunststoffbauteile im Motorraum über einen längeren Zeitraum hohen Temperaturen (150 °C) und chemischer Korrosion ausgesetzt sind, müssen sie über hervorragende Materialeigenschaften verfügen . Herkömmliche Kunststoffe sind diesen Bedingungen nicht gewachsen, weshalb der Einsatz von speziell dafür entwickelten technischen Kunststoffen unerlässlich ist.
Das Material PA66+30%GF weist eine Zugfestigkeit von rund 150 MPa und eine Kerbschlagzähigkeit von 10 kJ/m² auf. Laut Testergebnissen reichen diese Werte aus, um die Probleme der Temperaturwechselbelastung im Motorraum zu bewältigen, während das gewöhnliche PP-Material bei 120 °C eine starke Verformung erfährt.
Die Materialauswahl, die Werkzeugkonstruktion und die Spritzgießprozesse bestimmen maßgeblich die Qualität kundenspezifischer Spritzgussteile für die Automobilindustrie. Mithilfe der Werkzeugfüllanalyse optimieren wir die Parameter, um ein optimales Verhältnis zwischen der Vorhersage von Kavitation und Schweißnähten zu erreichen und so die Bauteilnormen zu erfüllen.

Abbildung 1: Verschiedene Kunststoffbauteile für Kraftfahrzeuge, darunter Griffe und Teile unter der Motorhaube.
Wie kann ein professioneller Werkzeugbaudienstleister für Spritzguss eine Toleranz von ± 0,01 mm erreichen?
Um bei der Formenherstellung eine Toleranz von 0,01 mm zu erreichen, muss der professionelle Werkzeugbaudienstleister für Spritzgussformen ein hochpräzises CNC-Bearbeitungszentrum mit 24.000 U/min sowie eine stabile Temperaturregelung, eine sekundäre Spannungsentlastung der Form und die Kalibrierung der Zeiss CMM-Koordinatenmessmaschine einsetzen.
Präzisionsbearbeitungsmaschinen und die richtige Umgebung
Unser hochmodernes CNC-Bearbeitungszentrum bietet nicht nur eine Positioniergenauigkeit von 0,002 mm, sondern arbeitet auch mit einer Spindeldrehzahl von 24.000 U/min, was für die hochpräzise Bearbeitung komplexer Kavitäten ausreicht. Zudem wird die Bearbeitungshalle auf einer konstanten Temperatur von 1 °C gehalten, sodass Temperaturschwankungen die Formabmessungen nicht beeinflussen können.
Materialauswahl für die Formenherstellung und Wärmebehandlungszyklen
Bei unseren Bemühungen suchen wir zunächst nach ASSAB 88 Formstahl (mit einer Härte von 58-60 HRC), der einem zweiten Anlassprozess unterzogen wurde, um innere Spannungen abzubauen und so eine Verformung der Form zu verhindern.
Wir können auch Hochgeschwindigkeits-Hartfrästechnologie einsetzen, um die Rauheit der Formoberfläche unter Ra 0,4 zu halten, wodurch die Entformungsverluste des Teils minimiert werden.
Verarbeitungslink | Ausrüstung/Prozess | Kernparameter | Toleranzgarantieeffekt |
Hohlraumbearbeitung | Hochpräzise CNC-Maschinen | Drehzahl 24.000 U/min, Positioniergenauigkeit ±0,002 mm | Abweichung der Kavitätsabmessungen ≤±0,005 mm |
Wärmebehandlung | Doppeltes Anlassen | Temperatur 580°C, Wärmespeicherung für 2 Stunden | Beseitigen Sie mehr als 95 % des inneren Stresses |
Präzisionsprüfung | Zeiss CMM Koordinatenmessung | Messgenauigkeit ±0,001 mm | Gewährleisten Sie eine Gesamttoleranz von ±0,01 mm. |
Oberflächenbehandlung | Hochgeschwindigkeits-Hartfräsen | Oberflächenrauheit Ra 0,4 | Reduzierung der Bauteilabmessungsabweichung |
Mikrometergenaue Toleranzen verhindern effektiv ungleichmäßige Montagespalte bei Automobilteilen und verbessern so die Produktqualität. Benötigen Sie für Ihr Projekt eine Werkzeugfertigung im Spritzgussverfahren mit einer Toleranz von ±0,01 mm? Kontaktieren Sie uns für eine kostenlose Machbarkeitsstudie und eine maßgeschneiderte Lösung für die Werkzeugbearbeitung.
Wie lässt sich thermische Verformung bei der Herstellung hochwertiger Kunststoffbauteile verhindern?
Um thermische Verformungen von Kunststoffbauteilen im Motorraum zu vermeiden, bestehen die wichtigsten Maßnahmen im Wesentlichen aus einer „Ausgleichskonstruktion der Wandstärke“ und einer „optimierten Nachdruckkurve“ gemäß den Kernprinzipien. Bei nylonfaserverstärkten Werkstoffen muss zur Erreichung einer Oberflächentemperaturdifferenz der Form von 3 °C der Kühldruck und die Anordnung der Wasserkanäle sehr genau gesteuert werden.
Prozessparameter beim Spritzgießen: Sehr präzise Steuerung
Die Rippen bleiben nur dann schrumpfungsfrei, wenn die Nachdruckzeit mehr als die Hälfte des Kühlzyklus beträgt. Unsere zusammengefassten Spritzgießprozessparameter sind:
Einspritzgeschwindigkeit 50-80 mm/s, Haltedruck 70-80 % des Einspritzdrucks und Kühlzeit 15-30 s, wodurch die molekularen Orientierungsprobleme von PA66+GF-Materialien gemildert werden können.
Gestaltung der Formwasserkanäle und Materialverträglichkeit
Um die Temperaturdifferenz in der Form unter 3 °C zu halten, verwenden wir in erster Linie ein System mit ausgeglichenem Wasserkanal. Gleichzeitig wählen wir folgende Materialien aus:
PPS-Material (Wärmeformbeständigkeitstemperatur 260℃) ist für Umgebungen über 150℃ geeignet, während PA66+30%GF-Material für mittlere Temperaturen vorgesehen ist, die zu stärkeren Verformungen führen.
Wie lassen sich die anfänglichen Kosten mit der langfristigen Preisgestaltung durch kundenspezifische Kunststoffformwerkzeuge in Einklang bringen?
Während der Phase der kundenspezifischen Werkzeugherstellung für Kunststoffformen kann durch den Einsatz von hochhartem Stahl und einer Mehrkavitätenkonfiguration, obwohl die anfänglichen Investitionen nur geringfügig steigen, die Zykluszeit des Formteils um 20 % verkürzt und die Ausschussrate um 0,5 % gesenkt werden , was zu minimalen Gesamtlebenszykluskosten pro spritzgegossenem Kunststoffteil führt.
Logik zur Berechnung der Gesamtlebenszykluskosten
Ein professionelles Angebot für Spritzguss sollte mehr als nur die Kosten für die erstmalige Werkzeugerstellung berücksichtigen. Wir streben die Gesamtbetriebskosten (TCO) der Teile über einen Zeitraum von 3–5 Jahren an.
Das Kernberechnungsmodell lautet:
Gesamtbetriebskosten = [Anfangsinvestition in Präzisionsformen] + ([Rohmaterialkosten + stündliche Bearbeitungsgebühr] × Gesamtproduktion).
Auswahl der Formlösung für verschiedene Szenarien
Basierend auf dem jährlichen Produktionsvolumen und dem Materialpreis pro Einheit bieten wir unseren Kunden kundenspezifische Werkzeuglösungen für Kunststoffformen an, wie zum Beispiel:
1. Bei einer Jahresproduktion von > 100.000 Stück trägt die Verwendung von S136-Hochleistungsstahl nicht nur zur Verlängerung der Werkzeugstandzeit bei, sondern senkt auch die Stückkosten, sodass letztendlich eine Einsparung von mehr als 30 % der Gesamtkosten erzielt wird.
2. Materialpreis pro Einheit > 6,0 $/kg: Obwohl eine Heißkanalsystemkonfiguration die anfänglichen Kosten erhöht, beseitigt dieses System den Abfall von Angussmaterial vollständig, sodass sich die Investition in 6 Monaten amortisiert.
3. Für strukturelle Bauteile im Motorraum darf kein minderwertiger, vorgehärteter Stahl verwendet werden. Die Kosten für die Behebung der dadurch verursachten Formverformungen wären wesentlich höher als die anfänglichen Einsparungen von 15 % im Budget.
Jahresproduktion | Materialpreis pro Einheit | Auswahl des Formstahls | Heißkanalkonfiguration | Geschätzte Amortisationszeit |
≤50.000 Stück | ≤4,0 $/kg | H13 | NEIN | Keiner |
50.000–100.000 Stück | 4,0–6,0 $/kg | H13/S136 | Optional | 8-12 Monate |
≥100.000 Stück | ≥ 6,0 $/kg | S136 | Ja | 4-6 Monate |
≥200.000 Stück | Beliebig | S136 | Ja | 3-4 Monate |
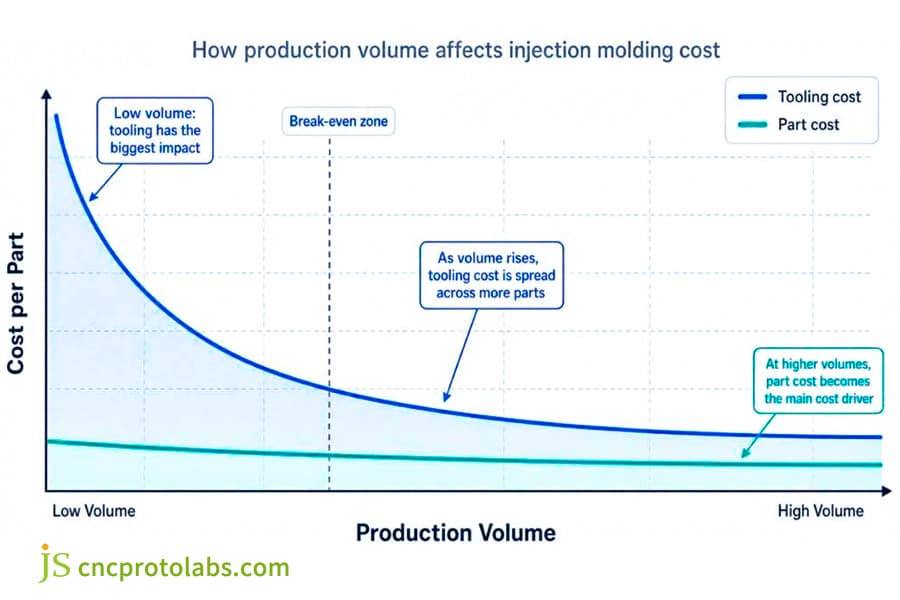
Abbildung 2: Diagramm zur Darstellung des Produktionsvolumens im Vergleich zu den Kosten pro Teil beim Spritzgießen.
Fallstudie: Wie löst JS Precision das Problem der Rissbildung bei spritzgegossenen Kunststoffkomponenten für Lüfterabdeckungen in der Automobilindustrie?
Die Lüfterabdeckung eines Fahrzeugs ist ein unverzichtbares Kunststoffbauteil unter der Motorhaube. Sie muss extremen Temperaturen von 150 °C standhalten und den Vibrationen durch die hohe Drehzahl widerstehen, was höchste Präzision und Festigkeit erfordert. Wir haben bereits das Problem der Rissbildung bei spritzgegossenen Kunststoffteilen für inländische Hersteller gelöst, und unser Know-how lässt sich direkt anwenden.
Projektherausforderungen
Die vom Kunden verwendete Lüfterabdeckung bestand aus PA66+30%GF-Material mit einer Maßtoleranz von 0,03 mm . Aufgrund der unzureichenden Schweißnahtfestigkeit brach das Bauteil ständig, was zu einer Ausschussquote von 12 % führte. Auch nach mehreren Änderungen konnte keine Verbesserung erzielt werden.
Die Hauptziele bestanden darin, das Rissproblem zu beheben, die Ausschussquote auf unter 1 % zu senken und einen 1000-stündigen Dauerlauf zu bestehen.
JS Präzisionslösung
Zunächst führte unser Ingenieurteam eine Fehleranalyse der Rissstellen an den Bauteilen durch. Dabei stellte sich heraus, dass die Schweißnahtbrüche hauptsächlich an den Verbindungsstellen zwischen Lüfterabdeckung und Sockel auftraten. Zu den Hauptursachen zählten ein mangelhaft konstruierter Anguss und eine unzureichende Formentlüftung , die zu einer teilweisen Verschmelzung des Kunststoffmaterials führte. Wir führten daraufhin in drei Phasen Optimierungen durch:
1. Wir haben den seitlichen Anguss neu konstruiert und seine Position an die Schaufelwurzel verlegt. Dadurch fließt das geschmolzene Plastik in Schaufelrichtung, was nicht nur die Schweißnahtbildung reduziert, sondern auch verhindert, dass Angussmarken das Erscheinungsbild des Bauteils beeinträchtigen, da der Anguss nun an der Schaufelwurzel verborgen ist.
2. Wir haben die Formentlüftung auf 0,02 mm vertieft und zusätzlich drei Entlüftungspunkte an den Stellen angebracht, an denen die Schweißnähte besonders sichtbar waren. Dadurch werden die beim Spritzgießprozess entstehenden Gase rechtzeitig abgeführt und ein Strukturversagen durch Kavitation verhindert.
3. Anschließend wurden die Parameter des Spritzgießprozesses angepasst. Die Werkzeugtemperatur wurde auf 120 °C erhöht und der Nachdruck 25 s lang gehalten, was 55 % des Kühlzyklus entspricht. Nach diesen Änderungen verstärkte sich die Molekülfusion im Bereich der Schweißnaht , und die Festigkeit der Schweißnaht verbesserte sich.
- Lehre aus dem Scheitern:
Eine einfache Änderung des Haltedrucks führte im ersten Versuch nicht zu einer Verbesserung der Entlüftung, wodurch die Teile ungleichmäßig erhitzt wurden und es lokal zu Versengungen kam. Um die Gase und das verbrannte Material entweichen zu lassen und eine solche Überhitzung zu verhindern, wurde daher ein Überlaufkanal eingebaut. Dadurch konnte das Problem vollständig behoben werden.
Endergebnisse
Die optimierte Lüfterabdeckung beseitigte nicht nur das Rissproblem vollständig, sondern brachte auch zahlreiche weitere Vorteile mit sich. Nach 1000 Stunden Dauerlaufprüfung sank die Ausschussquote drastisch auf nur noch 0,5 %, die Formzykluszeit verkürzte sich von 45 auf 36 Sekunden, die Produktionseffizienz wurde um 20 % gesteigert und darüber hinaus die Stückkosten gesenkt.
- Kundenfeedback: „JS Precision hat unsere Fehleranalyse hervorragend durchgeführt und war technisch sehr professionell. Sie haben das Problem der Rissbildung, das uns schon lange beschäftigt hatte, sehr schnell gelöst. Das macht sie zu einem zuverlässigen Partner für Spritzgusswerkzeuge .“
Wir haben bereits Hunderte ähnlicher Herausforderungen im Bereich der Spritzgussteile für die Automobilindustrie gelöst. Sollten Ihre spritzgegossenen Kunststoffkomponenten ebenfalls Risse, Verformungen oder andere Probleme aufweisen, finden Sie in unserer vollständigen Fallstudie gezielte Lösungsansätze. Gerne können Sie sich auch an unsere Ingenieure wenden, um eine individuelle Beratung zu erhalten.

Abbildung 3: Spritzgegossenes Bauteil der schwarzen Lüfterabdeckung für Kraftfahrzeuge.
Warum erfordert kundenspezifisches Spritzgießen im Automobilbereich eine eingehende DFM-Evaluierung?
Eine DFM-Analyse kann bis zu 90 % der Fertigungsprobleme vor Produktionsbeginn erkennen. Bei komplexen Kunststoffbauteilen im Motorraum ist eine der Hauptursachen für die Bildung von Vakuumschrumpfungshohlräumen eine unzureichende Wandstärkenberechnung. Daher ist eine gründliche DFM-Analyse ein wesentlicher Grund für die Fertigung kundenspezifischer Spritzgussteile für die Automobilindustrie.
Der zentrale Zweck der DFM-Bewertung
Durch eine gründliche DFM-Analyse können wir die Konstruktion vor der Werkzeugherstellung optimieren und so Konstruktionsfehler vermeiden sowie spätere Kosten für Werkzeugänderungen reduzieren. Drei Hauptmerkmale, die wir dabei berücksichtigen, sind der Entformungswinkel, die Wandstärkengleichmäßigkeit und die Gestaltung scharfer Ecken, da diese die Qualität des Formteils und den Produktionsdurchsatz maßgeblich beeinflussen.
Wichtige Aspekte der DFM-Bewertung
Wenn es um kundenspezifische Spritzgussverfahren für die Automobilindustrie geht, liefert Ihnen unsere DFM-Bewertung detaillierte Optimierungsvorschläge, die folgende wichtige Punkte beinhalten:
- Entformungsschräge: Um Entformungskratzer und Verschleiß an der Form zu vermeiden, ist bei tiefen Kavitäten eine Entformungsschräge von 3° erforderlich.
- Wandstärkenauslegung: Die Wandstärke der Teile unter der Motorhaube sollte im Bereich von 2,0-3,0 mm liegen, um Lunkerbildung und Verformungen aufgrund drastischer Dickenänderungen zu vermeiden .
- Mechanismusdesign: Bei komplizierten Bauteilen sollten die Schieber und Auswerfermechanismen logisch konstruiert werden, um ein reibungsloses Entformen zu ermöglichen und die Maßgenauigkeit zu gewährleisten.
Eine detaillierte DFM-Analyse kann Ihnen erhebliche Kosten und Zeit bei der Werkzeugmodifikation ersparen und den reibungslosen Ablauf Ihres kundenspezifischen Spritzgussprojekts für die Automobilindustrie sicherstellen. Für eine kostenlose DFM-Analyse senden Sie uns einfach die 3D-Zeichnungen Ihres Bauteils. Unsere Ingenieure erstellen Ihnen innerhalb von 24 Stunden einen ausführlichen Analysebericht.
Welche technischen Schlüsselparameter müssen angegeben werden, um genaue Angebote für Spritzguss zu erhalten?
Um ein präzises Angebot für Spritzguss zu erhalten, sollten Sie neben 3D-Zeichnungen auch die Materialart, den jährlichen Bedarf, die gewünschte Oberflächenqualität und die Notwendigkeit einer Nachbearbeitung angeben. Diese Faktoren bestimmen die Wahl des Stahls für die Herstellung kundenspezifischer Kunststoffformen.
Ausführlicher Hintergrund zu den wichtigsten technischen Parametern
Alle diese Faktoren beeinflussen die Identifizierung des eigentlichen Zitats.
1.3D-Zeichnungen: Eine präzise und mit dem Angebot übereinstimmende Formenkonstruktion kann nur erreicht werden, wenn die Formenbauer über STEP- oder X_T-Dateien verfügen.
2. Materialgüte: Neben der Materialart muss auch die Norm für das jeweilige Material angegeben werden. Die Verarbeitungskosten sind einer der Faktoren , die je nach verwendetem Material variieren.
3. Jahresbedarf: Bestimmt die Anzahl der Formhohlräume und die Stahlsorte. Bei großen Mengen können Mehrfachformen eingesetzt werden, um die Produktionskosten zu senken.
4. Erscheinungsbild: Eine Vielzahl von MT VDI-Texturen und Oberflächengüten der Güteklasse A beeinflussen die Auswahl der Formbehandlungsverfahren, die letztendlich die Kosten bestimmen.
Typische Fehler bei Zitaten und wie man sie vermeidet
Günstige Angebote für Spritzguss bergen oft versteckte Kosten. Diese entstehen meist durch die Verwendung von Teilen, die nicht dem DME/HASCO-Standard entsprechen und später deutlich höhere Wartungskosten verursachen. Unsere Angebote enthalten alle Kosten, inklusive Werkzeugstahl und Heißkanalsystemen, um versteckte Kosten zu vermeiden und eine präzise Kalkulation zu gewährleisten.
Die Angabe aller wichtigen technischen Parameter ist unerlässlich für ein präzises Angebot im Bereich Spritzguss und um spätere Kostenüberschreitungen zu vermeiden. Sollten Sie sich bezüglich der benötigten Parameter unsicher sein, kontaktieren Sie uns für eine Parameterliste. So können Sie schnell alle relevanten Informationen zusammenstellen und innerhalb von 24 Stunden ein genaues Angebot erhalten.

Abbildung 4: Spritzgusswerkzeug mit mehreren Kavitäten und Komponenten.
Welche Materialien eignen sich am besten für die Herstellung langlebiger, spritzgegossener Automobilteile?
Für Bauteile im Motorraum werden in der Industrie häufig technische Kunststoffe wie PA66, PPA und PPS verwendet. PC/ABS oder POM sind die gängigen Materialien für Interieurverkleidungen, da sie eine gute Kombination aus Haptik und mechanischer Festigkeit bieten. In Sonderfällen, in denen die langfristigen mechanischen Eigenschaften der Materialien gewährleistet sein müssen, werden diese gemäß ASTM D638 geprüft. Dies ist im Wesentlichen der wichtigste Grundsatz bei der Auswahl von Materialien für langlebige, spritzgegossene Automobilteile.
Materialauswahl für verschiedene Anwendungsfälle
Entsprechend den Anwendungsfällen von Automobilteilen haben wir Empfehlungen zur Materialauswahl für spritzgegossene Automobilteile zusammengestellt, um deren Langlebigkeit zu gewährleisten:
- Kunststoffkomponenten im Motorraum: PA66+GF (mittlere Temperatur), PPA (hohe Temperatur), PPS (extrem hohe Temperatur), beständig gegen 120-260℃, beständig gegen chemische Korrosion.
- Innenausstattungsteile: PC/ABS (Instrumententafeln, Türverkleidungen) vereint Festigkeit und Optik . POM (Zahnräder, Clips) ist verschleißfest und robust.
- Strukturteile: PA66+30%GF besitzt eine hohe Zugfestigkeit und eignet sich für Teile, die hohen Belastungen standhalten müssen , wie z. B. Halterungen und Verbinder.
Materialverarbeitungseigenschaften und die Auswirkungen von Modifikationen
Die Werkstoffe verschiedener Hersteller weisen unterschiedliche Verarbeitungseigenschaften auf. Eine Möglichkeit, die Lebensdauer von spritzgegossenen Automobilteilen zu verlängern, ist der Einsatz von Modifizierungsmitteln (z. B. UV-Schutz, Flammschutz, Härtemittel) . So können UV-Schutzmittel die Lebensdauer von Teilen im Außenbereich beispielsweise auf über acht Jahre verlängern.
Warum ist JS Precision Ihr idealer Servicepartner für Spritzgusswerkzeuge?
Seit über 15 Jahren exportieren wir Formen und unsere Produkte entsprechen stets zu 100 % den nordamerikanischen oder europäischen Standards. Neben unserer Tätigkeit als OEM-Hersteller bieten wir auch technische Beratung durch DFM-Optimierung und Prozessverbesserung an, um optimale Bedingungen für die Fertigung von Spritzgusswerkzeugen – vom Prototyp bis zur Serienproduktion – zu schaffen.
Grundprinzipien der Wettbewerbsfähigkeit
Das Verständnis unseres Kundennutzens war schon immer die Grundlage unserer Unternehmensmerkmale. Drei Kernkompetenzen untermauern unsere Vorteile:
- Höchste Genauigkeit: Bearbeitungsgenauigkeit von 0,005 mm, wodurch die sehr strengen Toleranzanforderungen an Automobilteile erfüllt und die Genauigkeit der Montage sichergestellt werden kann.
- Sehr kurze Vorlaufzeit: Wir erhalten innerhalb von 2 Stunden Feedback zur ersten Lösung, reichen innerhalb von 24 Stunden eine DFM-Überprüfung und ein Angebot für den Spritzguss ein und verkürzen so die Projektdauer.
- Absolute Ehrlichkeit: Wöchentliche Berichterstattung über den Fortschritt, sofortige Aktualisierung des Status der Formenproduktion, keine versteckten Verfahren oder Kosten.
Schutz- und Kooperationsvorteile für den Kunden
Wir schließen formelle Geheimhaltungsvereinbarungen ab, verschlüsseln und speichern Kundendaten und gewähren nur projektbeteiligten Mitarbeitern Zugriff. Unsere Fabrik ist mit einem Zutrittskontrollsystem ausgestattet, um Kundenzeichnungen und Geschäftsgeheimnisse zu schützen.
Wir können Kleinserien-Pilotproduktionen mit einer Mindestbestellmenge von 100 Stück durchführen und Lösungen wie Weichformen oder Schnellstahlformen anbieten, um kostengünstige Markttests zu ermöglichen.
Häufig gestellte Fragen
Frage 1: Wie lange ist die Lieferzeit für unseren Werkzeugbauservice für Spritzgussformen?
Grundsätzlich dauert die Herstellung einfacher Formen etwa 25–30 Tage, während komplexe Präzisionsformen für die Automobilindustrie 35–45 Tage benötigen. Bei Bedarf lässt sich diese Zeit jedoch durch Simultaneous Engineering und CNC-automatisierte Bearbeitung um 10–15 % reduzieren .
Frage 2: Wie stellen Sie sicher, dass die Kunststoffbauteile im Motorraum hohen Temperaturen standhalten?
Eine Möglichkeit besteht darin, Materialien mit einer Wärmeformbeständigkeitstemperatur von über 200 °C auszuwählen. Anschließend stellen wir sicher, dass der Trocknungsprozess strikt eingehalten wird . Abschließend führen wir an jeder Teilecharge Hochtemperatur-Einbrenntests durch, um Materialermüdung und Maßabweichungen zu vermeiden.
Frage 3: Was ist im Angebot von JS Precision für Spritzguss enthalten?
Sie umfassen im Wesentlichen Formstahl, Anzahl der Kavitäten, Heißkanalhersteller, Stückpreis, Formlebensdauer, Verpackung und Logistiklösungen. Kurz gesagt: keine versteckten Kosten, sodass die Berechnungen absolut präzise sind.
Frage 4: Sind Sie in der Lage, komplexe spritzgegossene Automobilteile mit Glasfaseranteil herzustellen?
Wir verarbeiten üblicherweise glasfaserverstärkte Werkstoffe mit einem Anteil von bis zu 30–50 % . Für die Werkzeuge verwenden wir importierten, hochverschleißfesten Stahl. Darüber hinaus regeln wir die Formtemperatur dynamisch, um ein Abschwimmen der Glasfasern zu verhindern.
F5: Welche Oberflächenstruktur können Sie für Fahrzeuginnenausstattungsteile anbieten?
Unsere Kompetenz beschränkt sich nicht auf die Standards MT, VDI und Mold-Tech, sondern umfasst auch das Laserätzen zur Erzeugung einer feinkörnigen Textur, um eine Oberfläche der Klasse A für Innenteile zu erzielen.
Frage 6: Bieten Sie auch Testproduktionsdienstleistungen für kundenspezifische Automobil-Spritzgussverfahren in kleinen Mengen an?
Ja, wir können Mindestbestellmengen von 100 Stück akzeptieren und weiche oder schnellhärtende Stahlformen verwenden, um unseren Kunden die Möglichkeit zu geben, den Markt kostengünstig vor der Serienproduktion zu validieren.
Q7: Wie reagiert JS Precision im Rahmen des Projektprozesses auf Designänderungen, die durch Änderungsmitteilungen (ECN) im Engineering Change Notice (ECN) bedingt sind?
Wir können innerhalb eines Arbeitstages eine Kostenanalyse durchführen und die Umstrukturierung besprechen. Durch Laserschweißen oder den Austausch von Einsätzen können wir die Auswirkungen auf die Lieferzeit auf ein Minimum reduzieren.
Frage 8: Wie stellen Sie sicher, dass die Zeichnungen von Automobilteilen Ihrer Kunden Geschäftsgeheimnisse darstellen?
Es werden Geheimhaltungsvereinbarungen unterzeichnet, Daten werden verschlüsselt und gespeichert, der Zugriff ist ausschließlich dem Projektpersonal vorbehalten, der Zugang zum Werk wird streng kontrolliert, unbefugtes Fotografieren ist strengstens verboten und die Sicherheit des geistigen Eigentums wird gewährleistet.
Zusammenfassung
Die Herstellung hochwertiger spritzgegossener Automobilteile vereint Präzisionsformen, wissenschaftliche Prozesse und strenge Kontrollen zu einem vollständig integrierten Ganzen.
Mithilfe von Spritzgusswerkzeugen bewältigt JS Precision die hohen Temperaturanforderungen von Motorraumteilen und erfüllt gleichzeitig die ästhetischen Anforderungen von Innenraumteilen etc. durch technische Optimierungen, die den ROI unserer Kunden steigern. Wir unterstützen Transformationen in der Automobilindustrie und sind deshalb ein verlässlicher Partner.
Möchten Sie Ihr individuelles Spritzgussprojekt für die Automobilindustrie optimieren? Lassen Sie nicht zu, dass ein mangelhaftes Spritzgussverfahren die Massenproduktion verzögert, und akzeptieren Sie keine unvernünftigen Lösungen, die die Kosten in die Höhe treiben.
Laden Sie Ihre 3D-Zeichnungen hoch (vorzugsweise im STEP/IGS-Format), und unsere erfahrenen Ingenieure erstellen Ihnen am nächsten Werktag eine kostenlose DFM-Bewertung und ein präzises Angebot für den Spritzguss. Gemeinsam gestalten wir ein neues Kapitel in der Automobilteilebranche!

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

