

Os componentes plásticos moldados por injeção formam a espinha dorsal da fabricação automotiva, enquanto as ferramentas de moldagem por injeção são essenciais para garantir sua precisão e durabilidade.
Os serviços de ferramentas de moldagem por injeção podem ajudar as peças automotivas a atenderem tolerâncias de 0,01 mm, corrigir problemas relacionados à deformação em altas temperaturas e auxiliar as montadoras a reduzirem os prazos de entrega em 30% por meio da análise DFM (Design for Manufacturing), superando assim os desafios de fabricação de peças internas e do compartimento do motor.
A redução de peso e a alta integração são dois objetivos principais da indústria automotiva atual, que frequentemente levam os fabricantes de equipamentos originais (OEMs) a enfrentar problemas como longos ciclos de moldagem para peças estruturais complexas e deformação térmica das peças.
O guia "O que vem a seguir" explora como os desafios de fabricação decorrentes da moldagem por injeção podem ser superados por meio da otimização do projeto do molde para componentes plásticos, do controle de parâmetros e da seleção de materiais de alta qualidade . Mais especificamente, o guia explica os padrões de nível de tolerância, a seleção de materiais e como minimizar os impactos no prazo de entrega.
Resumo da solução principal para ferramentas de moldagem por injeção
Principais dimensões técnicas | Soluções técnicas essenciais e padrões de parâmetros | Valor fundamental que você receberá |
Tecnologia de Moldagem de Precisão | Utilizando aço para moldes de alto desempenho H13/S136 e realizando tratamento térmico de 48-52 HRC, a vida útil das ferramentas de moldes plásticos personalizados pode ultrapassar 500.000 ciclos. | Eliminar a preocupação com a produção a longo prazo, alcançar altíssima precisão dimensional, não ter interferência na montagem e reduzir drasticamente os custos totais de manutenção ao longo do ciclo de vida. |
Aplicação em Ambientes Severos | Para componentes plásticos sob o capô, a tecnologia de controle dinâmico de temperatura do molde é combinada com a aplicação do material PA66+GF de alta fluidez. | Supere o problema de falhas em altas temperaturas, resolva a deformação da peça em ambientes extremos de 150°C por meio de compensação de processo e assegure a aprovação no teste de durabilidade do veículo. |
Custo e velocidade de resposta | Fornecer orçamento para moldagem por injeção com análise DFM em até 24 horas e oferecer sugestões para otimização do layout de moldes multicavidades. | Acelere o lançamento do produto, identifique defeitos de projeto com antecedência e evite 90% dos riscos de retrabalho na abertura do molde antes mesmo da sua abertura. |
Controle de tolerância | Um centro de usinagem CNC de alta precisão de 24.000 RPM é adotado, combinado com medição por coordenadas CMM da Zeiss para garantir uma tolerância de ±0,01 mm. | Evite folgas de montagem irregulares, assegure a estabilidade dimensional das peças e atenda aos rigorosos padrões do fabricante original (OEM). |
Principais conclusões:
- Padrões de Precisão: As tolerâncias dos componentes internos automotivos devem ser rigorosamente controladas dentro de 0,05 mm para evitar riscos de qualidade resultantes de folgas de montagem irregulares.
- Garantia de desempenho: Para peças sob o capô, a escolha de material PA66+GF de alta qualidade é obrigatória para garantir a resistência a ciclos térmicos de 150°C e o bom desempenho.
- Estratégia de redução de custos: Graças ao redesenho do layout das cavidades e do sistema de canais quentes do molde de plástico personalizado, é possível reduzir o custo de produção por peça em até 40%.
- Controle de riscos: Selecionar principalmente fornecedores que possuam certificação IATF 16949 e que sejam capazes de fornecer avaliação DFM (Design for Manufacturing) pré-produção pode evitar 90% do risco de retrabalho do molde.
Como os serviços de ferramentas de moldagem por injeção da JS Precision podem otimizar seus componentes automotivos?
Temos 20 anos de experiência no setor e identificamos minuciosamente os principais problemas enfrentados pelas montadoras de automóveis que utilizam moldes de injeção. Alguns desses problemas incluem falta de precisão, deformação de peças plásticas devido ao aquecimento, atrasos nas entregas e aumento de custos. Com base na nossa experiência em milhares de projetos , desenvolvemos soluções que podem ser implementadas imediatamente.
O problema de fissuras em peças plásticas foi solucionado com base no caso de um cliente norte-americano do setor automotivo. As peças que quebravam apresentavam defeitos devido à resistência inadequada da linha de solda e precisavam atender a uma tolerância rigorosa de 0,02 mm. Ao otimizar o ponto de injeção, os canais de ventilação e a temperatura do molde, conseguimos aprovar as peças para um teste de durabilidade de 1000 horas, reduzindo a taxa de refugo de 12% para 0,5%.
Nosso trabalho/serviços podem ser documentados em conformidade com a norma ISO 13485:2016 , com a fabricação do molde utilizando o aço ASTM A681 padrão H13 (após tratamento térmico de 48-52 HRC), resultando em uma vida útil do molde 30% maior que a média do setor.
Por meio da análise de fluxo de moldagem, redesenhamos componentes plásticos moldados por injeção para ajudar nossos clientes a reduzir o uso de material em até 30% , sem comprometer a resistência . Como possuímos certificação oficial de fornecedores de materiais como BASF e DuPont, também podemos oferecer consultoria para a escolha dos melhores produtos.
Escolher um parceiro confiável para moldes de injeção pode ajudar a mitigar 80% dos riscos de produção. Se você está enfrentando problemas como tolerâncias de precisão e deformação em altas temperaturas, entre em contato com nossos engenheiros seniores para uma avaliação gratuita da viabilidade do seu projeto e para descobrir soluções de otimização personalizadas.
Por que os componentes plásticos moldados por injeção são cruciais para a segurança automotiva?
Os componentes automotivos são os principais responsáveis pelo nível geral de NVH (ruído, vibração e aspereza) do veículo e por seus aspectos de segurança passiva. A escolha de componentes plásticos moldados por injeção faz toda a diferença. Ao utilizar polímeros altamente resistentes a impactos e, ao mesmo tempo , realizar um processo de moldagem de alta precisão , garante-se que as peças fabricadas suportem tensões extremas sem falhas, assegurando, assim, a segurança na condução.
Testes ambientais rigorosos de componentes sob o capô
Como os componentes plásticos sob o capô são submetidos a intensa exposição a altas temperaturas (150 °C) e corrosão química por longos períodos, eles precisam ter propriedades de materiais excepcionais . Além disso, os plásticos comuns não resistem a essas condições, tornando inevitável o uso de plásticos de engenharia projetados especificamente para essa finalidade.
O material PA66+30%GF possui uma resistência à tração em torno de 150MPa e uma resistência ao impacto com entalhe de 10kJ/m² , ambas suficientes para superar os problemas de ciclos térmicos sob o capô, com base nos resultados dos testes, enquanto o material PP comum sofrerá deformação significativa a 120°C.
A seleção de materiais, o projeto do molde e as operações de moldagem por injeção são os principais fatores que determinam a qualidade de produtos personalizados de moldagem por injeção para a indústria automotiva. Com o auxílio da análise de fluxo de moldagem, buscamos o equilíbrio entre a previsão de cavitação e linhas de solda para otimizar os parâmetros e garantir que as peças atendam aos padrões estruturais.

Figura 1: Diversos componentes plásticos automotivos, incluindo maçanetas e peças sob o capô.
Como um serviço profissional de fabricação de moldes de injeção pode atingir uma tolerância de ± 0,01 mm?
Para atingir o nível de tolerância de 0,01 mm nas operações de fabricação de moldes, o serviço profissional de ferramentas para moldes de injeção deve utilizar um centro de usinagem CNC de alta precisão de 24.000 RPM, além de controle de temperatura estável, alívio de tensão secundário do molde e calibração da máquina de medição por coordenadas CMM Zeiss.
Máquinas de usinagem de precisão e o ambiente adequado
Nosso centro de usinagem CNC de última geração não só possui uma precisão de posicionamento de 0,002 mm, como também opera a uma velocidade de rotação de 24.000 RPM, o que é suficiente para realizar usinagem de alta precisão em cavidades complexas. Além disso, a oficina de usinagem é mantida a uma temperatura constante (1 °C), de modo que nenhuma variação de temperatura afete as dimensões do molde.
Seleção de materiais para fabricação de moldes e ciclos de tratamento térmico.
Em nossos esforços, a primeira e mais importante coisa que fazemos é procurar aço para moldes ASSAB 88 (com dureza de 58-60 HRC) que tenha sido submetido a um processo de revenimento secundário para eliminar a tensão interna e, assim, evitar a deformação do molde.
Também podemos utilizar tecnologia de fresagem de alta velocidade para materiais duros, de forma que a rugosidade da superfície do molde seja controlada abaixo de Ra 0,4, o que minimiza as perdas na desmoldagem da peça.
Link de processamento | Equipamento/Processo | Parâmetros principais | Efeito de garantia de tolerância |
Usinagem de Cavidades | CNC de alta precisão | Velocidade de rotação de 24.000 RPM, precisão de posicionamento de ±0,002 mm | Desvio dimensional da cavidade ≤±0,005 mm |
Tratamento térmico | Têmpera dupla | Temperatura 580°C, conservação do calor por 2 horas | Elimine mais de 95% do estresse interno |
Inspeção de Precisão | Medição por coordenadas Zeiss CMM | Precisão de medição ±0,001 mm | Garantir uma tolerância geral de ±0,01 mm |
Tratamento de superfície | Fresagem de alta velocidade em materiais duros | Rugosidade da superfície Ra 0,4 | Reduzir o desvio dimensional da peça |
Tolerâncias em nível micrométrico evitam com eficácia folgas irregulares na montagem de peças automotivas, melhorando a qualidade do produto. Se o seu projeto exige serviços de moldes de injeção com tolerância de ±0,01 mm, entre em contato conosco para um teste de viabilidade de precisão gratuito e uma solução personalizada de processamento de moldes.
Como prevenir a deformação térmica na fabricação de componentes plásticos de alta qualidade?
Para evitar a deformação térmica dos componentes plásticos sob o capô, as principais medidas consistem basicamente em um "projeto de compensação assimétrica da espessura da parede" e uma "curva de pressão de retenção otimizada" , de acordo com os princípios fundamentais. No caso de materiais reforçados com fibra de nylon, para atingir uma diferença de temperatura na superfície do molde de 3 °C, a pressão do chiller e o layout do canal de água devem ser controlados com muita precisão.
Parâmetros do processo de moldagem por injeção: controle com muita precisão
As nervuras só ficarão livres de contração se o tempo de pressão de manutenção for superior à metade do ciclo de resfriamento. Nossos parâmetros resumidos para o processo de moldagem por injeção são:
A velocidade de injeção, de 50 a 80 mm/s, a pressão de retenção, de 70 a 80% da pressão de injeção, e o tempo de resfriamento, de 15 a 30 s, são fatores capazes de atenuar os problemas de orientação molecular dos materiais PA66+GF.
Projeto dos canais de água do molde e compatibilidade dos materiais
Para manter a diferença de temperatura do molde em até 3°C, utilizamos, em primeiro lugar, um design de canal de água balanceado. Ao mesmo tempo, combinamos os materiais da seguinte forma:
O material PPS (temperatura de distorção térmica de 260 °C) é indicado para ambientes acima de 150 °C, enquanto o material PA66+30%GF é dedicado a temperaturas médias, resultando em maior deformação.
Como equilibrar o custo inicial com a precificação a longo prazo por meio de moldes de plástico personalizados?
Durante a fase de fabricação de moldes plásticos personalizados, a aplicação de aço de alta dureza e configuração multicavidade, embora aumente ligeiramente o investimento inicial, pode reduzir o tempo do ciclo de moldagem em 20% e a taxa de refugo em 0,5% , o que resulta no menor custo total do ciclo de vida por peça plástica moldada por injeção.
Lógica de Cálculo do Custo Total do Ciclo de Vida
Um orçamento profissional para moldagem por injeção deve ir além da simples consideração do custo de abertura do molde inicial. Nosso objetivo é calcular o custo total de propriedade (TCO) das peças em um período de 3 a 5 anos.
O modelo de cálculo principal é:
Custo Total de Propriedade = [Investimento Inicial em Moldes de Precisão] + ([Custo da Matéria-Prima + Taxa de Processamento por Hora] × Produção Total).
Seleção de soluções de moldagem para diferentes cenários
Com base no volume de produção anual do cliente e no preço unitário do material, oferecemos soluções personalizadas de moldes plásticos como esta:
1. Uma produção anual superior a 100.000 unidades , utilizando aço de alta dureza S136, não só contribuirá para prolongar a vida útil da ferramenta, como também para reduzir o custo unitário, resultando numa economia superior a 30% dos custos totais .
2. Material com preço unitário superior a US$ 6,00/kg: Embora a configuração de um sistema de canais quentes aumente o custo inicial, esse sistema elimina completamente o desperdício de material de injeção, permitindo que o investimento seja recuperado em 6 meses.
3. Aço pré-endurecido de baixa qualidade não deve ser usado para peças estruturais sob o capô. O custo de reparo da deformação do molde resultante disso será muito maior do que a economia inicial de 15% prevista no orçamento.
Produção anual | Preço unitário do material | Seleção de aço para moldes | Configuração de canais quentes | Período estimado de retorno do investimento |
≤50.000 peças | ≤$4,0/kg | H13 | Não | Nenhum |
50.000 a 100.000 peças | US$ 4,00 a US$ 6,00/kg | H13/S136 | Opcional | 8 a 12 meses |
≥100.000 peças | ≥$6,0/kg | S136 | Sim | 4 a 6 meses |
≥200.000 peças | Qualquer | S136 | Sim | 3-4 meses |
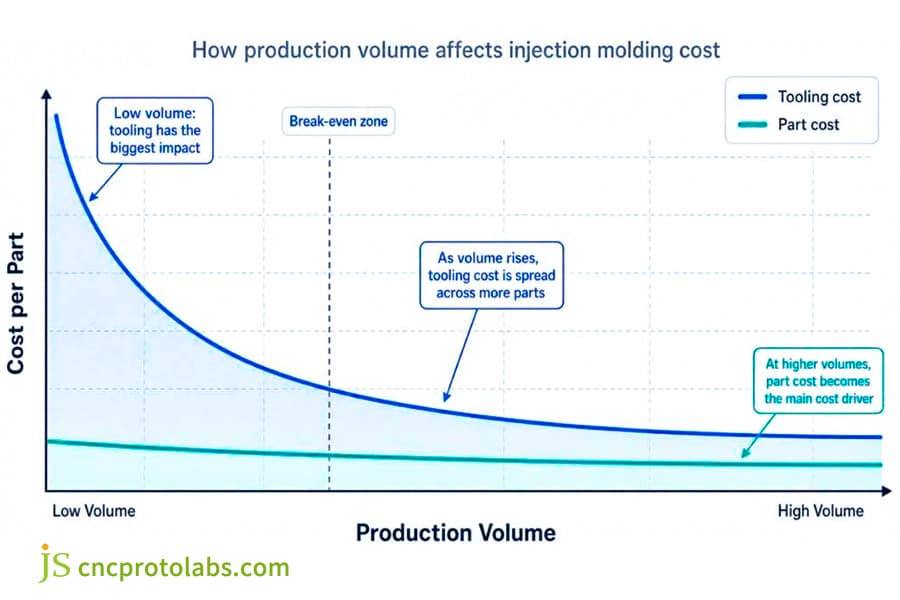
Figura 2: Gráfico que mostra o volume de produção versus o custo por peça para moldagem por injeção.
Estudo de caso: Como a JS Precision resolve o problema de fissuras em componentes plásticos moldados por injeção para tampas de ventiladores automotivos?
A tampa do ventilador automotivo é uma peça plástica essencial localizada sob o capô de um veículo. Ela precisa suportar temperaturas extremas de até 150 °C e resistir às vibrações causadas pela alta rotação, o que exige alta precisão e resistência. Já solucionamos anteriormente o problema de rachaduras em peças plásticas moldadas por injeção para fabricantes nacionais, e nosso conhecimento técnico pode ser aplicado diretamente.
Desafios do Projeto
A tampa do ventilador utilizada pelo cliente era feita de material PA66+30%GF com uma tolerância dimensional de 0,03 mm . Devido à resistência da linha de solda abaixo do nível esperado, a peça quebrava constantemente, resultando em uma taxa de refugo de 12%. Mesmo após diversas alterações, o resultado não foi satisfatório.
Os principais objetivos eram resolver o problema de fissuras, reduzir a taxa de refugo para menos de 1% e suportar um teste de durabilidade de 1000 horas.
JS Precision Solution
Inicialmente, nossa equipe de engenharia realizou uma análise de falhas nos pontos trincados das peças. Eles descobriram que as rupturas na linha de solda ocorriam principalmente onde as pás da cobertura do ventilador se uniam à base. As causas principais incluíam um sistema de injeção mal projetado e ventilação insuficiente do molde, o que resultava em uma fusão parcial do material plástico. Realizamos uma série de otimizações em três fases:
1. Redesenhamos o ponto de injeção lateral e alteramos sua posição para a raiz da lâmina. Isso ajuda o plástico fundido a se mover na direção da lâmina, o que não só reduz a formação da linha de solda, como também, já que o ponto de injeção agora está oculto na raiz da lâmina, qualquer marca de injeção não prejudicará a aparência da peça.
2. Aprofundamos a ventilação do molde para 0,02 mm e, além disso, adicionamos três pontos de ventilação nas áreas onde as linhas de solda eram mais visíveis. Dessa forma, os gases produzidos durante o processo de moldagem por injeção são expelidos a tempo, prevenindo falhas estruturais por cavitação.
3. Em seguida, alteramos os parâmetros do processo de moldagem por injeção. A temperatura do molde foi elevada para 120 °C e a pressão de recalque foi mantida por 25 segundos, ou seja, 55% do ciclo de resfriamento. Após essas alterações, a fusão molecular tornou-se mais forte na região da linha de solda , e a resistência da linha de solda apresentou melhorias.
- Lição aprendida com o fracasso:
Na primeira tentativa, simplesmente alterar a pressão de retenção não melhorou a ventilação, o que causou aquecimento irregular das peças e queimaduras localizadas. Portanto, para permitir a saída dos gases e do material queimado e evitar o superaquecimento, adicionamos um canal de extravasamento, resolvendo completamente o problema.
Resultados finais
A otimização da tampa do ventilador não só resolveu completamente o problema de fissuras, como também trouxe diversos outros benefícios. Mil horas de testes de durabilidade resultaram em uma redução drástica da taxa de refugo para apenas 0,5%, na diminuição do ciclo de moldagem de 45 para 36 segundos, em um aumento de 20% na eficiência da produção e, além disso, em uma redução do custo unitário.
- Feedback do cliente: "A JS Precision foi excepcional na nossa análise de falhas e demonstrou grande profissionalismo técnico. Resolveram rapidamente o problema de fissuras que nos incomodava há muito tempo. Isso faz deles um parceiro confiável para moldes de injeção ."
Já resolvemos centenas de desafios semelhantes na moldagem de peças automotivas . Se seus componentes plásticos moldados por injeção também apresentarem rachaduras, deformações ou outros problemas, consulte nosso estudo de caso completo para obter soluções específicas ou entre em contato com nossos engenheiros para uma consultoria especializada.

Figura 3: Tampa de ventilador automotivo preta, componente moldado por injeção.
Por que a moldagem por injeção automotiva personalizada requer uma avaliação DFM aprofundada?
Uma avaliação DFM pode identificar até 90% dos problemas de produção antes do início da fabricação. Entre os vários tipos de defeitos, para componentes plásticos complexos sob o capô, uma das principais causas da formação de cavidades de contração a vácuo é o projeto inadequado da espessura da parede. Portanto, uma avaliação DFM completa é um dos principais fatores para a produção de peças moldadas por injeção personalizadas para a indústria automotiva.
O objetivo central da avaliação DFM
Ao realizar uma avaliação DFM completa, podemos acertar o projeto antes da produção do molde, evitando defeitos de projeto e reduzindo custos com alterações posteriores no molde. Três características principais que consideramos são: ângulo de saída, uniformidade da espessura da parede e controle de cantos vivos, pois influenciam significativamente a qualidade da peça moldada e a produtividade da fabricação.
Aspectos importantes da avaliação DFM
Quando se trata de moldagem por injeção automotiva personalizada , nossa avaliação DFM oferece propostas detalhadas de otimização, que incluem estes pontos importantes:
- Ângulo de saída: Para evitar arranhões na desmoldagem e desgaste no molde, em peças com cavidades profundas, é necessário um ângulo de saída de 3°.
- Dimensionamento da Espessura da Parede: A espessura da parede das peças sob o capô deve estar na faixa de 2,0 a 3,0 mm para evitar cavidades de contração e deformações devido a mudanças drásticas na espessura.
- Projeto do mecanismo: No caso de peças estruturais complexas, projete os mecanismos deslizantes e de ejeção de forma lógica para permitir uma desmoldagem suave e garantir a precisão dimensional.
Uma avaliação detalhada de DFM (Design for Manufacturing) pode economizar tempo e custos significativos com modificações de moldes, garantindo o bom andamento do seu projeto de moldagem por injeção automotiva personalizada. Para obter uma avaliação de DFM gratuita, envie os desenhos 3D da sua peça e nossos engenheiros fornecerão um relatório detalhado em até 24 horas.
Quais são os principais parâmetros técnicos que devem ser fornecidos para obter orçamentos precisos de moldagem por injeção?
Para obter um orçamento preciso para moldagem por injeção, além dos desenhos 3D, você deve mencionar o tipo de material, as necessidades anuais, a qualidade do acabamento e se será realizado algum processamento secundário. Esses são os fatores que influenciam a escolha do aço utilizado para a fabricação de moldes plásticos personalizados.
Análise detalhada dos principais parâmetros técnicos
Todos esses fatores influenciam a identificação da citação real.
1. Desenhos 3D: Projetos de moldes precisos e consistentes com o orçamento só podem ser obtidos se os moldadores tiverem arquivos STEP ou X_T.
2. Grau do Material: Além do tipo de material, a norma para esse material específico também deve ser mencionada. O custo de processamento é um dos fatores que variam quando diferentes materiais são utilizados.
3. Demanda anual: Determina o número de cavidades do molde e o tipo de aço a ser utilizado. Para grandes quantidades, moldes com múltiplas cavidades podem ser usados para reduzir os custos de produção.
4. Grau de Aparência: A textura MT VDI e o acabamento superficial de Grau A influenciam na seleção dos processos de tratamento do molde, o que, em última análise, determinará os custos.
Erros comuns em orçamentos e como evitá-los
Orçamentos baratos para moldagem por injeção às vezes escondem custos adicionais. Geralmente, esse aumento de preço se deve ao uso de peças que não seguem o padrão DME/HASCO, as quais acarretam custos de manutenção muito mais elevados posteriormente. Nossos orçamentos incluem todos os custos, como o aço para moldes e os canais quentes, para evitar surpresas desagradáveis e garantir a precisão dos cálculos.
Fornecer todos os parâmetros técnicos essenciais é fundamental para obter um orçamento preciso de moldagem por injeção e evitar custos adicionais posteriormente. Caso não tenha certeza de quais parâmetros são necessários, entre em contato conosco para solicitar uma lista de parâmetros e, assim, preparar rapidamente as informações relevantes e receber um orçamento preciso em até 24 horas.

Figura 4: Ferramenta de moldagem por injeção com múltiplas cavidades e componentes.
Quais materiais são mais adequados para a fabricação de peças automotivas duráveis moldadas por injeção?
Para componentes encontrados sob o capô, a indústria utiliza amplamente plásticos de engenharia como PA66, PPA e PPS. Embora PC/ABS ou POM sejam os materiais mais comuns para acabamentos internos, pois oferecem uma boa combinação de toque agradável e resistência mecânica, em casos especiais, quando é necessário garantir as propriedades mecânicas de longo prazo dos materiais, estes devem ser testados de acordo com as normas ASTM D638 . Este é o princípio fundamental na escolha de materiais para peças automotivas moldadas por injeção duráveis.
Seleção de materiais para diferentes cenários
Considerando os casos de uso de peças automotivas, reunimos recomendações para a seleção de materiais em peças moldadas por injeção, visando garantir sua durabilidade:
- Componentes plásticos sob o capô: PA66+GF (temperatura média), PPA (alta temperatura), PPS (temperatura extremamente alta), resistentes a 120-260℃, resistentes à corrosão química.
- Componentes de acabamento interior: PC/ABS (painéis de instrumentos, painéis das portas) oferece um equilíbrio entre resistência e estética . POM (engrenagens, presilhas) é resistente ao desgaste e durável.
- Componentes estruturais: O PA66+30%GF possui alta resistência à tração e é adequado para peças que precisam suportar alta tensão , como suportes e conectores.
Características do Processamento de Materiais e o Impacto da Modificação
Os materiais de diferentes fabricantes possuem propriedades distintas para o processamento. Uma maneira de aumentar a durabilidade de peças automotivas moldadas por injeção é através da utilização de agentes modificadores (como agentes resistentes a raios UV, retardantes de chama e agentes de endurecimento) . Por exemplo, agentes resistentes a raios UV podem realmente aumentar a vida útil das peças em ambientes externos para mais de 8 anos.
Por que a JS Precision é a sua parceira ideal em serviços de ferramentas para moldes de injeção?
Ao longo de mais de 15 anos exportando moldes, nossos produtos sempre estiveram 100% em conformidade com os padrões norte-americanos e europeus. Além de sermos uma fábrica OEM, também atuamos como consultores técnicos, oferecendo otimização DFM e melhoria de processos, ajudando a criar o cenário ideal para a entrega de ferramentas de moldagem por injeção, desde a prototipagem até a produção em massa.
Princípios básicos da competitividade
Entender o valor que agregamos aos nossos clientes sempre foi a base das características da nossa empresa. Três competências principais que sustentam as nossas vantagens:
- Alta precisão: capacidade de usinagem de 0,005 mm, capaz de atender aos rigorosos requisitos de tolerância de peças automotivas e garantir a precisão da montagem.
- Prazo de entrega muito curto: Obtenção de feedback sobre a primeira solução em até 2 horas, envio da análise de DFM e orçamento de moldagem por injeção em até 24 horas, reduzindo assim a duração do projeto.
- Honestidade absoluta: relatórios semanais sobre o progresso, atualização imediata do status da produção do molde, sem procedimentos ou custos ocultos.
Vantagens de proteção e colaboração para o cliente
Firmamos acordos formais de confidencialidade, criptografamos e armazenamos os dados dos clientes e permitimos o acesso apenas a pessoal diretamente envolvido no projeto. Nossa fábrica está equipada com um sistema de controle de acesso para proteger os desenhos dos clientes e os segredos comerciais.
Podemos produzir lotes piloto de pequena escala com um pedido mínimo de 100 peças e fornecer soluções como moldes flexíveis ou moldes rápidos de aço para permitir testes de mercado a baixo custo.
Perguntas frequentes
P1: Qual é o prazo de entrega do nosso serviço de fabricação de moldes de injeção?
Basicamente, moldes simples levam cerca de 25 a 30 dias, enquanto moldes de precisão complexos para a indústria automotiva exigem de 35 a 45 dias. Mas, se necessário, podemos reduzir esse tempo em 10 a 15% por meio de engenharia simultânea e usinagem automatizada CNC.
Q2: Como garantir que os componentes plásticos sob o capô resistam a altas temperaturas?
Uma das maneiras é escolher materiais com temperatura de distorção térmica superior a 200 °C. Em seguida, garantimos que o processo de secagem seja seguido rigorosamente . Por fim, realizamos testes de cura em alta temperatura em cada lote de peças para evitar degradação e desvio dimensional.
P3: O que está incluído no orçamento de moldagem por injeção da JS Precision?
Basicamente, isso incluiria aço para moldes, número de cavidades, marca do sistema de canais quentes, preço unitário, vida útil do molde, embalagem e soluções logísticas. Ou seja, sem custos ocultos, garantindo cálculos perfeitamente precisos.
Q4: Vocês são capazes de fabricar peças automotivas complexas moldadas por injeção com fibra de vidro?
Normalmente trabalhamos com materiais reforçados com até 30% a 50% de fibra de vidro . Quanto às ferramentas, utilizamos aço importado de alta resistência ao desgaste. Além disso, regulamos a temperatura do molde dinamicamente para eliminar o problema de flutuação da fibra de vidro.
Q5: Que tipo de textura de superfície vocês podem fornecer para peças internas de automóveis?
Nossa capacidade não se limita aos padrões MT, VDI e Mold-Tech, mas também inclui a gravação a laser com textura de grão fino para obter uma superfície Classe A em peças internas.
Q6: Vocês oferecem serviços de produção experimental de peças moldadas por injeção para o setor automotivo em pequena escala?
Sim, podemos aceitar pedidos mínimos de 100 peças e usar moldes flexíveis ou moldes rápidos de aço para permitir que nossos clientes validem o mercado com baixos custos antes da produção em larga escala.
Q7: Como a JS Precision responde às alterações de projeto relacionadas a notificações de mudança de engenharia (ECN) durante o processo do projeto?
Podemos realizar análises de custos e discutir a reengenharia em um dia útil . Através da soldagem a laser ou da substituição de insertos, podemos minimizar o impacto no prazo de entrega.
Q8: Como vocês garantem a segurança dos desenhos de peças automotivas de seus clientes e que estes são segredos comerciais?
Acordos de confidencialidade são assinados, os dados são criptografados e armazenados, o acesso é restrito apenas à equipe do projeto, o acesso à fábrica é rigorosamente controlado, fotografias não autorizadas são estritamente proibidas e a segurança da propriedade intelectual é garantida.
Resumo
A produção de peças automotivas moldadas por injeção de qualidade superior combina moldes de precisão, processos científicos e controle rigoroso, de forma totalmente integrada.
Com o auxílio de moldes de injeção, a JS Precision consegue lidar com os desafios de alta temperatura das peças sob o capô e também atender aos requisitos estéticos de peças internas, etc., utilizando otimizações técnicas que aumentam o retorno sobre o investimento (ROI) do cliente. Apoiamos as transformações automotivas e, por isso, nos mantemos como um parceiro confiável.
Deseja aprimorar o design do seu projeto de moldagem por injeção automotiva personalizada? Não deixe que um projeto inadequado do processo de moldagem seja o motivo do atraso na produção em massa, nem tolere soluções inviáveis que aumentam os custos.
Envie seus desenhos 3D (de preferência em STEP/IGS) e nossos engenheiros seniores farão uma avaliação DFM gratuita e fornecerão um orçamento preciso para moldagem por injeção no próximo dia útil, além de criarmos juntos um novo capítulo na fabricação de peças automotivas!

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

