

Injection molded plastic components form the backbone of automotive manufacturing, while injection mold tooling acts as the key to ensuring their accuracy and long-lasting nature.
Injection mold tooling services can help automotive parts meet tolerances of 0.01mm, fix issues related to high-temperature deformation, and assist OEMs in reducing lead times by 30% through DFM analysis, This way overcoming manufacturing challenges for under-hood and interior parts.
Lightweighting and high integration are two major goals of the current automotive industry that often lead to OEMs encountering issues like long molding cycles for complex structural parts and heating up deformation of parts.
What comes next guide explores the ways in which manufacturing challenges arisen by injection molding can be overcome using plastic component mold design optimization, execution of parameter control, and selection of high-quality materials. More concretely, the guide gives an explanation of the tolerance level standards, material selection, and how lead time impacts can be minimized.
Injection Mold Tooling Core Solution Summary
|
Key Technical Dimensions
|
Core Technical Solutions and Parameter Standards
|
Core Value You Will Get
|
|
Precision Mold Technology
|
Using H13/S136 high-performance mold steel and carrying out 48-52 HRC heat treatment, the custom plastic mold tooling life can be more than 500,000 cycles.
|
Eliminating worry of long-term production, reaching very high dimensional accuracy, not having assembly interference, and drastically lowering total maintenance costs throughout the lifecycle.
|
|
Harsh Environment Application
|
For Under-hood plastic components, dynamic mold temperature control technology is combined with high-fluidity PA66+GF material application.
|
Conquer the high-temperature failure problem, solve the part warpage under 150°C extreme environment by process compensation, and ensure passing the vehicle durability test.
|
|
Cost and Response Speed
|
Deliver injection molding quote with DFM analysis within 24 hours and provide multi-cavity mold layout optimization suggestions.
|
Accelerate product launch, identify design defects in advance, and avoid 90% of mold opening rework risks before mold opening.
|
|
Tolerance Control
|
A 24,000 RPM high-precision CNC machining center is adopted, combined with Zeiss CMM coordinate measuring to ensure ±0.01mm tolerance.
|
Avoid uneven assembly gaps, ensure part dimensional stability, and meet strict OEM standards.
|
Key Takeaways:
- Precision Standards: Automotive interior component tolerances should be tightly controlled within 0.05mm to avoid quality risks resulting from uneven assembly clearances.
- Performance Guarantee: For under-hood parts, the choice of material quantity PA66+GF of high quality is obligatory to have the endurance at 150℃ thermal cycling conditions and to be able to perform.
- Cost Reduction Strategy: Thanks to redesigning the cavity layout and hot runner system of the customized plastic mold, it is possible to lower the production cost per piece by up to 40%.
- Risk Control: Selecting mainly suppliers who have IATF 16949 certification and who are able to provide pre-production DFM assessment can avert 90% of the risk of mold rework.
How Can JS Precision's Injection Mold Tooling Services Optimize Your Automotive Components?
We have 20 years of industry expertise and have throughly identified the pain points of automotive manufacturers using injection mold tooling. Some of those pain points are lack of accuracy, plastic parts deforming on heating, delayed deliveries, and cost escalation. We have got some solutions which can be implemented as such from our experience gained by working on thousands of projects.
Plastic cracking has been solved with the use of our North American automotive clients case. The parts which were breaking were due to inadequate weld line strength and parts had to comply with a tight tolerance of 0.02mm. By working on the gate, venting channels, and mold temperature, we gave the parts a go-ahead to a 1000-hour durability test, so scrap rate was slashed from 12% to 0.5%.
Our work/services can be documented in compliance with the ISO 13485:2016, manufacturing the mold using the steel ASTM A681 standard H13 (after heat treatment 48-52 HRC), leading to mold life that is 30% longer than the industry average.
By performing mold flow analysis, we redesign injection molded plastic components to help our clients to reduce material usage by 30% without compromising on the strength. As we are officially certified by material suppliers such as BASF and DuPont, we can also offer consulting for the best product choices.
Choosing a reliable injection mold tooling partner can help you mitigate 80% of production risks. If you are struggling with issues such as precision tolerances and high-temperature deformation, contact our senior engineers for a free project feasibility assessment and to unlock customized optimization solutions.
Why Are Injection Molded Plastic Components Crucial For Automotive Safety?
Automotive components are the prime contributors to the overall vehicle NVH level and its passive safety aspects. The choice of injection molded plastic components makes a difference here. By using highly impact-resistant polymers and at the same time carrying out a very precise mold processing, it is guaranteed that the manufactured parts withstand extreme stress without any failure, because of this ensuring driving safety.
Tough Environmental Testing of Under-hood Components
As under-hood plastic components undergo intense exposure to high temperatures (150℃) and chemical corrosion for a long time, they must have very outstanding material properties. Besides, ordinary plastic materials cannot resist this conditions, so the use of engineering plastic materials designed for the purpose is inevitable.
PA66+30%GF material has a tensile strength around 150MPa and a notched impact strength 10kJ/m, both of which are sufficient for overcoming the under-hood heat cycling issues based on test results while the ordinary PP material will experience major deformation at 120℃.
Material selection, mold design, and injection molding operations mainly determine the quality of custom automotive injection molding products. With the help of mold flow analysis, we strike a balance between predicting cavitation and weld lines to optimize parameters so that the parts will achieve structural standards.

Figure 1: Various automotive plastic components including handles and under-hood parts.
How Can a Professional Injection Mold Tooling Service Achieve a Tolerance Of ± 0.01mm?
To achieve the 0.01mm tolerance level in mold making operations, the professional injection mold tooling service must use a high-precision 24,000 RPM CNC machining center plus stable temperature control, secondary stress relief of the mold, and calibration of the Zeiss CMM coordinate measuring machine.
Precision machining machines and the proper environment
Our cutting-edge CNC machining center not only has a positioning accuracy of 0.002mm but also operates at a spindle speed of 24,000 RPM, which is sufficient for carrying out very precise machining of complex cavities. Also, the machining workshop is kept at a steady temperature (1°C) so that no changes in temperature can affect the dimensions of the mold.
Material selection for mold making and heat treatment cycles
In our endeavors, the first and foremost thing we do is to look for ASSAB 88 mold steel (with a hardness of 58-60 HRC) that has been subjected to a secondary tempering process to remove internal stress and thereby prevent the deformation of the mold.
We can also use high-speed hard milling technology such that the roughness of the mold surface is controlled below Ra 0.4, which minimizes the part's demolding losses.
|
Processing Link
|
Equipment/Process
|
Core Parameters
|
Tolerance Guarantee Effect
|
|
Cavity Machining
|
High-precision CNC
|
Rotational speed 24,000 RPM, positioning accuracy ±0.002mm
|
Cavity dimension deviation ≤±0.005mm
|
|
Heat Treatment
|
Double Tempering
|
Temperature 580°C, heat preservation for 2 hours
|
Eliminate more than 95% of internal stress
|
|
Precision Inspection
|
Zeiss CMM Coordinate Measuring
|
Measurement accuracy ±0.001mm
|
Ensure overall tolerance ±0.01mm
|
|
Surface Treatment
|
High-speed Hard Milling
|
Surface roughness Ra 0.4
|
Reduce part dimension deviation
|
Micron-level tolerances effectively avoid uneven assembly gaps in automotive parts, improving product quality. If your project requires ±0.01mm tolerance injection mold tooling service, contact us for a free accuracy feasibility test and customized mold processing solution.
How To Prevent Thermal Deformation In The Manufacturing Of High Standard Under Good Plastic Components?
In order to avoid thermal deformation of under-hood plastic components, the key measures basically consist of "asymmetric wall thickness compensation design" and "optimized holding pressure curve" per the core principles. As for nylon fiber reinforced materials, to achieve a mold surface temperature difference of 3°C, the chiller pressure and water channel layout must be controlled very accurately.
Injection Molding Process Parameters: Control Very Accurately
Ribs will only be free of shrinkage if the holding pressure time reaches even more than the half of the cooling cycle. Our summarized injection molding process parameters are:
Injection speed, 50-80mm/s, holding pressure, 70-80% of the injection pressure, and cooling time, 15-30s, which are all capable of alleviating the molecular orientation problems of PA66+GF materials.
Design of Mold Water Channels and Compatibility of Materials
To keep the mold temperature difference within 3°C, we use balanced water channel design in the first place. At the same time, we match materials like this:
PPS material (heat distortion temperature, 260℃) is the one for more than 150℃ environments, and PA66+30%GF material is dedicate for the medium temperature ones which result in harder deformation.
How To Balance Initial Cost With Long-Term Pricing Via Custom Plastic Mold Tooling?
During the custom plastic mold tooling phase, the application of high-hardness steel and multi-cavity configuration, although raising the initial investment only a little, can reduce the molding cycle time by 20% and lower the scrap rate by 0.5%, which leads to the minimal total life cycle cost per injection molded plastic part.
Total Life Cycle Cost Calculation Logic
A professional injection molding quote should go beyond considering only the first-time mold opening cost. We aim at the total cost of ownership (TCO) of parts within a 3-5 year range.
The core calculation model is:
Total Cost of Ownership = [Initial Asset Investment in Precision Mold] + ([Raw Material Cost + Hourly Processing Fee] × Total Production).
Mold Solution Selection for Different Scenarios
Based on the customer's yearly production volume and material price per unit, we offer our customers custom plastic mold tooling solutions like this:
1. Yearly production > 100,000 if using S136 high-hardness steel will not only help in extending the tool life but also in reducing the unit cost, so there will be a saving of more than 30% of the total costs eventually.
2. Material priced unit > $6.0/kg: Though a hot runner system configuration increases the first cost, this system completely removes the waste of sprue material, enabling the investment to be recovered in 6 months.
3. Low-grade "pre-hardened steel" must not be used for structural under-hood parts. The cost of repairing mold deformation that results from this will be much higher than the initial 15% savings made by the budget.
|
Annual Output
|
Material Unit Price
|
Mold Steel Selection
|
Hot Runner Configuration
|
Estimated Investment Payback Period
|
|
≤50,000 pieces
|
≤$4.0/kg
|
H13
|
No
|
None
|
|
50,000-100,000 pieces
|
$4.0-$6.0/kg
|
H13/S136
|
Optional
|
8-12 months
|
|
≥100,000 pieces
|
≥$6.0/kg
|
S136
|
Yes
|
4-6 months
|
|
≥200,000 pieces
|
Any
|
S136
|
Yes
|
3-4 months
|
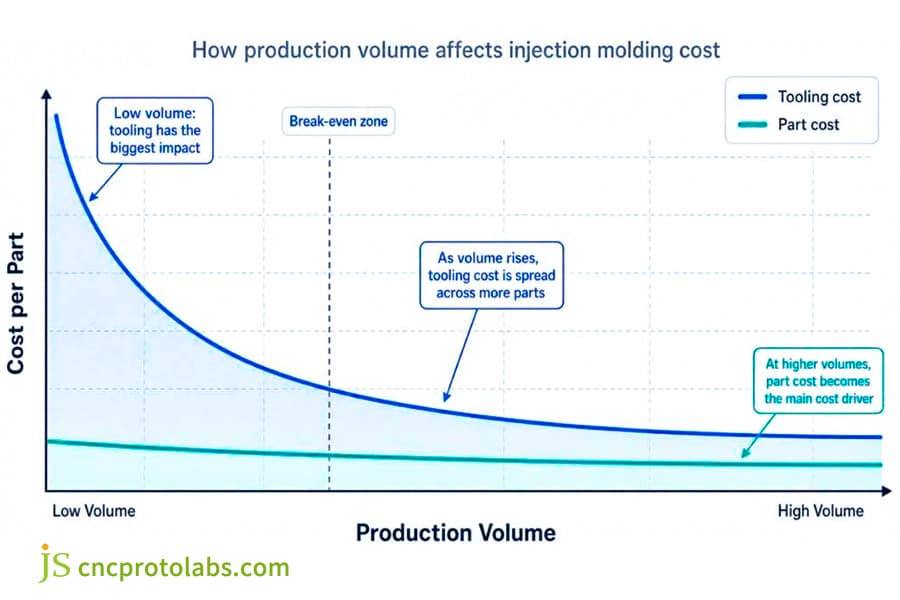
Figure 2: Graph showing production volume vs cost per part for injection molding.
Case Study: How Does JS Precision Solve The Cracking Problem Of Injection Molded Plastic Components For Automotive Fan Covers?
An automotive fan cover is an essential plastic part located under the hood of a vehicle. It must be able to endure extreme heat of 150℃ and also withstand the vibrations caused by high-speed rotation, so necessitating very high accuracy and strength. We had earlier fixed the issue of cracking in injection molded plastic parts for domestic manufacturers, and our know-how can be directly applied.
Project Challenges
Fan cover used by the client was made of PA66+30%GF material having a dimension tolerance of 0.03mm. Because of the weld line strength below the expected level, the part was breaking all the time leading to a scrap rate of 12%. Even after multiple changes were made, success was not achieved.
The key aims were to address the cracking issue, decrease the scrap rate to less than 1%, and endure a 1000-hour durability test.
JS Precision Solution
Initially, our engineering team performed a failure analysis on the cracked spots of the parts. They discovered that the weld line breaks mainly occurred where the fan cover blades joined the base. The root causes included a poorly designed gate and insufficient mold venting that resulted in a partial fusion of the plastic material. We carried out a series of optimizations in three phases:
1.We redesigned the side-dive gate and changed its position to the blade root. This helps the molten plastic to move along the blade direction which not only cuts down the weld line formation but also, since the gate is now hidden at the blade root, any gate mark will not spoil the looking of the part.
2.We deepened the mold venting to 0.02 mm and besides, we added three venting points to the areas where weld lines were more visible. This way, gases produced during the injection molding process are vented out in time, structural failure due to cavitation is prevented.
3.We went on to change the injection molding process parameters. The mold temperature was raised to 120°C and the holding pressure was kept for 25 s, i.e. 55% of the cooling cycle. After these changes, molecule fusion got stronger in the weld line region, and weld line strength saw its improvement.
- Lesson from failure:
Simply changing the holding pressure did not work to improve the venting in the first trial, which caused the parts to get heated unevenly and develop scorching locally. So, to let the gases and the burned material escape, and to prevent such overheating, we included an overflow channel, and the problem was completely solved.
Final Results
The fan cover after optimization not only addressed the cracking issue completely but also brought along several other benefits. 1000 hours of durability testing have led to the scrap rate going down drastically to only 0.5%, the molding cycle reduction from 45s to 36s, a boost in production efficiency by 20% and on top of that, a decrease in unit cost.
- Customer Feedback: "JS Precision was outstanding in our failure analysis and was very professional technically. They solved the problem of cracking that had been bugging us for a long time very quickly. That makes them a reliable partner for injection mold tooling."
We have solved hundreds of similar automotive parts molding challenges. If your injection molded plastic components also experience cracking, deformation, or other issues, please review our complete case study for targeted solutions, or contact our engineers for specific consultation.

Figure 3: Black automotive fan cover injection molded component.
Why Does Custom Automotive Injection Molding Require a Deep DFM Evaluation?
A DFM assessment can recognize up to 90% of producibility problems before starting production. Among the various types of defects, for complex under-hood plastic components, one of the major reasons for the formation of vacuum shrinkage cavities is improper wall thickness design. So, thorough DFM assessment is one of the main reasons for the production of custom automotive injection molding.
The Central Purpose of DFM Assessment
By performing a thorough DFM assessment, we can make the design right before mold production thereby avoiding design defects and reducing later mold alteration expenses. Three main features that we mainly consider: draft angle, uniformity of wall thickness, and managing a sharp corner, as they a lot influence the molding part's quality and manufacturing throughput.
Important aspects of DFM Assessment
When it comes to custom automotive injection molding, our DFM evaluation gives you detailed optimization proposals, which include these important points:
- Draft Angle: To prevent demolding scratches and wear on the mold, for deep cavity parts a draft of 3° is necessary.
- Wall Thickness Design: The wall thickness of under-hood parts should be within the range of 2.0-3.0mm to prevent shrinkage cavities and deformation due to drastic changes in thickness.
- Mechanism Design: In case of complicated structural parts, devise the sliders and ejector mechanisms logically to enable smooth demolding and ensure dimensional precision.
In-depth DFM assessment can save you significant mold modification costs and time, ensuring the smooth progress of your custom automotive injection molding project. To obtain a free DFM assessment service, submit your part's 3D drawings, and our engineers will provide a detailed assessment report within 24 hours.
What Key Technical Parameters Must Be Provided To Obtain Accurate Injection Molding Quotes?
To get a precise injection molding quote, besides 3D drawings, you should mention the type of material, yearly requirements, quality of the appearance, and if secondary processing will be done or not. These are the factors that mold the choice of steel used for custom plastic mold tooling work.
In-depth Background of Main Technical Parameters
All these factors influence the identification of the actual quote.
1.3D Drawings: Mold designs that are accurate and consistent with the quotation can only be achieved if the molders have STEP or X_T files.
2.Material Grade: Apart from the type of material, the standard for that particular material must also be mentioned. The processing cost is one of the factors that vary when different materials are used.
3.Annual Demand: Decides the number of mold cavities and the type of steel to be used. For large quantities, multi-cavity molds can be used to reduce production costs.
4.Appearance Grade: A lot MT VDI texture and Grade A surface finish have a bearing on the selection of mold treatment processes, which eventually will decide the costs.
Typical Quotation Mistakes and How to Prevent Them
Cheap injection molding quote sometimes come with hidden costs. Usually, the cause of such cost increase is the use of non-DME/HASCO standard parts, which have much higher maintenance costs at later time. Our quotes mention all the costs, including mold steel and hot runners to avoid the hidden costs and ensure the calculation accuracy.
Providing complete key technical parameters is essential for obtaining an accurate injection molding quote and avoiding cost overruns later. If you are unsure which parameters are required, contact us for a parameter list to quickly prepare relevant information and receive an accurate quote within 24 hours.

Figure 4: Injection mold tooling with multiple cavities and components.
Which Materials Are Most Suitable For Manufacturing Durable Injection Molded Automotive Parts?
For components found under the hood, a great deal is made of engineering plastics like PA66, PPA, and PPS by the industry. Although PC/ABS or POM are the usual materials for interior trims as they offer a good mix of the tactile feel and mechanical strength. Though, for special cases if materials long-term mechanical properties must be assured these shall be tested against ASTM D638 standards. This is basically the main tenet of pick the materials for durable injection molded automotive parts.
Material Selection for Different Scenarios
As per the use cases of automotive parts, we have gathered material selection recommendations for injection molded automotive parts to make sure they are durable:
- Under-hood plastic components: PA66+GF (medium temperature), PPA (high temperature), PPS (extreme high temperature), resistant to 120-260℃, resistant to chemical corrosion.
- Interior trim parts: PC/ABS (instrument panels, door panels) balances strength and appearance. POM (gears, clips) is wear-resistant and tough.
- Structural parts: PA66+30%GF has high tensile strength and is suitable for parts that need to withstand high stress, such as brackets and connectors.
Material Processing Characteristics and the Impact of Modification
Different manufacturers' materials have different properties for processing. One way to increase the longevity of injection molded automotive parts is by using modifying agents (e.g. UV resistant, flame retardant, toughening). As an illustration, UV resistant agents can Really increase the outdoor lifetime of parts to more than 8 years.
Why Is JS Precision Your Ideal Injection Mold Tooling Service Partner?
During 15-plus years of exporting molds our products always conformed 100% with North American or European standards. Apart from being an OEM factory, we can also work as a technical advisor by offering DFM optimization and process improvement helping create an ideal scenario for prototype to mass production delivery of injection mold tooling service.
Basic Principals of Competitiveness
Understanding our customer value has always been the basis of our company characteristics. Three major skills that support our advantages:
- Highly accurate: 0.005 mm machining capacity which is able to satisfy the very strict tolerance requirements of automotive parts and ensuring the accuracy of the assembly.
- Very short lead time: Getting feedback on the first solution within 2 hours, submitting DFM review and injection molding quote within 24 hours, thereby reducing the project duration.
- Absolute honesty: Weekly reporting of the progress, immediate updating of the mold production status, no hidden procedures or costs.
Protection and Collaboration Advantages of Customer
We enter into formal NDA agreements, encrypt and keep customer data, and allow access only to project-related personnel. Our factory is equipped with an access control system to safeguard customer drawings and trade secrets.
We can produce small-batch pilot production with an MOQ of 100 pieces and provide solutions like soft mold or quick steel mold to enable low-cost market testing.
FAQs
Q1: How long is the delivery cycle for our injection mold tooling service?
Basically, simple molds take around 25-30 days, while complex automotive-grade precision molds will require 35-45 days. But if needed, we can actually reduce this time by 10-15% through concurrent engineering and CNC automated machining.
Q2: How do you make sure that the under-hood plastic components can resist high temperature?
One way is by choosing the materials that have heat distortion temperature >200℃. Then, we make sure that the drying process is strictly followed. Finally, we do perform high-temperature baking tests on every batch of parts to keep away from degradation and dimensional drift.
Q3: What is included in JS Precision's injection molding quote?
They would basically include mold steel, number of cavities, hot runner brand, unit price, mold life, packaging, and logistics solutions. Basically, no hidden expenses ensuring the calculations are perfectly accurate.
Q4: Are you able to manufacture complex injection molded automotive parts having glass fiber?
We usually do operate with up to 30%-50% GF reinforced materials. As for the tooling, we use imported high-wear-resistant steel. In addition, we also regulate the mold temperature dynamically to get rid of the glass fiber floating issue.
Q5: What kind of surface texture can you provide for automotive interior parts?
Our capability is not limited to MT, VDI, and Mold-Tech standards but also includes laser etching to a fine grain texture to achieve Class A surface for interior parts.
Q6: Do you provide a small amount of custom automotive injection molding trial production services?
Yes, we can accept MOQs of 100 pieces, and use soft molds or rapid steel molds to allow our customers to validate the market with low costs before full-scale production.
Q7: As the project process, how does JS Precision respond to engineering change notice (ECN) related design changes?
We can do cost analysis and discuss re-engineering within a working day. Through laser welding or insert replacement we can keep the delivery time impact to the minimum.
Q8: How do you ensure the safety of your customers' automotive part drawings and are trade secrets?
NDA agreements are signed, data is encrypted and stored, access is restricted to project personnel only, factory access is strictly controlled, unauthorized photography is strictly prohibited, and IP security is guaranteed.
Summary
The production of superior automotive injection molded parts combines precision molds, scientific processes, and strict control, thoroughly integrated.
With the help of injection mold tooling, JS Precision can handle the high-temperature challenges of under-hood parts and also meet the aesthetic requirements of interior parts, etc. using technical optimizations enhancing customer ROI. We support automotive transformations, and Because of this, we stay as a dependable partner.
Do you want to design your custom automotive injection molding project in a better way? Don't let the poor molding process design be the reason why the mass production is delayed, neither should the unreasonable solutions that increase costs be tolerated.
Upload your 3D drawings (preferably in STEP/IGS), and our senior engineers shall render a free DFM evaluation and an accurate injection molding quote next working day, as well as collaboratively creating a new chapter in automotive parts!

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

