

LSR overmolding is a very dependable solution for high temperature sealing in automobiles, it completely eliminates the issue of sealing failure and leads to a significant reduction in warranty and production losses.
LSR can usually work in the temperature range of -50℃ to 250℃, and after 22 hours at 175℃, its compression set will be only 15%, which is greatly better than the 40% of the conventional NBR rubber.
High temperature leakage in car turbochargers, siloxane pollution in EV battery packs, and sealing failure during very cold starts could all be overcome by the combined solution of substrate level molecular chemical bonding and zero flash process of LSR overmolding.
With an IATF 16949 certification, JS Precision not only provides design for manufacture (DFM) evaluation but also continues with customized production to mass production services reaching the goal of cost reduction and efficiency increase for your business in an effective way.
Core Answer Summary
|
Key Questions
|
Core Answers
|
|
Definition of LSR Overmolding
|
LSR and the substrate form a chemical bond in the mold to create an integrated seamless seal, with an operating temperature range of -50°C to 250°C.
|
|
Applicable Automotive Scenarios
|
Turbocharger seals, electric vehicle battery pack seals, coolant valve body seals, rotating shaft oil seals and other high-temperature and high-pressure components.
|
|
Advantages Over Traditional Schemes
|
Lower compression set rate (≤15% vs. ≥40% for traditional rubber), better resilience, and superior heat aging resistance.
|
|
Services Provided by JS Precision
|
Full-process overmolding services certified by IATF 16949, from sample to mass production in 4-6 weeks.
|
Key Conclusions:
- LSR overmolding is an excellent choice for tough automotive sealing applications that must remain stable within a wide temperature range of -50℃ to 250℃.
- Compression set 15%, which is a big step up from traditional rubber's 40%.
- JS Precision offers a complete 4-6 week overmolding service including fast DFM evaluation.
Why Choose JS Precision For LSR Overmolding? Expert Automotive Seal Manufacturing
If you supply high temperature automotive sealing components, then selecting a dependable overmolding service provider is imperative not only to help you avoid procurement risks but also to ensure your production capacity.
With its professional expertise, solid experience and authoritative certifications, JS Precision is your and the automakers' and Tier 1 suppliers' first choice.
Our products meet both IATF 16949 quality requirements for the automotive industry and ISO 10993-10 biocompatibility standards.
In this way, your products will be suitable for various tough automotive situations not only by the products alone but also throughout the entire process. In addition, you will be assisted to overcome quality compliance risks.
JS Precision gives precedence to your key interests:
- Sample-to-mass production time that usually takes 8-10 weeks on average in the industry can be shortened to 4-6 weeks with us, helping you quickly gain market share and shorten the product launch time.
- Zero flash molding combined with Cold runner + vacuum clamping technology, 100% material utilization, which will directly reduce your material costs by approximately 20%.
- An online AOI inspection system can check more than 300 parts every minute with a defect identification rate of 99.9%. This guarantees zero PPM shipments and less rework and labor costs.
A Tier 1 German first-tier supplier of automobile parts who has been receiving more than a million dollars of warranty claims every year due to leaking turbocharger gaskets not only thoroughly eliminated the leakage problem after the switch to our LSR overmolding service, but also got 38% lighter and 22% cheaper which led to saving about 900,000 dollars every year by making 2 million units.
Our start-to-finish service includes DFM evaluation, making a special formulation, and delivering mass production. Professional engineers offer full support, adapting solutions to your particular needs, guiding you through avoiding mistakes, and efficiently executing sealing solutions.
If you are struggling with high temperature automotive sealing and want a customized LSR overmolding solution, submit your product drawings. We will provide free DFM analysis and cost assessment within 24 hours to help you quickly solve problems and reduce costs.
What Is LSR Overmolding For High-Temperature Automotive Seals?
LSR overmolding is one of the technologies designed specifically for scenarios involving very high temperatures. If you clearly understand its definition and process principles, you will be able to identify its core values that it can address the problems of traditional seals.
The main definition and process of LSR Overmolding
Liquid silicone rubber (LSR) overmolding is the process of injecting a two-component liquid silicone rubber into a mold, where it performs a platinum-catalyzed addition reaction with the pre-placed substrate, thereby forming an integrated chemically bonded component.
This technique is different from traditional curing before assembly processes.
Moreover, even after being subjected to heat aging of 150℃ for 1000 hours, LSR material remains with 80% of its tensile strength, which guarantees that the sealing will remain reliable for a long time, and replacement and warranty costs will be reduced.
In other words, it's similar to fitting each substrate with a customized, seamless silicone protective film.The single-piece molding method results in the silicone being firmly bonded to the substrate, which means that leaks will be prevented right from the source.
Why Automotive High Temperature Sealing Cannot Do Without This Technology
The working temperature range of the automotive power system reaches 300 ° C (-50 ° C to 250 ° C), and the performance of traditional rubber seals deteriorates severely. The three key advantages of LSR overmolding become your essential needs:
- Stability over a large temperature range: Keeps its elasticity and sealing capability unchanged over the temperature range of -50℃ to 250℃, with a capacity to tolerate short-term exposure to 300℃.
- Chemical adhesion does away with assembly gaps, and a peel strength of 8 N/cm ensures no leaks due to misalignment.
- Very good resistance to permanent deformation: A deformation rate of 15% at 175℃ for 22 hours, which is significantly better than the 40% of traditional NBR rubber thereby lowering the chance of failure.
Performance Comparison of LSR and Traditional Rubber Seals
|
Performance Indicators
|
LSR (Liquid Silicone Rubber)
|
NBR (Traditional Nitrile Rubber)
|
FKM (Fluororubber)
|
EPDM (Ethylene Propylene Diene Monomer Rubber)
|
|
Operating Temperature Range
|
-50°C to 250°C (300°C for short periods).
|
-40°C to 120°C
|
-20°C to 200°C
|
-40°C to 150°C
|
|
Compression Set Rate at 175°C×22 Hours
|
≤15%
|
≥40%
|
≥25%
|
≥35%
|
|
Bonding Method with Substrate
|
Molecular-level chemical bonding (no primer).
|
Mechanical bonding (adhesive required).
|
Mechanical bonding (adhesive required).
|
Mechanical bonding (adhesive required).
|
|
Tensile Strength Retention Rate After Heat Aging at 150°C×1000 Hours
|
≥80%
|
≤50%
|
≥65%
|
≤60%
|
|
Peel Strength
|
≥8N/cm
|
≤3N/cm
|
≤4N/cm
|
≤3.5N/cm
|
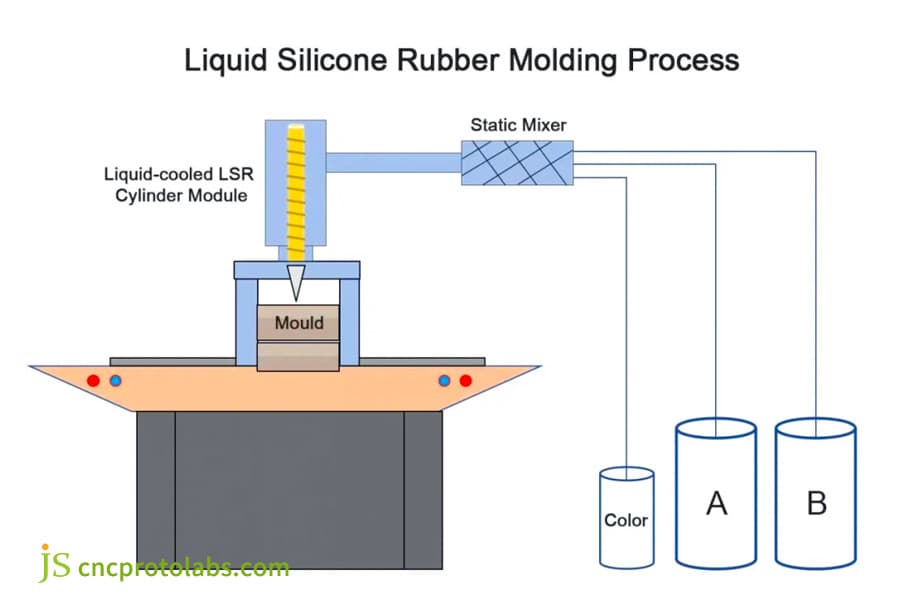
Figure 1: A technical diagram illustrating the liquid silicone rubber (LSR) injection molding process, showing the static mixer, liquid-cooled cylinder module, and mold for high-temperature seal production.
How Does Silicone Overmolding Prevent Leaks In Turbocharger Gaskets?
Sealing of turbochargers has been an ongoing issue. The integrated silicone overmolding without any external sealing components can even stop leaks at the source by giving an accurate and perfect fit to the turbocharger's operating conditions of very high temperature and pressure.
High Temperature, High Pressure Challenges Which Turbocharger Seals Have to Face
Both sides of a turbocharger - intake and exhaust - operate under very severe conditions, the pressure on the boost side is 2.5-3.0 bar and it also has high frequency pulsation, the temperature on the exhaust side ranges from 180℃ to 220℃ with peaks up to 250℃.
Minor irregularities on the metal flange surface can easily result in leakage paths which cannot be sealed by traditional gaskets, this will cause gas leakage, oil leakage, and eventually increase warranty costs.
Integrated Molding Solution for Metal Skeleton and Silicone Sealing Lip
Silicone overmolding makes it possible to create elastic sealing ribs on the metal flange edge. The silicone skin is designed in a way that it will get deformed and fill the microscopic irregularities on the metal flange surface when the bolts are tightened.
Shore hardness of LSR ranges from 20 to 70 degrees which is an adjustable parameter and compression ratio of 15% - 25% are the best match for one another, as a result of which an IP67/IP68 level of sealing is achieved. Also, chemical bonding will not allow leakage due to aging.
Optimized Parameters for Anti-Pulsating Pressure Structure
By making a 2mm wide 0.3mm deep pressure relief groove or an oil return hole of 1.5mm in the integrated mold along with the use of an LSR formula whose elastic modulus is 3-5MPa, pressure pulses can be attenuated by 60%, this will also lead to enhancement in sealing reliability.
Facing turbocharger seal leakage problems? Contact our engineers for a free DFM assessment and customized silicone overmolding solutions to quickly resolve blow-by and oil leakage issues.
What Overmolding Process Parameters Ensure Leak-Free Battery Pack Seals?
Sealing safety of battery packs in electric vehicles is of utmost importance. Mastering the overmolding process is the only way to guarantee no leakage, compliance with cleanliness and sealing standards, and eliminating safety risks.
Unique Needs for Sealing and Cleanliness of Electric Vehicle Battery Packs
Particulate contamination of high voltage circuits with fine siloxane molecules released from the seals in the battery pack sealing system can lead to short circuits and thus increase after-sales risks.
LSR platinum curing generates no side products. It is in line with VDA 277 VOC and IATF 16949:2016 regulations, supports continuous sealing capability from -40℃ to 180℃, stands up to electrolyte corrosion, and has a compression ratio 10% after 70℃ for 22 hours.
Secondary curing process removes volatile substances
Secondary curing at 200℃ for 4 hours can cut the level of LSR low-molecular-weight compounds from 0.8% to 0.08%, resulting in a molding that is free of oil mist and a surface energy of 22mN/m, which entirely fulfill the battery pack cleanliness requirements.
This is similar to the thorough cleaning of the battery pack seals - getting rid of the dirt and contaminants, preventing short-circuit hazards, and lowering after-sales claims.
Cold runner and vacuum clamping achieve zero flash control
Flash detachment is a major concern in the battery production process as it can cause short circuits by providing a path for foreign objects to enter the battery pack.
Overmolding is an injection molding technique, through a 90-110℃ cold runner and using a vacuum level of -0.095MPa, that can control flash thickness to <0.02mm.
Also, the use of online visual inspection allows the removal of risky components and in the end, a target PPM=0 can be attained.
|
Process Parameters
|
Parameter Range
|
Control Target
|
Customer Benefits
|
Testing Standards
|
|
Cold Runner Temperature
|
90-110°C
|
Avoid premature vulcanization of the compound.
|
Reduce material waste and lower costs.
|
Temperature fluctuation ≤±5°C.
|
|
Vacuum Degree
|
≤-0.095MPa
|
Zero flash molding.
|
Prevent flash detachment and ensure battery safety.
|
Vacuum degree stability ≥95%.
|
|
Post-Curing Temperature
|
200°C
|
Remove low-molecular substances.
|
Avoid siloxane precipitation and protect high-voltage circuits.
|
Low-molecular substance content ≤0.08%.
|
|
Post-Curing Time
|
4 hours
|
Adequate removal of volatile components.
|
Improve the cleanliness of seals and extend service life.
|
Surface energy ≥22mN/m.
|
|
Online Detection Speed
|
≥300 pieces/minute
|
Zero-defect shipment.
|
Reduce rework and improve production efficiency.
|
Defect recognition rate ≥99.9%.
|
Do you need a customized battery pack overmolding process? Submit detailed requirements, obtain accurate quotations and production cycle estimates, and have professional engineers follow up throughout the process to ensure sealing safety.
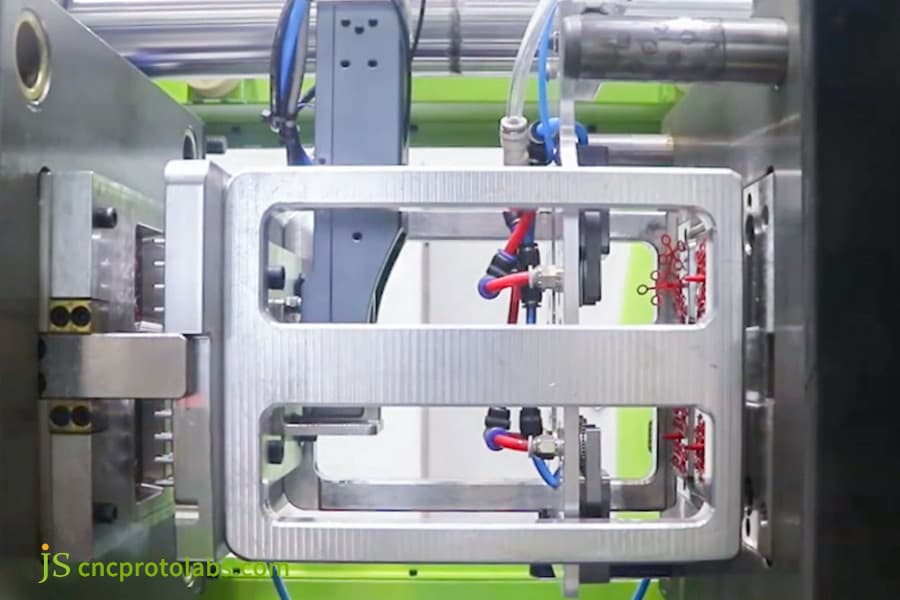
Figure 2: A detailed view inside a metal overmolding mold, showcasing intricate channels, components, and connected hoses for precise process control in seal manufacturing.
Is Overmolding Injection Molding Ideal For Lightweight EV Thermal Seals?
Lightweighting is the main factor in battery electric vehicles' mileage extending. Through overmolding injection molding the sealing and framing can be done in one step. Besides reducing weight, the sealing property is maintained hence, creating a two-fold value for the user.
Electric Vehicle Heat Management Systems: Double Demands of Weight Cutting and Upgrading
Compared with aluminum alloy, PA66/PPA engineering plastics are only 45% as heavy. By molding the LSR sealing component directly into the plastic shell, it is possible to do without separate gaskets and assemblies, thus you can realize lightweight, better performance, and cost control simultaneously.
Cost-Benefit Analysis of Plastic-Based Steel Replacement and Functional Integration
|
Comparison Items
|
Traditional Scheme (Aluminum Alloy Shell + Independent Rubber Gasket)
|
Overmolding Injection Molding Scheme (PA66/PPA Skeleton + LSR Integrated Seal)
|
Customer Benefits
|
|
Weight
|
Typically 380g (coolant valve body).
|
Typically 210g (coolant valve body).
|
Reduce weight by 40%-50% and extend battery life.
|
|
BOM Cost
|
100 USD/piece (reference price).
|
70-80 USD/piece (reference price).
|
Reduce cost by 20%-30%.
|
|
Assembly Process
|
Shell processing → gasket installation → bolt tightening (3 steps).
|
One-step injection molding.
|
Shorten assembly cycle and improve production efficiency.
|
|
Leakage Risk
|
High (leakage is likely due to gasket installation deviation).
|
Very low (no gaps in integrated molding).
|
Reduce leakage risk by about 60% and decrease warranty losses.
|
|
Seal Performance Retention Rate
|
≤85% (after long-term cycling).
|
≥95% (after long-term cycling).
|
Improve product reliability and extend service life.
|
Single-Acting Case of Coolant Valve Body: Weight Down by 40% with Three Processes Removed
The initial version of a five-way coolant valve body in an electric car was an aluminum alloy case with five EPDM O-rings, with a total weight of 380g and a 65-second assembly time.
After the PA66-GF30 housing and the LSR were converted to a hybrid molding, the weight went down to 210g, the time of assembly was 15 seconds, the price of one unit decreased by 28%, and the sealing capability retention rate was still 95%.
Why Choose LSR Injection Molding Over PTFE For High-Temperature Oil Seals?
It is essential for the effective sealing of dynamic movements in high temperature oil seals to determine engine longevity. In dynamic cases, LSR injection molding can give better results than PTFE by eliminating many of its disadvantages.
The incorpora-tion of custom rubber injection molding in manufacturing allows for it to be tailored to different types of rotating shaft applications.
The shortcomings of PTFE oil seals for rotary shaft sealing
Being inelastic, PTFE is a major flaw in rotary shaft sealing: it calls for very precise installation eccentricity (<0.05mm), has a high starting torque (0.8Nm), costly shaft machining (Ra0.2μm) and also cannot accommodate shaft runout, thus resulting in leakage and higher machining and maintenance costs.
The benefits of LSR dynamic oil seals include their low friction and self-lubricating nature
The use of a self-lubricating chemically modified formula is a distinguishing feature of LSR injection molding oil seals. The release of the silicone oil after vulcanization is a surface lubricant that reduces the coefficient of friction to 0.15-0.20.
The starting torque is less by 30% as compared to PTFE and the generation of friction heat is also lowered by 20%. The silicone oil layer achieves dynamic equilibri-um within 24 hours, leading to longer service life.
LSR's Resilience and Shaft Runout Compensation Ability
LSR can withstand changes and keep on sealing even if the shaft is misaligned slightly by adapting itself to 0.2mm radial runout, thereby showing the resilience at a rate of 75%.
On the other hand, PTFE is non-resilient and there will be leaks as soon the shaft runout exceeds 0.1mm and hence it cannot be used for complicated operating situations.
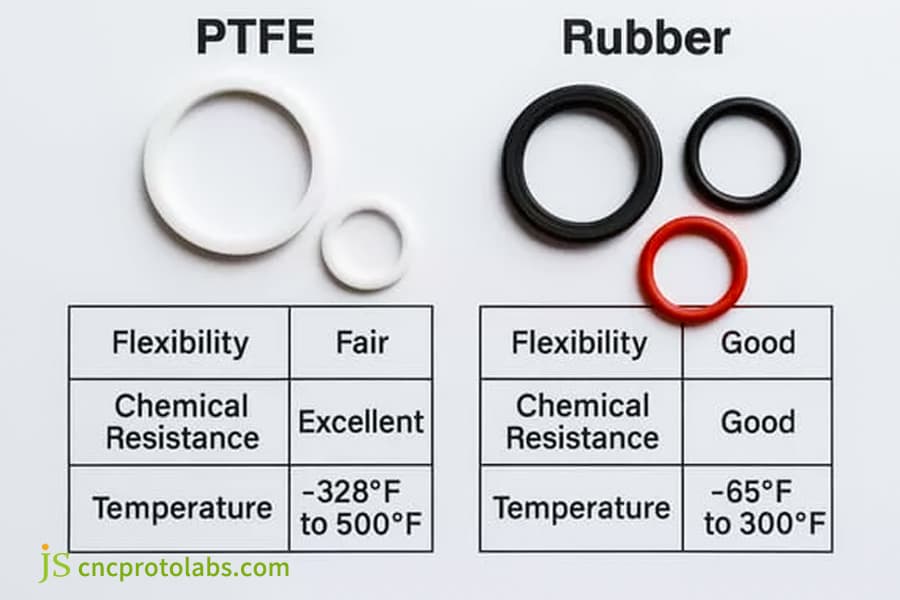
Figure 3: A detailed comparison chart listing key properties like flexibility, chemical resistance, and temperature range for silicone rubber and PTFE materials used in high-temperature seals.
What Custom Rubber Injection Molding Features Prevent Cold-Start Seal Failure?
Seals are prone to hardening and failure during cold start in extremely cold regions. Custom rubber injection molding, through special design and formula optimization, can ensure stable sealing at -50°C, helping you reduce warranty losses and adapt to extreme cold scenarios.
Hardening Failure Mechanism of Rubber Seals in Extremely Cold Environments
Most commonly used rubbers tend to get very stiff when exposed to low temperatures. HNBR hardness actually increases from 70 Shore A to 95 Shore A at worst ice conditions (-40℃).
Therefore Oil pressure during cold start reaches 300 kPa and at sealing lip on reverse this tends not to deform making it easy for damage leading to oil leakage thus seriously harming/breaking even your branded product image resulting in after sales costs increasing due to losing customers.
How the Metal Spring Energy Storage Compensation Design Copes with Low Temperatures
Custom rubber injection molding embeds a metal spring ring in the silicone sealing lip, providing a constant radial clamping force of 5-15N, unaffected by temperature. It can compensate for the sealing force at low temperatures, ensuring a contact pressure of ≥ 0.15MPa and preventing seal breakdown.
Low-Temperature Elasticity Retention of Special Phenyl Silicone Formulas
Phenyl silicone formulas reduce the glass transition temperature down to -60℃ or -100℃.
These formulas are capable of achieving a compression rebound rate of 85% at -50℃, hardness variation of 5 Shore A, and a 50% increase in cold-start oil pressure tolerance. We have phenyl content formulas that can be tailored to your needs.
How To Choose Overmolding Services That Meet IATF 16949 Standards?
Selecting overmolding services that comply with IATF 16949 standards cannot be underestimated when sourcing components such as automotive seals.
Mainly, you have to give attention to the technical potential of the service provider as well as quality control measures however do not forget that one should also conform to ISO 9001:2015 standards.
Supplier Technical Capability is Nothing Without a Thorough Assessment: Three Points to Consider
In order to get the most out of an overmolding service provider, you not only have to make a deep dive into their production know-how but also must formulate a list of three main technical indicators that will help you assess product quality:
- Automated Visual Inspection Capability: Is the supplier capable of implementing an AI-based AOI that can check over 300 units in 60 seconds to ensure only defect-free goods are shipped?
- Bond Strength Testing: Does the supplier have the capability to provide standardized pull-out force curves for different substrates so as to ensure that the seal is tightly bonded to the substrate?
- Bench Aging Simulation: Is the supplier equipped with operating condition simulation testing and is proficient in issuing a comprehensive PV verification report?
The Importance of Cleanliness Checks and Continuous Dimensional Screening
Strict cleanliness is at the very heart of the quality of automotive seals. AOI inspection therefore must cover the parameters, e.g. cross-sectional diameter tolerance (0.02mm) and flash thickness (0.05mm).
Our AOI machine is capable of inspecting a speed of 300 parts per minute, a defect recognition rate of 99.9%, a dimensional CPK of 1.33, hence can achieve zero PPM shipments and assist you in minimizing losses caused by product reworks.
Reliability Verification of Bonding to Different High Temperature Plastic Substrates
Bonding powers of different engineering plastics to LSR perform differently which is why standardized testing is a must. We personalize bonding solutions for various substrates and issue pull-out force reports to guarantee a peel strength 8N/cm, satisfying the requirements for long-term usage.
JS Precision Case Study: Metal Gasket For a German Tier 1 Turbocharger
Here is a real case study and outcome of our collaboration with a German Tier 1 supplier, where we solved turbocharger sealing issues by LSR overmolding.
Background and Problems
The sealing gasket (stainless steel + graphite gasket) of the 2.0T turbocharger exhaust side from a German Tier 1 supplier showed a lot of problems during the durability test:
- After 300 hours of aging the graphite rebound rate was only 65%, the leakage rate was 12ml/min.
- The riveting tolerance was 0.12mm with a failure rate of 5%.
- The single piece weight of 87g did not meet the lightweight requirements. As a consequence, they came to us for help.
Solution
Having thoroughly grasped our clients' frustrations and challenges, our engineering team put forward a precise and unified LSR overmolding injection molding solution.
1. By redesigning the substrate layout, the thickness of the stamping stainless steel frame was decreased from 1.2mm to 0.8mm, not only providing a primary weight reduction but also retaining the strength of the structure.
2. The employment of a 250℃ high temperature resistant LSR mixture, which can withstand a compression set of 15% at 175℃ 1000 hours, makes it compatible with the high temperature turbocharger environment.
3. Utilizing a platinum-catalyzed addition reaction, a powerful chemical bond at the interface of LSR and stainless steel is produced, reaching a peel strength of 10.2 N/cm and totally preventing leakage.
4. This mold uses vacuum clamping with needle valve cold runner technology, managing the flash thickness at less than 0.03mm, thereby eliminating risks associated with flash detachment and enhancing product appearance consistency.
5. Moreover, we offer free DFM (Design for Manufacturing) evaluations to enhance mold design, resulting in the reduction of sample dispatching time to 10 days and enabling clients to quickly move forward with testing.
Final Results
The solution led to such great outcomes as a decrease in the weight of the product to 54g, removal of riveting and separate assembly processes, assembly cycle time cut down from 40 seconds to 18 seconds, zero leakage after 300 hours of aging, and 100% seal retention rate in thermal shock tests.
Due to the unit cost drop by 22%, an annual amount of $900,000 has been saved with a production volume of 2 million units. Mass production has started and the level of customer satisfaction has been recorded at 98%.
Have similar needs for turbocharger seals or high temperature, high pressure seals? Submit your product drawings to receive free DFM analysis and cost assessment. We will respond within 24 hours, helping you quickly solve sealing pain points and reduce costs.

Figure 4: Four identical black circular seals, each with a metallic inner core, exemplifying the result of an overmolding process for durable sealing applications.
FAQs
Q1: What temperature range can LSR overmolded parts handle?
Parts made with LSR can be continuously used at temperatures between -50℃ and 250℃, they can also be heated up to 300℃ for a short duration. Furthermore, a specially developed formulation allows even higher temperature tolerance suitable for different extreme automotive situations at high temperatures.
Q2: How much lower is the compression set of LSR overmolded parts compared to traditional rubber?
After heating at 175℃ for 22 hours, LSR only changes its shape by 15%, but NBR rubber is deformed by 40%, such a large gap can very effectively lessen the chance of failure of the seal and lead to higher reliability of the product.
Q3: Can LSR overmolding achieve primerless bonding with plastic substrates?
Largely the answer is yes. With self-adhesive LSR blends, a direct chemical bond is possible with multiple engineering plastics like PA and PPS resulting in a peel strength of 8N/cm or more. So, there is no need for an adhesive, which also means a less complicated process.
Q4: Does battery pack sealing require secondary vulcanization?
The answer is affirmative, secondary vulcanization at 200℃ for 4 hours can decrease the level of low molecular weight compound from 0.8% to 0.08%, in this way the battery pack cleanliness standards are fulfilled and contamination of high voltage circuits is averted.
Q5: How long does the production cycle usually take for overmold parts?
We only require 4-6 weeks from DFM review to ready for mass production samples, which is a lot less than the average industry time. The mass production timeline can be changed in a very flexible manner depending on mold complexity and order volume.
Q6: What types of automotive parts can be made by the LSR overmolding process?
These are mainly components that involve exposure to high temperatures, high pressures, and high cleanliness like turbochargers, battery packs, coolant valve bodies, and rotary shaft oil seals, which are part of powertrain and electronic systems.
Q7: Is it necessary to have IATF 16949 certification for overmolding services?
Without a doubt, IATF 16949 has become a basic requirement for suppliers in the automotive industry. We hold this certificate so that our customers know that our quality level is up to the standard of the industry.
Q8: What are the benefits of cold runner method over hot runner method?
Cold runner method keeps the rubber compound at a low temperature of 20-25℃, which prevents the compound from curing inside the mold. The technology results in absolutely no flash, 100% usage of the material, cost reduction, and better consistency in appearance.
Summary
The main focus of sealing for automotive parts that are exposed to high temperatures is mostly on the reliability, efficiency, and low price aspects.
Liquid Silicone Rubber (LSR) overmolding addresses the issues of traditional rubber seals, tolerates the most severe working conditions, and both lowers the cost and increases the efficiency of customers.
Being a service provider of IATF 16949 certification, we also provide a one-stop Liquid Silicone Rubber (LSR) overmolding service starting from DFM assessment all the way to mass production delivery. Bond strength is 8N/cm using cold runner + vacuum clamping technology, and online AOI inspection is ensuring zero PPM at shipment.
Provide your product drawings to get free DFM analysis and cost assessment. Our reply will be within 24 hours. Work with us to alleviate the sealing issues and increase the competitiveness of the products.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

