

真鍮インサート成形は、 金属とプラスチックの接合における問題点を解決するための重要な技術の一つです。
冷間圧入よりも40%高い引き抜き強度を実現し、6Hねじの公差により0.02mmを超えるオーバーフローを完全に排除できるため、OEMメーカーやエンジニアにとってリコールリスクの防止に非常に重要です。
製品の不具合は、ほとんどの場合、接合部で発生します。応力亀裂、引き抜き破損、熱膨張率の不一致などは、高性能ポリマーと銅製ファスナーの組み合わせによって生じる結果です。
金属やプラスチックの微細な構造に関する知識を持つ適切なパートナーを選ぶことは非常に重要です。
概要:真鍮インサート成形の基本
主要な寸法 | 技術標準/主な利点 |
材料選定 | C3604は、被削性と強度をバランス良く兼ね備えています。C46400鉛フリー真鍮は、非常に厳しい環境要件を満たしています。 |
プロセス比較 | インサート成形は、分子鎖の再配列により、冷間プレス成形よりも40%高い引き抜き抵抗を実現します。 |
精密制御 | ねじ山の公差6Hは、金型シール端面と一致することで、0.02mmを超えるバリの発生を防ぎます。 |
コスト値 | エンジニアリングシミュレーションを通じて熱膨張の不一致を最適化することで、複雑な部品の歩留まりと投資対効果を大幅に向上させる。 |
主なポイント:
- 合金適合性:鉛含有量は高圧射出成形時のインサートの寸法安定性に大きな影響を与え、適切な量の鉛を使用することでインサートの変形問題を回避できます。
- 物理的インターロック:射出成形では、固化したプラスチックの収縮力を利用して機械的なインターロックを形成します。これは、物理的に押し付けるよりも強力な接続であり、外れにくくなります。
- 熱応力管理:適切な予熱温度を使用することで、金属とプラスチックの界面剥離を防ぎ、熱膨張と収縮による分離を未然に防ぐことができます。
- 製造精度: 6H ネジにしっかりと噛み合う高精度位置決めピンは、金型を保護し、摩耗と金型修理コストを削減するのに役立ちます。
JS Precisionの真鍮インサート成形は、ねじ部品の最適化にどのように役立つのでしょうか?
高精度かつ高信頼性のねじ部品をお探しのOEMメーカーやエンジニアの方にとって、専門的な能力だけでなく、用途にも精通したパートナーを選ぶことは非常に重要です。
JS Precisionは、真鍮インサート成形を、こうした協業上の課題に対処するための主要な付加価値の高い手法へと変革しました。
JS Precisionは、材料規格ASTM B16/B16M-20を基礎として、材料科学と精密製造の緊密な連携に取り組み、インサートの脱落や亀裂といった主要なインサートの問題に効率的に対処できるよう支援しています。
例えば、ある自動車部品の顧客事例を考えてみましょう。その顧客は、ねじ込みインサートの引き抜き強度が不十分な場合、不良品の割合が最大12%に上昇し、その結果、一度のリコールで50万ドル以上の損失が発生する可能性があると報告しました。
JS Precisionは、ねじ込みインサートのローレット加工パターンを強化し、C3604合金の使用と精密な予熱プロセスの導入により、引き抜き強度を40%向上させ、不良率を0.3%に低減することで、年間約100万ドルのコスト削減を実現します。
JS Precisionを選択するということは、非常に精度の高いプロセス保証を得られるだけでなく、お客様のニーズに常に焦点を当てたエンドツーエンドのサービスも受けられることを意味します。
JS Precisionは、生産実施のための材料選定や金型設計から始め、FEA(有限要素解析)を用いて故障リスクを事前に特定することで、各インサートがお客様の製品状況に正確に適合するように支援します。
標準的なねじ部品をお探しの場合でも、複雑なカスタム部品をお探しの場合でも、JS Precisionは製品の耐久性を向上させるだけでなく、綿密な精密管理とコスト最適化を通じて生産コストを削減し、お客様のプロジェクトをより安心で競争力のあるものにするために尽力いたします。
JS Precisionがお客様のねじ部品向けに真鍮インサート成形ソリューションをどのように最適化しているか知りたいですか?当社のエンジニアにご連絡いただければ、無料の技術評価を実施し、お客様の製品における接続不良のリスクを回避するための個別カスタマイズアドバイスをご提供いたします。
コールドプレスではなく、プロのインサート成形サービスを選ぶ理由とは?
エンジニアが金属とプラスチックの接合方法を選択する際、インサート成形サービスと冷間プレス加工のどちらを選ぶべきか悩むことが多い。両者の主な違いは、接合部の安定性と寿命にある。
熟練したインサート成形技術を用いることで、冷間プレス成形の問題点を解決できます。この方法では、プラスチック分子がインサートのローレット加工部分に沿って移動し硬化するため、無理な挿入による微細な亀裂の原因となる周方向の応力が残らず、完全に接合された接合部が得られます。
分子鎖の再配列とローレットパターン
高温の液状プラスチックを高圧でインサートに注入することで、プラスチックにダイヤモンド状または螺旋状のローレット加工パターンが形成されます。プラスチックが冷却・硬化すると、金属とプラスチックがしっかりと結合し、後から押し込んだ場合と比較して接合強度が最大40%向上します。
これにより、金属とプラスチックが完全に接合され、両者を分離することが非常に困難になります。これは、冷間プレスでは到底実現できないインサート成形の一種です。
エンジニアリングプラスチックにおける残留応力の処理
材料の弾性率は、成形後の残留応力と直接相関関係にある。弾性率が高いほど残留応力も高くなり、ひび割れが発生する可能性が高くなる。
インサート成形では、熱平衡の工程を経て応力を徐々に除去することで、ポリマーマトリックスのひび割れを防ぎ、製品の耐用年数を延ばします。
「インサート成形と冷間プレス成形プロセスの比較に関するホワイトペーパー」をダウンロードして、2つのプロセスのコストと性能の違いを明確に理解し、最適な選択を行い、冷間プレス成形に伴う潜在的なリスクを迅速に回避してください。
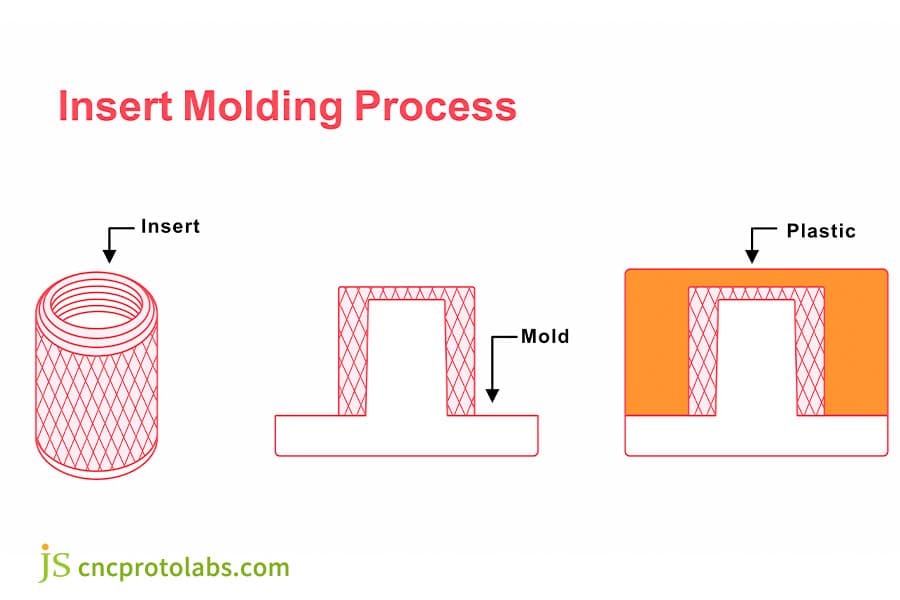
図1:3段階のインサート成形プロセスを示す概略図。真鍮製インサート、開いた金型、そしてインサートの周囲にプラスチックが成形された最終部品が順に示されている。
真鍮インサート成形:高性能を実現する材料グレードはどれか?
高性能な真鍮インサート成形において、適切な真鍮合金を選択することは基礎となるものであり、射出成形時の高圧下における機械的加工性と物理的完全性のバランスを取ることが求められる。
材料の組み合わせは、最終製品の性能とコストに直接的な影響を与える。
マテリアルモデル | リードコンテンツ | 硬度(HRB) | 熱伝導率(W/m・K) | アプリケーションシナリオ | 環境レベル |
C3604 | 2.5%~3.7% | 58-65 | 110 | 自動車、電子機器向けの従来型ねじ部品 | 一般的な環境保護 |
C46400 | 0% | 62-70 | 105 | 医療用製品、環境要件を満たす輸出製品 | RoHS指令準拠 |
C37700 | 1.8%~2.4% | 55-62 | 115 | 高温環境用インサート | 一般的な環境保護 |
C26000 | 0.05%未満 | 50~58歳 | 120 | 低応力かつ高靭性が求められる製品 | RoHS指令準拠 |
C3604とエコブラス(C46400)の冶金学的分析
C3604はα相とβ相の二相構造から構成され、高圧射出成形時に180MPaの引張強度を有する。
また、2.5%~3.7%の鉛含有量は、ねじ山保護のための潤滑膜の形成に役立ち、この鉛含有量はISO規格に準拠しています。一方、C46400は鉛代替材としてスズシリコンを使用した鉛フリー合金であり、 ISO 9001:2015認証を取得しているだけでなく、RoHS指令にも準拠しています。
しかしながら、その高い硬度と加工の難しさから、精度を確保するには特殊な工具と加工方法が必要となる。これら2つの材料は、カスタム部品用真鍮の主要な選択肢であり、それぞれ様々な用途に適している。
言い換えれば、 C3604は性能と加工の容易さのバランスが取れた「汎用」製品であるのに対し、C46400は環境基準を満たすだけでなく、高級製品にも適した「カスタマイズ」製品である。材料の選択は、適合性と実用性のトレードオフである。
延性と応力腐食割れ(SCC)
材料の延性は、インサートの長期信頼性を左右する要因の一つです。C3604は15%の伸び率を持つため、射出成形時の応力を吸収することができ、ひび割れのリスクを低減します。
銅合金の不純物制御は、高湿度環境における応力腐食割れ対策の重要な要素であり、それによって製品の寿命を延ばすことができる。
インサート成形ソリューションは、熱膨張による隙間をどのように管理するのでしょうか?
熱膨張係数(CTE)の違いは、 インサート成形ソリューションにおいて対処すべき共通の課題です。銅とガラス繊維強化ポリマーのCTEの違いは、温度変化時に界面に応力を発生させ、剥離や亀裂を引き起こす可能性があります。専門的なソリューションは、この潜在的な危険性を効果的に解決します。
銅とPA66+GF30の熱膨張係数の差は最大で6μm/m℃です。予熱を行わない場合、界面剥離が発生する確率は30%にも達します。しかし、適切な予熱を行うことで、剥離のリスクを0.5%未満に抑えることができます。
熱拡散率と界面凝固
銅は熱拡散率が非常に高いため、界面のプラスチックは非常に速く冷却され、結晶構造に局所的な不均一性が生じるとともに、接着特性の弱い脆い非晶質層が形成される。
しかし、金型とインサートの予熱温度を調整することで、プラスチックの結晶化速度を効果的に制御し、強固な界面結合を実現できます。これは、真鍮インサート成形における熱膨張差を管理する上で非常に重要な要素です。
簡単に言うと、蒸しパンに冷水を軽くかけると、表面はすぐに固くなるが、中は柔らかいままで、層状になる傾向があるということだ。
温度制御による予熱は、逆に、パンを徐々に冷やすことに似ており、パン全体が均一に硬化し、ひび割れを防ぎ、金属とプラスチックの接合部がしっかりと閉じられる。
冷たいスラグを除去するための予熱手順
JS Precisionは、精密誘導予熱技術を用いて銅インサートの温度を80℃~120℃まで上昇させることで、溶融金属の局所的な凝固を防ぎ、同時に界面でのコールドシャット欠陥の発生を防止します。材料によって必要な予熱温度パラメータは異なります。
プラスチックタイプ | ガラス繊維含有量 | 予熱温度(℃)を入力してください | 金型温度(℃) | 界面結合強度(MPa) |
PA66 | 0% | 80~90 | 60~70 | 28 |
PA66+GF30 | 30% | 100-110 | 80~90 | 35 |
PC | 0% | 90~100 | 70~80 | 25 |
PBT+GF20 | 20% | 110-120 | 90~100 | 32 |
金型製作における特注真鍮部品の精度基準とは何ですか?
特注の真鍮部品が完璧に作られていれば、金型の寿命が延び、部品同士の嵌合も良くなります。高価な射出成形金型を安全に保つためには、インサートの精度を通常の機械加工の域を超えて高める必要があります。なぜなら、インサートの精度が高いほど、製造中の製品の安定性が保たれ、金型の修正や材料の無駄も削減できるからです。
ねじ公差とバリ防止
6Hねじ公差は、インサート射出成形におけるカスタム真鍮部品の精度に関する基本基準です。この公差により、インサートねじが金型ピンにぴったりと嵌合し、0.02mm以上の材料の溢れ出しを効果的に防止します。
精密な機械加工によって、インサート端面の平面度という重要な要素が0.01mm以下に保たれます。このわずかな隙間が金型ピンとの密着性を維持し、成形中に流動性樹脂がねじ山に流れ込むのを防ぎます。真鍮インサートを正しくセットアップする際には、この精度を維持することが最も重要です。
硬度は工具の摩耗に影響を与える
銅合金と金型鋼の硬度を一致させることで、摩耗を大幅に低減できます。当社の真鍮部品は、硬度をHRB 55~70に抑えており、 H13やS136などの鋼材との組み合わせに最適です。
この組み合わせにより、支持ピンの急激な劣化を防ぐことができます。金型は従来よりも長持ちし、多くの場合、通常の寿命を60%以上も上回ります。
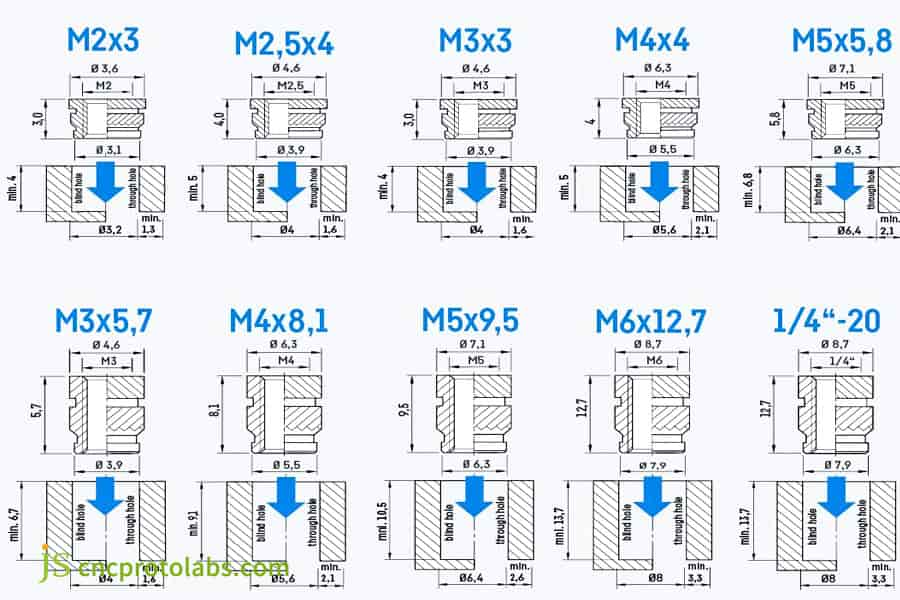
図2:精密工具に使用される10種類の真鍮製ねじ込みインサートの寸法、ねじの種類(M2~M6)、および穴の仕様を示す詳細な技術チャート。
金属とプラスチックのハイブリッド部品に使用する真鍮製ねじ込みインサートの選び方
金属フレーム用の真鍮製ねじ込みインサートは、製品の耐久性を左右する重要な要素です。プラスチック、金属、銅などの部品が接合すると、微細な化学反応が起こり始めます。温度変化は、これらの接合部に圧力を加えます。
強固な接合部ではなく、材料の接合部には弱点が生じます。インサートの選択を誤ると、徐々に破損が進行します。安定性は強度だけでなく、加熱や冷却時の部品の反応にも左右されます。腐食は、他人が見落としがちな隙間から忍び寄ってきます。
ハイブリッドアセンブリにおけるガルバニック腐食の軽減
銅とアルミニウムまたはスチール製のフレームの間には電圧ギャップが生じます。接続部がある箇所では、このギャップが緩やかな化学摩耗を引き起こす可能性があります。長年にわたり、このような劣化によってインサートが弱くなり、最終的に外れてしまうのです。
金属加工用の真鍮製ねじ込みインサートは、亜鉛またはニッケルでコーティングされます。その厚さはわずか3~5マイクロメートルです。この薄い被膜はシールドのように働き、銅が周囲の金属と反応するのを防ぎます。
それによって腐食速度が90%以上も遅くなる。この保護がなければ、混合材料の成形品はインサート成形中に急速に強度を失ってしまうだろう。
極端な温度条件下でのシール完全性の維持
極端に高温または低温になると、異種材料がわずかに分離し、小さな隙間が生じてシールが破損することがあります。しかし、深い溝とローレット加工が施されたこの真鍮製インサートは、マイナス40度から120度までの温度変化にもしっかりと密着し、シールを破損させません。
温度変化が繰り返されても、しっかりとグリップ力を維持し、湿気や空気の侵入を防ぎます。信頼性が最も重要な過酷な環境向けに設計されています。
ハイブリッド構造用金属部品に最適な真鍮製ねじ込みインサートの選び方がわからない?製品構造の要件をご提出いただければ、専門家による個別相談を受け、最適なインサートソリューションを正確にご提案いたします。
製造エンジニアリングサービスは、どのようにプロジェクトの投資対効果(ROI)を低下させるのでしょうか?
製造エンジニアリングサービスは、プロジェクトの投資対効果(ROI)を高める上で重要な役割を果たします。早期にエンジニアリング部門が関与することで、金型開封後の不具合を効果的に防止できます。これらの不具合は、不良品の発生や金型修理費用の主な原因となるため、プロジェクトのメリットを最大化するのに役立ちます。
以下は、エンジニアリングサービスがプロジェクトの投資対効果(ROI)向上にどのように役立つかについての簡単な概要です。
機械的負荷に対する有限要素解析
特注真鍮部品の物理的な応力を再現するために、有限要素解析(FEA)シミュレーションを実施し、異なる材料比率やローレット加工設計がねじの耐荷重能力に及ぼす影響を評価し、さらには潜在的な破損箇所を事前に特定します。
有限要素解析(FEA)シミュレーションを通じて、ある電子機器メーカーのお客様はインサート形状の設計を改善し、ねじの耐荷重を25%向上させ、製品1個あたり0.80ドルのコスト削減を実現しました。この事例は、真鍮インサート成形におけるエンジニアリングサービスの大きな価値を示しています。
量産向け製造設計(DFM)
量産時には、DFM(設計製造性)を活用して、主にインサートの肩部の高さ調整や面取り加工によって、カスタム真鍮部品の構造を再構築し、自動供給を可能にしています。
その結果、生産効率は40%向上し、人件費は35%削減され、歩留まりは95%から99.5%に改善され、これらすべてが相まって投資収益率(ROI)の向上に貢献した。
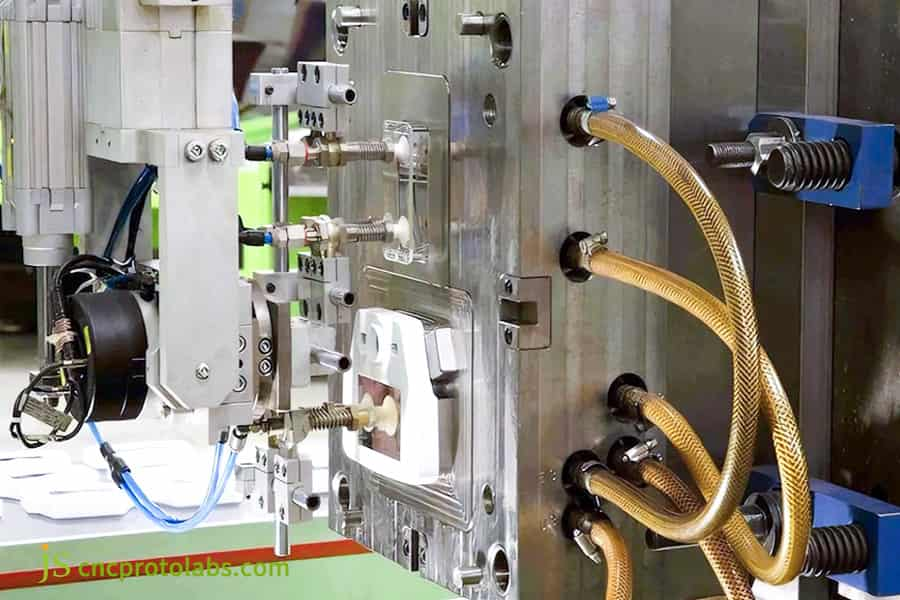
図3:工場内で稼働している、ホースや部品が接続された複雑な工業用インサート成形機のクローズアップ図。
JS Precision社の事例研究:高トルク自動車用コネクタハウジング
真鍮インサート成形は、自動車用コネクタハウジングで非常に一般的です。これらの製品には、インサートに非常に高い挿入ねじりトルクと引き抜き強度が求められます。
思いがけず、あるティア1自動車部品サプライヤーがこの問題に直面しました。幸いなことに、JS Precision社によるカスタマイズされたソリューションによって、この課題は解決されました。
課題:
このサプライヤーは、PA66+GF35プラスチックと銅インサートを組み合わせた、自動車メーカー向けの高トルクコネクタハウジングを製造していた。
不良率は最大15%に達し、駆動トルクが12Nmのときに銅製インサートが脱落する可能性があり、さらに、その界面に微細な亀裂が発生し、短絡のリスクにつながった。
冷間プレス加工工程を変更した後、不良率はわずか2%しか減少しなかったものの、コストが増加し、注文キャンセルのリスクも生じた。主な問題は、 ねじ込みインサートの品質性能が低いため、装置の高トルク使用が困難になることであった。
解決
この問題については、まずJS Precision社が有限要素解析(FEA)を用いて分析を行った。
- インサートは、引張強度が高くない一般的な銅合金で作られていた。
- ローレット加工の深さが不十分で、十分な機械的係合力が得られなかった。
- 銅製インサートの予熱を怠った結果、界面でコールドシャット欠陥が発生した。
これらの課題に対処するため、包括的な最適化計画を策定しました。
- 最初のステップは、非常に高い引張強度を持つC3604カスタム合金を使用することでした。その結果、引張強度は420MPaに向上し、元の合金よりも30%高くなりました。
- ねじ込みインサートのホブ加工深さを0.4mmに最適化する。これは元の設計と比較して0.15mm増加したものであり、機械的な噛み合い効果を高める。
- 真鍮インサート成形には精密誘導予熱が導入され、インサートをPA66+GF35の成形温度である105℃まで加熱することで、界面のコールドシャットやマイクロクラックを除去した。
最終結果:
最適化された製品の性能は大幅に向上した。
インサートを引き抜く力が35%増加し(28MPaから38MPaへ)、ねじりトルクは18Nmで安定し(ベンチマークの12Nmを大幅に上回る)、界面の冷間収縮や亀裂は発生せず、不良率は0.2%に低下し、その結果、年間80万ドルのコスト削減と主要な自動車関連受注の獲得につながった。
製品図面と性能要件をご提出いただければ、JS Precisionがお客様専用の真鍮インサート成形ソリューションをカスタマイズし、正確な見積もりを提供するとともに、インサートの脱落やひび割れなどの問題を迅速に解決いたします。

図4:完成したコネクタハウジングのクローズアップ写真。多数の真鍮製ねじ込みインサートが密集しており、黒色のプラスチックでオーバーモールドされている。高トルクの自動車用途を示している。
よくある質問
Q1:C3604真鍮が真鍮インサート成形の一般的な選択肢となるのはなぜですか?
C3604真鍮が標準として採用されている主な理由は、銅含有量が高いため優れた靭性と電気伝導性を持ち、少量の鉛含有量によってねじの仕上げ加工性が向上し、全体として多くの用途において加工の容易さと構造的安定性のバランスが取れているためである。
Q2:RoHS指令への準拠を確保するために、鉛フリーの真鍮を使用することは可能ですか?
ご希望であれば、RoHS指令に準拠するために鉛をスズシリコンに置き換えたC46400のような鉛フリー真鍮を使用することもできます。このタイプの真鍮は、鉛入り真鍮と同様の機械的強度と熱伝導性を備えています。
Q3:インサート成形は、トルク抵抗を高める上でどのような役割を果たしますか?
インサート成形は、プラスチック材料が収縮してインサートの粗さに噛み合う機会を与えるため、トルク抵抗特性を強化します。これにより、回転の主な原因である冷間プレスよりもはるかに強力な機械的噛み合いが得られます。
Q4:貴社の真鍮インサート成形では、どの程度のねじ公差が可能ですか?
JS Precision社の真鍮インサート成形は、6Hまたは5Hのねじ公差を安定して実現できます。6Hはバリや詰まりを防ぐために使用され、5Hは非常に高い精度が求められる用途に最適です。
Q5:プラスチックがネジ山に入り込まないようにするにはどうすればよいですか?
JS Precision社は、0.02mmのインサート高さ公差を実現し、段付き位置決めピンを使用して物理的な障壁を構築することで、プラスチックがねじ山に入り込むのを完全に阻止します。
Q6:特注真鍮部品の通常の納期はどれくらいですか?
特注真鍮部品の通常の納期は、単体サンプルで約2週間、大量生産で4~6週間です。これにより、お客様の生産スケジュールを完了させるための十分な時間を確保できます。
Q7:CTEの不一致にはどのように対処しますか?
JS Precision社は、金型の温度を調整するとともに、銅製インサートを正確に予熱することで、それぞれの収縮率を均一化し、結果として界面応力や剥離が発生しないようにしています。
Q8:インサート成形のためのFEAシミュレーションは行っていますか?
実際、FEAシミュレーションはJS Precisionの製造エンジニアリングサービスの一部であり、実際の生産前にインサートの潜在的な故障箇所を明らかにすることを目的としています。
まとめ
適切な真鍮インサート成形パートナーを選ぶことは、単なる工程の選択ではありません。実際、製品の耐久性だけでなく、生産効率やプロジェクトの費用にも影響を与える重要な決定事項です。
JS Precisionでは徹底した 材料に関する深い理解、精密な機械加工技術、および関連するエンジニアリングサービスにより、あらゆるインサートを顧客の要求に完璧に合致する高品質製品へと変換し、リスクを最小限に抑え、コスト削減を支援します。
プロジェクトを次のレベルに引き上げる準備はできていますか?専門家のサポートが必要な場合は、今すぐJS Precisionにご連絡ください。
JS Precisionでは、無料のDFM設計や原価計算から、カスタムインサート成形ソリューション、カスタム真鍮部品の見積もりまで、あらゆる面でお客様をサポートいたします。厳しい条件下でもお客様の製品が最高の性能を発揮できるよう、全力でお手伝いいたします。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

