
定制嵌件成型在协作机器人或手术机器人等精密设备中,由于关节部位存在微米级的装配间隙,往往导致手臂伸长末端定位偏差过大的直接原因。
面对多金属嵌件的复杂装配,传统的先加工金属零件,然后通过螺钉或冲压进行装配的工艺不仅工序繁琐,而且在机器人的高频往复运动中存在微动磨损和扭矩衰减的隐患。
本文将深入探讨定制嵌件成型如何从根本上解决这些机械故障问题,其中嵌件成型作为核心工艺将贯穿整篇文章的核心内容。
核心答案概述
| 核心尺寸 | 技术方案 | 主要优势 |
| 组装流程 | 嵌件成型服务取代了传统的后期安装。 | 消除微米级间隙,解决轴向松动和扭矩衰减。 |
| 公差控制 | 精密模具和单次定位。 | 消除累积公差,确保±0.01mm的装配精度。 |
| 材料特性 | CTE匹配设计和碳纤维增强材料。 | 平衡轻量化和高刚性,降低内应力开裂的风险。 |
| 生产效率 | 端到端 DFM 和自动化生产。 | 将良率提高至 98% 以上,降低多工艺组装成本。 |
主要结论
- 机器人关节精确运行:
定制嵌件成型不仅可以提高机器人末端执行器的工作精度,而且可以消除这些装配间隙。
- 结构决定可靠性:
塑料收缩夹紧力不是机械锁定,而是作为一个表面,即使在重负载下也能完全阻止刀片脱落。
- 设计导致成本:
为了保持较高水平的金属加工成本和注塑产量,关键因素是选择具有以下能力的嵌件注塑合作伙伴: 高精密模具制造。
为什么信任嵌件成型服务? JS Precision 在定制组件方面的专业知识
当寻找可靠的机器人关节制造方法时,与 JS Precision 等技术精湛的嵌件成型公司合作当然可以确保您的项目成功执行。
这一关键流程的技术进步几乎将完全决定机器人关节的性能水平,因此是产品卓越品质的关键因素。
通过使用 JS Precision 超过 15 年在定制嵌件成型领域经验丰富的员工,您可以获得非常适合协作机器人和手术机器人等复杂领域的定制解决方案。
此外,得益于我们强大的技术基础和为全球300多家机器人公司提供服务的实际工作经验,您的机器人关节制造将更加可靠,没有任何技术问题。
通过每个阶段严格的质量控制,JS Precision确保您的机器人关节从模具制造、材料选择到自动化生产均符合ISO 13485 医疗级制造标准,从而轻松满足最高质量标准,无需任何额外的合规性优化成本。
如果您正面临传统装配工艺带来的关节扭矩衰减问题(例如某全球知名协作机器人公司在2000次循环后扭矩衰减率为25% ,无法满足工业级耐久性要求),通过我们的定制嵌件成型解决方案,您可以实现类似的突破:
优化嵌件滚花结构,其次采用30%碳纤维增强PEEK材料,不仅扭矩保持能力加倍,而且10万次循环后衰减控制在2%以内, 98.5%的稳定良品率彻底解决了产品耐用问题,同时增强了产品的市场竞争力。
除此之外,JS Precision行业领先的生产设备和经验丰富的技术团队可以帮助您实现从0.5mm微插入到大型接头的不同加工要求。
我们拥有从30吨到550吨的各种注塑机,以及0.005mm精度的模具制造能力,能够满足手术机器人等最苛刻的高端设备。
定位精度为 0.02mm 的 6 轴机器人自动镶件贴片可帮助您最大限度地减少人为错误,提高生产效率,缩短交货时间并降低生产成本。
如果您想基本了解定制嵌件成型如何适合您的机器人关节项目,您可以下载我们的行业白皮书,以快速掌握核心工艺点和客户成功案例。
为什么选择嵌件成型服务而不是传统的装配工艺?
嵌件成型是一种更有益的工艺,正在慢慢取代传统的改造工艺。
传统工艺中微米级的小装配间隙导致机器人高频度关节运动时产生微动磨损,嵌件成型利用塑料冷却收缩的锁模力产生零间隙粘合,彻底消除轴向松动和扭矩衰减。
因此,接头耐用性大大增强,维护成本显着降低。
机械性能差异:从机械锁定到分子水平键合
一般在传统的改装工艺中,金属嵌件与塑料外壳分离5-15μm。
当机器人的关节执行 180° 高频往复运动时,这可能会导致微动磨损和螺钉脱离。嵌件成型服务在高温高压下将熔融塑料压在嵌件周围。
一旦塑料冷却下来,就会产生360°均匀的夹紧力,使扭矩保持率提高40%以上,金属和塑料将在分子水平上稳定粘合。
避免故障模式:解决扭矩衰减问题
- 传统工艺的痛点:
传统上,通过一系列 2000 个循环或在机器人紧急制动或过载扭矩衰减时,可能会导致机器人的准确性和安全性大幅降低 25%。
- 优化方案:
为了实现持久连接,原始定制嵌件成型改变了嵌件的滚花结构,使剪切力由塑料基体分担,并在长期动态负载条件下保持连接稳定性。
- 优化结果:
如果优化后的机器人关节扭矩保持率仍保持在95%以上,除了可增加约10万次循环的连续运行寿命外,完全消除了扭矩衰减的问题。
| 工艺类型 | 装配间隙(μm) | 2000 次循环后的扭矩衰减率 (%) | 100,000 次循环后的扭矩保持率 (%) | 组装步骤数 | 单位成本(美元) |
| 传统的后组装过程 | 5-15 | 25 | 85以下 | 4-6 | 12.5 |
| 嵌件成型服务 | 0 | 5以下 | 95以上 | 1 | 8.9 |
| 机器人嵌件成型服务 | 0 | 3以下 | 98以上 | 1 | 9.2 |
| 嵌件注塑 | 0 | 4以下 | 97以上 | 1 | 8.7 |

图 1:四个对称的黑色塑料固定装置,带有集成的金色和银色金属嵌件,整齐地排列在白色背景上,展示了可能用于机器人关节组件的组件。
嵌件成型解决方案如何对复杂的机器人关节实现更严格的公差控制?
独特的成型方法嵌件成型解决方案满足复杂机器人关节准确运行所需的严格精度要求。
该系统通过单一高精度模具系统实现精确的金属嵌件定位,防止多个制造步骤产生的误差,使注塑后装配精度保持在±0.01mm范围内,从而确保机器人保持其末端执行器的精确定位。
消除累积公差
1、传统工艺的局限性:
协作机器人关节一般由3-5个精密金属部件组成。
采用传统的独立生产和后期组装的方法,每一步引入的误差通常在0.008mm左右,这些误差加起来远远超出了设计规格。
说得更清楚一点,这就像堆砌积木一样,如果每个积木稍微偏离中心,整个塔就会倾斜,甚至可能倒塌。
2. 嵌件成型优化逻辑:
嵌件成型解决方案统一了模具内所有嵌件的定位参考,从一开始就防止多个工艺过程中误差的累积。
3. 精准成就:
每个嵌件的相对位置精度可通过统一基准控制,精度保持在±0.01mm以内,满足机器人手臂末端执行器重复精度≤0.02mm的标准。 ASTM D638-14标准。
手术机器人的具体精度要求
手术机器人的手术器械尖端从机器人关节的响应微运动中获取其实际运动。机器人嵌件成型服务可生产0.5毫米以上的机器人微型嵌件,连接器同轴度偏差低于0.005毫米,可实现200万次无故障循环,满足医疗级要求。
机器人嵌件成型服务如何实现微米级同轴度控制?
机器人嵌件成型服务的服务精准,通过采用高精度定位和监控系统的先进设备,实现机器人减速器部件的微米级同轴度控制。
该系统使用高精度模具导向系统和模内位移传感器来始终跟踪镶件运动,同时保持同轴度控制在 3μm 限制内。
精准定位、实时监控
谐波减速器中刚柔轮装配同轴度偏差超过5μm时,会导致传动效率下降,磨损加速。
该系统的机器人嵌件成型服务采用模内探针定位结合闭环控制系统,保证成型镶件在注射压力过程中保持固定,同时将嵌入位置偏差控制在±0.005mm。
根据穿针的常用表达方式,成功插入需要针孔和线端之间精确对准。
同轴度控制的功能就像一个系统,可以保持“针孔”和“螺纹端”之间的恒定对准,以阻止导致堵塞和磨损的未对准问题。
如果您对机器人减速器部件有同轴度控制要求,请提交您的详细需求,我们将为您定制专用的机器人嵌件成型服务解决方案。
图 2:精密自动化系统的特写,其多个工具头在传送带上对齐,突出显示了机器人嵌件成型中可能实现的高精度控制。
如何通过嵌件注塑解决机器人关节轻量化与高刚性的矛盾?
通过科学的选材和结构设计,嵌件注塑不仅满足了机器人关节轻量化、高刚性的要求,而且解决了金属与塑料CTE差异引起的内应力开裂问题,从而在刚性和重量之间取得了良好的折衷。
消除 CTE 差异导致的内应力
铝合金和普通PA6的CTE差异很大,当它们受到温度变化时,很可能会产生内应力,导致部件破裂。
嵌件注塑采用30%-40%碳纤维增强PEEK或PPA材料,将塑料的CTE降低至20-30 ppm/°C。这可以防止在进行-40°C至120°C的热循环测试时出现裂纹,并且高刚性的支撑件可用于定制模压脚垫就完成了。
换句话说,类似于两个人走在一起。如果他们的脚步相差很大,他们很可能会互相拉扯而摔倒。步态同步,行走稳定、顺畅,避免断裂。
壁厚设计及应力消除结构
金属嵌件旁边的塑料壁厚度的剧烈变化会导致更大的内应力。
通过模流分析使壁厚过渡区发生变化(斜率3),并在镶件边缘切削0.2-0.3mm的应力消除槽,将残余应力峰值从35MPa降低到12MPa以下,从而提高了零件的使用寿命。
| 材料类型 | CTE(ppm/°C) | 适用场景 | 剪切强度(N·m) | 密度(克/立方厘米) | 热循环测试性能 |
| 铝合金 | 23 | 金属嵌件 | 1200 | 2.7 | 无明显变形 |
| 普通PA6 | 80 | 普通塑料件 | 350 | 1.14 | 容易开裂 |
| 30% 碳纤维增强 PEEK | 22 | 高端机器人关节 | 850 | 1.45 | 无裂纹 |
| 30%碳纤维增强PPA | 28 | 工业机器人关节 | 780 | 1.38 | 无裂纹 |
| 增韧PA66 | 35 | 高负载接头 | 620 | 1.18 | 轻微变形 |
了解成本差异嵌件注射成型对于不同的材料,请联系我们免费获取材料选择和成本比较表,帮助您快速做出最优选择。
如何在定制嵌件成型过程中有效管理生产成本和良率?
定制嵌件成型将使您能够通过自动化生产和优化流程来在生产成本和产量之间取得平衡。
通过结合自动镶件放置系统和模流分析来确定最佳浇口位置,单件生产周期时间可缩短 30%,同时废品率保持在 2% 以下。
自动化和模流分析的好处
JS Precision配备6轴机器人进行自动镶件放置,定位精度为0。02mm。
借助模流分析确定最佳填充速度以避免嵌件错位,这种组合保证了嵌件成型服务的大规模生产良率超过 98.5%。
此外,它的总体成本比传统方法低20-30%。
模具寿命和维护策略:它们对单件成本的影响
玻璃纤维/碳纤维等增强材料会加速模具的磨损。 JS Precision 选择硬化钢(HRC 52-58)来制造模具,并每 50,000 次循环进行精密修复,将模具寿命延长至超过 100 万次循环。
这将嵌件注塑的每件模具成本显着降低了 40%。
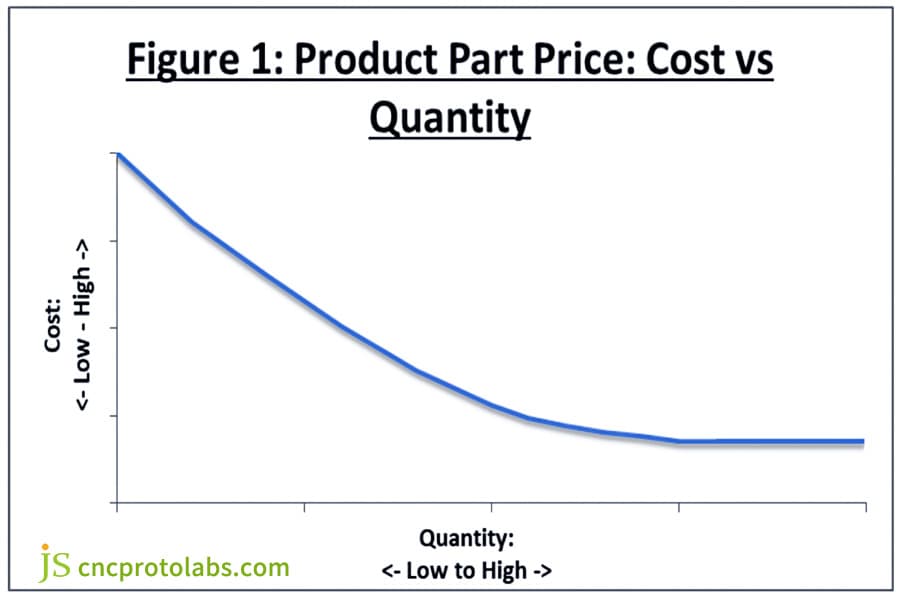
图 3:标题为“产品零件价格:成本与数量”的折线图,显示随着制造过程中产量的增加,单位成本不断下降。
如何优化高负载接头模压嵌件的抗剪强度?
机器人的高负载关节在紧急制动时会在很短的时间内承受很高的扭矩,尤其是高负载的机器人关节。 模压嵌件,通过改变镶件形状和覆盖层厚度,将剪切阻力提高到500 Nm以上,使塑料和金属界面不分离。
防脱落结构设计
紧急制动时,高负载接头的瞬时扭矩可高达额定值的300%。
定制嵌件成型,通过在嵌件上制作防转槽或金刚石滚花,使接触表面积增加30%以上,从而使拔出力从800N提高到1500N以上,避免嵌件脱落。
塑料基体韧性对动态剪切阻力的贡献
通常,脆性塑料不能承受高负载。您可以使用增韧的 PA66(缺口冲击强度 15 kJ/m)或 PEEK,确保在 100,000 次交替剪切载荷循环后,模制嵌件仍能保持 95% 的拉拔力,从而保证稳定的接头操作。
如果您有优化高负载机器人关节抗剪性能的需求,请联系我们的技术团队,获取一对一的专业咨询和解决方案。
JS Precision案例研究:协作机器人肘关节嵌件成型升级
运营案例研究是“直观地”突出嵌件成型服务优势的绝佳手段。如果您愿意,这里是 JS Precision 为协作机器人公司提供的定制嵌件成型解决方案升级版。
仔细分析每种情况,你就会明白JS Precision如何让客户的痛点消失,并通过以下方式为客户提供竞争力:
遇到的挑战
客户的主要产品——肘关节——最初是由 CNC铣削铝合金随后拧紧并组装塑料外壳。
在耐久性测试中,经过30,000次循环后,扭矩衰减率达到15%以上,整机重复精度(0.05mm)大于设计规范0.02mm。测试结果,良率仅为85%,单位成本为11.2美元,不具备竞争力。
解决方案
JS Precision为客户开发的定制嵌件成型升级解决方案源于对客户在解决方案开发过程中需要解决的问题的全面审视。
1. 统一刀片定位:
三个金属嵌件轴承座、电缆固定柱和螺纹衬套存在于一个模具空间中,这为它们的定位创建了一个参考点,并通过多个制造步骤消除了所有累积的公差。
2、相容材料的选择:
嵌件注塑材料采用30%碳纤维增强PC材料。该系统利用冷却塑料产生360度夹紧力,取代传统的螺钉固定设备,消除扭矩衰减和轴向松动的问题。
3、自动化生产线:
机器人嵌件成型服务自动化生产线采用6轴机器人自动放置嵌件,定位精度达到±0.02毫米。系统利用Moldflow分析确定最佳浇口位置,实现日产量500套,同时保持位置精度CPK≥1.33。
4.优化DFM和模具:
DFM 可制造性设计服务通过其设计服务帮助改进插入设计,为插入系统创建更好的结构、在塑料壁部分之间转换的更好方法以及创建应力释放凹槽的更好方法。
我们公司使用硬化钢(HRC 52-58)来制造模具,这有助于提高模具的使用寿命,同时降低随着时间的推移需要支付的成本。
最终结果
升级后的产品为客户提供了全面的改进:
- 接头同轴度测量值从 0.05 毫米减少到 0.008 毫米,而整体重复性测量值从 ±0.05 毫米增加到 ±0.01 毫米。
- 10万次循环后的扭矩保持率最低达到98% ,远远超过原方案3万次循环后85%的保持率。
- 单位成本下降至 8.7 美元(下降 22%),良率提高至 98%,客户订单量同比增长 40%。
如果您还面临机器人关节精度不够、扭矩衰减、成本高等痛点,请提交您的产品图纸以及详细要求。我们将为您定制定制嵌件成型解决方案并提供免费报价。
常见问题解答
Q1: 什么是定制嵌件成型?
定制嵌件成型是指将金属嵌件预先放置在模具中并在其周围浇注熔融塑料,使它们成为一体的成型技术。它还将消除装配间隙,并且机器人关节将更加稳定。
Q2: 嵌件注塑服务的价格是否比传统组装更高?
嵌件注塑服务的模具成本一开始会贵一些,但由于批量生产、工序更少、良率更高,总成本可能会降低20%-30%,从长远来看是更值得的选择。
Q3:机器人关节最常用的插入件材料是什么?
不锈钢和铝合金是机器人关节的主要插入材料,然后与PEEK、PC/ABS或碳纤维增强尼龙基体相匹配,以保持刚性和轻量化。
Q4:什么是累积公差,如何解决?
累积公差是多次装配操作中发生的所有错误的总和。定制嵌件成型可以通过使用统一的模具基准和单次成型来彻底消除它。
Q5: 你们可以处理多大尺寸的机器人零件?
JS Precision拥有锁模力30-550吨的注塑机,可容纳从0.5mm微型传感器到大型协作机器人关节臂等,因此我们能够满足不同的产品需求。
Q6:什么是DFM(可制造性设计)?
DFM 是一种在开模前优化产品设计的方法,有助于识别和消除风险,例如嵌件不对中和收缩痕迹。除此之外,它还提高了制造产量,同时降低了定制嵌件成型的生产成本。
Q7: 机器人嵌件成型服务的典型交货时间是多少?
机器人嵌件成型服务模具制造大约需要 4-6 周,批量生产时快速交货时间为 7-15 个工作日。
Q8:碳纤维加固会对模具造成明显磨损吗?
碳纤维加固确实会导致模具严重磨损。 JS Precision 是采用高硬度模具钢和耐磨涂层的公司之一,可保证高达 500,000 次成型周期不会损失精度。
概括
定制嵌件成型是提高机器人关节精度和可靠性的关键技术之一。它消除了微米级间隙、累积公差和CTE匹配问题,从而实现精度、可靠性和成本的理想平衡,从而提高您产品的竞争力。
如果您正在寻找具有高精度模具制造能力和高性能聚合物(PEEK/碳纤维)加工经验的嵌件成型服务合作伙伴,请立即联系JS Precision 。
我们从 DFM 设计一直到批量生产,从而使您能够打造更轻、更强、更精确的机器人。

免责声明
本页内容仅供参考。 JS精密服务,对于信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 JS Precision Network 提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任需要零件报价确定这些部分的具体要求。请联系我们获取更多信息。
JS精密团队
JS Precision是行业领先的公司,专注于定制制造解决方案。我们拥有超过 15 年的经验,服务超过 5,000 家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型,金属冲压、等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择JS精密这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

