
Moldagem de inserção personalizada é frequentemente a causa direta do desvio excessivo de posicionamento na extremidade da extensão do braço em equipamentos de precisão, como robôs colaborativos ou robôs cirúrgicos, devido à lacuna de montagem no nível micrométrico nas peças articuladas.
Quando confrontado com a montagem complexa de pastilhas multimetálicas, o processo tradicional de processar primeiro as peças metálicas e depois montá-las através de parafusos ou prensagem não envolve apenas procedimentos demorados, mas também apresenta perigos ocultos de desgaste por micromovimento e atenuação de torque no movimento alternativo de alta frequência dos robôs.
Este artigo se aprofundará em como a moldagem por inserção personalizada resolve fundamentalmente esses problemas de falha mecânica, com a moldagem por inserção como o processo principal que percorrerá o conteúdo principal de todo o artigo.
Visão geral da resposta principal
| Dimensões principais | Solução Técnica | Principais vantagens |
| Processo de montagem | Os serviços de moldagem por inserção substituem a pós-instalação tradicional. | Elimina lacunas em nível de mícron, resolve o afrouxamento axial e a atenuação de torque. |
| Controle de tolerância | Moldes de precisão e posicionamento único. | Elimina tolerâncias cumulativas, garantindo precisão de montagem de ±0,01 mm. |
| Propriedades dos materiais | Design correspondente CTE e materiais reforçados com fibra de carbono. | Equilibra leveza e alta rigidez , reduz o risco de fissuras por tensão interna. |
| Eficiência de Produção | DFM ponta a ponta e produção automatizada. | Melhora o rendimento para mais de 98% e reduz os custos de montagem multiprocessos. |
Principais conclusões
- As juntas robóticas operam com precisão:
A moldagem por inserção personalizada é uma ótima maneira não apenas de aumentar a precisão de trabalho dos efetores finais do robô, mas também de eliminar essas lacunas de montagem.
- A estrutura determina a confiabilidade:
Em vez de travamento mecânico, a força de fixação por contração plástica funciona como uma superfície para impedir completamente o desprendimento da pastilha, mesmo sob cargas pesadas.
- O design causa o custo:
Para manter um nível mais alto de custos de processamento de metal e rendimento de moldagem por injeção, um fator chave é escolher um parceiro de moldagem por injeção de pastilhas que tenha a capacidade de fabricação de moldes de alta precisão .
Por que confiar nos serviços de moldagem por inserção? Experiência da JS Precision em componentes personalizados
Ao procurar métodos confiáveis de fabricação de juntas robóticas, recorrer a uma empresa qualificada de moldagem por inserção, como a JS Precision , garantirá, é claro, a execução bem-sucedida do seu projeto.
O avanço tecnológico deste processo chave definirá quase inteiramente o nível de desempenho das juntas do seu robô e é, portanto, um fator chave para a excelente qualidade do seu produto.
Ao utilizar a equipe altamente experiente da JS Precision em moldagem por inserção personalizada há mais de 15 anos, você poderá receber soluções personalizadas que são muito adequadas para campos sofisticados, como robôs colaborativos e cirúrgicos.
Além disso, graças à nossa forte base técnica e experiência de trabalho real atendendo a mais de 300 empresas globais de robótica, a fabricação conjunta de seus robôs será mais confiável e sem quaisquer preocupações tecnológicas.
Por meio de um rigoroso controle de qualidade em todas as etapas, a JS Precision garante que as juntas do seu robô, desde a construção do molde, escolha do material até a produção automatizada, estejam todas de acordo com Padrões de fabricação de nível médico ISO 13485 , atendendo assim confortavelmente aos mais altos padrões de qualidade sem quaisquer custos adicionais para otimização da conformidade.
Se você estiver enfrentando o problema de atenuação de torque de junta causado por processos de montagem tradicionais (como uma empresa de robôs colaborativos de renome mundial experimentando uma taxa de atenuação de torque de 25% após 2.000 ciclos, que não consegue atender aos requisitos de durabilidade de nível industrial), através de nossa solução personalizada de moldagem por inserção, você pode obter avanços semelhantes:
Otimizar a estrutura recartilhada da pastilha e, em segundo lugar, usar 30% de material PEEK reforçado com fibra de carbono, não apenas dobrando a retenção de torque, mas também controlando a deterioração em menos de 2% após 100.000 ciclos e um rendimento estável de 98,5% resolve completamente o problema de durabilidade do produto e ao mesmo tempo aumenta a competitividade do produto no mercado.
Além disso, nosso equipamento de produção líder do setor e a equipe técnica experiente da JS Precision podem ajudá-lo a realizar diferentes requisitos de processamento, desde microinserções de 0,5 mm até juntas grandes.
Possuímos uma ampla gama de máquinas injetoras de 30 toneladas a 550 toneladas, e capacidade de fabricação de moldes com precisão de 0,005mm, o que é capaz de atender aos mais exigentes equipamentos de ponta, como robôs cirúrgicos.
O posicionamento automático robótico da pastilha de 6 eixos com precisão de posicionamento de 0,02 mm ajuda a minimizar erros humanos, aumentar a eficiência da produção, reduzir o tempo de entrega e reduzir os custos de produção.
Se desejar obter uma compreensão básica de como a moldagem por inserção personalizada se adapta ao seu projeto conjunto de robôs, você pode baixar nosso white paper do setor para compreender rapidamente os principais pontos do processo e as histórias de sucesso dos clientes.
Por que escolher serviços de moldagem por inserção em vez de processos de montagem tradicionais?
A moldagem por inserção, sendo um processo mais benéfico, é aquele que está lentamente substituindo os processos tradicionais de retrofit.
Pequenas lacunas de montagem no nível de mícron em procedimentos tradicionais levam ao desgaste por atrito durante os movimentos articulares do robô em alta frequência . A moldagem por inserção aproveita a força de fixação do resfriamento e contração do plástico para produzir ligação com folga zero e eliminar completamente o afrouxamento axial e a atenuação do torque.
Como resultado, a durabilidade da junta é bastante melhorada e os custos de manutenção são significativamente reduzidos.
Diferenças nas propriedades mecânicas: do travamento mecânico à ligação em nível molecular
Geralmente em processos de retrofit tradicionais, a inserção de metal é separada de 5 a 15 μm do invólucro de plástico.
Isso pode resultar em desgaste por atrito e desengate do parafuso quando a junta do robô executa movimentos alternativos de alta frequência de 180°. Serviços de moldagem de inserção pressione o plástico derretido ao redor da inserção em alta temperatura e pressão.
Assim que o plástico esfriar, será gerada uma força de fixação uniforme de 360° que aumenta a retenção de torque em mais de 40% e o metal e o plástico serão ligados de forma estável no nível molecular.
Evitação do modo de falha: resolvendo problemas de redução de torque
- Pontos problemáticos dos processos tradicionais:
Tradicionalmente, através de uma série de 2.000 ciclos ou na frenagem de emergência do robô ou a queda do torque por sobrecarga pode resultar em uma redução drástica de 25% na precisão e segurança do robô.
- Solução otimizada:
A fim de obter uma conexão duradoura, a moldagem de inserção personalizada original altera a estrutura serrilhada da inserção para que a força de cisalhamento seja compartilhada pela matriz plástica e a estabilidade da conexão seja mantida sob condições de carga dinâmica de longo prazo.
- Resultados de otimização:
Além de aumentar a vida útil da operação contínua em cerca de 100 mil ciclos, se a junta do robô após a otimização, a taxa de retenção de torque ainda estiver acima de 95% e o problema de queda de torque for completamente eliminado.
| Tipo de processo | Folga de montagem (μm) | Taxa de deterioração do torque após 2.000 ciclos (%) | Taxa de retenção de torque após 100.000 ciclos (%) | Número de etapas de montagem | Custo unitário (USD) |
| Processo Tradicional Pós-Montagem | 5-15 | 25 | Abaixo de 85 | 4-6 | 12,5 |
| Inserir serviços de moldagem | 0 | Abaixo de 5 | Acima de 95 | 1 | 8,9 |
| Serviço de moldagem por inserção de robótica | 0 | Abaixo de 3 | Acima de 98 | 1 | 9.2 |
| Inserir Moldagem por Injeção | 0 | Abaixo de 4 | Acima de 97 | 1 | 8.7 |

Figura 1: Quatro luminárias simétricas de plástico preto com inserções integradas de metal dourado e prateado, organizadas ordenadamente sobre um fundo branco, demonstrando componentes potencialmente para montagens de juntas robóticas.
Como as soluções de moldagem por inserção podem obter um controle de tolerância mais rígido para juntas robóticas complexas?
O método de moldagem exclusivo de inserir soluções de moldagem atende às rigorosas demandas de precisão que juntas robóticas complexas precisam para funcionar com precisão.
O sistema alcança o posicionamento preciso da inserção de metal por meio de um único sistema de molde de alta precisão que evita erros de múltiplas etapas de fabricação, resultando em uma precisão de montagem pós-moldagem por injeção que permanece dentro da faixa de ±0,01 mm , garantindo assim que os robôs mantenham o posicionamento exato de seus efetores finais.
Eliminando tolerâncias cumulativas
1. Limitações dos Processos Tradicionais:
As juntas robóticas colaborativas geralmente consistem em 3 a 5 componentes metálicos de precisão.
Usando métodos convencionais de produção independente e montagem posterior, o erro introduzido em cada etapa é normalmente de cerca de 0,008 mm e esses erros chegam a um nível que excede em muito as especificações do projeto.
Para deixar mais claro, é semelhante ao empilhamento de blocos, pois se cada bloco estiver um pouco descentralizado, a torre inteira irá inclinar-se e poderá até cair.
2. Insira a lógica de otimização de moldagem:
As soluções de moldagem por pastilhas unificam a referência de posicionamento de todas as pastilhas dentro do molde, evitando desde o início o acúmulo de erros de múltiplos processos.
3. Realização de precisão:
A precisão posicional relativa de cada inserto pode ser controlada através de um benchmark unificado que produz resultados que mantêm a precisão dentro de ± 0,01 mm, o que atende ao padrão de repetibilidade ≤ 0,02 mm para o efetor final do braço do robô de acordo com o Padrão ASTM D638-14 .
Requisitos específicos de precisão para robôs cirúrgicos
As pontas dos instrumentos cirúrgicos, no caso de robôs cirúrgicos, obtêm seu movimento real a partir dos micromovimentos de resposta das articulações do robô. O serviço de moldagem de insertos de robótica pode produzir microinserções de robôs acima de 0,5 mm com desvio de coaxialidade do conector abaixo de 0,005 mm para 2 milhões de ciclos sem problemas, atendendo aos requisitos de nível médico.
Como o serviço de moldagem por inserção de robótica consegue o controle de coaxialidade em nível micrométrico?
O serviço de Robotics Insert Molding Service opera com precisão para obter controle de coaxialidade em nível de mícron para componentes redutores de robôs por meio de seu equipamento avançado que utiliza sistemas de posicionamento e monitoramento de alta precisão.
O sistema utiliza um sistema de guiamento de molde de alta precisão junto com sensores de deslocamento no molde para rastrear o movimento da pastilha em todos os momentos, mantendo o controle de coaxialidade que permanece dentro do limite de 3 μm.
Posicionamento preciso e monitoramento em tempo real
Uma diminuição na eficiência da transmissão juntamente com um processo de desgaste acelerado ocorrerá se a montagem entre rodas rígidas e flexíveis em redutores harmônicos tiver um desvio de coaxialidade que ultrapasse 5μm.
O sistema de serviço de moldagem por inserção de robótica usa o posicionamento da sonda no molde junto com um sistema de controle de circuito fechado para garantir que as pastilhas moldadas permaneçam fixas durante a pressão de injeção , enquanto controla o desvio da posição de incorporação em ± 0,005 mm.
A inserção bem-sucedida requer um alinhamento preciso entre o orifício da agulha e a extremidade da linha, de acordo com a expressão comum sobre enfiar a linha na agulha.
O controle de coaxialidade funciona como um sistema que mantém o alinhamento constante entre o “orifício da agulha” e a “extremidade da linha” para evitar problemas de desalinhamento que resultam em atolamentos e desgaste.
Se você tiver requisitos de controle de coaxialidade para componentes redutores de robôs, envie seus requisitos detalhados e personalizaremos uma solução de serviço de moldagem por inserção robótica dedicada para você.
Figura 2: Close de um sistema automatizado de precisão com vários cabeçotes de ferramentas alinhados sobre um transportador, destacando o controle de alta precisão possível na moldagem por inserção robótica.
Como resolver a contradição entre leveza e alta rigidez das juntas robóticas por meio de moldagem por injeção por inserção?
Através da seleção científica de materiais e do projeto estrutural, a moldagem por injeção de insertos não apenas satisfaz os requisitos de leveza e alta rigidez das juntas robóticas, mas também resolve o problema de fissuras por tensão interna causadas pela diferença de CTE entre metal e plástico, obtendo assim um bom compromisso entre rigidez e peso.
Eliminando o estresse interno resultante das diferenças de CTE
A liga de alumínio e o PA6 normal têm um CTE bastante diferente, tornando muito provável que sofram tensões internas e que o componente quebre quando for submetido a mudanças de temperatura.
A moldagem por injeção de inserção utiliza 30%-40% de materiais PEEK ou PPA reforçados com fibra de carbono, reduzindo o CTE do plástico para 20-30 ppm/°C. Isso evita trincas quando são realizados testes de ciclagem térmica de -40°C a 120°C, e o suporte com alta rigidez para inserções de pé moldadas personalizadas é realizado.
Em outras palavras, é semelhante a duas pessoas caminhando juntas. Se seus passos diferirem muito, é provável que eles se puxem e caiam. A sincronização de seus passos resulta em uma caminhada estável e suave, evitando quebras.
Projeto de espessura de parede e estrutura de alívio de tensões
Variações drásticas na espessura da parede plástica próxima às inserções metálicas levam a um maior estresse interno.
Fazer alterações na zona de transição da espessura da parede (inclinação 3) por meio da análise do fluxo do molde e cortar ranhuras de alívio de tensão de 0,2-0,3 mm na borda da pastilha reduz o pico de tensão residual de 35 MPa para menos de 12 MPa, aumentando assim a vida útil do componente.
| Tipo de material | CTE (ppm/°C) | Cenários Aplicáveis | Resistência ao cisalhamento (N·m) | Densidade (g/cm³) | Desempenho de teste de ciclismo térmico |
| Liga de alumínio | 23 | Inserção metálica | 1200 | 2.7 | Nenhuma deformação significativa |
| PA6 comum | 80 | Peças plásticas comuns | 350 | 1.14 | Propenso a rachaduras |
| 30% PEEK reforçado com fibra de carbono | 22 | Articulação robótica de última geração | 850 | 1,45 | Sem rachaduras |
| 30% PPA reforçado com fibra de carbono | 28 | Articulação de Robô Industrial | 780 | 1,38 | Sem rachaduras |
| PA66 temperado | 35 | Junta de alta carga | 620 | 1.18 | Ligeira Deformação |
Para entender as diferenças de custo de inserir moldagem por injeção para diferentes materiais, entre em contato conosco para obter uma seleção gratuita de materiais e uma tabela de comparação de custos para ajudá-lo a fazer rapidamente a escolha ideal.
Como gerenciar com eficácia os custos de produção e o rendimento durante o processo de moldagem por inserção personalizada?
A moldagem por inserção personalizada permitirá que você encontre um equilíbrio entre custo de produção e rendimento, automatizando a produção e otimizando o processo.
Ao incorporar um sistema automatizado de colocação de insertos e análise do fluxo do molde para determinar a melhor localização do ponto de entrada, o tempo do ciclo de produção de peça única pode ser reduzido em 30%, enquanto as taxas de refugo são mantidas abaixo de 2%.
Benefícios da automação e análise de fluxo de molde
JS Precision está equipado com um robô de 6 eixos para colocação automatizada de pastilhas, que possui uma precisão de posicionamento de 0,02 mm.
Com o auxílio da análise do fluxo do molde, que determina a melhor velocidade de enchimento para evitar o desalinhamento da pastilha, essa combinação garante um alto rendimento de produção em larga escala de mais de 98,5% para serviços de moldagem por pastilha.
Além disso, acarreta custos globais 20-30% inferiores aos dos métodos tradicionais.
Estratégias de vida útil e manutenção do molde: seu efeito nos custos de peça única
Materiais de reforço como fibra de vidro/fibra de carbono aceleram o desgaste dos moldes. A JS Precision opta pelo aço temperado (HRC 52-58) para fabricar moldes e faz reparos de precisão a cada 50.000 ciclos para estender a vida útil do molde para mais de 1 milhão de ciclos.
Isso reduz significativamente o custo do molde por peça da moldagem por injeção com insertos em 40%.
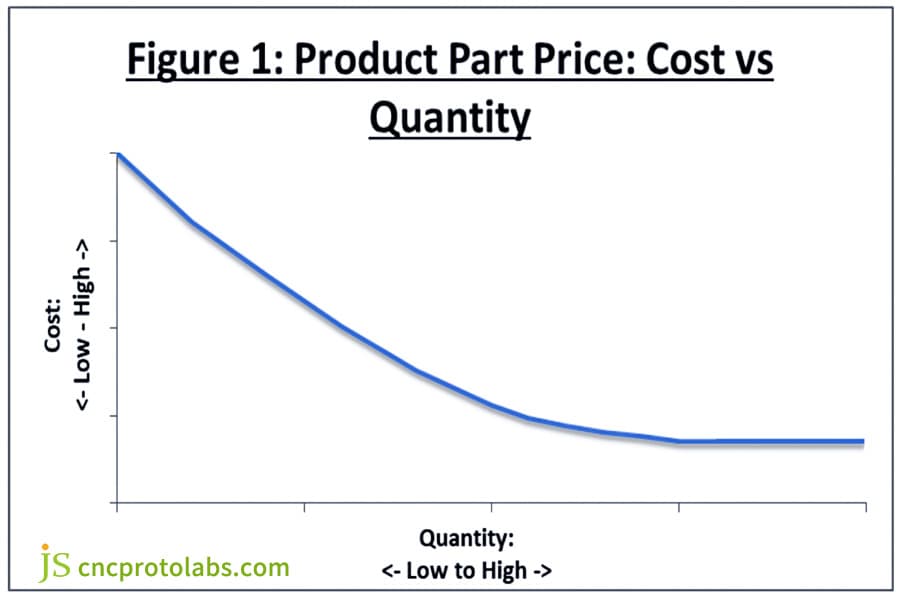
Figura 3: Um gráfico de linhas intitulado “Preço da peça do produto: custo versus quantidade” mostrando a diminuição do custo unitário à medida que o volume de produção aumenta em um processo de fabricação.
Como otimizar a resistência ao cisalhamento de inserções moldadas para juntas de alta carga?
As juntas de alta carga no robô sofrem um torque muito alto por um período de tempo muito curto na frenagem de emergência, especialmente nas juntas do robô com alta carga. Moldado em inserções , alterando a forma da pastilha e a espessura da cobertura, aumente a resistência ao cisalhamento para mais de 500 Nm , para que a interface de plástico e metal não se separe.
Projeto de Estrutura Anti-Destacamento
Durante a frenagem de emergência, o torque instantâneo de uma junta de alta carga pode chegar a 300% do valor nominal.
Moldagem de pastilha personalizada, fazendo ranhuras anti-rotação ou recartilhamento de diamante na pastilha, aumenta em mais de 30% a área de superfície de contato, aumentando assim a força de extração de 800 N para mais de 1500 N e evitando o desprendimento da pastilha.
Contribuição da tenacidade da matriz plástica para a resistência dinâmica ao cisalhamento
Normalmente, os plásticos frágeis não suportam cargas elevadas. Você pode usar PA66 temperado (resistência ao impacto entalhado de 15 kJ/m) ou PEEK para garantir que após 100.000 ciclos de cargas de cisalhamento alternadas , as pastilhas moldadas ainda mantenham 95% de sua força de extração, garantindo assim uma operação estável da junta.
Se você tiver necessidade de otimizar a resistência ao cisalhamento de juntas robóticas de alta carga, entre em contato com nossa equipe técnica para consultoria e soluções profissionais individuais.
Estudo de caso de precisão JS: atualização de moldagem de inserção para junta de cotovelo de robô colaborativo
Os estudos de caso operacionais são excelentes meios para destacar “visualmente” os benefícios dos serviços de moldagem por inserção. Se preferir, aqui está uma atualização de solução de moldagem por inserção personalizada da JS Precision para uma empresa de robôs colaborativos.
Examinando cuidadosamente cada situação, você entenderá como a JS Precision faz desaparecer os pontos fracos dos clientes e oferece a competitividade de seus clientes por meio de
Desafios encontrados
O principal produto do cliente - a articulação do cotovelo - era inicialmente feito de Liga de alumínio fresada CNC posteriormente sendo aparafusado e montado o invólucro de plástico.
No teste de durabilidade, após 30.000 ciclos, a taxa de queda de torque atingiu mais de 15% e a repetibilidade geral da máquina (0,05 mm) foi maior que a especificação do projeto de 0,02 mm. Como resultado do teste, a taxa de rendimento foi de apenas 85%, com um custo unitário de US$ 11,2, o que não era competitivo.
Solução
A solução personalizada de atualização de moldagem por inserção que a JS Precision desenvolveu para o cliente originou-se do exame abrangente dos problemas do cliente que eles precisavam resolver por meio do processo de desenvolvimento da solução.
1. Posicionamento unificado do inserto:
As três inserções metálicas da carcaça do rolamento, o poste de fixação do cabo e a bucha roscada existem em um espaço de molde que cria um único ponto de referência para seu posicionamento e elimina todas as tolerâncias acumuladas através de múltiplas etapas de fabricação.
2. Seleção de Materiais Compatíveis:
O material para moldagem por injeção de inserção usa material de PC reforçado com 30% de fibra de carbono. O sistema utiliza plástico de resfriamento para criar uma força de fixação de 360 graus que substitui o equipamento tradicional de fixação de parafusos e elimina os problemas de queda de torque e afrouxamento axial.
3. Linha de produção automatizada:
A linha de produção automatizada do serviço de moldagem por inserção robótica usa robôs de 6 eixos para colocação automática da inserção, o que atinge uma precisão de posicionamento de ±0,02 mm. O sistema usa a análise Moldflow para determinar as localizações ideais das comportas, o que atinge a produção diária de 500 conjuntos , mantendo a precisão posicional de CPK ≥ 1,33.
4. DFM e moldes otimizados:
Os serviços de projeto de capacidade de fabricação da DFM ajudam a melhorar o projeto de inserção por meio de seus serviços de projeto que criam melhor estrutura para sistemas de inserção e melhores maneiras de alternar entre seções de parede de plástico e melhores maneiras de criar ranhuras de alívio de tensão.
Nossa empresa utiliza aço temperado (HRC 52-58) para fabricar moldes que ajudam a melhorar a vida útil do molde e, ao mesmo tempo, diminuem os custos que precisam ser pagos ao longo do tempo.
Resultados Finais
O produto atualizado ofereceu melhorias abrangentes para nossos clientes:
- A medição da coaxialidade da junta diminuiu de 0,05 milímetros para 0,008 milímetros, enquanto a medição da repetibilidade geral aumentou de ±0,05 milímetros para ±0,01 milímetros.
- A taxa de retenção de torque após 100.000 ciclos atingiu um mínimo de 98% , o que superou em muito a retenção de 85% da solução original após 30.000 ciclos.
- O custo unitário diminuiu para US$ 8,7 (uma redução de 22%), o rendimento melhorou para 98% e o volume de pedidos dos clientes aumentou 40% ano a ano.
Se você também enfrentar problemas como precisão insuficiente da junta do robô, queda de torque e custos elevados, envie os desenhos do seu produto e requisitos detalhados. Personalizaremos uma solução de moldagem por inserção personalizada para você e forneceremos um orçamento gratuito.
Perguntas frequentes
Q1: O que é moldagem por inserção personalizada?
Moldagem por inserção personalizada significa tecnologia de moldagem que pré-localiza as inserções de metal no molde e despeja plástico derretido ao redor delas, para que se tornem integradas. Isso também removerá lacunas de montagem e a junta do robô será mais estável.
P2: Os serviços de moldagem por inserção são mais caros do que a montagem tradicional?
Os custos de molde para serviços de moldagem por inserção são inicialmente um pouco mais caros, mas graças à produção em massa, processos menores e melhor rendimento, o custo total pode ser de 20% a 30% menor, o que é a opção mais vantajosa no longo prazo.
Q3: Quais materiais usados como insertos são os mais populares para juntas de robôs?
Aço inoxidável e liga de alumínio são os principais materiais de inserção nas juntas robóticas, que são então combinadas com PEEK, PC/ABS ou matrizes de náilon reforçadas com fibra de carbono para manter a rigidez e a leveza.
Q4: O que é tolerância cumulativa e como é resolvida?
A tolerância cumulativa é o total de todos os erros cometidos em diversas operações de montagem. a moldagem por inserção personalizada pode removê-lo completamente usando benchmarks de molde unificados e moldagem de injeção única .
Q5: Que tamanho de peças de robô você pode manipular?
A JS Precision possui máquinas de moldagem por injeção com forças de fixação de 30-550 toneladas e pode acomodar desde microssensores de 0,5 mm até braços articulados de robôs colaborativos de grande porte, etc.
Q6: O que é DFM (Design for Manufacturability)?
DFM é uma abordagem para otimização do projeto do produto antes da abertura do molde que ajuda a identificar e eliminar riscos, como desalinhamento da pastilha e marcas de contração . Além disso, também melhora o rendimento de fabricação e reduz o custo de produção da moldagem por inserção personalizada.
Q7: Qual é o prazo de entrega típico para serviços de moldagem por inserção de robótica?
Serviço de moldagem por inserção de robótica fabricação de moldes leva cerca de 4 a 6 semanas, com um prazo de entrega rápido de 7 a 15 dias úteis durante a produção em massa.
Q8: O reforço de fibra de carbono causa desgaste significativo no molde?
O reforço de fibra de carbono resulta, de facto, num desgaste severo do molde. A JS Precision é uma das empresas que utiliza aço para moldes de alta dureza aliado a um revestimento resistente ao desgaste, que garante nenhuma perda de precisão por até 500.000 ciclos de moldagem.
Resumo
a moldagem por inserção personalizada é uma das tecnologias cruciais para aumentar a precisão e a confiabilidade das juntas robóticas. Ele elimina lacunas no nível de mícron, tolerâncias acumuladas e problemas de correspondência de CTE, alcançando assim um equilíbrio ideal entre precisão, confiabilidade e custo, o que, por sua vez, aumenta a competitividade de seus produtos.
Se você está procurando um parceiro de serviços de moldagem por inserção com capacidade de fabricação de moldes de alta precisão e experiência no processamento de polímeros de alto desempenho (PEEK/fibra de carbono), entre em contato com JS Precision imediatamente .
Trabalhamos desde o design DFM até a produção em massa, permitindo assim que você atire em robôs mais leves, mais fortes e mais precisos.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 15 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

