
Moldura de inserción personalizada A menudo es la causa directa de una desviación excesiva de posicionamiento al final de la extensión del brazo en equipos de precisión como robots colaborativos o robots quirúrgicos, debido al espacio de ensamblaje a nivel micrométrico en las piezas de unión.
Cuando se enfrenta a un ensamblaje complejo de insertos multimetálicos, el proceso tradicional de procesar piezas metálicas primero y luego ensamblarlas mediante tornillos o prensado no solo implica procedimientos largos, sino que también plantea peligros ocultos de desgaste por micromovimiento y atenuación del par en el movimiento alternativo de alta frecuencia de los robots.
Este artículo profundizará en cómo el moldeado por inserción personalizado resuelve fundamentalmente estos problemas de fallas mecánicas, con el moldeado por inserción como el proceso central que se extenderá a lo largo del contenido principal de todo el artículo.
Descripción general de la respuesta principal
| Dimensiones del núcleo | Solución técnica | Ventajas clave |
| Proceso de montaje | Los servicios de molduras de inserción reemplazan la instalación de postes tradicionales. | Elimina espacios a nivel de micras, resuelve el aflojamiento axial y la atenuación del par. |
| Control de tolerancia | Moldes de precisión y posicionamiento de un solo disparo. | Elimina las tolerancias acumulativas, lo que garantiza una precisión de montaje de ±0,01 mm. |
| Propiedades de los materiales | Diseño a juego CTE y materiales reforzados con fibra de carbono. | Equilibra ligereza y alta rigidez , reduce el riesgo de agrietamiento por tensión interna. |
| Eficiencia de producción | DFM de extremo a extremo y producción automatizada. | Mejora el rendimiento a más del 98 % y reduce los costos de ensamblaje de procesos múltiples. |
Conclusiones clave
- Las articulaciones del robot funcionan con precisión:
El moldeado de inserción personalizado es una excelente manera no solo de mejorar la precisión de trabajo de los efectores finales del robot, sino también de eliminar esos espacios en el ensamblaje.
- La estructura determina la confiabilidad:
En lugar de un bloqueo mecánico, la fuerza de sujeción por contracción del plástico funciona como una superficie para detener por completo el desprendimiento del inserto incluso bajo cargas pesadas.
- El diseño causa el costo:
Para mantener un nivel más alto de costos de procesamiento de metales y rendimiento del moldeo por inyección, un factor clave es elegir un socio de moldeo por inyección de insertos que tenga las capacidades de fabricación de moldes de alta precisión .
¿Por qué confiar en los servicios de moldeo por inserción? La experiencia de JS Precision en componentes personalizados
Cuando busque métodos confiables de fabricación de juntas robóticas, recurrir a una empresa de moldeo por inserción calificada como JS Precision garantizará, por supuesto, la ejecución exitosa de su proyecto.
El avance tecnológico de este proceso clave determinará casi por completo el nivel de rendimiento de las articulaciones de su robot y, por lo tanto, es un factor clave para la excelente calidad de su producto.
Al utilizar el personal altamente experimentado de JS Precision en el moldeado de inserciones personalizadas durante más de 15 años, puede recibir soluciones personalizadas que son muy adecuadas para campos sofisticados como los robots colaborativos y quirúrgicos.
Además, gracias a nuestra sólida base técnica y experiencia laboral real al haber atendido a más de 300 empresas de robótica globales, la fabricación de juntas robóticas será más confiable y sin preocupaciones tecnológicas.
Mediante un riguroso control de calidad en cada etapa, JS Precision garantiza que las juntas de su robot, desde la construcción de moldes, la elección de materiales hasta la producción automatizada, estén todas de acuerdo con Estándares de fabricación de grado médico ISO 13485 , cumpliendo así cómodamente con los más altos estándares de calidad sin ningún costo adicional para la optimización del cumplimiento.
Si se enfrenta al problema de la atenuación del par de las articulaciones causada por los procesos de ensamblaje tradicionales (como una empresa de robots colaborativos de renombre mundial que experimenta una tasa de atenuación del par del 25 % después de 2000 ciclos, lo que no puede cumplir con los requisitos de durabilidad de grado industrial), a través de nuestra solución de moldeo por inserción personalizada, puede lograr avances similares:
La optimización de la estructura de moleteado del inserto y, en segundo lugar, el uso de material PEEK reforzado con un 30 % de fibra de carbono, no solo duplicando la retención de torsión sino también controlando la caída a menos del 2 % después de 100.000 ciclos y un rendimiento estable del 98,5 % resuelve completamente el problema de durabilidad del producto y al mismo tiempo mejora la competitividad del producto en el mercado.
Además de eso, nuestro equipo de producción líder en la industria y nuestro equipo técnico experimentado en JS Precision pueden ayudarlo a llevar a cabo diferentes requisitos de procesamiento, desde microinserciones de 0,5 mm hasta juntas grandes.
Contamos con una amplia gama de máquinas de moldeo por inyección desde 30 toneladas hasta 550 toneladas, y la capacidad de fabricar moldes con una precisión de 0,005 mm, lo que es capaz de atender a los equipos de alta gama más exigentes, como los robots quirúrgicos.
La colocación automática de insertos robótica de 6 ejes con una precisión de posicionamiento de 0,02 mm le ayuda a minimizar los errores humanos, aumentar la eficiencia de la producción, acortar el tiempo de entrega y reducir los costos de producción.
Si desea obtener una comprensión básica de cómo el moldeado por inserción personalizado se adapta a su proyecto de articulación robótica, puede descargar nuestro informe técnico de la industria para comprender rápidamente los puntos centrales del proceso y las historias de éxito de los clientes.
¿Por qué elegir servicios de moldeo por inserción en lugar de procesos de ensamblaje tradicionales?
El moldeado por inserción, al ser un proceso más beneficioso, es el que poco a poco está desplazando a los procesos tradicionales de retrofitting.
Los pequeños espacios de ensamblaje a nivel de micras en los procedimientos tradicionales provocan desgaste por fricción durante los movimientos de las articulaciones del robot a alta frecuencia ; el moldeo por inserción aprovecha la fuerza de sujeción del enfriamiento y la contracción del plástico para producir una unión sin espacios y eliminar por completo el aflojamiento axial y la atenuación del torque.
Como resultado, la durabilidad de las juntas aumenta considerablemente y los costes de mantenimiento se reducen significativamente.
Diferencias de propiedades mecánicas: del bloqueo mecánico al enlace a nivel molecular
Generalmente, en los procesos de modernización tradicionales, el inserto de metal se separa entre 5 y 15 μm de la carcasa de plástico.
Esto podría provocar desgaste por fricción y desacoplamiento del tornillo cuando la articulación del robot realiza movimientos alternativos de alta frecuencia de 180°. Servicios de moldeo por inserción presione el plástico fundido alrededor del inserto a alta temperatura y presión.
Una vez que el plástico se enfríe, se generará una fuerza de sujeción uniforme de 360° que aumentará la retención del torque en más de un 40 % y el metal y el plástico se unirán de manera estable a nivel molecular.
Prevención del modo de falla: solución de problemas de disminución del torque
- Puntos débiles de los procesos tradicionales:
Tradicionalmente, a través de una serie de 2000 ciclos o durante el frenado de emergencia del robot o la caída del par por sobrecarga, se puede reducir drásticamente la precisión y seguridad del robot en un 25%.
- Solución optimizada:
Para lograr una conexión duradera, la moldura de inserción personalizada original cambia la estructura moleteada del inserto para que la matriz plástica comparta la fuerza de corte y la estabilidad de la conexión se mantenga en condiciones de carga dinámica a largo plazo.
- Resultados de optimización:
Además de aumentar la vida útil continua en aproximadamente 100 000 ciclos, si la articulación del robot después de la optimización, la tasa de retención de torque sigue siendo superior al 95 % y el problema de la caída del torque se eliminó por completo.
| Tipo de proceso | Espacio de montaje (μm) | Tasa de caída del par después de 2000 ciclos (%) | Tasa de retención de par después de 100.000 ciclos (%) | Número de pasos de montaje | Costo unitario (USD) |
| Proceso tradicional posterior a la asamblea | 5-15 | 25 | Por debajo de 85 | 4-6 | 12.5 |
| Servicios de moldeo por inserción | 0 | Por debajo de 5 | Por encima de 95 | 1 | 8.9 |
| Servicio de moldeo por inserción de robótica | 0 | Por debajo de 3 | Por encima de 98 | 1 | 9.2 |
| Insertar moldeo por inyección | 0 | Por debajo de 4 | Por encima de 97 | 1 | 8.7 |

Figura 1: Cuatro accesorios simétricos de plástico negro con inserciones metálicas doradas y plateadas integradas, ordenados cuidadosamente sobre un fondo blanco, que muestran componentes potencialmente para ensamblajes de juntas robóticas.
¿Cómo pueden las soluciones de moldeo por inserción lograr un control de tolerancia más estricto para uniones robóticas complejas?
El método de moldeo único de soluciones de moldeo por inserción cumple con las estrictas demandas de precisión que las complejas articulaciones robóticas necesitan para funcionar con precisión.
El sistema logra un posicionamiento preciso del inserto metálico a través de un único sistema de molde de alta precisión que evita errores en múltiples pasos de fabricación, lo que da como resultado una precisión del ensamblaje posterior al moldeo por inyección que se mantiene dentro del rango de ±0,01 mm , lo que garantiza que los robots mantengan el posicionamiento exacto de sus efectores finales.
Eliminación de tolerancias acumulativas
1. Limitaciones de los Procesos Tradicionales:
Las articulaciones de robots colaborativos generalmente constan de 3 a 5 componentes metálicos de precisión.
Utilizando métodos convencionales de producción independiente y posterior ensamblaje, el error introducido en cada paso suele ser de alrededor de 0,008 mm y estos errores suman un nivel que supera con creces las especificaciones de diseño.
Para que quede más claro, es similar a apilar bloques en el sentido de que si cada bloque está un poco descentrado, toda la torre se inclinará e incluso podría caerse.
2. Lógica de optimización del moldeado por inserción:
Las soluciones de moldeo por insertos unifican la referencia de posicionamiento de todos los insertos dentro del molde, evitando la acumulación de errores de múltiples procesos desde el principio.
3. Logro de precisión:
La precisión posicional relativa de cada inserto se puede controlar a través de un punto de referencia unificado que produce resultados que mantienen la precisión dentro de ±0,01 mm, lo que cumple con el estándar de repetibilidad ≤0,02 mm para el efector final del brazo robótico según el Norma ASTM D638-14 .
Requisitos de precisión específicos para robots quirúrgicos
Las puntas de los instrumentos quirúrgicos en el caso de los robots quirúrgicos obtienen su movimiento real a partir de los micromovimientos de respuesta de las articulaciones del robot. El servicio de moldeo de inserciones robóticas puede producir microinsertos de robot de más de 0,5 mm con una desviación de coaxialidad del conector inferior a 0,005 mm durante 2 millones de ciclos sin problemas, cumpliendo con los requisitos de grado médico.
¿Cómo logra el servicio de moldeo por inserción robótica un control de coaxialidad a nivel micrométrico?
El servicio de Robotics Insert Moulding Service opera con precisión para lograr un control de coaxialidad a nivel de micras para los componentes del robot reductor a través de su equipo avanzado que utiliza sistemas de monitoreo y posicionamiento de alta precisión.
El sistema utiliza un sistema de guía de molde de alta precisión junto con sensores de desplazamiento dentro del molde para rastrear el movimiento del inserto en todo momento mientras mantiene un control de coaxialidad que se mantiene dentro del límite de 3 μm.
Posicionamiento de precisión y monitoreo en tiempo real
Se producirá una disminución de la eficiencia de la transmisión junto con un proceso de desgaste acelerado si el ensamblaje entre ruedas rígidas y flexibles en reductores armónicos tiene una desviación de coaxialidad superior a 5μm.
El sistema de Servicio de moldeo por inserción robótica utiliza el posicionamiento de la sonda en el molde junto con un sistema de control de circuito cerrado para garantizar que los insertos moldeados permanezcan fijos durante la presión de inyección , mientras controla la desviación de la posición de incrustación en ±0,005 mm.
La inserción exitosa requiere una alineación precisa entre el orificio de la aguja y el extremo del hilo, según la expresión común sobre enhebrar una aguja.
El control de coaxialidad funciona como un sistema que mantiene una alineación constante entre el "agujero de la aguja" y el "extremo del hilo" para detener problemas de desalineación que provocan atascos y desgaste.
Si tiene requisitos de control de coaxialidad para componentes reductores de robot, envíe sus requisitos detallados y personalizaremos una solución de servicio de moldeo por inserción robótica dedicada para usted.
Figura 2: Primer plano de un sistema automatizado de precisión con múltiples cabezales de herramientas alineados sobre un transportador, destacando el control de alta precisión posible en el moldeo por inserción robótico.
¿Cómo resolver la contradicción entre el peso ligero y la alta rigidez de las articulaciones de los robots mediante el moldeo por inyección?
Mediante la selección científica de materiales y el diseño estructural, el moldeo por inyección por inserción no solo satisface los requisitos de ligereza y alta rigidez de las juntas de robots, sino que también resuelve el problema del agrietamiento por tensión interna causado por la diferencia en CTE entre metal y plástico, obteniendo así un buen compromiso entre rigidez y peso.
Eliminación del estrés interno resultante de las diferencias CTE
La aleación de aluminio y la PA6 normal tienen un CTE bastante diferente, por lo que es muy probable que sufran tensiones internas y que el componente se rompa cuando se someten a cambios de temperatura.
El moldeo por inyección por inserción utiliza materiales PEEK o PPA reforzados con un 30%-40% de fibra de carbono, lo que reduce el CTE del plástico a 20-30 ppm/°C. Esto evita el agrietamiento cuando se realizan pruebas de ciclos térmicos de -40°C a 120°C, y el soporte con alta rigidez para inserciones de pie moldeadas personalizadas se logra.
En otras palabras, es similar a dos personas caminando juntas. Si sus pasos difieren mucho, es probable que se derriben y caigan. Sincronizar sus pasos da como resultado un caminar estable y suave, y se evitarán roturas.
Diseño de espesor de pared y estructura de alivio de tensión.
Las variaciones drásticas en el espesor de la pared de plástico junto a las inserciones metálicas provocan mayores tensiones internas.
Hacer cambios en la zona de transición del espesor de la pared (pendiente 3) mediante el análisis del flujo del molde y cortar ranuras de alivio de tensión de 0,2 a 0,3 mm en el borde del inserto reduce el pico de tensión residual de 35 MPa a menos de 12 MPa, aumentando así la vida útil del componente.
| Tipo de material | CET (ppm/°C) | Escenarios aplicables | Resistencia al corte (N·m) | Densidad (g/cm³) | Rendimiento de la prueba de ciclado térmico |
| Aleación de aluminio | 23 | Inserto metálico | 1200 | 2.7 | Sin deformación significativa |
| PA6 ordinario | 80 | Piezas de plástico ordinarias | 350 | 1.14 | Propenso a agrietarse |
| 30% PEEK reforzado con fibra de carbono | 22 | Articulación de robot de alta gama | 850 | 1,45 | Sin grietas |
| 30% PPA reforzado con fibra de carbono | 28 | Articulación de robot industrial | 780 | 1.38 | Sin grietas |
| PA66 endurecido | 35 | Junta de alta carga | 620 | 1.18 | Ligera deformación |
Para comprender las diferencias de costos de insertar moldeo por inyección Para diferentes materiales, comuníquese con nosotros para obtener una selección de materiales gratuita y una tabla de comparación de costos para ayudarlo a tomar rápidamente la decisión óptima.
¿Cómo gestionar eficazmente los costos de producción y el rendimiento durante el proceso de moldeo por inserción personalizado?
El moldeado por inserción personalizado le permitirá lograr un equilibrio entre el costo de producción y el rendimiento al automatizar la producción y optimizar el proceso.
Al incorporar un sistema automatizado de colocación de insertos y un análisis de flujo del molde para determinar la mejor ubicación de la puerta, el tiempo del ciclo de producción de una sola pieza se puede acortar en un 30 %, mientras que las tasas de desperdicio se mantienen por debajo del 2 %.
Beneficios de la automatización y el análisis de flujo de moldes
JS Precision está equipado con un robot de 6 ejes para la colocación automatizada de insertos, que tiene una precisión de posicionamiento de 0, 02 mm.
Con la ayuda del análisis del flujo del molde, que determina la mejor velocidad de llenado para evitar la desalineación de los insertos, esta combinación garantiza un rendimiento de producción a gran escala superior al 98,5 % para los servicios de moldeo por insertos.
Además, genera costes generales entre un 20 y un 30 % menores que los de los métodos tradicionales.
Estrategias de mantenimiento y vida útil del molde: su efecto en los costos de una sola pieza
Los materiales de refuerzo como la fibra de vidrio/fibra de carbono aceleran el desgaste de los moldes. JS Precision opta por acero endurecido (HRC 52-58) para fabricar moldes y realiza reparaciones de precisión cada 50.000 ciclos para extender la vida útil del molde a más de 1 millón de ciclos.
Esto reduce significativamente el costo del molde por pieza del moldeo por inyección con inserto en un 40%.
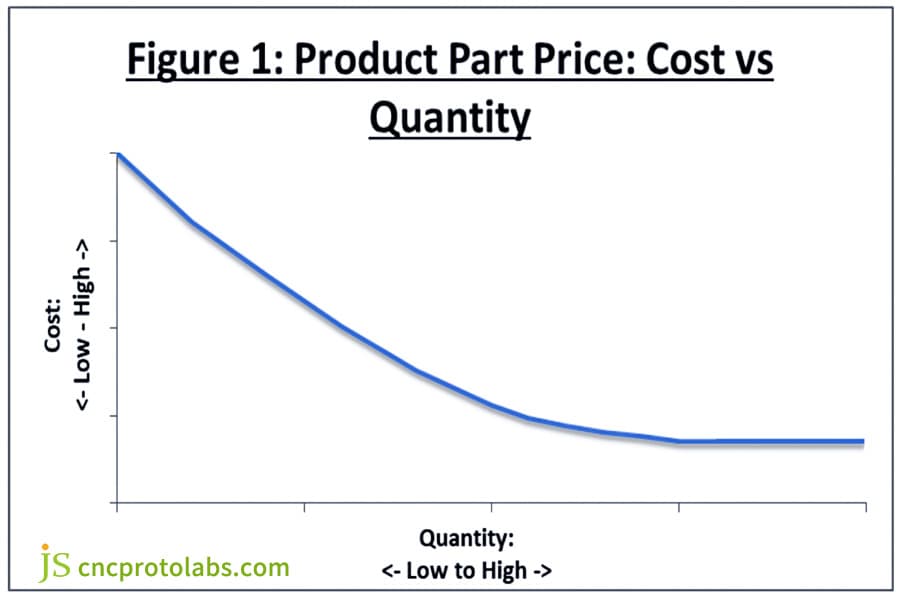
Figura 3: Un gráfico de líneas titulado “Precio de la pieza del producto: costo versus cantidad” que muestra el costo unitario decreciente a medida que aumenta el volumen de producción en un proceso de fabricación.
¿Cómo optimizar la resistencia al corte de las inserciones moldeadas para juntas de alta carga?
La articulación de alta carga en el robot sufre un par muy alto durante un período de tiempo muy corto en el frenado de emergencia, especialmente la articulación del robot con alta carga. Inserciones moldeadas , al cambiar la forma del inserto y el grosor de la capa superpuesta, se aumenta la resistencia al corte a más de 500 Nm , de modo que la interfaz de plástico y metal no se separe.
Diseño de estructura antidesprendimiento
Durante el frenado de emergencia, el par instantáneo de una articulación de alta carga puede llegar al 300% del valor nominal.
El moldeado de inserto personalizado, al realizar ranuras antirrotación o moleteado de diamante en el inserto, aumenta más del 30% el área de la superficie de contacto, por lo que la fuerza de extracción aumenta de 800 N a más de 1500 N y se evita el desprendimiento del inserto.
Contribución de la tenacidad de la matriz plástica a la resistencia al corte dinámico
Normalmente, los plásticos quebradizos no pueden soportar cargas elevadas. Puede utilizar PA66 endurecido (resistencia al impacto con muesca de 15 kJ/m) o PEEK para garantizar que después de 100 000 ciclos de cargas de corte alternas , los insertos moldeados aún mantengan el 95 % de su fuerza de extracción, lo que garantiza un funcionamiento estable de la junta.
Si necesita optimizar la resistencia al corte de las juntas de robots de alta carga, comuníquese con nuestro equipo técnico para obtener soluciones y consultas profesionales personalizadas.
Estudio de caso de JS Precision: Actualización de moldeo por inserción para articulación de codo de robot colaborativo
Los estudios de casos operativos son medios excelentes para resaltar "visualmente" los beneficios de los servicios de moldeo por inserción. Si lo desea, aquí tiene una actualización de la solución de moldeo por inserción personalizada de JS Precision para una empresa de robots colaborativos.
Al examinar detenidamente cada situación, comprenderá cómo JS Precision hace desaparecer los puntos débiles de los clientes y ofrece la competitividad de sus clientes a través de
Desafíos encontrados
El producto principal del cliente, la articulación del codo, se fabricaba inicialmente de Aleación de aluminio fresada por CNC posteriormente se atornilla y monta la carcasa de plástico.
En la prueba de durabilidad, después de 30.000 ciclos, la tasa de caída del par alcanzó más del 15% y la repetibilidad general de la máquina (0,05 mm) fue mayor que la especificación de diseño de 0,02 mm. Como resultado de la prueba, la tasa de rendimiento fue sólo del 85%, con un costo unitario de $11,2, lo que no era competitivo.
Solución
La solución de actualización de moldeo por inserción personalizada que JS Precision desarrolló para el cliente se originó a partir de un examen exhaustivo de los problemas del cliente que necesitaban resolver a través del proceso de desarrollo de la solución.
1. Posicionamiento unificado de inserciones:
Los tres insertos metálicos de la carcasa del cojinete, el poste de fijación del cable y el casquillo roscado existen en un espacio del molde, lo que crea un único punto de referencia para su posicionamiento y elimina todas las tolerancias acumuladas a través de múltiples pasos de fabricación.
2. Selección de Materiales Compatibles:
El material para el moldeo por inyección de insertos utiliza material de PC reforzado con un 30 por ciento de fibra de carbono. El sistema utiliza plástico de enfriamiento para crear una fuerza de sujeción de 360 grados que reemplaza el equipo de fijación de tornillos tradicional y elimina los problemas de disminución del torque y aflojamiento axial.
3. Línea de producción automatizada:
La línea de producción automatizada del servicio de moldeo de insertos robóticos utiliza robots de 6 ejes para la colocación automática de insertos, lo que logra una precisión de posicionamiento de ±0,02 mm. El sistema utiliza el análisis Moldflow para determinar las ubicaciones óptimas de las puertas, lo que logra una producción diaria de 500 juegos mientras mantiene una precisión posicional de CPK ≥ 1,33.
4. DFM y moldes optimizados:
Los servicios de diseño de capacidad de fabricación de DFM ayudan a mejorar el diseño de inserción a través de sus servicios de diseño que crean una mejor estructura para los sistemas de inserción y mejores formas de cambiar entre secciones de pared de plástico y mejores formas de crear ranuras para aliviar tensiones.
Nuestra empresa utiliza acero endurecido (HRC 52-58) para fabricar moldes que ayudan a mejorar la vida útil del molde y al mismo tiempo reducen los costos que deben pagarse con el tiempo.
Resultados finales
El producto actualizado ofreció mejoras integrales para nuestros clientes:
- La medición de la coaxialidad de la junta disminuyó de 0,05 milímetros a 0,008 milímetros, mientras que la medición de la repetibilidad general aumentó de ±0,05 milímetros a ±0,01 milímetros.
- La tasa de retención de torsión después de 100.000 ciclos alcanzó un mínimo del 98 por ciento , lo que superó con creces la retención del 85 por ciento de la solución original después de 30.000 ciclos.
- El costo unitario disminuyó a $8,7 (una reducción del 22%), el rendimiento mejoró al 98% y el volumen de pedidos de los clientes aumentó un 40% año tras año.
Si también se enfrenta a puntos débiles como una precisión insuficiente de las articulaciones del robot, una disminución del par y unos costes elevados, por favor envíe los dibujos de su producto y requisitos detallados. Personalizaremos una solución de moldura de inserción personalizada para usted y le proporcionaremos un presupuesto gratuito.
Preguntas frecuentes
P1: ¿Qué es la moldura con inserto personalizada?
El moldeado por inserción personalizado significa tecnología de moldeo que preubica los insertos metálicos en el molde y vierte plástico fundido alrededor de ellos, para que se integren. También eliminará los huecos de montaje y la articulación del robot será más estable.
P2: ¿Los servicios de moldeo por inserción son más caros que el ensamblaje tradicional?
Los costos de los moldes para los servicios de moldeo por inserción son inicialmente un poco más caros, pero gracias a la producción en masa, menos procesos y un mejor rendimiento, el costo total puede ser entre un 20 % y un 30 % menor, que es la opción que vale más la pena a largo plazo.
P3: ¿Qué materiales utilizados como insertos son los más populares para las articulaciones de robots?
El acero inoxidable y la aleación de aluminio son los principales materiales de inserción en las articulaciones de los robots, que luego se combinan con matrices de PEEK, PC/ABS o nailon reforzado con fibra de carbono para mantener la rigidez y el peso ligero.
P4: ¿Qué es la tolerancia acumulativa y cómo se resuelve?
La tolerancia acumulada es el total de todos los errores cometidos en varias operaciones de ensamblaje. la moldura de inserción personalizada puede eliminarlo por completo mediante el uso de puntos de referencia de molde unificados y moldeo de un solo disparo .
P5: ¿Qué tamaño de piezas de robot puedes manejar?
JS Precision posee máquinas de moldeo por inyección con fuerzas de sujeción de 30 a 550 toneladas y puede acomodar desde microsensores de 0,5 mm hasta brazos articulados de robots colaborativos de gran tamaño, etc. Por lo tanto, podemos cumplir con diferentes requisitos de productos.
P6: ¿Qué es DFM (Diseño para la Manufacturabilidad)?
DFM es un enfoque para la optimización del diseño de productos antes de la apertura del molde que ayuda a identificar y eliminar riesgos, como la desalineación de las plaquitas y las marcas de contracción . Además de eso, también mejora el rendimiento de fabricación al tiempo que reduce el costo de producción de las molduras de inserción personalizadas.
P7: ¿Cuál es el tiempo de entrega típico para el servicio de moldeo por inserción robótica?
Servicio de moldeo por inserción de robótica fabricación de moldes tarda entre 4 y 6 semanas, con un tiempo de entrega rápido de 7 a 15 días hábiles durante la producción en masa.
P8: ¿El refuerzo de fibra de carbono causa un desgaste significativo en el molde?
De hecho, el refuerzo de fibra de carbono produce un desgaste severo del molde. JS Precision es una de las empresas que utiliza acero para moldes de alta dureza junto con un revestimiento resistente al desgaste, lo que garantiza que no se perderá precisión durante hasta 500.000 ciclos de moldeo.
Resumen
El moldeado por inserción personalizado es una de las tecnologías cruciales para mejorar la precisión y confiabilidad de las articulaciones de los robots. Elimina las brechas de nivel de micras, las tolerancias acumuladas y los problemas de coincidencia de CTE, logrando así un equilibrio ideal entre precisión, confiabilidad y costo, lo que a su vez aumenta la competitividad de sus productos.
Si está buscando un socio de servicios de moldeo por inserción con capacidades de fabricación de moldes de alta precisión y experiencia en el procesamiento de polímeros de alto rendimiento (PEEK/fibra de carbono), póngase en contacto con JS Precision inmediatamente .
Trabajamos desde el diseño DFM hasta la producción en masa, lo que le permite crear robots que sean más ligeros, más fuertes y más precisos.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 15 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

