
Индивидуальная вставка молдинга часто является прямой причиной чрезмерного отклонения позиционирования на конце выдвижения руки в точном оборудовании, таком как коллаборативные роботы или хирургические роботы, из-за монтажного зазора на уровне микрометра в соединительных частях.
Когда приходится сталкиваться со сложной сборкой многометаллических вставок, традиционный процесс сначала обработки металлических деталей, а затем их сборки с помощью винтов или прессования не только включает в себя длительные процедуры, но также создает скрытую опасность микроизноса и ослабления крутящего момента при высокочастотном возвратно-поступательном движении роботов.
В этой статье мы углубимся в то, как индивидуальное формование вставок фундаментально решает проблемы механических повреждений, при этом формование вставок является основным процессом, который будет проходить через основное содержание всей статьи.
Обзор основного ответа
| Основные размеры | Техническое решение | Ключевые преимущества |
| Процесс сборки | Услуги по формованию вставок заменяют традиционную постустановку. | Устраняет зазоры микронного уровня, решает проблему осевого ослабления и ослабления крутящего момента. |
| Контроль допуска | Прецизионные формы и однократное позиционирование. | Устраняет совокупные допуски, обеспечивая точность сборки ±0,01 мм. |
| Свойства материала | Конструкция, соответствующая CTE, и материалы, армированные углеродным волокном. | Балансирует легкий вес и высокую жесткость , снижает риск внутреннего растрескивания под напряжением. |
| Эффективность производства | Комплексное DFM и автоматизированное производство. | Повышает выход до 98%+, снижает затраты на многопроцессную сборку. |
Ключевые выводы
- Соединения робота работают с высокой точностью:
Изготовленная на заказ формованная вставка — отличный способ не только повысить точность работы концевых исполнительных механизмов робота, но и избавиться от зазоров при сборке.
- Структура определяет надежность:
Вместо механического фиксатора сила сжатия пластической усадки действует как поверхность, полностью предотвращающая отсоединение пластины даже при больших нагрузках.
- Дизайн обусловливает стоимость:
Чтобы поддерживать более высокий уровень затрат на обработку металла и производительность литья под давлением, ключевым фактором является выбор партнера по литью под давлением, который обладает возможностями изготовление пресс-форм высокой точности .
Почему стоит доверять услугам по формованию вставок? Опыт JS Precision в области нестандартных компонентов
При поиске надежных методов производства роботизированных соединений обращение к опытной компании по формованию вставок, такой как JS Precision, конечно же, обеспечит успешное выполнение вашего проекта.
Технологическое развитие этого ключевого процесса практически полностью определяет уровень производительности ваших роботизированных соединений и, следовательно, является ключевым фактором превосходного качества вашей продукции.
Используя высококвалифицированный персонал JS Precision, занимающийся формованием вставок по индивидуальному заказу более 15 лет, вы можете получить индивидуальные решения, которые очень хорошо подходят для сложных областей, таких как коллаборативные и хирургические роботы.
Кроме того, благодаря нашей мощной технической базе и реальному опыту работы с более чем 300 мировыми робототехническими компаниями, производство ваших роботизированных соединений будет более надежным и без каких-либо технологических проблем.
Благодаря строгому контролю качества на каждом этапе JS Precision гарантирует, что соединения вашего робота, от изготовления пресс-форм, выбора материала до автоматизированного производства, соответствуют стандартам. Производственные стандарты медицинского уровня ISO 13485 , что позволяет комфортно соответствовать самым высоким стандартам качества без каких-либо дополнительных затрат на оптимизацию соответствия.
Если вы столкнулись с проблемой ослабления крутящего момента в суставе, вызванной традиционными процессами сборки (например, всемирно известная компания по производству коллаборативных роботов испытывает степень ослабления крутящего момента на 25% после 2000 циклов, что не соответствует требованиям к долговечности промышленного уровня), с помощью нашего индивидуального решения для формования вставок вы можете добиться аналогичных прорывов:
Оптимизация структуры накатки вставки и, во-вторых, использование 30% армированного углеродным волокном материала PEEK, не только удваивающего сохранение крутящего момента, но и контролирующего затухание на уровне менее 2% после 100 000 циклов, а также стабильного выхода 98,5% полностью решает проблему долговечности продукта и в то же время повышает конкурентоспособность продукта на рынке.
Кроме того, наше лучшее в отрасли производственное оборудование и опытная техническая команда JS Precision помогут вам выполнить различные требования к обработке — от микровставок толщиной 0,5 мм до крупных соединений.
У нас есть широкий спектр машин для литья под давлением от 30 тонн до 550 тонн, а также возможность изготовления пресс-форм с точностью до 0,005 мм, что позволяет удовлетворить потребности самого требовательного высокотехнологичного оборудования, такого как хирургические роботы.
6-осевое роботизированное автоматическое размещение пластин с точностью позиционирования 0,02 мм помогает свести к минимуму человеческие ошибки, повысить эффективность производства, сократить время доставки и сократить производственные затраты.
Если вы хотите получить общее представление о том, как изготовление индивидуальных вставок соответствует вашему совместному проекту роботов, вы можете скачать наш отраслевой информационный документ, чтобы быстро понять основные моменты процесса и истории успеха клиентов.
Почему стоит выбирать услуги по формованию вставок вместо традиционных процессов сборки?
Формование вставок, будучи более выгодным процессом, постепенно вытесняет традиционные процессы модернизации.
Небольшие монтажные зазоры на микронном уровне в традиционных процедурах приводят к фреттинг-износу во время движений суставов робота с высокой частотой . При формовании вставок используется сила зажима пластикового охлаждения и сжатия, чтобы обеспечить соединение с нулевым зазором и полностью исключить осевое ослабление и ослабление крутящего момента.
В результате долговечность соединений значительно увеличивается, а затраты на техническое обслуживание значительно снижаются.
Различия в механических свойствах: от механического соединения до соединения на молекулярном уровне
Обычно в традиционных процессах модернизации металлическая вставка отделена от пластиковой оболочки на расстояние 5–15 мкм.
Это может привести к фрикционному износу и выходу винта из зацепления, когда шарнир робота совершает высокочастотные возвратно-поступательные движения на 180°. Услуги по формованию вкладышей прижмите расплавленный пластик вокруг вставки при высокой температуре и давлении.
Как только пластик остынет, будет создана равномерная сила зажима на 360° , которая увеличит удержание крутящего момента более чем на 40%, а металл и пластик будут прочно соединены на молекулярном уровне.
Предотвращение режима отказа: решение проблем с затуханием крутящего момента
- Болевые точки традиционных процессов:
Традиционно, серия из 2000 циклов или при экстренном торможении робота или затухании крутящего момента при перегрузке может привести к резкому снижению точности и безопасности робота на 25%.
- Оптимизированное решение:
Для достижения долговечного соединения оригинальная формованная вставка изменяет структуру вставки с накаткой таким образом, что усилие сдвига распределяется по пластиковой матрице, а стабильность соединения сохраняется в условиях длительной динамической нагрузки.
- Результаты оптимизации:
Помимо увеличения срока службы непрерывной работы примерно на 100 тыс. циклов, если соединение робота после оптимизации коэффициент сохранения крутящего момента все еще превышает 95% , и проблема снижения крутящего момента была полностью устранена.
| Тип процесса | Монтажный зазор (мкм) | Скорость снижения крутящего момента после 2000 циклов (%) | Коэффициент сохранения крутящего момента после 100 000 циклов (%) | Количество этапов сборки | Стоимость единицы (долл. США) |
| Традиционный процесс после сборки | 5-15 | 25 | Ниже 85 | 4-6 | 12,5 |
| Услуги по формованию вставок | 0 | Ниже 5 | Выше 95 | 1 | 8,9 |
| Услуги по формованию вставок робототехники | 0 | Ниже 3 | Выше 98 | 1 | 9.2 |
| Вставка для литья под давлением | 0 | Ниже 4 | Выше 97 | 1 | 8,7 |

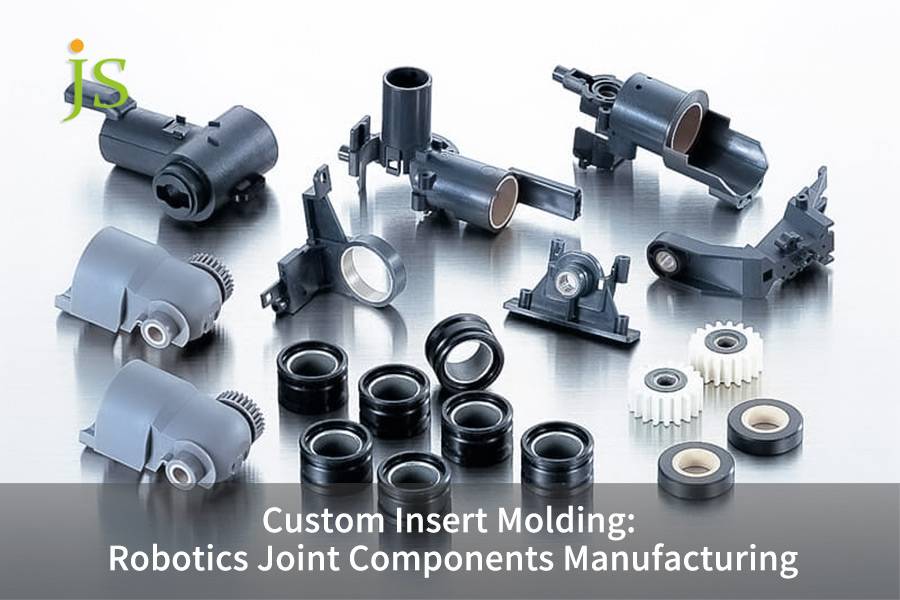
Рисунок 1: Четыре симметричных черных пластиковых крепления со встроенными золотыми и серебряными металлическими вставками, аккуратно расположенные на белом фоне, демонстрирующие компоненты, потенциально пригодные для сборки роботизированных соединений.
Как решения для формования вставок могут обеспечить более строгий контроль допусков для сложных соединений роботов?
Уникальный метод формования вставные формовочные решения отвечает строгим требованиям точности, необходимым для точной работы сложных роботизированных соединений.
Система обеспечивает точное позиционирование металлических вставок с помощью единой высокоточной системы пресс-форм, которая предотвращает ошибки на нескольких этапах производства, в результате чего точность сборки после литьевого формования остается в пределах ±0,01 мм , что гарантирует, что роботы поддерживают точное позиционирование своих концевых эффекторов.
Устранение совокупных допусков
1. Ограничения традиционных процессов:
Соединения коллаборативных роботов обычно состоят из 3-5 прецизионных металлических компонентов.
При использовании традиционных методов независимого производства и последующей сборки ошибка, вносимая на каждом этапе, обычно составляет около 0,008 мм , и эти ошибки в сумме достигают уровня, который намного превышает проектные спецификации.
Чтобы было понятнее, это похоже на штабелирование блоков: если каждый блок немного смещен от центра, вся башня наклонится и может даже упасть.
2. Вставьте логику оптимизации формования:
Решения для формования вставок унифицируют координаты позиционирования всех вставок внутри формы, предотвращая с самого начала накопление ошибок в результате нескольких процессов.
3. Достижение точности:
Относительную точность позиционирования каждой вставки можно контролировать с помощью единого эталона, который дает результаты с точностью в пределах ±0,01 мм, что соответствует стандарту повторяемости ≤0,02 мм для концевого эффектора манипулятора робота в соответствии с Стандарт ASTM D638-14 .
Особые требования к точности для хирургических роботов
Наконечники хирургических инструментов в случае хирургических роботов получают свое фактическое движение от ответных микродвижений суставов робота. Служба формования вставок робототехники может производить роботизированные микровставки толщиной более 0,5 мм с отклонением соосности разъема менее 0,005 мм в течение 2 миллионов безаварийных циклов, соответствующих требованиям медицинского уровня.
Как служба робототехнического литья со вставками обеспечивает контроль соосности на уровне микрометра?
Служба Robotics Insert Molding Service работает с точностью, обеспечивая контроль соосности компонентов роботизированного редуктора на микронном уровне с помощью своего современного оборудования, в котором используются высокоточные системы позиционирования и мониторинга.
В системе используется высокоточная система направления формы вместе с датчиками смещения в форме для постоянного отслеживания движения вставки, сохраняя при этом контроль соосности, который остается в пределах 3 мкм.
Точное позиционирование и мониторинг в реальном времени
Снижение эффективности трансмиссии вместе с ускоренным процессом изнашивания произойдет, если сборка между жесткими и гибкими колесами в гармонических редукторах будет иметь отклонение соосности, превышающее 5 мкм.
Система услуги по формованию вставок робототехники использует позиционирование зонда в форме вместе с системой управления с замкнутым контуром, чтобы гарантировать, что формованные вставки остаются фиксированными во время давления впрыска , контролируя при этом отклонение положения заделки на уровне ± 0,005 мм.
Для успешного введения требуется точное совмещение отверстия иглы и конца нити в соответствии с общим выражением о заправке нити в иглу.
Контроль соосности действует как система, которая поддерживает постоянное совмещение между «отверстием иглы» и «концом нити», чтобы избежать проблем с несоосностью, которые приводят к застреванию и износу.
Если у вас есть требования к контролю соосности для компонентов роботизированного редуктора, отправьте свои подробные требования, и мы разработаем для вас специальное решение по литью вставок для робототехники.
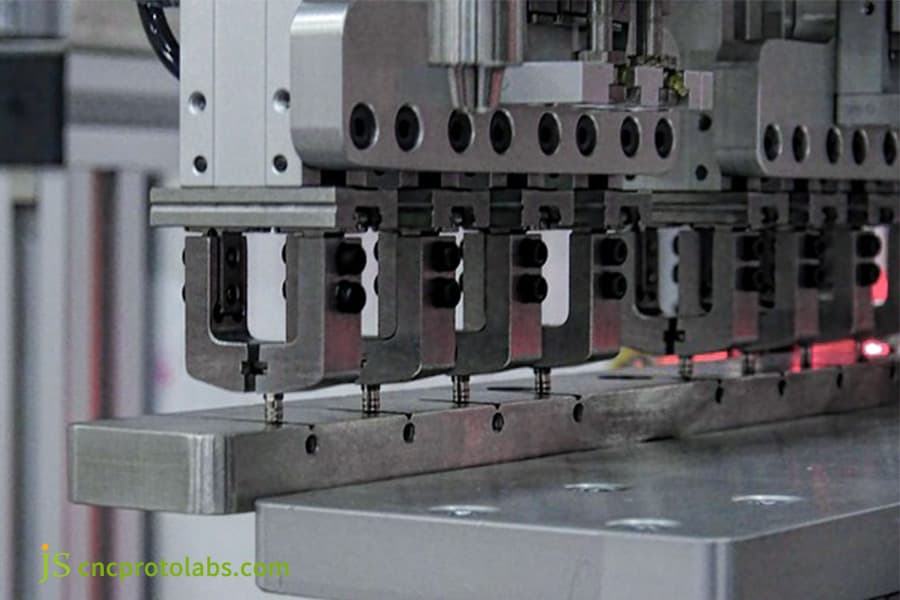
Рисунок 2. Крупным планом прецизионная автоматизированная система с несколькими инструментальными головками, расположенными над конвейером, что подчеркивает возможность высокоточного управления, возможного при роботизированном формовании вставок.
Как решить противоречие между легкостью и высокой жесткостью соединений роботов с помощью литья под давлением?
Благодаря научному выбору материалов и структурному проектированию, литье под давлением вставок не только удовлетворяет требованиям к легкости и высокой жесткости суставов роботов, но также решает проблему внутреннего растрескивания под напряжением, вызванного разницей КТР между металлом и пластиком, тем самым обеспечивая хороший компромисс между жесткостью и весом.
Устранение внутреннего напряжения, вызванного различиями в CTE
Алюминиевый сплав и обычный PA6 имеют совершенно разный КТР, поэтому весьма вероятно, что они подвергнутся внутреннему напряжению, и компонент сломается при изменении температуры.
При литье вставок под давлением используются материалы PEEK или PPA, армированные на 30–40 % углеродным волокном, что снижает КТР пластика до 20–30 ppm/°C. Это предотвращает растрескивание при проведении термоциклических испытаний от -40°C до 120°C, а опора обладает высокой жесткостью для изготовленные на заказ вставки для ног завершено.
Другими словами, это похоже на то, как два человека идут вместе. Если их шаги сильно различаются, они, скорее всего, потянут друг друга вниз и упадут. Синхронизация их шагов обеспечит стабильную и плавную ходьбу, а поломок удастся избежать.
Расчет толщины стенок и конструкция для снятия напряжений
Резкие изменения толщины пластиковой стенки рядом с металлическими вставками приводят к увеличению внутреннего напряжения.
Изменение переходной зоны толщины стенки (наклон 3) путем анализа текучести пресс-формы и вырезания канавок для снятия напряжений размером 0,2–0,3 мм на кромке пластины снижает пик остаточного напряжения с 35 МПа до менее 12 МПа, тем самым увеличивая срок службы детали.
| Тип материала | КТР (ppm/°C) | Применимые сценарии | Прочность на сдвиг (Н·м) | Плотность (г/см³) | Результаты испытаний на термоциклирование |
| Алюминиевый сплав | 23 | Металлическая вставка | 1200 | 2,7 | Нет значительной деформации |
| Обычный ПА6 | 80 | Обычные пластиковые детали | 350 | 1.14 | Склонен к растрескиванию |
| 30% ПЭЭК, армированный углеродным волокном | 22 | Высококачественное соединение роботов | 850 | 1,45 | Нет растрескивания |
| 30% PPA, армированный углеродным волокном | 28 | Промышленный робот | 780 | 1,38 | Нет растрескивания |
| Закаленный PA66 | 35 | Соединение с высокой нагрузкой | 620 | 1.18 | Небольшая деформация |
Чтобы понять разницу в стоимости вставить литье под давлением Для различных материалов свяжитесь с нами, чтобы получить бесплатный выбор материалов и таблицу сравнения стоимости, которая поможет вам быстро сделать оптимальный выбор.
Как эффективно управлять производственными затратами и доходностью в процессе формования нестандартных вставок?
Изготовление индивидуальных вставок позволит вам найти баланс между себестоимостью производства и выходом продукции за счет автоматизации производства и оптимизации процесса.
Благодаря использованию автоматизированной системы размещения вставок и анализа потока пресс-формы для определения наилучшего расположения литников время цикла производства единичных изделий может быть сокращено на 30 %, а уровень брака сохраняется ниже 2 %.
Преимущества автоматизации и анализа потока пресс-формы
JS Precision оснащен 6-осевым роботом для автоматического размещения пластин, точность позиционирования которого составляет 0,02 мм.
С помощью анализа текучести пресс-формы, который определяет оптимальную скорость наполнения во избежание перекоса вставок, эта комбинация гарантирует высокий выход продукции в крупных масштабах - более 98,5% для услуг по формованию вставок.
Кроме того, общие затраты на 20-30% ниже, чем при использовании традиционных методов.
Стратегии срока службы и обслуживания пресс-форм: их влияние на стоимость единичного изделия
Армирующие материалы, такие как стекловолокно/углеродное волокно, ускоряют износ форм. JS Precision выбирает закаленную сталь (HRC 52-58) для изготовления форм и выполняет точный ремонт каждые 50 000 циклов, чтобы продлить срок службы формы до более чем 1 миллиона циклов.
Это значительно снижает стоимость пресс-формы для литья под давлением на 40%.
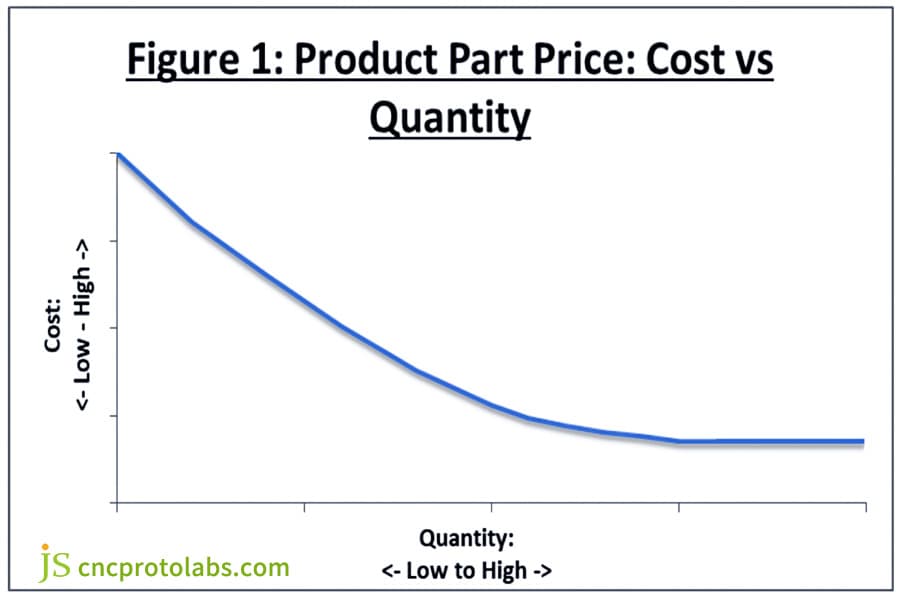
Рисунок 3. Линейный график под названием «Цена детали продукта: стоимость в зависимости от количества», показывающий снижение себестоимости единицы продукции по мере увеличения объема производства в производственном процессе.
Как оптимизировать сопротивление сдвигу формованных вставок для соединений с высокими нагрузками?
Высоконагруженный шарнир робота испытывает очень высокий крутящий момент в течение очень короткого периода времени при экстренном торможении, особенно шарнир робота с высокой нагрузкой. Литые со вставками , изменив форму вставки и толщину накладки, увеличить сопротивление сдвигу более чем до 500 Нм , чтобы граница раздела пластика и металла не разделялась.
Конструкция конструкции против отделения
Во время экстренного торможения мгновенный крутящий момент шарнира, нагруженного высокой нагрузкой, может достигать 300 % от номинального значения.
Изготовленное по индивидуальному заказу формование вставки за счет выполнения противовращательных канавок или алмазной накатки на вставке более чем на 30% увеличивает площадь контактной поверхности, благодаря чему усилие выдергивания увеличивается с 800 Н до более чем 1500 Н и предотвращается отсоединение вставки.
Вклад ударной вязкости пластиковой матрицы в динамическое сопротивление сдвигу
Обычно хрупкие пластмассы не выдерживают высоких нагрузок. Вы можете использовать закаленный PA66 (ударная вязкость с надрезом 15 кДж/м) или PEEK, чтобы гарантировать, что после 100 000 циклов переменных сдвиговых нагрузок формованные вставки сохранят 95% своего усилия выдергивания, тем самым гарантируется стабильная работа соединения.
Если у вас есть потребность в оптимизации сопротивления сдвигу соединений роботов, работающих под высокими нагрузками, свяжитесь с нашей технической командой для получения индивидуальной профессиональной консультации и решений.
Пример использования JS Precision: модернизация пресс-формы для локтевого сустава робота для совместной работы
Практические примеры — отличный способ «визуально» подчеркнуть преимущества услуг по формованию методом вставки. Если хотите, вот обновленная версия специального решения для формования вставок от JS Precision для компании, занимающейся коллаборативными роботами.
Внимательно просматривая каждую ситуацию, вы поймете , как JS Precision устраняет болевые точки клиентов и обеспечивает конкурентоспособность своих клиентов за счет
Возникшие проблемы
Основное изделие клиента — локтевой сустав — изначально изготавливалось из Фрезерованный на станке с ЧПУ алюминиевый сплав после этого прикручиваем и собираем пластиковый корпус.
В тесте на долговечность после 30 000 циклов скорость спада крутящего момента достигла более 15%, а общая повторяемость машины (0,05 мм) была выше проектной спецификации 0,02 мм. В результате теста доходность составила всего 85% при себестоимости единицы продукции в 11,2 доллара, что было неконкурентоспособно.
Решение
Решение по модернизации специального пресс-формы, которое компания JS Precision разработала для клиента, возникло в результате всестороннего изучения проблем клиента, которые ему необходимо было решить в процессе разработки решения.
1. Единое позиционирование вставки:
Три металлические вставки, корпус подшипника, стойка для крепления троса и резьбовая втулка расположены в одном пространстве формы , что создает единую опорную точку для их позиционирования и устраняет все накопленные допуски на нескольких этапах производства.
2. Выбор совместимых материалов:
В качестве материала для литья под давлением вставки используется ПК-материал, на 30 процентов армированный углеродным волокном. В системе используется охлаждающий пластик для создания силы зажима на 360 градусов , которая заменяет традиционное оборудование для фиксации винтов и устраняет проблемы снижения крутящего момента и осевого ослабления.
3. Автоматизированная производственная линия:
В роботизированной производственной линии для формования вставок используются 6-осевые роботы для автоматического размещения вставок, точность позиционирования которых составляет ±0,02 мм. Система использует анализ Moldflow для определения оптимальных мест расположения ворот, что обеспечивает ежедневное производство 500 комплектов при сохранении точности позиционирования CPK ≥ 1,33.
4. Оптимизированная DFM и пресс-формы:
Услуги по проектированию технологичности DFM помогают улучшить конструкцию вставок посредством своих услуг по проектированию, которые создают лучшую структуру для систем вставок, а также лучшие способы переключения между пластиковыми секциями стенок и лучшие способы создания канавок для снятия напряжений.
Наша компания использует закаленную сталь (HRC 52-58) для производства форм, которые помогают продлить срок службы формы, одновременно снижая затраты, которые необходимо платить с течением времени.
Окончательные результаты
Обновленный продукт предлагает нашим клиентам комплексные улучшения:
- Измерение соосности суставов уменьшилось с 0,05 миллиметров до 0,008 миллиметров, а общее измерение повторяемости увеличилось с ±0,05 миллиметров до ±0,01 миллиметров.
- Уровень сохранения крутящего момента после 100 000 циклов достигал минимум 98 процентов , что намного превосходило 85-процентное сохранение исходного решения после 30 000 циклов.
- Себестоимость единицы продукции снизилась до $8,7 (снижение на 22%), доходность выросла до 98%, а объем заказов клиентов увеличился на 40% по сравнению с аналогичным периодом прошлого года.
Если вы также сталкиваетесь с такими болями, как недостаточная точность соединения робота, снижение крутящего момента и высокие затраты, пожалуйста, отправьте чертежи вашего продукта и подробные требования. Мы подберем для вас индивидуальное решение для формования вставок и предоставим бесплатное ценовое предложение.
Часто задаваемые вопросы
В1: Что такое индивидуальная вставка?
Формование вставок по индивидуальному заказу означает технологию формования, которая предварительно размещает металлические вставки в форме и заливает их расплавленным пластиком, чтобы они стали едиными. Это также устранит зазоры при сборке и соединение робота станет более стабильным.
Вопрос 2: Являются ли услуги по формованию вставок более дорогими, чем традиционная сборка?
Затраты на пресс-формы для услуг по формованию вставок изначально немного дороже, но благодаря массовому производству, меньшему количеству процессов и более высокому выходу общая стоимость может быть на 20–30% меньше, что в долгосрочной перспективе является более выгодным вариантом.
Вопрос 3. Какие материалы, используемые в качестве вставок, наиболее популярны для соединений роботов?
Нержавеющая сталь и алюминиевый сплав являются основными материалами вставок в роботизированных соединениях, которые затем сочетаются с матрицами из PEEK, PC/ABS или нейлона, армированного углеродным волокном, для обеспечения жесткости и легкости.
Вопрос 4. Что такое кумулятивная толерантность и как ее решить?
Совокупный допуск – это сумма всех ошибок, допущенных в нескольких операциях сборки. Изготовленная по индивидуальному заказу формовочная вставка может полностью устранить его , используя унифицированные эталоны пресс-форм и однократное формование .
В5: детали робота какого размера вы можете обрабатывать?
JS Precision владеет машинами для литья под давлением с усилием смыкания 30–550 тонн и может вмещать от микродатчиков размером 0,5 мм до крупногабаритных шарнирных манипуляторов для совместных роботов и т. д. Таким образом, мы можем удовлетворить различные требования к продукции.
Вопрос 6: Что такое DFM (Проектирование для технологичности)?
DFM — это подход к оптимизации конструкции изделия перед открытием формы, который помогает выявить и устранить риски, такие как смещение вставки и следы усадки . Кроме того, это также повышает производительность производства и одновременно снижает себестоимость изготовления индивидуальных вставок.
В7: Каков типичный срок доставки услуги по формованию вставок для робототехники?
Услуги по формованию вставок робототехники изготовление пресс-форм занимает около 4-6 недель, при этом быстрый срок доставки составляет 7-15 рабочих дней при массовом производстве.
Вопрос 8. Вызывает ли армирование углеродным волокном значительный износ формы?
Армирование углеродным волокном действительно приводит к сильному износу формы. JS Precision — одна из компаний, использующих литейную сталь высокой твердости с износостойким покрытием, что гарантирует отсутствие потери точности в течение 500 000 циклов формования.
Краткое содержание
Изготовление индивидуальных вставок — одна из важнейших технологий повышения точности и надежности соединений роботов. Он устраняет микронные зазоры, накопленные допуски и проблемы соответствия CTE, обеспечивая тем самым идеальный баланс точности, надежности и стоимости, что, в свою очередь, повышает конкурентоспособность вашей продукции.
Если вы ищете партнера по оказанию услуг по формованию вставок с возможностями высокоточного изготовления пресс-форм и опытом обработки высокоэффективных полимеров (ПЭЭК/углеродное волокно), пожалуйста, немедленно свяжитесь с JS Precision .
Мы работаем от проектирования DFM до массового производства, что позволяет вам создавать более легких, сильных и точных роботов.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 15 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

