
Moulage d'insert personnalisé est souvent la cause directe d'un écart de positionnement excessif à l'extrémité de l'extension du bras dans les équipements de précision tels que les robots collaboratifs ou les robots chirurgicaux, en raison de l'écart d'assemblage au niveau micrométrique au niveau des pièces articulaires.
Face à un assemblage complexe d'inserts multimétalliques, le processus traditionnel consistant à traiter d'abord les pièces métalliques, puis à les assembler au moyen de vis ou de pressage implique non seulement de longues procédures, mais présente également des dangers cachés d'usure par micro-mouvement et d'atténuation du couple dans le mouvement alternatif à haute fréquence des robots.
Cet article expliquera comment le moulage par insert personnalisé résout fondamentalement ces problèmes de défaillance mécanique, le moulage par insert étant le processus principal qui parcourra le contenu principal de l'article entier.
Aperçu de la réponse principale
| Dimensions principales | Solution technique | Avantages clés |
| Processus d'assemblage | Les services de moulage par insertion remplacent la post-installation traditionnelle. | Élimine les écarts au niveau du micron, résout le desserrage axial et l'atténuation du couple. |
| Contrôle de tolérance | Moules de précision et positionnement en un seul coup. | Élimine les tolérances cumulatives, garantissant une précision d'assemblage de ± 0,01 mm. |
| Propriétés des matériaux | Conception assortie CTE et matériaux renforcés en fibre de carbone. | Équilibre légèreté et rigidité élevée , réduit le risque de fissuration sous contrainte interne. |
| Efficacité de production | DFM de bout en bout et production automatisée. | Améliore le rendement à 98 %+, réduit les coûts d'assemblage multi-processus. |
Principales conclusions
- Les articulations des robots fonctionnent avec précision :
Le moulage par insert personnalisé est un excellent moyen non seulement d'améliorer la précision de travail des effecteurs terminaux des robots, mais également de supprimer ces espaces d'assemblage.
- La structure détermine la fiabilité :
Au lieu d'un verrouillage mécanique, la force de serrage du retrait du plastique agit comme une surface pour arrêter complètement le détachement de la plaquette, même sous de lourdes charges.
- La conception entraîne le coût :
Pour maintenir un niveau plus élevé de coûts de traitement des métaux et de rendement du moulage par injection, un facteur clé est de choisir un partenaire de moulage par injection d'inserts qui possède les capacités de fabrication de moules de haute précision .
Pourquoi faire confiance aux services de moulage par insertion ? L'expertise de JS Precision en composants personnalisés
Lorsque vous recherchez des méthodes fiables de fabrication de joints robotisés, faire appel à une entreprise de moulage d'inserts qualifiée telle que JS Precision garantira bien sûr la réussite de l'exécution de votre projet.
L’avancée technologique de ce procédé clé déterminera presque entièrement le niveau de performance des articulations de votre robot et constitue donc un facteur clé de l’excellente qualité de votre produit.
En faisant appel au personnel hautement expérimenté de JS Precision dans le moulage d'inserts personnalisés depuis plus de 15 ans, vous pouvez recevoir des solutions personnalisées très bien adaptées aux domaines sophistiqués tels que les robots collaboratifs et chirurgicaux.
De plus, grâce à notre solide base technique et à notre réelle expérience professionnelle auprès de plus de 300 entreprises mondiales de robotique, la fabrication de vos joints robotisés sera plus fiable et sans aucun souci technologique.
Grâce à un contrôle qualité rigoureux à chaque étape, JS Precision garantit que les joints de votre robot, depuis la construction du moule, le choix des matériaux jusqu'à la production automatisée, sont tous conformes aux Normes de fabrication de qualité médicale ISO 13485 , répondant ainsi confortablement aux normes de qualité les plus élevées sans aucun coût supplémentaire pour l'optimisation de la conformité.
Si vous êtes confronté au problème de l'atténuation du couple articulaire provoqué par les processus d'assemblage traditionnels (comme une entreprise de robots collaboratifs de renommée mondiale qui connaît un taux d'atténuation du couple de 25 % après 2 000 cycles, ce qui ne peut pas répondre aux exigences de durabilité de qualité industrielle), grâce à notre solution de moulage par insert personnalisée, vous pouvez réaliser des avancées similaires :
L'optimisation de la structure de moletage de l'insert et, deuxièmement, l'utilisation d'un matériau PEEK renforcé à 30 % de fibres de carbone, non seulement doublant la rétention du couple, mais contrôlant également la dégradation à moins de 2 % après 100 000 cycles, et un rendement stable de 98,5 % résout complètement le problème de durabilité du produit et améliore en même temps la compétitivité du produit sur le marché.
De plus, notre équipement de production de pointe et notre équipe technique expérimentée chez JS Precision peuvent vous aider à réaliser différentes exigences de traitement, des micro-insertions de 0,5 mm aux grands joints.
Nous disposons d'une large gamme de machines de moulage par injection de 30 tonnes à 550 tonnes et d'une capacité de fabrication de moules avec une précision de 0,005 mm, ce qui est capable de répondre aux équipements haut de gamme les plus exigeants tels que les robots chirurgicaux.
Le placement automatique robotisé des plaquettes à 6 axes avec une précision de positionnement de 0,02 mm vous aide à minimiser les erreurs humaines, à augmenter l'efficacité de la production, à raccourcir vos délais de livraison et à réduire les coûts de production.
Si vous souhaitez acquérir une compréhension de base de la manière dont le moulage par insert personnalisé s'adapte à votre projet commun de robot, vous pouvez télécharger notre livre blanc de l'industrie pour comprendre rapidement les principaux points du processus et les témoignages de réussite des clients.
Pourquoi choisir les services de moulage par insert plutôt que les processus d'assemblage traditionnels ?
Le moulage par insertion, étant un processus plus avantageux, est celui qui remplace lentement les processus de rénovation traditionnels.
Les petits écarts d'assemblage au niveau du micron dans les procédures traditionnelles entraînent une usure par frottement lors des mouvements articulaires du robot à haute fréquence . Le moulage par insert tire parti de la force de serrage du refroidissement et de la contraction du plastique pour produire une liaison sans écart et éliminer complètement le desserrage axial et l'atténuation du couple.
En conséquence, la durabilité des joints est grandement améliorée et les coûts de maintenance sont considérablement réduits.
Différences de propriétés mécaniques : du verrouillage mécanique à la liaison au niveau moléculaire
Généralement, dans les processus de rénovation traditionnels, l'insert métallique est séparé de 5 à 15 µm de la coque en plastique.
Cela pourrait entraîner une usure par frottement et un désengagement des vis lorsque l'articulation du robot effectue des mouvements alternatifs à haute fréquence de 180°. Services de moulage par insertion appuyez sur le plastique fondu autour de l'insert à haute température et pression.
Une fois le plastique refroidi, une force de serrage uniforme à 360° sera générée , augmentant la rétention du couple de plus de 40 % et le métal et le plastique seront liés de manière stable au niveau moléculaire.
Évitement des modes de défaillance : résolution des problèmes de perte de couple
- Points douloureux des processus traditionnels :
Traditionnellement, au cours d'une série de 2 000 cycles ou lors d'un freinage d'urgence ou d'une surcharge du robot, la diminution du couple peut entraîner une réduction drastique de 25 % de la précision et de la sécurité du robot.
- Solution optimisée :
Afin d'obtenir une connexion durable, le moulage d'insert personnalisé original modifie la structure moletée de l'insert de sorte que la force de cisaillement soit partagée par la matrice en plastique et que la stabilité de la connexion soit maintenue dans des conditions de charge dynamique à long terme.
- Résultats d'optimisation :
En plus d'augmenter la durée de vie de fonctionnement continu d'environ 100 000 cycles, si l'articulation du robot après optimisation, le taux de rétention du couple est toujours supérieur à 95 % et le problème de perte de couple a été complètement éliminé.
| Type de processus | Écart d'assemblage (μm) | Taux de décroissance du couple après 2000 cycles (%) | Taux de rétention de couple après 100 000 cycles (%) | Nombre d'étapes d'assemblage | Coût unitaire (USD) |
| Processus traditionnel de post-assemblage | 5-15 | 25 | En dessous de 85 | 4-6 | 12,5 |
| Services de moulage par insertion | 0 | En dessous de 5 | Au dessus de 95 | 1 | 8.9 |
| Service de moulage par insertion robotique | 0 | En dessous de 3 | Au-dessus de 98 | 1 | 9.2 |
| Moulage par injection d'inserts | 0 | En dessous de 4 | Au-dessus de 97 | 1 | 8.7 |

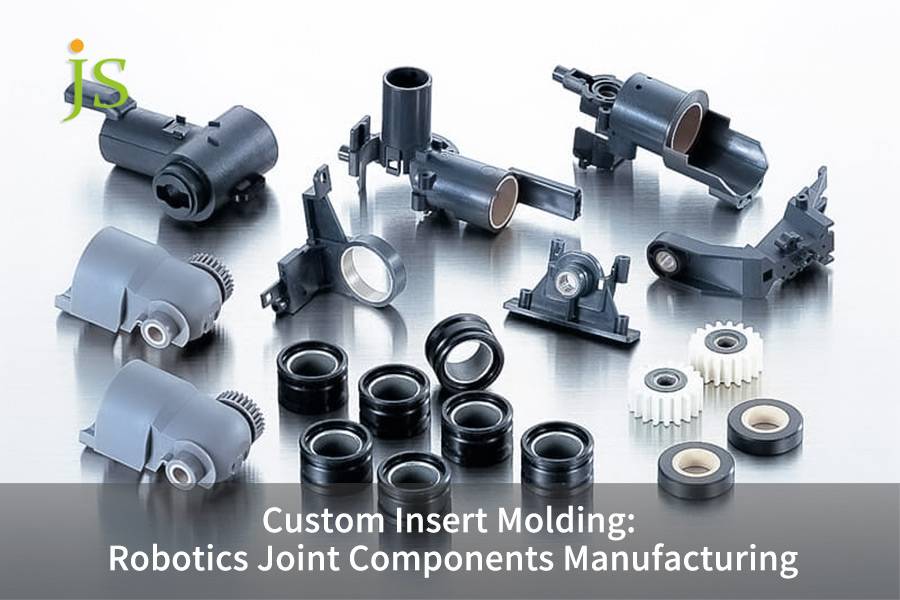
Figure 1 : Quatre luminaires symétriques en plastique noir avec inserts métalliques dorés et argentés intégrés, soigneusement disposés sur un fond blanc, démontrant des composants potentiellement destinés à des assemblages de joints robotisés.
Comment les solutions de moulage par insert peuvent-elles atteindre un contrôle de tolérance plus strict pour les joints de robots complexes ?
La méthode de moulage unique de solutions de moulage d'inserts répond aux exigences strictes de précision dont les articulations robotiques complexes ont besoin pour fonctionner avec précision.
Le système permet un positionnement précis des inserts métalliques grâce à un système de moule unique de haute précision qui évite les erreurs dues à plusieurs étapes de fabrication, ce qui entraîne une précision d'assemblage après moulage par injection qui reste dans la plage de ± 0,01 mm , garantissant ainsi que les robots maintiennent le positionnement exact de leurs effecteurs finaux.
Éliminer les tolérances cumulatives
1. Limites des processus traditionnels :
Les articulations des robots collaboratifs sont généralement constituées de 3 à 5 composants métalliques de précision.
En utilisant les méthodes conventionnelles de production indépendante et d'assemblage ultérieur, l'erreur introduite à chaque étape est généralement d'environ 0,008 mm et ces erreurs totalisent un niveau qui dépasse de loin les spécifications de conception.
Pour que ce soit plus clair, c'est similaire à l'empilement de blocs dans le sens où si chaque bloc est un peu décentré, la tour entière va pencher et pourrait même tomber.
2. Insérer une logique d'optimisation du moulage :
Les solutions de moulage d'inserts unifient la référence de positionnement de tous les inserts dans le moule, évitant ainsi dès le départ l'accumulation d'erreurs provenant de plusieurs processus.
3. Réalisation de précision :
La précision de position relative de chaque insert peut être contrôlée via une référence unifiée qui produit des résultats qui maintiennent la précision à ± 0,01 mm, ce qui répond à la norme de répétabilité ≤ 0,02 mm pour l'effecteur final du bras du robot selon le Norme ASTM D638-14 .
Exigences de précision spécifiques aux robots chirurgicaux
Les pointes des instruments chirurgicaux dans le cas des robots chirurgicaux obtiennent leur mouvement réel à partir des micro-mouvements répondus des articulations du robot. Le service de moulage d'inserts robotiques peut produire des micro-inserts robotiques supérieurs à 0,5 mm avec un écart de coaxialité du connecteur inférieur à 0,005 mm pour 2 millions de cycles sans problème répondant aux exigences de qualité médicale.
Comment le service de moulage d’inserts robotiques parvient-il à contrôler la coaxialité au niveau micrométrique ?
Le service de Robotics Insert Molding Service fonctionne avec précision pour obtenir un contrôle au micron de la coaxialité des composants du réducteur de robot grâce à son équipement de pointe qui utilise des systèmes de positionnement et de surveillance de haute précision.
Le système utilise un système de guidage du moule de haute précision ainsi que des capteurs de déplacement dans le moule pour suivre le mouvement de l'insert à tout moment tout en maintenant un contrôle de coaxialité qui reste dans la limite de 3 μm.
Positionnement de précision et surveillance en temps réel
Une diminution de l'efficacité de la transmission ainsi qu'un processus d'usure accéléré se produiront si l'assemblage entre les roues rigides et flexibles dans les réducteurs d'harmoniques présente un écart de coaxialité supérieur à 5 μm.
Le système de service de moulage d'inserts robotisés utilise le positionnement de la sonde dans le moule avec un système de contrôle en boucle fermée pour garantir que les inserts moulés restent fixes pendant la pression d'injection , tout en contrôlant l'écart de position d'intégration à ± 0,005 mm.
Une insertion réussie nécessite un alignement précis entre le trou de l’aiguille et l’extrémité du fil, selon l’expression courante concernant l’enfilage d’une aiguille.
Le contrôle de coaxialité fonctionne comme un système qui maintient un alignement constant entre le « trou de l'aiguille » et « l'extrémité du fil » pour arrêter les problèmes de désalignement qui entraînent des bourrages et de l'usure.
Si vous avez des exigences en matière de contrôle de coaxialité pour les composants du réducteur de robot, veuillez soumettre vos exigences détaillées et nous personnaliserons pour vous une solution de service de moulage d'inserts robotiques dédiée.
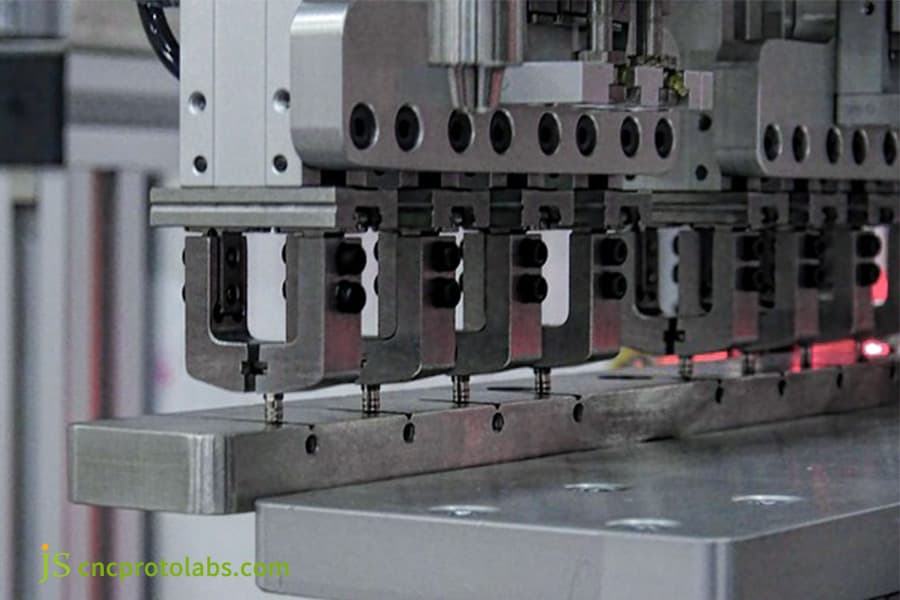
Figure 2 : Gros plan d'un système automatisé de précision avec plusieurs têtes d'outils alignées sur un convoyeur, mettant en évidence le contrôle de haute précision possible dans le moulage d'inserts robotisé.
Comment résoudre la contradiction entre la légèreté et la haute rigidité des joints de robot grâce au moulage par injection par insert ?
Grâce à la sélection scientifique des matériaux et à la conception structurelle, le moulage par injection d'inserts satisfait non seulement aux exigences de légèreté et de rigidité élevée des joints de robots, mais résout également le problème de fissuration sous contrainte interne provoquée par la différence de CTE entre le métal et le plastique, obtenant ainsi un bon compromis entre rigidité et poids.
Éliminer le stress interne résultant des différences de CTE
L'alliage d'aluminium et le PA6 normal ont un CTE assez différent, ce qui rend très probable qu'ils subissent des contraintes internes et que le composant se brise lorsqu'ils sont soumis à des changements de température.
Le moulage par injection par insert utilise 30 à 40 % de matériaux PEEK ou PPA renforcés de fibres de carbone, réduisant le CTE du plastique à 20 à 30 ppm/°C. Cela évite les fissures lors des tests de cyclage thermique de -40°C à 120°C, et le support à haute rigidité pour inserts de pied moulés sur mesure est accompli.
En d’autres termes, c’est comme si deux personnes marchaient ensemble. Si leurs pas diffèrent beaucoup, ils risquent de se tirer mutuellement vers le bas et de tomber. La synchronisation de leurs pas permet d'obtenir une marche stable et fluide, et la casse sera évitée.
Conception de l'épaisseur de paroi et structure de soulagement des contraintes
Des variations drastiques de l'épaisseur de la paroi en plastique à côté des inserts métalliques entraînent des contraintes internes plus importantes.
Les modifications de la zone de transition d'épaisseur de paroi (pente 3) par analyse du flux de moule et découpe de rainures de soulagement des contraintes de 0,2 à 0,3 mm au niveau du bord de l'insert abaissent le pic de contrainte résiduelle de 35 MPa à moins de 12 MPa, augmentant ainsi la durée de vie du composant.
| Type de matériau | ETC (ppm/°C) | Scénarios applicables | Résistance au cisaillement (N·m) | Densité (g/cm³) | Performance des tests de cyclage thermique |
| Alliage d'aluminium | 23 | Insertion métallique | 1200 | 2.7 | Aucune déformation significative |
| PA6 ordinaire | 80 | Pièces en plastique ordinaires | 350 | 1.14 | Sujet à la fissuration |
| PEEK renforcé à 30 % de fibres de carbone | 22 | Joint de robot haut de gamme | 850 | 1,45 | Pas de fissure |
| PPA renforcé à 30 % de fibres de carbone | 28 | Joint de robot industriel | 780 | 1,38 | Pas de fissure |
| PA66 renforcé | 35 | Joint à charge élevée | 620 | 1.18 | Légère déformation |
Pour comprendre les différences de coûts de moulage par injection d'inserts pour différents matériaux, veuillez nous contacter pour obtenir gratuitement une sélection de matériaux et un tableau de comparaison des coûts afin de vous aider à faire rapidement le choix optimal.
Comment gérer efficacement les coûts de production et le rendement pendant le processus de moulage par insert personnalisé ?
Le moulage par insert personnalisé vous permettra de trouver un équilibre entre coût de production et rendement en automatisant la production et en optimisant le processus.
En intégrant un système automatisé de placement des inserts et une analyse du flux de moule pour déterminer le meilleur emplacement de porte, le temps de cycle de production d'une seule pièce peut être raccourci de 30 %, tandis que les taux de rebut sont maintenus en dessous de 2 %.
Avantages de l'automatisation et de l'analyse des flux de moules
JS Precision est équipé d'un robot à 6 axes pour le placement automatisé des inserts, qui a une précision de positionnement de 0, 02 mm.
À l'aide de l'analyse du flux de moule, qui détermine la meilleure vitesse de remplissage pour éviter un désalignement des inserts, cette combinaison garantit un rendement de production élevé à grande échelle de plus de 98,5 % pour les services de moulage d'inserts.
De plus, elle entraîne des coûts globaux inférieurs de 20 à 30 % à ceux des méthodes traditionnelles.
Stratégies de durée de vie et de maintenance des moules : leur effet sur les coûts d'une seule pièce
Les matériaux de renfort tels que la fibre de verre/fibre de carbone accélèrent l'usure des moules. JS Precision opte pour l'acier trempé (HRC 52-58) pour fabriquer des moules et effectue des réparations de précision tous les 50 000 cycles pour prolonger la durée de vie du moule à plus d'un million de cycles.
Cela réduit considérablement le coût du moule par pièce du moulage par injection d'inserts de 40 %.
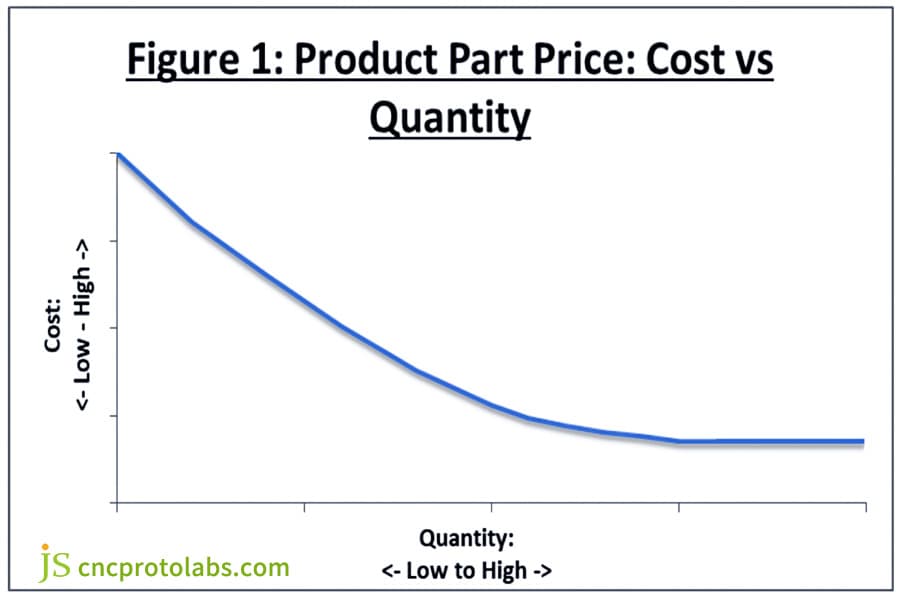
Figure 3 : Un graphique linéaire intitulé « Prix des pièces du produit : coût par rapport à la quantité » montrant la diminution du coût unitaire à mesure que le volume de production augmente dans un processus de fabrication.
Comment optimiser la résistance au cisaillement des insertions moulées pour les joints à charge élevée ?
Les articulations à charge élevée dans les robots subissent un couple très élevé pendant une très courte période lors d'un freinage d'urgence, en particulier les articulations de robot à charge élevée. Moulé en inserts , en modifiant la forme de l'insert et l'épaisseur du revêtement, augmentez la résistance au cisaillement à plus de 500 Nm , afin que l'interface plastique et métal ne se sépare pas.
Conception de structure anti-détachement
Lors d'un freinage d'urgence, le couple instantané d'un joint à forte charge peut atteindre 300 % de la valeur nominale.
Le moulage d'inserts personnalisés, en réalisant des rainures anti-rotation ou un moletage en diamant sur l'insert, augmente de plus de 30 % la surface de contact, augmentant ainsi la force d'extraction de 800 N à plus de 1 500 N et évitant le détachement de l'insert.
Contribution de la ténacité de la matrice plastique à la résistance dynamique au cisaillement
Normalement, les plastiques fragiles ne supportent pas de charges élevées. Vous pouvez utiliser du PA66 trempé (résistance aux chocs crantés de 15 kJ/m) ou du PEEK pour garantir qu'après 100 000 cycles de charges de cisaillement alternées , les inserts moulés conservent toujours 95 % de leur force d'extraction, garantissant ainsi un fonctionnement stable des joints.
Si vous avez besoin d'optimiser la résistance au cisaillement des joints de robots à charge élevée, veuillez contacter notre équipe technique pour une consultation professionnelle individuelle et des solutions.
Étude de cas JS Precision : mise à niveau du moulage par insertion pour l'articulation coudée d'un robot collaboratif
Les études de cas opérationnels sont un excellent moyen de mettre en évidence « visuellement » les avantages des services de moulage par insertion. Si vous le souhaitez, voici une mise à niveau d'une solution de moulage par insert personnalisée par JS Precision pour une entreprise de robots collaboratifs.
En parcourant attentivement chaque situation, vous comprendrez comment JS Precision fait disparaître les problèmes des clients et offre la compétitivité de leurs clients grâce à
Défis rencontrés
Le produit principal du client - l'articulation du coude - était initialement constitué de Alliage d'aluminium fraisé CNC on visse ensuite et on assemble la coque en plastique.
Lors du test de durabilité, après 30 000 cycles, le taux de perte de couple a atteint plus de 15 % et la répétabilité globale de la machine (0,05 mm) était supérieure à la spécification de conception de 0,02 mm. À la suite du test, le taux de rendement n'était que de 85 %, avec un coût unitaire de 11,2 $, ce qui n'était pas compétitif.
Solution
La solution de mise à niveau de moulage par insert personnalisée développée par JS Precision pour le client est née d'un examen approfondi des problèmes du client qu'il devait résoudre via le processus de développement de la solution.
1. Positionnement unifié des inserts :
Les trois inserts métalliques portant le boîtier, la tige de fixation de câble et la bague filetée existent dans un seul espace de moule, ce qui crée un point de référence unique pour leur positionnement et supprime toutes les tolérances accumulées au cours de plusieurs étapes de fabrication.
2. Sélection des matériaux compatibles :
Le matériau pour le moulage par injection d'inserts utilise un matériau PC renforcé à 30 % de fibres de carbone. Le système utilise du plastique de refroidissement pour créer une force de serrage à 360 degrés qui remplace l'équipement de fixation à vis traditionnel et élimine les problèmes de perte de couple et de desserrage axial.
3. Ligne de production automatisée :
La ligne de production automatisée du service de moulage d'inserts robotisés utilise des robots à 6 axes pour le placement automatique des inserts qui atteignent une précision de positionnement de ± 0,02 mm. Le système utilise l'analyse Moldflow pour déterminer les emplacements de portes optimaux permettant une production quotidienne de 500 ensembles tout en maintenant une précision de positionnement de CPK ≥ 1,33.
4. DFM et moules optimisés :
Les services de conception de fabricabilité DFM contribuent à améliorer la conception d'insertion grâce à leurs services de conception qui créent une meilleure structure pour les systèmes d'insertion et de meilleures façons de passer d'une section de mur en plastique à une autre et de meilleures façons de créer des rainures de soulagement des contraintes.
Notre entreprise utilise de l'acier trempé (HRC 52-58) pour fabriquer des moules qui contribuent à améliorer la durée de vie des moules tout en réduisant les coûts à payer au fil du temps.
Résultats finaux
Le produit mis à niveau a offert des améliorations complètes à nos clients :
- La mesure de coaxialité commune a diminué de 0,05 millimètres à 0,008 millimètres tandis que la mesure de répétabilité globale a augmenté de ±0,05 millimètres à ±0,01 millimètres.
- Le taux de rétention du couple après 100 000 cycles a atteint un minimum de 98 pour cent, ce qui dépasse de loin les 85 pour cent de rétention de la solution originale après 30 000 cycles.
- Le coût unitaire a diminué à 8,7 $ (une réduction de 22 %), le rendement s'est amélioré à 98 % et le volume des commandes des clients a augmenté de 40 % d'une année sur l'autre.
Si vous êtes également confronté à des problèmes tels qu'une précision insuffisante des articulations du robot, une perte de couple et des coûts élevés, veuillez soumettre vos dessins de produits et des exigences détaillées. Nous personnaliserons pour vous une solution de moulage par insert personnalisée et vous fournirons un devis gratuit.
FAQ
Q1 : Qu’est-ce que le moulage par insertion personnalisé ?
Le moulage d'inserts personnalisés désigne une technologie de moulage qui prélocalise les inserts métalliques dans le moule et verse du plastique fondu autour d'eux, afin qu'ils soient intégrés. Cela supprimera également les espaces d’assemblage et un joint de robot sera plus stable.
Q2 : Les services de moulage par insert sont-ils plus chers que l'assemblage traditionnel ?
Les coûts de moulage pour les services de moulage par insert sont initialement un peu plus élevés, mais grâce à une production de masse, à des processus moindres et à un meilleur rendement, le coût total peut être inférieur de 20 à 30 %, ce qui est l'option la plus rentable à long terme.
Q3 : Quels matériaux utilisés comme inserts sont les plus populaires pour les articulations de robots ?
L'acier inoxydable et l'alliage d'aluminium sont les principaux matériaux d'insertion dans les articulations des robots, qui sont ensuite associés à des matrices en PEEK, PC/ABS ou en nylon renforcé de fibres de carbone pour maintenir rigidité et légèreté.
Q4 : Qu'est-ce que la tolérance cumulative et comment est-elle résolue ?
La tolérance cumulée est le total de toutes les erreurs commises lors de plusieurs opérations d'assemblage. le moulage par insertion personnalisé peut le supprimer complètement en utilisant des références de moule unifiées et un moulage en une seule fois .
Q5 : Quelles tailles de pièces de robot pouvez-vous gérer ?
JS Precision possède des machines de moulage par injection avec des forces de serrage de 30 à 550 tonnes et peuvent accueillir des micro-capteurs de 0,5 mm jusqu'aux bras articulés de robots collaboratifs de grande taille, etc. Nous sommes donc en mesure de répondre à différentes exigences de produits.
Q6 : Qu'est-ce que le DFM (Design for Manufacturability) ?
DFM est une approche d'optimisation de la conception des produits avant l'ouverture du moule qui aide à identifier et à éliminer les risques, tels que le désalignement des plaquettes et les marques de retrait . En plus de cela, cela améliore également le rendement de fabrication tout en réduisant le coût de production du moulage par insert personnalisé.
Q7 : Quel est le délai de livraison typique pour le service de moulage d’inserts robotisés ?
Service de moulage par insertion robotique fabrication de moules prend environ 4 à 6 semaines, avec un délai de livraison rapide de 7 à 15 jours ouvrables en cas de production de masse.
Q8 : Le renforcement en fibre de carbone provoque-t-il une usure importante du moule ?
Le renforcement en fibre de carbone entraîne en effet une forte usure du moule. JS Precision est l'une des entreprises qui utilisent de l'acier pour moules de haute dureté associé à un revêtement résistant à l'usure, qui garantit aucune perte de précision jusqu'à 500 000 cycles de moulage.
Résumé
Le moulage par insert personnalisé est l’une des technologies cruciales pour améliorer la précision et la fiabilité des joints robotisés. Il élimine les écarts de niveau micrométrique, les tolérances accumulées et les problèmes de correspondance CTE, atteignant ainsi un équilibre idéal entre précision, fiabilité et coût, ce qui, à son tour, augmente la compétitivité de vos produits.
Si vous recherchez un partenaire de services de moulage d'inserts doté de capacités de fabrication de moules de haute précision et d'une expérience dans le traitement de polymères haute performance (PEEK/fibre de carbone), veuillez contacter JS Precision immédiatement .
Nous travaillons depuis la conception DFM jusqu'à la production de masse, vous permettant ainsi de concevoir des robots plus légers, plus solides et plus précis.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 15 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

