
Kundenspezifisches Einsatzformteil ist häufig die direkte Ursache für übermäßige Positionierungsabweichungen am Ende der Armverlängerung bei Präzisionsgeräten wie kollaborativen Robotern oder chirurgischen Robotern aufgrund des Montagespalts im Mikrometerbereich an den Gelenkteilen.
Bei der komplexen Montage von Einsätzen aus mehreren Metallen ist der herkömmliche Prozess, bei dem zunächst Metallteile bearbeitet und dann durch Schrauben oder Pressen zusammengebaut werden, nicht nur mit langwierigen Verfahren verbunden, sondern birgt auch versteckte Gefahren von Mikrobewegungsverschleiß und Drehmomentabschwächung bei der hochfrequenten Hin- und Herbewegung von Robotern.
In diesem Artikel wird untersucht, wie kundenspezifisches Umspritzen diese mechanischen Fehlerprobleme grundsätzlich löst, wobei das Umspritzen als Kernprozess den Kerninhalt des gesamten Artikels durchzieht.
Übersicht über die Kernantworten
| Kernabmessungen | Technische Lösung | Hauptvorteile |
| Montageprozess | Insert-Molding-Dienste ersetzen die herkömmliche Nachinstallation. | Eliminiert Lücken im Mikrometerbereich, löst axiale Lockerung und Drehmomentdämpfung. |
| Toleranzkontrolle | Präzisionsformen und Single-Shot-Positionierung. | Eliminiert kumulative Toleranzen und gewährleistet eine Montagegenauigkeit von ±0,01 mm. |
| Materialeigenschaften | CTE-passendes Design und kohlenstofffaserverstärkte Materialien. | Vereint geringes Gewicht mit hoher Steifigkeit und verringert das Risiko von inneren Spannungsrissen. |
| Produktionseffizienz | Durchgängiges DFM und automatisierte Produktion. | Verbessert die Ausbeute auf über 98 % und reduziert die Montagekosten für mehrere Prozesse. |
Wichtigste Schlussfolgerungen
- Robotergelenke funktionieren durch Präzision:
Das kundenspezifische Umspritzen von Einsätzen ist eine großartige Möglichkeit, nicht nur die Arbeitspräzision von Roboter-Endeffektoren zu verbessern, sondern auch diese Montagelücken zu beseitigen.
- Struktur bestimmt Zuverlässigkeit:
Anstelle einer mechanischen Verriegelung dient die Schrumpfklemmkraft des Kunststoffs als Oberfläche, um ein Ablösen des Einsatzes selbst bei hoher Belastung vollständig zu verhindern.
- Design verursacht die Kosten:
Um die Metallverarbeitungskosten und die Spritzgussausbeute auf einem höheren Niveau zu halten, ist die Wahl eines Einlegespritzgusspartners, der über die entsprechenden Fähigkeiten verfügt, ein entscheidender Faktor Hochpräziser Formenbau .
Warum sollten Sie Insert Moulding Services vertrauen? Die Expertise von JS Precision im Bereich kundenspezifischer Komponenten
Wenn Sie auf der Suche nach zuverlässigen Methoden zur Herstellung von robotergestützten Verbindungen sind, ist die Zusammenarbeit mit einem erfahrenen Unternehmen für Umspritzformen wie JS Precision selbstverständlich eine Garantie für die erfolgreiche Umsetzung Ihres Projekts.
Die technologische Weiterentwicklung dieses Schlüsselprozesses bestimmt nahezu vollständig das Leistungsniveau Ihrer Robotergelenke und ist daher ein Schlüsselfaktor für die hervorragende Qualität Ihres Produkts.
Wenn Sie seit über 15 Jahren auf die äußerst erfahrenen Mitarbeiter von JS Precision im Bereich kundenspezifisches Einlegespritzen zurückgreifen, erhalten Sie möglicherweise maßgeschneiderte Lösungen, die sich sehr gut für anspruchsvolle Bereiche wie kollaborative und chirurgische Roboter eignen .
Dank unserer starken technischen Basis und unserer echten Berufserfahrung bei der Betreuung von mehr als 300 globalen Robotikunternehmen wird die Herstellung Ihrer Roboterverbindungen zuverlässiger und ohne technologische Bedenken.
Durch eine strenge Qualitätskontrolle in jeder Phase stellt JS Precision sicher, dass Ihre Roboterverbindungen, vom Formenbau über die Materialauswahl bis hin zur automatisierten Produktion, alle den Anforderungen entsprechen ISO 13485-Fertigungsstandards für medizinische Zwecke und erfüllen somit komfortabel höchste Qualitätsstandards ohne zusätzliche Kosten für Compliance-Optimierung.
Wenn Sie mit dem Problem der Gelenkdrehmomentdämpfung konfrontiert sind, die durch herkömmliche Montageprozesse verursacht wird (z. B. ein weltweit bekanntes Unternehmen für kollaborative Roboter, das nach 2000 Zyklen eine Drehmomentdämpfungsrate von 25 % verzeichnet, was die Haltbarkeitsanforderungen in Industriequalität nicht erfüllen kann), können Sie mit unserer maßgeschneiderten Einlegeformlösung ähnliche Durchbrüche erzielen:
Durch die Optimierung der Rändelstruktur des Einsatzes und zweitens durch die Verwendung von 30 % kohlefaserverstärktem PEEK-Material wird nicht nur die Drehmomenterhaltung verdoppelt, sondern auch der Abfall nach 100.000 Zyklen auf weniger als 2 % kontrolliert und eine stabile Ausbeute von 98,5 % erreicht, was das Problem der Produkthaltbarkeit vollständig löst und gleichzeitig die Wettbewerbsfähigkeit des Produkts auf dem Markt verbessert.
Darüber hinaus können Ihnen unsere branchenführenden Produktionsanlagen und unser erfahrenes technisches Team bei JS Precision dabei helfen, unterschiedliche Verarbeitungsanforderungen von 0,5-mm-Mikroeinfügungen bis hin zu großen Verbindungen umzusetzen.
Wir verfügen über eine breite Palette an Spritzgussmaschinen von 30 bis 550 Tonnen und können Formen mit einer Präzision von 0,005 mm herstellen, die auch den anspruchsvollsten High-End-Geräten wie chirurgischen Robotern gerecht werden.
Die automatische 6-Achsen-Roboter-Einsatzplatzierung mit einer Positionierungsgenauigkeit von 0,02 mm hilft Ihnen, menschliche Fehler zu minimieren, die Produktionseffizienz zu steigern, Ihre Lieferzeiten zu verkürzen und Produktionskosten zu senken.
Wenn Sie ein grundlegendes Verständnis dafür erlangen möchten, wie kundenspezifisches Einlegespritzen zu Ihrem Roboter-Verbindungsprojekt passt, können Sie unser Branchen-Whitepaper herunterladen, um schnell die wichtigsten Prozesspunkte und Kundenerfolgsgeschichten zu verstehen.
Warum sollten Sie sich für Insert-Molding-Services anstelle herkömmlicher Montageprozesse entscheiden?
Das Einlegeformen-Verfahren ist ein vorteilhafteres Verfahren, das die traditionellen Nachrüstverfahren langsam verdrängt.
Kleine Montagespalte im Mikrometerbereich führen bei herkömmlichen Verfahren zu Reibverschleiß während der hochfrequenten Gelenkbewegungen des Roboters . Das Umspritzen nutzt die Klemmkraft der Kunststoffkühlung und -kontraktion, um eine spaltfreie Verbindung zu erzeugen und axiale Lockerung und Drehmomentdämpfung vollständig zu eliminieren.
Dadurch wird die Haltbarkeit der Verbindung deutlich erhöht und die Wartungskosten deutlich reduziert.
Unterschiede in den mechanischen Eigenschaften: Von der mechanischen Verriegelung zur Bindung auf molekularer Ebene
Im Allgemeinen wird bei herkömmlichen Nachrüstprozessen der Metalleinsatz 5–15 μm von der Kunststoffschale entfernt.
Dies kann zu Reibverschleiß und zum Lösen der Schraube führen, wenn das Robotergelenk hochfrequente Hin- und Herbewegungen um 180° ausführt. Insert-Molding-Dienstleistungen Drücken Sie geschmolzenen Kunststoff bei hoher Temperatur und hohem Druck um den Einsatz.
Sobald der Kunststoff abgekühlt ist, wird eine um 360° gleichmäßige Klemmkraft erzeugt , die die Drehmomenterhaltung um mehr als 40 % erhöht und Metall und Kunststoff auf molekularer Ebene stabil verbindet.
Fehlermodusvermeidung: Probleme mit dem Drehmomentabfall lösen
- Schwachstellen traditioneller Prozesse:
Herkömmlicherweise kann der Drehmomentabfall über eine Reihe von 2000 Zyklen oder bei einer Notbremsung oder Überlastung des Roboters zu einer drastischen Verringerung der Genauigkeit und Sicherheit des Roboters um 25 % führen.
- Optimierte Lösung:
Um eine langlebige Verbindung zu erreichen, verändert das originale kundenspezifische Einsatzformteil die gerändelte Struktur des Einsatzes, sodass die Scherkraft von der Kunststoffmatrix geteilt wird und die Verbindungsstabilität unter langfristigen dynamischen Belastungsbedingungen erhalten bleibt.
- Optimierungsergebnisse:
Neben der Erhöhung der Dauerbetriebslebensdauer um etwa 100.000 Zyklen liegt die Drehmomenterhaltungsrate des Robotergelenks nach der Optimierung immer noch über 95 % und das Problem des Drehmomentabfalls wurde vollständig beseitigt.
| Prozesstyp | Montagespalt (μm) | Drehmomentabfallrate nach 2000 Zyklen (%) | Drehmomenterhaltungsrate nach 100.000 Zyklen (%) | Anzahl der Montageschritte | Stückkosten (USD) |
| Traditioneller Postmontageprozess | 5-15 | 25 | Unter 85 | 4-6 | 12.5 |
| Insert-Molding-Dienstleistungen | 0 | Unter 5 | Über 95 | 1 | 8.9 |
| Robotik-Insert-Molding-Service | 0 | Unter 3 | Über 98 | 1 | 9.2 |
| Einlegespritzguss | 0 | Unter 4 | Über 97 | 1 | 8.7 |

Abbildung 1: Vier symmetrische schwarze Kunststoffhalterungen mit integrierten goldenen und silbernen Metalleinsätzen, ordentlich angeordnet auf einem weißen Hintergrund, die potenzielle Komponenten für Robotergelenkbaugruppen demonstrieren.
Wie können Insert-Molding-Lösungen eine strengere Toleranzkontrolle für komplexe Robotergelenke erreichen?
Die einzigartige Formmethode von Insert-Molding-Lösungen erfüllt die hohen Präzisionsanforderungen, die komplexe Robotergelenke für eine präzise Funktion benötigen.
Das System erreicht eine präzise Positionierung der Metalleinsätze durch ein einziges hochpräzises Formsystem, das Fehler aus mehreren Herstellungsschritten verhindert, was zu einer Genauigkeit der Montage nach dem Spritzguss führt, die im Bereich von ±0,01 mm bleibt und so sicherstellt, dass Roboter ihre Endeffektoren exakt positionieren.
Beseitigung kumulativer Toleranzen
1. Einschränkungen traditioneller Prozesse:
Kollaborative Robotergelenke bestehen im Allgemeinen aus 3–5 Präzisionsmetallkomponenten.
Bei herkömmlichen Methoden der unabhängigen Produktion und späteren Montage beträgt der bei jedem Schritt auftretende Fehler typischerweise etwa 0,008 mm und diese Fehler summieren sich zu einem Wert, der die Designspezifikationen bei weitem übersteigt.
Um es klarer zu machen: Es ähnelt dem Stapeln von Blöcken: Wenn jeder Block etwas außermittig ist, neigt sich der gesamte Turm und kann sogar umfallen.
2. Optimierungslogik für die Einlegeformung:
Lösungen für das Einsatzspritzen vereinheitlichen die Positionierungsreferenz aller Einsätze innerhalb der Form und verhindern so die Anhäufung von Fehlern aus mehreren Prozessen von Anfang an.
3. Präzisionsleistung:
Die relative Positionsgenauigkeit jedes Einsatzes kann durch einen einheitlichen Benchmark kontrolliert werden, der Ergebnisse liefert, die die Genauigkeit innerhalb von ±0,01 mm halten, was dem Standard von ≤0,02 mm Wiederholgenauigkeit für den Endeffektor des Roboterarms gemäß entspricht ASTM D638-14-Standard .
Spezifische Präzisionsanforderungen für chirurgische Roboter
Chirurgische Instrumentenspitzen bei chirurgischen Robotern erhalten ihre eigentliche Bewegung durch die reagierenden Mikrobewegungen der Robotergelenke. Der Robotics-Insert-Molding-Service kann Roboter-Mikroeinsätze über 0,5 mm mit einer Koaxialitätsabweichung des Steckers unter 0,005 mm für 2 Millionen störungsfreie Zyklen herstellen, die den medizinischen Anforderungen entsprechen.
Wie erreicht Robotics Insert Moulding Service eine Koaxialitätskontrolle auf Mikrometerebene?
Der Service von Robotics Insert Moulding Service arbeitet mit Präzision, um mithilfe seiner fortschrittlichen Ausrüstung, die hochpräzise Positionierungs- und Überwachungssysteme verwendet, eine Steuerung der Koaxialität für Roboter-Reduzierkomponenten im Mikrometerbereich zu erreichen.
Das System verwendet ein hochpräzises Formführungssystem zusammen mit In-Mold-Verschiebungssensoren, um die Bewegung des Einsatzes jederzeit zu verfolgen und gleichzeitig die Koaxialitätskontrolle aufrechtzuerhalten, die innerhalb der 3μm-Grenze bleibt.
Präzise Positionierung und Echtzeitüberwachung
Wenn die Anordnung zwischen starren und flexiblen Rädern in harmonischen Untersetzungsgetrieben eine Koaxialitätsabweichung von mehr als 5 μm aufweist, kommt es zu einer Verringerung der Übertragungseffizienz und zu einem beschleunigten Verschleißprozess.
Das System von Robotik-Insert-Molding-Service Verwendet die Sondenpositionierung in der Form zusammen mit einem geschlossenen Regelsystem, um sicherzustellen, dass geformte Einsätze während des Einspritzdrucks fixiert bleiben , während gleichzeitig die Abweichung der Einbettungsposition auf ±0,005 mm kontrolliert wird.
Für ein erfolgreiches Einfädeln ist eine präzise Ausrichtung zwischen dem Nadelloch und dem Fadenende erforderlich, wie es im allgemeinen Sprichwort über das Einfädeln einer Nadel heißt.
Die Koaxialitätskontrolle funktioniert wie ein System, das eine konstante Ausrichtung zwischen „Nadelloch“ und „Fadenende“ aufrechterhält, um Fehlausrichtungsprobleme zu vermeiden, die zu Papierstaus und Verschleiß führen.
Wenn Sie Anforderungen an die Koaxialitätskontrolle für Roboter-Reduzierkomponenten haben, übermitteln Sie bitte Ihre detaillierten Anforderungen, und wir werden eine spezielle Servicelösung für den Roboter-Einsatzguss für Sie anpassen.
Abbildung 2: Nahaufnahme eines automatisierten Präzisionssystems mit mehreren Werkzeugköpfen, die über einem Förderband ausgerichtet sind, was die hochpräzise Steuerung verdeutlicht, die beim Robotereinsatzformen möglich ist.
Wie kann der Widerspruch zwischen geringem Gewicht und hoher Steifigkeit von Robotergelenken durch Einsatzspritzguss gelöst werden?
Durch wissenschaftliche Materialauswahl und strukturelles Design erfüllt das Einlegespritzgießen nicht nur die Anforderungen an Robotergelenke hinsichtlich Leichtbau und hoher Steifigkeit, sondern löst auch das Problem der inneren Spannungsrisse, die durch den Unterschied im WAK zwischen Metall und Kunststoff verursacht werden, und erzielt so einen guten Kompromiss zwischen Steifigkeit und Gewicht.
Eliminierung von internem Stress aufgrund von CTE-Unterschieden
Aluminiumlegierungen und normales PA6 haben einen ganz anderen Wärmeausdehnungskoeffizienten, wodurch es sehr wahrscheinlich ist, dass sie inneren Spannungen ausgesetzt sind und das Bauteil bricht, wenn sie Temperaturänderungen ausgesetzt werden.
Beim Einsatzspritzguss werden zu 30–40 % kohlenstofffaserverstärkte PEEK- oder PPA-Materialien verwendet, wodurch der WAK des Kunststoffs auf 20–30 ppm/°C reduziert wird. Dies verhindert Rissbildung bei Temperaturwechseltests von -40 °C bis 120 °C und sorgt für eine hohe Steifigkeit des Trägers individuell geformte Fußeinsätze ist erreicht.
Mit anderen Worten: Es ist so, als ob zwei Menschen zusammen gehen. Wenn ihre Schritte sehr unterschiedlich sind, besteht die Gefahr, dass sie sich gegenseitig nach unten ziehen und fallen. Die Synchronisierung ihrer Schritte führt zu einem stabilen und gleichmäßigen Gehen und Brüche werden vermieden.
Wandstärkendesign und Spannungsabbaustruktur
Drastische Dickenschwankungen der Kunststoffwand neben Metalleinlagen führen zu größeren Eigenspannungen.
Durch Änderungen der Wanddicken-Übergangszone (Steigung 3) durch Formflussanalyse und Schneiden von 0,2–0,3 mm breiten Spannungsentlastungsnuten an der Einsatzkante wird die Restspannungsspitze von 35 MPa auf weniger als 12 MPa gesenkt und so die Lebensdauer des Bauteils erhöht.
| Materialtyp | CTE (ppm/°C) | Anwendbare Szenarien | Scherfestigkeit (N·m) | Dichte (g/cm³) | Leistung des thermischen Wechseltests |
| Aluminiumlegierung | 23 | Metalleinsatz | 1200 | 2.7 | Keine nennenswerte Verformung |
| Gewöhnliches PA6 | 80 | Gewöhnliche Kunststoffteile | 350 | 1.14 | Anfällig für Risse |
| 30 % kohlefaserverstärktes PEEK | 22 | High-End-Robotergelenk | 850 | 1,45 | Kein Knacken |
| 30 % kohlefaserverstärktes PPA | 28 | Industrierobotergelenk | 780 | 1,38 | Kein Knacken |
| Gehärtetes PA66 | 35 | Hochbelastbares Gelenk | 620 | 1.18 | Leichte Verformung |
Um die Kostenunterschiede zu verstehen Einlegespritzguss Für verschiedene Materialien kontaktieren Sie uns bitte, um eine kostenlose Materialauswahl- und Kostenvergleichstabelle zu erhalten, damit Sie schnell die optimale Wahl treffen können.
Wie lassen sich Produktionskosten und Ausbeute während des kundenspezifischen Insert-Molding-Prozesses effektiv verwalten?
Durch kundenspezifisches Einlegeformen können Sie ein Gleichgewicht zwischen Produktionskosten und Ertrag herstellen, indem Sie die Produktion automatisieren und den Prozess optimieren.
Durch die Integration eines automatisierten Einsatzplatzierungssystems und einer Formflussanalyse zur Bestimmung der besten Anschnittposition kann die Zykluszeit für die Einzelstückproduktion um 30 % verkürzt werden, während die Ausschussquote unter 2 % gehalten wird.
Vorteile der Automatisierung und Formflussanalyse
JS Precision ist mit einem 6-Achsen-Roboter für die automatisierte Platzierung von Einsätzen ausgestattet, der eine Positionierungsgenauigkeit von 0,02 mm aufweist.
Mit Hilfe der Formflussanalyse, die die beste Füllgeschwindigkeit ermittelt , um eine Fehlausrichtung der Einsätze zu vermeiden, garantiert diese Kombination eine hohe Produktionsausbeute von über 98,5 % im Großserieneinsatz für Einsatzformverfahren.
Darüber hinaus sind die Gesamtkosten um 20–30 % geringer als bei herkömmlichen Methoden.
Strategien zur Lebensdauer und Wartung von Formen: Ihre Auswirkung auf die Stückkosten
Verstärkungsmaterialien wie Glasfaser/Kohlefaser beschleunigen den Verschleiß von Formen. JS Precision setzt bei der Herstellung von Formen auf gehärteten Stahl (HRC 52-58) und führt alle 50.000 Zyklen Präzisionsreparaturen durch, um die Lebensdauer der Formen auf über 1 Million Zyklen zu verlängern.
Dies reduziert die Werkzeugkosten pro Stück beim Einlegespritzgießen erheblich um 40 %.
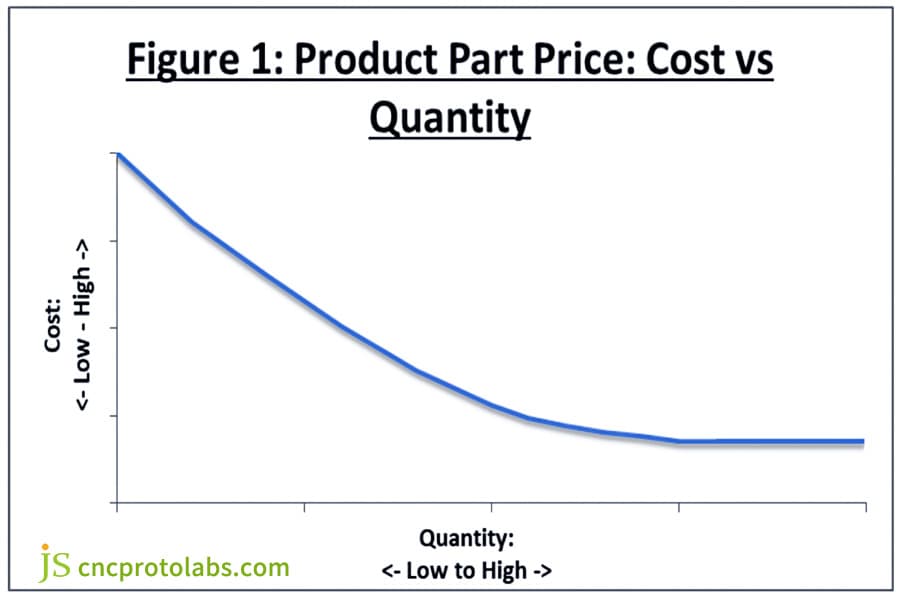
Abbildung 3: Ein Liniendiagramm mit dem Titel „Produktteilpreis: Kosten vs. Menge“, das die sinkenden Stückkosten zeigt, wenn das Produktionsvolumen in einem Herstellungsprozess steigt.
Wie kann die Scherfestigkeit von eingeformten Einsätzen für hochbelastete Verbindungen optimiert werden?
Hochbelastete Gelenke in Robotern unterliegen bei einer Notbremsung für einen sehr kurzen Zeitraum einem sehr hohen Drehmoment, insbesondere bei Robotergelenken mit hoher Last. Eingeformte Einsätze Durch Änderung der Einlagenform und Dicke der Auflage lässt sich die Scherfestigkeit auf über 500 Nm erhöhen , sodass sich die Grenzfläche zwischen Kunststoff und Metall nicht trennt.
Design der ablösungssicheren Struktur
Bei einer Notbremsung kann das Momentandrehmoment eines Hochlastgelenks bis zu 300 % des Nennwerts betragen.
Durch die kundenspezifische Formgebung des Einsatzes wird durch die Herstellung von Anti-Rotations-Rillen oder Diamanträndelung am Einsatz die Kontaktfläche um mehr als 30 % vergrößert, wodurch die Auszugskraft von 800 N auf über 1500 N erhöht und ein Ablösen des Einsatzes vermieden wird.
Beitrag der Zähigkeit der Kunststoffmatrix zur dynamischen Scherfestigkeit
Normalerweise können spröde Kunststoffe hohen Belastungen nicht standhalten. Durch den Einsatz von schlagzähem PA66 (Kerbschlagzähigkeit 15 kJ/m) oder PEEK stellen Sie sicher, dass Formeinsätze auch nach 100.000 Zyklen wechselnder Scherbelastung noch 95 % ihrer Auszugskraft halten und somit eine stabile Gelenkfunktion gewährleistet ist.
Wenn Sie Bedarf an der Optimierung der Scherfestigkeit von hochbelasteten Robotergelenken haben, wenden Sie sich bitte an unser technisches Team für individuelle professionelle Beratung und Lösungen.
JS Precision-Fallstudie: Upgrade der Einsatzformung für kollaboratives Roboter-Ellenbogengelenk
Betriebsfallstudien sind hervorragende Mittel, um die Vorteile von Insert-Molding-Dienstleistungen „visuell“ hervorzuheben. Wenn Sie so wollen, finden Sie hier ein Upgrade einer maßgeschneiderten Insert-Molding-Lösung von JS Precision für ein kollaboratives Roboterunternehmen.
Wenn Sie jede Situation sorgfältig durchgehen, werden Sie verstehen , wie JS Precision die Schwachstellen der Kunden beseitigt und die Wettbewerbsfähigkeit ihrer Kunden dadurch stärkt
Aufgetretene Herausforderungen
Das Hauptprodukt des Kunden – das Ellenbogengelenk – wurde zunächst aus hergestellt CNC-gefräste Aluminiumlegierung Anschließend wird die Kunststoffschale verschraubt und montiert.
Im Haltbarkeitstest erreichte die Drehmomentabfallrate nach 30.000 Zyklen mehr als 15 %, und die Gesamtwiederholgenauigkeit der Maschine (0,05 mm) lag über der Konstruktionsspezifikation von 0,02 mm. Als Ergebnis des Tests betrug die Ausbeute nur 85 %, bei Stückkosten von 11,2 $, was nicht konkurrenzfähig war.
Lösung
Die von JS Precision für den Kunden entwickelte Lösung zur kundenspezifischen Aufrüstung des Einsatzformteils entstand aus einer umfassenden Untersuchung der Probleme des Kunden, die dieser im Rahmen des Lösungsentwicklungsprozesses lösen musste.
1. Einheitliche Insert-Positionierung:
Die drei Metalleinsätze, Lagergehäuse, Kabelbefestigungsstift und Gewindebuchse, befinden sich in einem Formraum , der einen einzigen Bezugspunkt für ihre Positionierung schafft und alle durch mehrere Herstellungsschritte angesammelten Toleranzen beseitigt.
2. Auswahl kompatibler Materialien:
Das Material für den Einlegespritzguss besteht zu 30 Prozent aus kohlenstofffaserverstärktem PC-Material. Das System nutzt kühlenden Kunststoff, um eine 360-Grad-Klemmkraft zu erzeugen , die herkömmliche Schraubenbefestigungsgeräte ersetzt und die Probleme des Drehmomentabfalls und der axialen Lockerung beseitigt.
3. Automatisierte Produktionslinie:
Die automatisierte Produktionslinie des Robotik-Insert-Molding-Service nutzt 6-Achsen-Roboter für die automatische Insert-Platzierung, die eine Positionierungsgenauigkeit von ±0,02 mm erreicht. Das System verwendet die Moldflow-Analyse, um optimale Anschnittpositionen zu bestimmen, wodurch eine tägliche Produktion von 500 Sätzen erreicht wird und gleichzeitig eine Positionsgenauigkeit von CPK ≥ 1,33 aufrechterhalten wird.
4. Optimiertes DFM und Formen:
Die DFM-Dienstleistungen im Bereich Herstellbarkeitsdesign tragen dazu bei, das Einfügungsdesign zu verbessern, indem sie durch ihre Designdienstleistungen eine bessere Struktur für Einfügungssysteme und bessere Möglichkeiten zum Wechseln zwischen Kunststoffwandabschnitten und bessere Möglichkeiten zur Schaffung von Spannungsentlastungsnuten schaffen.
Unser Unternehmen verwendet gehärteten Stahl (HRC 52-58) zur Herstellung von Formen, was dazu beiträgt, die Lebensdauer der Formen zu verlängern und gleichzeitig die Kosten zu senken, die im Laufe der Zeit gezahlt werden müssen.
Endgültige Ergebnisse
Das aktualisierte Produkt bot unseren Kunden umfassende Verbesserungen:
- Die gemeinsame Koaxialitätsmessung sank von 0,05 Millimeter auf 0,008 Millimeter, während die Gesamtwiederholbarkeitsmessung von ±0,05 Millimeter auf ±0,01 Millimeter stieg.
- Die Drehmomenterhaltungsrate nach 100.000 Zyklen erreichte ein Minimum von 98 Prozent und übertraf damit die 85 Prozent Beibehaltung der ursprünglichen Lösung nach 30.000 Zyklen bei weitem.
- Die Stückkosten sanken auf 8,7 US-Dollar (eine Reduzierung um 22 %), die Ausbeute verbesserte sich auf 98 % und das Kundenauftragsvolumen stieg im Jahresvergleich um 40 %.
Wenn Sie auch mit Problemen wie unzureichender Präzision der Robotergelenke, Drehmomentabfall und hohen Kosten konfrontiert sind, Bitte reichen Sie Ihre Produktzeichnungen ein und detaillierte Anforderungen. Wir erstellen für Sie eine maßgeschneiderte Einlegeformlösung und erstellen Ihnen ein kostenloses Angebot.
FAQs
F1: Was ist kundenspezifisches Einlegeformen?
Bei der kundenspezifischen Einlegeformung handelt es sich um eine Formungstechnologie, bei der Metalleinsätze in der Form vorab platziert und mit geschmolzenem Kunststoff umgossen werden, sodass sie integriert werden. Dadurch werden auch Montagelücken beseitigt und ein Robotergelenk wird stabiler.
F2: Sind Insert Moulding Services teurer als die herkömmliche Montage?
Die Formkosten für Insert Moulding Services sind anfangs etwas höher, aber dank Massenproduktion, weniger Prozessen und besserer Ausbeute können die Gesamtkosten um 20–30 % niedriger ausfallen, was auf lange Sicht die lohnendere Option ist.
F3: Welche als Einlagen verwendeten Materialien sind für Robotergelenke am beliebtesten?
Edelstahl und Aluminiumlegierungen sind die Haupteinsatzmaterialien in Robotergelenken, die dann auf Matrizen aus PEEK, PC/ABS oder kohlefaserverstärktem Nylon abgestimmt werden, um Steifigkeit und Leichtigkeit zu gewährleisten.
F4: Was ist kumulative Toleranz und wie wird sie gelöst?
Die kumulative Toleranz ist die Summe aller Fehler, die in mehreren Montagevorgängen gemacht wurden. Beim kundenspezifischen Einsatzformen kann dies durch die Verwendung einheitlicher Form-Benchmarks und Single-Shot-Formen vollständig beseitigt werden.
F5: Welche Größe von Roboterteilen können Sie handhaben?
JS Precision verfügt über Spritzgussmaschinen mit Schließkräften von 30 bis 550 Tonnen und kann von 0,5-mm-Mikrosensoren bis hin zu großen Gelenkarmen für kollaborative Roboter usw. eingesetzt werden. Daher sind wir in der Lage, unterschiedliche Produktanforderungen zu erfüllen.
F6: Was ist DFM (Design for Manufacturability)?
DFM ist ein Ansatz zur Optimierung des Produktdesigns vor dem Öffnen der Form, der dabei hilft, Risiken wie Fehlausrichtung der Einsätze und Schrumpfungsmarken zu erkennen und zu beseitigen. Darüber hinaus verbessert es auch die Fertigungsausbeute und senkt gleichzeitig die Produktionskosten für kundenspezifisches Einlegeformen.
F7: Was ist die typische Lieferzeit für den Robotik-Umspritzservice?
Robotik-Insert-Molding-Service Formenbau Die Lieferzeit beträgt etwa 4–6 Wochen, bei einer schnellen Lieferzeit von 7–15 Werktagen bei Massenproduktion.
F8: Verursacht die Kohlefaserverstärkung einen erheblichen Verschleiß der Form?
Die Verstärkung mit Kohlefasern führt tatsächlich zu einem starken Verschleiß der Form. JS Precision ist eines der Unternehmen, das Formstahl mit hoher Härte in Verbindung mit einer verschleißfesten Beschichtung verwendet, was garantiert , dass bei bis zu 500.000 Formzyklen kein Genauigkeitsverlust auftritt.
Zusammenfassung
Das kundenspezifische Einlegeformen ist eine der entscheidenden Technologien zur Verbesserung der Genauigkeit und Zuverlässigkeit von Robotergelenken. Es eliminiert Lücken im Mikrometerbereich, akkumulierte Toleranzen und CTE-Anpassungsprobleme und erreicht so ein ideales Gleichgewicht zwischen Präzision, Zuverlässigkeit und Kosten, was wiederum die Wettbewerbsfähigkeit Ihrer Produkte steigert.
Wenn Sie auf der Suche nach einem Partner für Insert-Molding-Dienstleistungen mit hochpräzisen Formenbaumöglichkeiten und Erfahrung in der Verarbeitung von Hochleistungspolymeren (PEEK/Kohlefaser) sind, Bitte wenden Sie sich umgehend an JS Precision .
Wir arbeiten vom DFM-Design bis hin zur Massenproduktion und ermöglichen Ihnen so, Roboter zu entwickeln, die leichter, stärker und präziser sind.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 15 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

