Проектирование инструментов для литья под давлением с конформным охлаждением: руководство DFM для сложных компонентов
Написал
JS Точность
Опубликовано
Jul 14 2026
Инструменты для литья под давлением
Следуйте за нами
При проектировании пресс-форм для конформного охлаждения используется аддитивное производство для формирования изогнутых каналов охлаждения внутри вставок пресс-формы. Эти каналы располагаются на расстоянии 2–5 мм от поверхности полости формы. Благодаря этому разница температур поверхности формы составляет менее 2 ℃, время охлаждения сокращается на 20–40 %, а при глубоких ребрах, изменениях толщины и сложных кривых исключаются следы коробления и усадки.
В этой статье, написанной на основе DFM для инструментов для литьевых форм, представлены основные параметры проектирования, координация расположения каналов со структурой пресс-формы, выбор материала, проверка моделирования и анализ затрат и выгод.
Краткий обзор основных параметров конструкции пресс-формы с конформным охлаждением
В основном объемы производства 50 000 единиц в год вызывают изменения рентабельности инвестиций: снижение удельных затрат происходит, поскольку сокращается время охлаждения.
Когда расстояние между каналами полости MS1 составляет менее 1,5 мм,возможен структурный отказ, если давление впрыска превышает значение >1000 бар.
Чтобы не создавать проблем для пользователя или завода, все виды конформных охлаждающих каналов внутри формы должны быть разделены на отдельные блоки или сегменты и надлежащим образом загерметизированы.
Разметка канала должна держаться подальше от выталкивающих штифтов, ползунков и угловых элементов. Это одно из ограничений, которое легко упустить из виду на этапе DFM (проектирование для производства).
Почему стоит доверять схемам конформных каналов охлаждения JS Precision при оказании услуг по изготовлению инструментов для литья под давлением?
Наша команда по изготовлению литьевых форм для автомобильной и медицинской отраслей имеет более 15 лет практического опыта, и благодаря этому мы пришли к пониманию, что для успешного проектирования соответствующих охлаждающих форм в инструментах для литья под давлением необходимы три ключевых этапа с обратной связью с обратной связью: определение параметров DFM, координация структуры вставки, аддитивная печать и постобработка, а не просто полагаться на каналы печати.
Из наших трехмесячных испытаний деталей автомобильных датчиков мы увидели, что худший случай был тогда, когда водный канал находился на расстоянии 2,0 мм от полости, что приводило к тому, что толщина стенки MS1 достигала 1,8 мм только в MS1, при давлении 1200 бар, напряжение в 1,1 раза превышало предел текучести.
<блок-цитата>
ISO 20457:2018 четко гласит: допуски на линейные размеры прецизионных деталей из литьевого пластика должны соответствовать ограничениям диапазона размеров, а помехи от уплотнения линии разъема должны находиться в приемочных параметрах.
Исходя из этого требования, мы решили ввести ΔT≤3℃ и коэффициент сжатия уплотнительного кольца от 15 до 25 % в характеристиках нашей формы.
Нам удалось сократить период охлаждения корпуса автомобильного датчика на 11 секунд (с 32 до 21 секунды), коробление уменьшилось с 0,45 мм до 0,12 мм, а процент брака с 4,2% до 0,6%. Наш подход к проекту в конечном итоге был сохранен в базе данных по 212 проектам компании JS Precision.
Хотите увидеть примеры конформного охлаждения для аналогичных сложных деталей? Свяжитесь с инженером, чтобы получить таблицу расчета рентабельности инвестиций в конформное охлаждение, которая включает шаблоны для дополнительных затрат, годовой экономии и периода окупаемости.
Как определить основные параметры DFM для проектирования пресс-формы с конформным охлаждением?
Основными параметрами DFM для проектирования форм конформного охлаждения являются расстояние канала от поверхности полости (2-5 мм), диаметр канала (6-12 мм) и расстояние (3-5 диаметров). Эти четыре основных параметра задают уровень охлаждающей способности формы и ее структурную прочность.
Расстояние между полостей является основной переменной конструкции
<ул>
<1,5 мм: эффективность теплообмена чрезвычайно высока, однако DMLS-печать тонкостенных сталей может вызвать пластическую деформацию при давлении впрыска 500–1500 бар.
>8 мм: Конформная особенность исчезает, становясь сравнимой с ружейным сверлением.
Для условий давления более 1000 бар правильным значением является 4–5 мм, а для условий низкого давления следует выбирать 2–3 мм. Определение смещения полости по толщине стали пресс-формы и давлению впрыска — это начальный этапDFM для инструментов для литья под давлением.
Диаметр канала и расстояние
<ул>
Диаметр. Балансирует площадь теплопередачи и механическую прочность компонента. Большой канал обеспечивает большую теплопередачу и лучший поток, но количество потребляемой стали значительно: <3 мм делает удаление порошка практически невозможным. В большинстве случаев вам подойдет диапазон 6–10 мм.
Расстояние. Это влияет на равномерность температуры по изделию. Слишком большое расстояние, превышающее диаметр более чем в 5 раз, приводит к образованию тепловых гребней, что приводит к регулярному перепаду температур на поверхности изделия, слишком узкое расстояние, превышающее диаметр менее чем в 3 раза, снижает прочность формы. В идеале диаметр должен быть в 3–5 раз больше.
Выбор формы поперечного сечения
<ул>
Круглый: обеспечивает наименьшее сопротивление потоку и максимальную надежность производства.
Капля (наконечник к полости): Эта форма увеличит площадь поверхности теплопередачи примерно на 15–20 %.
Эллиптический(длинная ось эллипса параллельна поверхности полости): Половинное решение.
Итак, можно сказать, что смещение и диаметр канала являются основными параметрами конформной особенности охлаждения, слабая основа останется таковой независимо от того, сколько раз моделирование будет выполняться впоследствии.
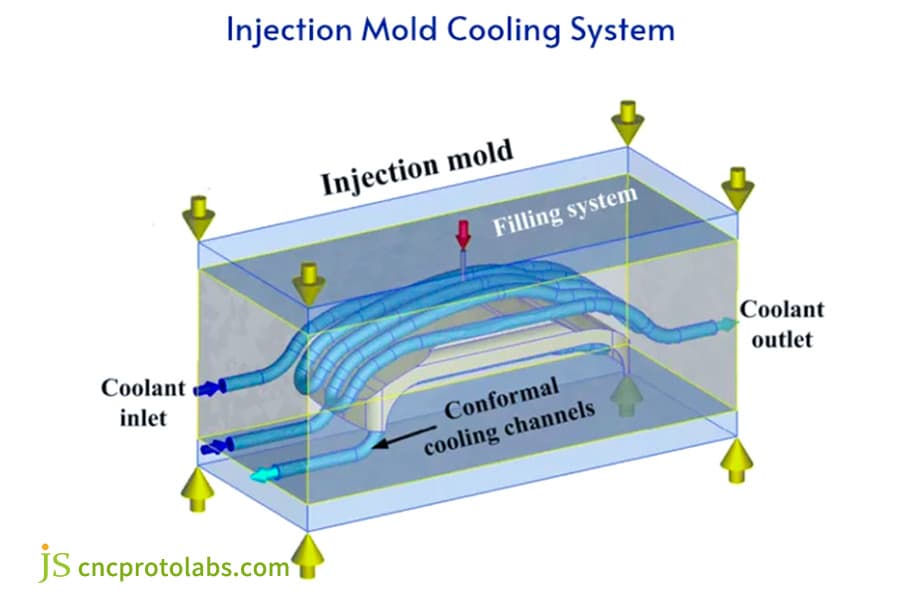
Рис. 1. Схема конструкции пресс-формы для конформного охлаждения с каналами.
Как согласовать расположение конформных каналов охлаждения со структурой пресс-формы?
В службе инструментов для литья под давлением: при создании макета для конформных систем охлаждения обязательно совместите конструкцию канала с линией разъема, системой эжектора, планом разделения вставки, структурой уплотнения на этапе проектирования для технологичности.
Разделение канала и разделяющей поверхности
<ул>
Сохраняйте расстояние между осевой линией канала и разделяющей поверхностью более 3 мм, чтобы предотвратить вытекание расплавленного пластика в канал через материал, впрыскиваемый под высоким давлением.
Если канал необходимо провести через разделяющую поверхность, убедитесь, что обе стороны снабжены уплотнительными конструкциями.
Схема каналов и система эжектора
Ползунки выталкивающих штифтов, втулки и т. д. относятся к числу основных причин физических конфликтов в расположении каналов. При использовании сложных инструментов для пресс-форм компонентов этап DFM представляет собой этап, на котором наложение 3D-канала проверяется на предмет возможных конфликтов с форсунками. Общим набором подходов может быть:
<ол>
Изменение расположения выталкивателя.
Проведение канала через вставку канала.
Создание выталкивателей со ступеньками.
Разделение стратегии вставки
Разделите конформную вставку на несколько отдельных модулей, чтобы можно было контролировать затраты на печать и упростить ремонт. Принципы разделения:
<ол>
Расщепление на границе областей с высокой температурой.
Обеспечение низкого уровня нагрузки на разделяемую поверхность.
Размещение входного/выходного отверстия канала для воды снаружи каждой вставки, чтобы трубы можно было легко и точно соединить.
Уплотняющая конструкция
Сопрягаемая поверхность между вставкой и формой снабжена кольцевой канавкой, которая обеспечивает сжатие уплотнения на 15-25%. На входе/выходе водяного канала используется либо плоское уплотнительное соединение, либо коническое герметичное соединение. Если уплотнительное устройство для конформной охлаждающей литьевой формы не будет на должном уровне, вся форма может испытать внезапное снижение охлаждающей способности без какого-либо уведомления.
Загрузите контрольный список по предотвращению использования канала конформного охлаждения и выталкивающего штифта, который включает в себя методы обнаружения взаимодействий и точки проектирования уплотнений, которые помогут вам заранее избежать структурных конфликтов на этапе DFM при изготовлении сложных инструментов для пресс-форм компонентов.
Как оптимизировать охлаждающую жидкость и реологию для конструкции пресс-формы с конформным охлаждением?
Оптимизация охлаждающей среды для формы для литья под давлением с конформным охлаждениемсосредоточена на трех целях: турбулентная теплопередача (Re>4000), контроль перепада давления (Δ P<2-3 бар) и подбор типа среды в зависимости от диапазона температур смолы.
Условия турбулентной теплопередачи:
Пограничный слой затрудняет теплообмен в ламинарном потоке. Число Рейнольдса Re должно быть больше 4000, а Re рекомендуется превышать 5000. Шероховатость внутренней стенки напечатанного водного пути SLM (Ra ≈ 10 мкм) снижает фактическое эффективное Re, и запас должен быть зарезервирован на этапе проектирования.
Контроль потери давления:
Примерно 90-градусные сгибания локтей способствуют дополнительным потерям 30-50% головы. Методы снижения гидравлического сопротивления до 2–3 бар:
<ол>
Не рекомендуется использовать изгибы на 90 градусов. Лучше сделать плавный радиус изгиба > диаметра трубы.
Параллельное использование нескольких водных каналов.
AFM сглаживает внутреннюю стенку, что уменьшает среднюю шероховатость с Ra 10 мкм до 1,6 мкм(снижение потерь потока достигается примерно на 30 %).
Выбор охлаждающей среды
<голова>
Приложение
Тип охлаждающей жидкости
Диапазон температур
<тело>
Стандарт
Вода
20–80°C
Высокотемпературная смола (ПК, PEEK)
Масло для нагрева пресс-форм
80–200°С
Низкотемпературное применение
Этиленгликоль-вода
−10–20°C
Служба проектирования литьевых форм часто упускает из виду выбор материала — использование воды комнатной температуры с PC/PEEK приведет к образованию конденсата на поверхности формы, что приведет к появлению новых дефектов.
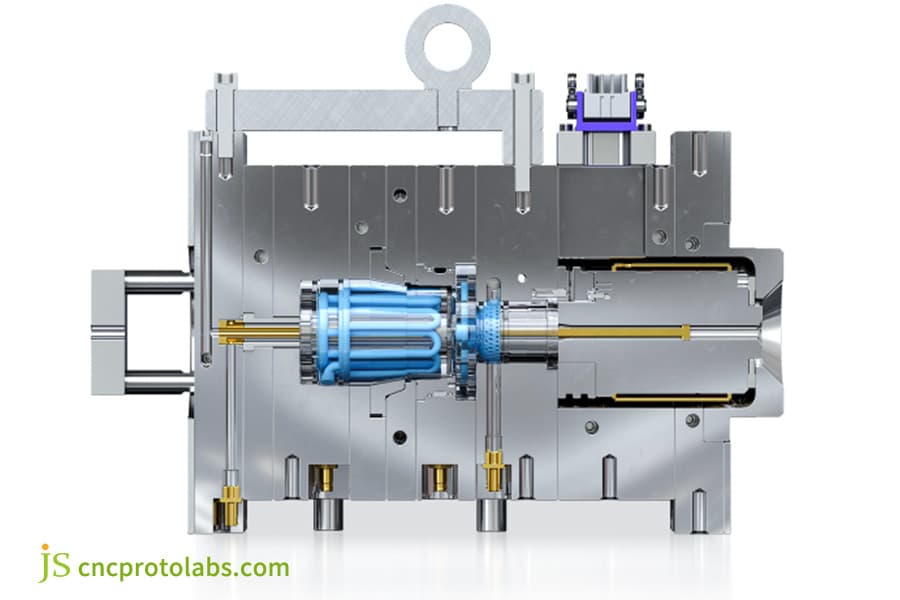
Рис. 2. 3D-модель литьевой формы с конформным охлаждением.
Как выбор материала влияет на производительность и срок службы конструкции конформной охлаждающей формы?
Выбор материала для конформных охлаждающих вставок службы службы высокоточных пресс-форм напрямую определяет срок службы пресс-формы и эффективность теплопроводности. Мартенситная стареющая сталь (50-54 HRC после старения, предел текучести 1100 МПа, теплопроводность 17-20 Вт/(мК)) стала наиболее предпочтительным материалом для конформного канала теплоносителя.
Сравнение трёх основных материалов
<голова>
<тр>
Материал
Твердость (после HT)
Предел текучести
Теплопроводность
Лучший вариант использования
<тело>
<тр>
MS1 (1.2709)
50–54 HRC
1100 МПа
17–20 Вт/(м·К)
Общие конформные вставки
<тр>
H13 (печатный)
46–48 HRc
~900 МПа
24–28 Вт/(м·К)
Не рекомендуется для сильного воздействия
<тр>
CuCrZr
28–32 HRc
~400 МПа
300–400 Вт/(м·К)
Низкое давление, экстремальная потребность в охлаждении
Вопросы выбора:
<ул>
MS1:Напечатанное состояние достигает 30-35 HRC, после отпуска при 490℃ становится 50-54 HRC, предел выносливости 400-450 МПа - величина обратимых напряжений на самом тонком участке водного канала не должна превышать этот предел.
H13: Прочность в печатном состоянии ниже примерно на 40 % по сравнению с кованым состоянием, что не подходит для ситуаций с высокими ударными нагрузками.
Медный сплав: Теплопроводность значительно выше - в 15-20 раз - чем у MS1, хотя прочность и ниже. Он идеально подходит для случаев с минимальным давлением впрыска и чрезвычайно высокими требованиями к охлаждению.
Гибридное решение: Вставки из медного сплава используются в регионах, испытывающих наибольшую тепловую нагрузку, тогда как вставки MS1 используются в регионах со структурными напряжениями.
В контексте конформного охлаждения MS1+EOS M290 в настоящее время является наиболее зрелой комбинацией процессов для обслуживания индивидуальных пресс-форм.
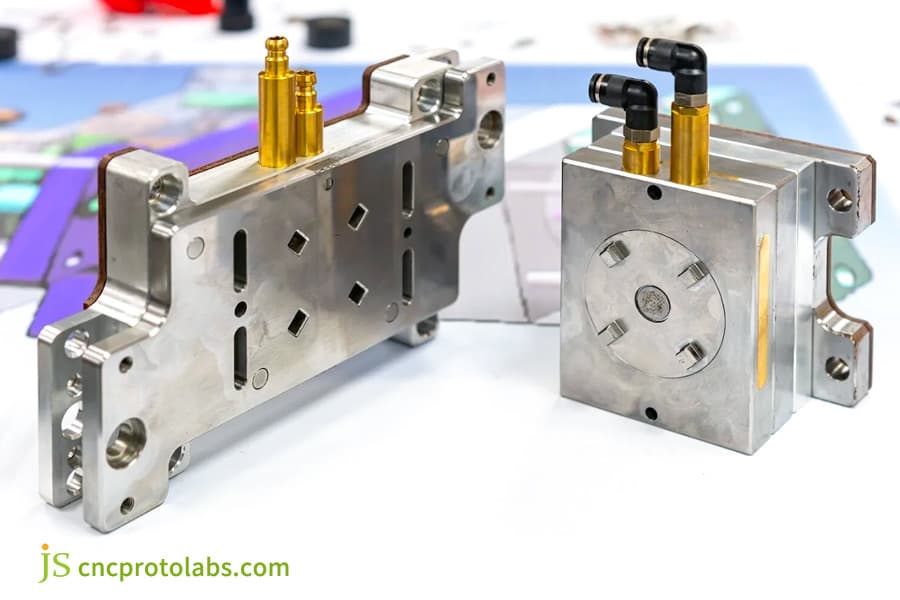
Рис. 3. Металлические компоненты пресс-формы с латунными соединителями.
Как проверка моделирования выявляет и устраняет «горячие точки» в конструкции пресс-формы с конформным охлаждением?
После того, как были напечатаны оснастка для пресс-форм сложных компонентов, конформные каналы охлаждения, в будущем практически нет возможности модифицировать их, поэтому перед печатью необходимо смоделировать и проверить конструкцию. Анализ переходного охлаждения пресс-формы обычно выполняется с помощью такого программного обеспечения, как Autodesk Moldflow или Moldex3D, и это стандартная процедура.
Результат моделирования и удаление горячих точек
<ол>
Карта распределения температуры показывает разницу температур на поверхности полости.
Температурный градиент на поперечном сечении продукта: Извлечение из формы при температуре <15℃ считается удовлетворительным.
Расположение горячей точки: Тонкие ребра и толстые выступы наиболее подвержены проблемам с горячими точками, поскольку несоответствие температур приводит к неравномерной усадке, что, в свою очередь, приводит к короблению и появлению следов усадки.
Оценка времени охлаждения: сравнение традиционных и конформных решений.
Циклическая итерация проектирования и моделирования:
Предварительная компоновка → Анализ потока пресс-форм → аннотация горячих точек → изменение маршрута водного пути → вторичная проверка → заблокированный проект, требуется 2–4 итерации для достижения ΔT≤3℃.
<блок-цитата>
IATF 16949:2016 Система управления качеством для автомобильного сектора прямо подчеркивает: особые характеристики (например, равномерность охлаждения пресс-формы) должны определяться и регулироваться посредством процесса FMEA.
Принимая во внимание этот аспект управления автомобильной пресс-формой, мы включили ΔT≤3℃ и горячую точку < температура пресс-формы +5℃ в качестве особых характеристик в документ PFMEA для части корпуса датчика автомобильного уровня 1. Это было определено как основная причина, по которой процент прохождения первых форм в проекте составил 94,8%, тогда как в других проектах было недостаточно итераций только 62,5%.
Другими словами, для деталей вашего автомобиля или медицинского комплекса количество итераций моделирования в конечном итоге определит, насколько вероятно, что испытание пресс-формы пройдет успешно. На этапе проектирования вы вряд ли сэкономите достаточно времени, чтобы оправдать пропуск одной или двух итераций, тогда как на этапе испытания формы вам придется потратить гораздо больше усилий, чтобы устранить проблемы, которые были упущены.
Свяжитесь с нами, чтобы получить бесплатный отчет о проверке моделирования конформного охлаждения, анализ Moldflow для горячих точек в ваших сложных деталях, а также предложения по прогнозированию и оптимизации ΔT в течение 48 часов, чтобы обеспечить первое пробное прохождение литьевой формы с конформным охлаждением.
Рис. 4. Большая промышленная литьевая форма в цехе.
Как компания JS Precision решила проблему коробления корпуса автомобильного датчика с помощью конструкции конформной охлаждающей формы?
Компания JS Precision разработала и изготовила форму для литья под давлением с конформным охлаждением для корпуса датчика PC/ABS от поставщика автомобилей первого уровня. Они добились замечательных результатов - коробление сократилось с 0,45 мм до всего лишь 0,12 мм, за много времени - время охлаждения сократилось с 32 секунд до 21 секунды, а процент брака с 4,2% до 0,6%.
Проблемы клиента:
Поставщику автомобилей первого уровня необходимо разработать высокоточную литьевую форму для корпуса датчика в моторном отсеке. Материалом был ПК/АБС, особенности формования включают глубокие ребра (высота 35 мм/толщина стенки 1,2 мм), множество выступов (диаметр 8 мм/высота 12 мм) и асимметричные изогнутые поверхности.
У обычной пресс-формы с водяным каналом класса 101, просверленной пистолетом, есть три основные проблемы: время охлаждения занимает 32 минуты, общее время цикла около 46 секунд, это едва достигает одной из миллионов ежегодных целей, разница температур 18 ℃ между областями выступа/выступа, коробление от 0,38 до 0,52 мм из-за разницы температур (ограничение: 0,20 мм) и процент брака 4,2 %, из них 73 % имеют чрезмерную деформацию.
Ключевые этапы решения JS Precision:
<ул>
Анализ текучести пресс-формы. На основе анализа Moldflow можно выделить три горячих точки (два ребра в основании, по одному глубокое и одно толстое).
<ул>
Декомпозиция вставки: Конформная область была разделена на три отдельные вставки с независимыми конформными петлями, что привело к меньшему занимаемому объему и стоимости печати, а также их легче поддерживать.
<ул>
Схема водяных каналов:Три независимых контура размером 8 мм с расстоянием между каналами и полостью 3 мм, расстоянием между водными каналами 28 мм (в 3,5 раза больше диаметра), круглое поперечное сечение. Горячие точки были закрыты по спирали, а прямой дизайн был использован для остальных (некритических) областей, чтобы снизить стоимость печати.
<ул>
Координация конструкции пресс-формы: Проектирование канала для воды и системы эжектора были выполнены вместе, наложения САПР обеспечили отсутствие взаимовлияния между проектами. Сопрягаемая поверхность вставки и основания формы спроектирована с канавкой для уплотнительного кольца со степенью сжатия 20%.
<ул>
Аддитивное производство и постобработка: MS1 был изготовлен с использованием EOS M290 и закален до твердости 52 HRC при 490 ℃ в течение 6 часов. Водяные каналы АСМ были отполированы Ra1,6 мкм. Поверхность разъема была проволочной электроэрозионной обработки. Конформное охлаждение от сервиса по изготовлению инструментов для изготовления пресс-форм с полировкой AFM Ra1,6 мкм было важным шагом, гарантирующим долговременную стабильность водяных каналов.
Основные решения и извлеченные уроки:
Изначально каналы для воды располагались на расстоянии 2,0 мм от полости, в результате чего вставка MS1 имела толщину стенки в области горячей точки всего 1,8 мм. Структурное моделирование показало, что при давлении впрыска 1200 бар напряжение будет намного выше, чем предел текучести MS1 (1100 МПа). Команда решила переместить смещение до 3,0 мм, что означало потерю около 8% эффективности охлаждения. Структурная целостность была обеспечена. Это один из самых распространенных инженерных компромиссов: безопасность важнее эффективности.
Окончательные результаты (точки привязки данных):
<ул>
Время охлаждения: с 32 до 21 секунды (-34,4%)
Общее время цикла: с 46 до 34 секунд (-26,1 %)
Разница температур: от 18 ℃ до 3,2 ℃.
Деформация:от 038–052 мм до 010–014 мм.
Процент брака: с 42% до 0,6%
При годовом производстве 1 миллиона деталей время простоя термопластавтомата экономит около 4000 часов.
Настоящая ценность услуги высокоточных пресс-форм заключается не в том, чтобы максимально эффективно избежать стадии охлаждения детали, а в том, чтобы найти лучшее решение в рамках структурных границ безопасности продукта.
В ваших сложных деталях также возникают проблемы с короблением в местах с глубокими ребрами или толстыми выступами? Загрузите свои 3D-чертежи (STEP/IGS) в JS Precision и получите бесплатное технико-экономическое обоснование DFM и анализ рентабельности инвестиций в течение 48 часов.
Как настроить оптимальную схему каналов конформного охлаждения для ваших сложных компонентов?
Настройка конформного канала охлаждения выполняется с помощью пятиэтапного метода: идентификация геометрических особенностей, определение местоположения горячих точек, совместное проектирование каналов охлаждения и конструкции пресс-формы, проверка пригодности для печати и проверка итерации моделирования. JS Precision обычно занимает 8 рабочих дней.
Обзор пятиэтапного метода
<ул>
Анализ геометрических элементов и проверка DFM:
Определить распределение толщины стенки (участки толщиной >20 мм, толщиной <1,2 мм), соотношение высоты ребра к толщине, размер бобышки, кривизну полости, линию разъема. Одновременно с этим определите положение выталкивающих штифтов и расположение разъемов.
<ул>
Точное расположение горячих точек:
Используя результаты этапа наполнения и охлаждения Moldflow, можно определить температурную карту и координаты горячих точек. Области, где температура превышает определенный уровень, обозначаются как жесткие узлы, с которыми должен работать конформный канал охлаждения.
<ул>
Проектирование крутой схемы каналов и координация конструкции пресс-формы:
Развивать сеть каналов охлаждения. В то же время окончательно определите компоновку детали пресс-формы, проверьте и избегайте взаимодействия между выталкивающими штифтами/ползунками, спроектируйте положения уплотнительных колец и после настройки конформного канала охлаждения завершите проектирование вставки и уплотнения. Схема конформного охлаждения службы проектирования литьевых формдолжна выполняться синхронно с разборкой вставки и конструкцией уплотнения, иначе затраты на доработку на более позднем этапе будут чрезвычайно велики. высокий.
<ул>
Проверка возможности печати:
Каждый сегмент канала должен быть проверен на соответствие минимальному углу оси водного канала 45° к печатной платформе, минимальному диаметру, сужаемому от круга с радиусом не менее 2 мм до 4 мм и радиусом изгиба 1 диаметр. В противном случае вернитесь к шагу 3 для исправления. На этом этапе определяется возможность постобработки AFM.
<ул>
Моделирование полного набора моделей охлаждения по переходному состоянию:
Затем он вводится в Moldex3D или Moldflow. Необходимо выполнить не менее 5 полных циклов впрыска. Условия прохождения: ΔT≤3℃, горячая точка < целевая температура формы + 5℃ при градиенте температуры в поперечном сечении продукта < 15℃ при извлечении из формы. Для получения результата требуется около 2-4 циклов.
Результаты данных
На основе данных по 212 проектам было обнаружено, что стандартные процессы способны пройти первое испытание на пресс-форме детали в 94,8%, среднее количество итераций проектирования снижается с 5,2 до 2,3 раундов, а время цикла проектирования сокращается с 3 недель до 8 рабочих дней. При проектировании конформного охлаждения пресс-форм для сложных компонентов стандартизированный процесс более надежен, чем человеческий опыт.
Почему стоит выбрать JS Precision в качестве партнера по разработке форм для конформного охлаждения?
JS Precision оснащена всей производственной цепочкой от анализа DFM, проектирования конструкции пресс-формы, 3D-печати металлом (DMLS) до пробной проверки пресс-формы. Она поставила более 200 форм для конформного охлаждения, что привело к сокращению времени охлаждения в среднем на 28 %, короблению на 67 % и первому испытанию формы на 94,8 %. ставка.
Основные компетенции
<ул>
Сквозной замкнутый цикл: Концептуальное проектирование → DFM-анализ → Разборка вставки и проектирование конструкции пресс-формы → DMLS-печать (EOS M290/MS1) → Термическая обработка → AFM-полировка → Прецизионная обработка → Пробная проверка пресс-формы. За весь процесс отвечает один поставщик, что сводит к минимуму риски координации.
Инженерное мышление, ориентированное на проектирование пресс-форм: Сначала мы проверяем конформное решение с точки зрения инженера-конструктора литьевой формы, совмещение водяных каналов с разделяющими поверхностями, системами эжекции и направляющими блоками, , а не просто стремимся к геометрическому совершенству водяных каналов. Решение разработано до такой степени, что его можно практически без труда установить и ввести в эксплуатацию, а также оно способно бесперебойно работать в течение длительного времени.
Принятие решений на основе данных. Мы представляем реальный прогноз рентабельности инвестиций на этапе ценообразования на основе 212 реальных проектов, в том числе материалов ABS, PC/ABS, PA66+GF и PEEK.
Количественные обязательства (включены в технический контракт): ΔT≤3℃, усадка при охлаждении 20%, процент прохождения пробной формы первой партии (95)%, в случае невыполнения предоставляется бесплатная доработка.
Цель JS Precision, когда речь идет о предоставлении услуг по оснащению пресс-форм для литья под давлением с конформным охлаждением, не ограничивается только производством, но, скорее, успехом разового испытания пресс-формы, что сейчас является отраслевым стандартом.
Действуйте прямо сейчас: отправьте свои 3D-чертежи (STEP/IGS), марку смолы, годовой объем производства и требования к качеству в JS Precision, чтобы получить бесплатную оценку DFM, анализ рентабельности инвестиций и подробное предложение в течение 48 часов.
Часто задаваемые вопросы
Вопрос 1: Какова приблизительная дополнительная стоимость конструкции пресс-формы для конформного охлаждения?
Дополнительные затраты могут составлять от 15 до 50 тысяч долларов в зависимости от сложности компонента, количества вставных форм и необходимой постобработки. JS Precision предоставит подробную информацию о расходах на этапе составления предложения.
Вопрос 2: Каков типичный срок окупаемости конструкции конформной охлаждающей формы?
Это зависит от годового объема производства и степени снижения охлаждения. По стандартному проекту окупаемость может составить около 2,5 лет при годовом производстве 50 тыс. штук и около 1,25 года при годовом выпуске 100 тыс. штук.
Вопрос 3: Какие полимерные материалы подходят для конструкции пресс-формы для конформного охлаждения?
Можно использовать все термопластичные смолы, хотя преимущества в основном касаются марок, предназначенных для высокотемпературного литья, таких как PC, PEEK или PEI. Деформация этих материалов в результате неравномерного охлаждения значительна, а конформное охлаждение значительно повышает однородность температуры, а также снижает процент брака.
В4: Каков минимальный диаметр конформных каналов?
Для прямой печати металлом минимальный возможный размер составляет около 4 мм. Водяные каналы диаметром менее 4 мм из них сложнее удалить порошок, и они создают слишком большую потерю давления. Обычно JS Precision предлагает каналы размером от 6 до 10 мм. Больший размер означает большую площадь контакта для теплообмена, но это приведет к меньшей прочности конструкции, которую следует учитывать.
Вопрос 5: Должны ли конформные вставки быть разделены на независимые модули?
Рекомендуется разделить. Модули сокращают количество металла, производимого за один раз, и его стоимость; в случае повреждения также можно легко выполнить герметизацию и/или замену. Каждый модуль имеет автономную схему и может быть разделен по границам горячих точек, что упрощает обнаружение ошибок и обслуживание.
В6: Как предотвратить утечку охлаждающей среды в конформных водяных каналах?
Там, где вставка соприкасается с формой, на поверхности имеется канавка для уплотнительного кольца, уровень сжатия которой поддерживается в пределах от 15% до 25%. Для входов/выходов выбираются уплотнительные плоские листы или конические уплотнения.
Вопрос 7: Как устранить помехи между конформными водными каналами и штифтами выталкивателя?
Есть три варианта: переместить выталкивающий штифт, освободить место во вставке для канала охлаждения или построить ступенчатый штифт. JS Precision использует проверку наложения CAD, чтобы выявить любые потенциальные конфликты на этапе DFM.
Вопрос 8: Как получить ценовое предложение от JS Precision?
Отправьте свои 3D-чертежи (STEP/IGS) с указанием марки смолы, годового объема производства и требований к качеству в JS Precision в течение 48 часов, мы выполним бесплатную оценку DFM, расчет рентабельности инвестиций и сообщим цену. Кроме того, вы также можете напрямую загрузить свои чертежи, и JS Precision быстро ответит с ценой.
Сводка
Конформная охлаждающая форма с использованием конформных каналов, изготовленных аддитивным способом, сокращает время охлаждения литьевой формы на 20–40 %, разницу температур поверхности полости на 2 ℃ и коробление до 90 %. Вы добьетесь успеха, если будете полагаться на эти шесть основ:
<ул>
Точное определение параметров DFM (диаметры 2–5 мм/6–12 мм/3–5 мм).
Синхронизация структуры канала и пресс-формы (предотвращение разделяющей поверхности/предотвращение выталкивающего штифта/отделение вставки/уплотнение уплотнительным кольцом).
Проверка реологии (Re>4000/ΔP<2–3 бар).
Выбор подходящего материала MS1 (т.е. материалов с минимальной усадкой после спекания).
Проведение верификации с обратной связью моделирования (2-4 раунда до ΔT≤3℃).
JS Precision, с точки зрения инженера-проектировщика пресс-форм, предлагает услуги всего процесса, начиная от от анализа DFM и координации структуры пресс-формы до печати DMLS и проверки пробного формования. Отправьте свои 3D-чертежи (STEP/IGS) и объем проекта в JS Precision прямо сейчас, и в течение 48 часов вы получите бесплатную оценку осуществимости DFM и коммерческое предложение.
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. Для JS Precision Services не существует никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Покупатель несет ответственность за определение конкретных технических требований и запрос официального предложения по запчастям. Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения B2B-клиентам в 150 странах. Независимо от того, требуется ли вам мелкосерийное прототипирование или крупномасштабная индивидуализация, мы поддержим ваш проект, сократив время выполнения заказа до 24 часов. Выбирайте JS Precision, чтобы получить непревзойденную эффективность, качество и профессионализм.
Чтобы узнать больше или отправить запрос предложения, посетите наш веб-сайт: www.cncprotolabs.com
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.