
Konformes Kühlformdesign nutzt additive Fertigung, um gebogene Kühlkanäle in Formeinsätzen zu formen. Diese Kanäle bleiben 2–5 mm von der Oberfläche des Formhohlraums entfernt. Dadurch beträgt der Temperaturunterschied auf der Formoberfläche ≤2℃ und die Abkühlzeit wird um 20–40 % verkürzt. Außerdem werden bei tiefen Rippen, Dickenänderungen und komplexen Kurven Verwerfungen und Schrumpfungsspuren eliminiert.
Dieser Artikel, der von einem DFM für Spritzgusswerkzeuge verfasst wurde, stellt die wichtigsten Designparameter, die Koordination des Kanallayouts mit der Formstruktur, die Materialauswahl, die Simulationsvalidierung und die Kosten-Nutzen-Analyse vor.
Kurzer Überblick über die Kernparameter für das Design konformer Kühlformen
|
Designparameter |
Empfohlener Wert |
Wichtige Auswirkungen |
|---|---|---|
|
Abstand zwischen Kanal und Hohlraum |
2–5 mm (mindestens 1,5 mm) |
Kühleffizienz + strukturelle Integrität |
|
Kanaldurchmesser |
6–12 mm |
Strömungswiderstand vs. Wärmeübertragungsfläche |
|
Kanalabstand |
3–5× Durchmesser (≈24–40 mm) |
Temperaturfeldgleichmäßigkeit |
|
Querschnittsform |
Rundförmig / tropfenförmig / oval |
Kreisförmig = geringster Strömungsverlust; Tropfen = +15–20 % Wärmeübertragung |
|
Beziehung zur Trennebene |
≥3 mm Versatz von der Trennebene |
Verhindern Sie Grat- und Dichtungsfehler |
|
Split-Strategie einfügen |
Unabhängige Einfügungen nach Hotspot-Zone aufteilen |
Geringere Druckkosten, einfachere Wartung |
|
Siegelstruktur |
O-Ring-Nut, 15–25 % Kompression |
Verhindern Sie Kühlmittellecks |
Wichtige Schlussfolgerungen
- Es sind vor allem die Produktionsmengen von 50.000 Einheiten pro Jahr, die die ROI-Änderungen auslösen. Eine Reduzierung der Stückkosten erfolgt, weil die Kühlzeit verkürzt wird.
- Wenn der Kanalabstand der MS1-Kavität weniger als 1,5 mm beträgt, ist ein Strukturversagen möglich, wenn der Einspritzdruck einen Wert von >1.000 bar überschreitet.
- Um für einen Benutzer oder eine Fabrik kein Problem darzustellen, müssen alle Arten von konformen Kühlkanälen innerhalb einer Form in eigene Blöcke oder Segmente umgewandelt und ordnungsgemäß abgedichtet werden.
- Das Kanaldesign-Layout muss von Auswerferstiften, Schiebern und abgewinkelten Stiften ferngehalten werden. Dies ist eine der Einschränkungen, die beim Durchlaufen der DFM-Phase (Design for Manufacturing) leicht übersehen werden.
Warum sollten Sie den konformen Kühlkanallayouts von JS Precision für Spritzgusswerkzeugdienstleistungen vertrauen?
Unser Team im Spritzgussformenbau für die Automobil- und Medizinbranche verfügt über über 15 Jahre praktische Erfahrung, und daraus haben wir erkannt, dass die erfolgreiche Umsetzung des konformen Kühlformdesigns im Spritzgusswerkzeugbau drei Schlüsselphasen mit geschlossenem Feedback erfordert: DFM-Parameterdefinition, Einsatzstrukturkoordination, additiver Druck und Nachbearbeitung, anstatt sich nur auf Druckkanäle zu verlassen.
Aus unseren dreimonatigen Testläufen mit Automobil-Sensorteilen konnten wir erkennen, dass der schlimmste Fall auftrat, wenn der Wasserkanal 2,0 mm vom Hohlraum entfernt war, was dazu führte, dass die MS1-Wand nur bei MS1 bei 1200 bar eine Dicke von 1,8 mm erreichte, die Spannung lag 1,1-mal über der Streckgrenze.
ISO 20457:2018 besagt eindeutig: Lineare Maßtoleranzen von Präzisions-Kunststoffspritzgussteilen sollten mit den Maßbereichsgrenzen übereinstimmen, und die Dichtungsinterferenz der Trennlinie muss in den Akzeptanzparametern liegen.
Ausgehend von dieser Anforderung haben wir beschlossen, ΔT≤3℃ und das O-Ring-Kompressionsverhältnis von 15 bis 25 % in unsere Formspezifikationen einzuführen.
Es ist uns gelungen, die Abkühlzeit in einem Kfz-Sensorgehäuse um 11 Sekunden, 32 Sekunden auf 21 Sekunden zu verkürzen, den Verzug von 0,45 mm auf 0,12 mm zu reduzieren und die Ausschussrate von 4,2 % auf 0,6 % zu senken. Unser Ansatz für das Projekt wurde schließlich in der 212 Projekte umfassenden Falldatenbank von JS Precision gespeichert.
Möchten Sie Fallstudien zur konformen Kühlung für ähnlich komplexe Teile sehen? Kontaktieren Sie den Techniker, um das ROI-Berechnungsblatt für konforme Kühlung zu erhalten, das Vorlagen für Zusatzkosten, jährliche Einsparungen und Amortisationszeit enthält.
Wie bestimmt man die Kern-DFM-Parameter für das konforme Kühlformdesign?
Die wichtigsten DFM-Parameter für die Gestaltung konformer Kühlformen sind der Kanalabstand von der Hohlraumoberfläche (2–5 mm), der Kanaldurchmesser (6–12 mm) und der Abstand (3–5 Durchmesser). Diese vier Grundparameter legen den Grad der Kühlfähigkeit der Form und ihrer strukturellen Festigkeit fest.
Der Hohlraumabstand ist eine Hauptdesignvariable
- <1,5 mm: Die Wärmeaustauscheffizienz ist extrem hoch, der DMLS-Druck von dünnwandigen Stählen kann jedoch bei Einspritzdrücken von 500–1.500 bar zu plastischer Verformung führen.
- >8 mm: Konforme Merkmale verschwinden und werden mit Tieflochbohren vergleichbar.
- Für Druckverhältnisse über 1.000 bar sind 4-5 mm der richtige Wert, für Niederdruckverhältnisse sollten 2-3 mm gewählt werden. Die Bestimmung des Hohlraumversatzes aus der Dicke des Formstahls und dem Einspritzdruck ist der erste Schritt von DFM für Spritzgusswerkzeuge.
Kanaldurchmesser und -abstand
- Durchmesser: Dies gleicht die Wärmeübertragungsfläche und die mechanische Festigkeit des Bauteils aus. Ein großer Kanal sorgt für mehr Wärmeübertragung und einen besseren Fluss, aber die Menge an verbrauchtem Stahl ist erheblich, <3 mm macht es fast unmöglich, Pulver zu entfernen. 6-10 mm ist der Bereich, den Sie in den meisten Fällen für geeignet halten.
- Abstand: Dies beeinflusst die Temperaturgleichmäßigkeit über dem Produkt. Zu große Abstände, mehr als das Fünffache des Durchmessers, führen zu thermischen Graten, die zu einem regelmäßigen Muster von Temperaturunterschieden auf der Produktoberfläche führen. Zu enge Abstände, weniger als das Dreifache des Durchmessers, verringern die Festigkeit der Form. Ideal ist das 3-5-fache des Durchmessers.
Auswahl der Querschnittsform
- Rundförmig: Dies ergibt den geringsten Strömungswiderstand und die Herstellung ist am zuverlässigsten.
- Tropfenform (Spitze in Richtung Hohlraum):Diese Form erhöht die Wärmeübertragungsoberfläche um etwa 15–20 %.
- Elliptisch (die lange Achse der Ellipse ist parallel zur Hohlraumoberfläche): Eine halbe Lösung.
Man kann also sagen, dass der Versatz und der Durchmesser des Kanals die Grundparameter des konformen Merkmals der Kühlung sind, ein schwaches Fundament bleibt als solches bestehenegal, wie oft die Simulation danach durchgeführt wird.
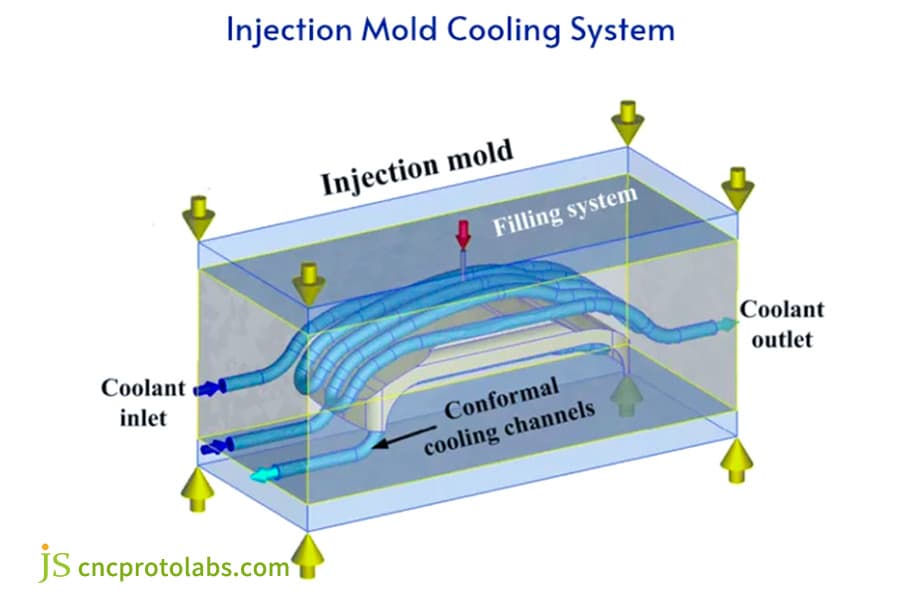
Abbildung 1: Schematische Darstellung des konformen Kühlformdesigns mit Kanälen.
Wie koordiniert man das konforme Kühlkanallayout mit der Formstruktur?
Im Spritzgusswerkzeugservice: Stellen Sie beim Erstellen eines Layouts für konforme Kühlsysteme sicher, dass das Kanaldesign in der Phase „Design for Manufacturability“ an der Trennlinie, dem Auswerfersystem, dem Einsatzteilungsplan und der Dichtungsstruktur ausgerichtet ist.
Kanal- und Trennflächentrennung
- Halten Sie den Abstand zwischen der Mittellinie des Kanals und der Trennfläche auf mehr als 3 mm, um zu verhindern, dass geschmolzener Kunststoff durch das unter hohem Druck eingespritzte Material in den Kanal austritt.
- Wenn der Kanal durch die Trennfläche geführt werden muss, stellen Sie sicher, dass beide Seiten mit Dichtungsstrukturen versehen sind.
Kanallayout und Auswerfersystem
Auswerferstifte, Hülsen, Schieber usw. gehören zu den Hauptursachen für physische Konflikte bei Kanallayouts. Bei komplexen Komponentenformwerkzeugen ist die DFM-Phase eine Phase, in der die 3D-Kanalüberlagerung auf mögliche Konflikte mit Einspritzdüsen überprüft wird. Eine gängige Reihe von Ansätzen wäre:
- Ändern der Position des Auswerferstifts.
- Routen des Kanals durch den Kanaleinsatz.
- Auswerferstifte mit Stufen erstellen.
Aufteilen der Einfügestrategie
Teilen Sie einen konformen Einsatz in eine Reihe eigenständiger Module auf, um die Druckkosten zu kontrollieren und Reparaturen zu erleichtern. Aufteilungsprinzipien:
- Spaltung an der Grenze von Regionen mit hoher Temperatur.
- Sicherstellen, dass die Spaltfläche einen niedrigen Spannungspegel aufweist.
- Platzieren Sie den Wasserkanaleinlass/-auslass außerhalb jedes Einsatzes, damit Rohre einfach und genau angeschlossen werden können.
Dichtungsstruktur
Die Passfläche zwischen Einsatz und Form ist mit einer Ringnut versehen, die für eine 15–25 %ige Kompression der Dichtung sorgt. Für den Wasserkanaleinlass/-auslass wird entweder eine Flachdichtungsverbindung oder eine konisch abgedichtete Verbindung verwendet. Sollte die Dichtungsanordnung für die Spritzgussform mit konformer Kühlung nicht den Anforderungen entsprechen, würde die gesamte Form ohne Vorankündigung einen plötzlichen Rückgang ihrer Kühlkapazität erfahren.
Laden Sie die Checkliste zur Vermeidung von konformen Kühlkanälen und Auswerferstiften herunter, die Methoden zur Kollisionserkennung und Dichtungsdesignpunkte enthält, um Ihnen dabei zu helfen, strukturelle Konflikte im Voraus während der DFM-Phase komplexer Komponentenformwerkzeuge zu vermeiden.
Wie optimiert man Kühlmittel und Rheologie für ein konformes Kühlformdesign?
Die Optimierung des Kühlmediums für spritzgussformen mit konformer Kühlung konzentriert sich auf drei Ziele: turbulente Wärmeübertragung (Re>4000), Druckabfallkontrolle (Δ P<2-3 bar) und entsprechende Anpassung des Mediumtyps zum Harztemperaturbereich.
Turbulente Wärmeübertragungsbedingung:
Die Grenzschicht behindert die Wärmeübertragung bei laminarer Strömung. Die Reynolds-Zahl Re muss größer als 4.000 sein, und es wird empfohlen, dass Re größer als 5.000 ist. Die Rauheit der Innenwand der SLM-gedruckten Wasserstraße (Ra ≈ 10 μm) verringert die tatsächliche effektive Re, und in der Entwurfsphase sollte ein Spielraum vorgesehen werden.
Druckverlustkontrolle:
Annähernd 90-Grad-Ellenbogenbeugungen tragen zum zusätzlichen Verlust von 30–50 % des Kopfes bei. Eingesetzte Techniken zur Reduzierung des Strömungswiderstands um bis zu 2-3 bar:
- Die Verwendung von 90-Grad-Bögen wird nicht empfohlen. Es ist besser, einen glatten Biegeradius zu wählen, der > dem Durchmesser des Rohrs entspricht.
- Nutzung mehrerer Wasserkanäle parallel.
- AFM glättet die Innenwand, sodass die durchschnittliche Rauheit von Ra 10 μm auf 1,6 μm reduziert wird (eine Reduzierung des Strömungsverlusts wird um etwa 30 % erreicht).
Auswahl des Kühlmediums
|
Bewerbung |
Kühlmitteltyp |
Temp.-Bereich |
|---|---|---|
|
Standard |
Wasser |
20–80°C |
|
Hochtemperaturharz (PC, PEEK) |
Heizöl formen |
80–200°C |
|
Anwendung bei niedrigen Temperaturen |
Ethylenglykol-Wasser |
−10–20 °C |
Der Designservice für Spritzgussformen vernachlässigt oft die Medienauswahl – die Verwendung von Wasser mit Raumtemperatur in Verbindung mit PC/PEEK führt zu Kondensation auf der Formoberfläche und führt zu neuen Defekten.
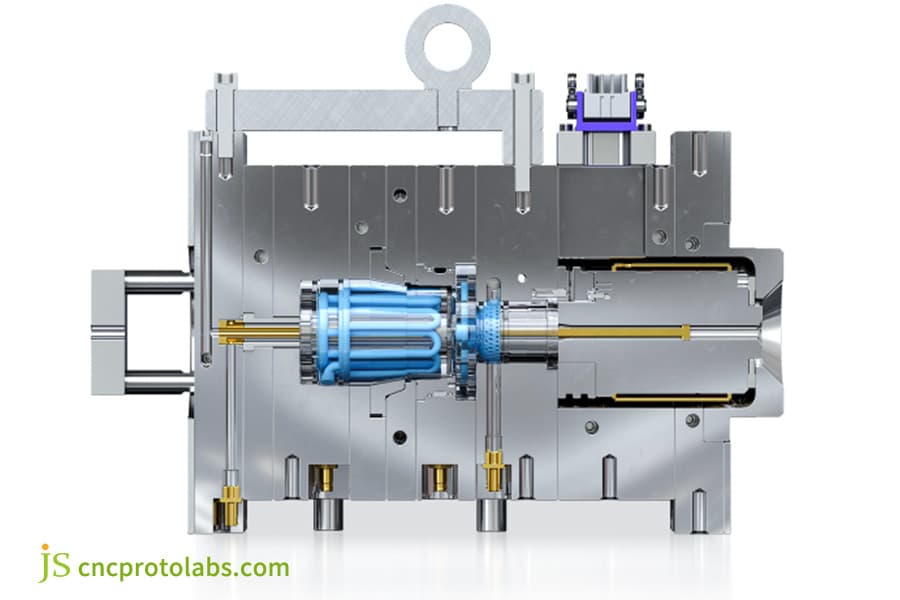
Abbildung 2: 3D-Modell einer Spritzgussform mit konformer Kühlung.
Wie wirkt sich die Materialauswahl auf die Leistung und Lebensdauer beim konformen Kühlformdesign aus?
Die Materialauswahl für die konformen Kühleinsätze des Hochpräzisionsformservice bestimmt direkt die Formlebensdauer und die Wärmeleitfähigkeitseffizienz. Martensitischer Alterungsstahl (50–54 HRC nach Alterung, Streckgrenze 1.100 MPa, Wärmeleitfähigkeit 17–20 W/(mK)) ist zum am häufigsten ausgewählten Material für konforme Kühlmittelkanäle geworden.
Vergleich von drei gängigen Materialien
|
Material |
Härte (nach HT) |
Streckgrenze |
Wärmeleitfähigkeit |
Bester Anwendungsfall |
|---|---|---|---|---|
|
MS1 (1.2709) |
50–54 HRC |
1.100 MPa |
17–20 W/(m·K) |
Allgemeine konforme Einsätze |
|
H13 (gedruckt) |
46–48 HRC |
~900 MPa |
24–28 W/(m·K) |
Nicht empfohlen für starke Auswirkungen |
|
CuCrZr |
28–32 HRC |
~400 MPa |
300–400 W/(m·K) |
Niedriger Druck, extremer Kühlbedarf |
Auswahlüberlegungen:
- MS1: Der gedruckte Zustand erreicht 30–35 HRC, nach dem Tempern bei 490 °C erreicht er 50–54 HRC, die Ermüdungsgrenze liegt bei 400–450 MPa – die Größe der Umkehrspannungen am dünnsten Teil des Wasserkanals sollte diesen Grenzwert nicht überschreiten.
- H13: Die Zähigkeit im gedruckten Zustand ist im Vergleich zum geschmiedeten Zustand um etwa 40 % geringer, nicht für Situationen mit hoher Stoßbelastung geeignet.
- Kupferlegierung: Die Wärmeleitfähigkeit ist viel höher – um den Faktor 15–20 – als die von MS1, obwohl die Festigkeit und die Festigkeit geringer sind. Es ist ideal für Fälle mit minimalem Einspritzdruck und extrem hohen Kühlanforderungen.
- Hybridlösung: Kupferlegierungseinsätze werden in den Bereichen verwendet, die der höchsten Wärmebelastung ausgesetzt sind, während MS1-Einsätze in den Bereichen mit struktureller Belastung eingesetzt werden.
Im Kontext der konformen Kühlung ist MS1+EOS M290 derzeit die ausgereifteste Prozesskombination für den Service von kundenspezifischen Formenwerkzeugen.
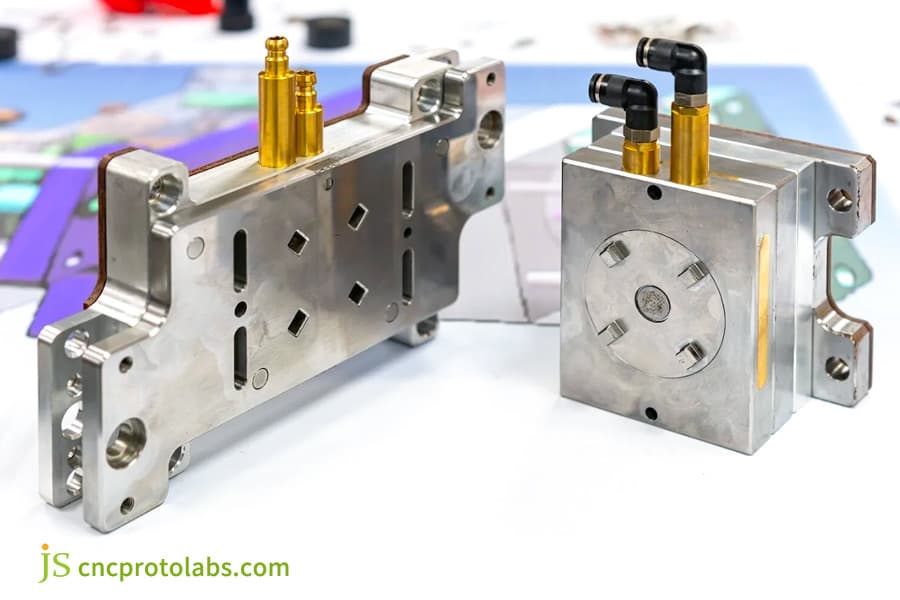
Abbildung 3: Metallformkomponenten mit Messinganschlüssen.
Wie identifiziert und beseitigt die Simulationsvalidierung Hot Spots im konformen Kühlformdesign?
Nachdem ein formwerkzeug für komplexe Komponenten konforme Kühlkanäle gedruckt wurden, gibt es in Zukunft praktisch keine Möglichkeit mehr, sie zu ändern, sodass das Design vor dem Drucken simuliert und validiert werden muss. Die Analyse der transienten Formkühlung wird normalerweise mit Software wie Autodesk Moldflow oder Moldex3D durchgeführt und ist ein Standardverfahren.
Simulationsergebnis und Hot-Spot-Entfernung
- Temperaturverteilungswolkenkarte: zeigt den Temperaturunterschied an der Oberfläche des Hohlraums.
- Temperaturgradient am Produktquerschnitt: Eine Entformung bei einer Temperatur von <15℃ gilt als zufriedenstellend.
- Hot-Spot-Standort: Dünne Rippen und dicke Nabenbereiche sind diejenigen, bei denen am wahrscheinlichsten Hot-Spot-Probleme auftreten, da Temperaturunterschiede zu ungleichmäßiger Schrumpfung führen, was wiederum zu Verwerfungen und Schrumpfspuren führt.
- Abkühlzeitschätzung: ein Vergleich traditioneller und konformer Lösungen.
Schleifeniteration der Design-Simulation:
Vorläufiges Layout → Moldflow-Analyse → Hot-Spot-Anmerkung → Neuführung der Wasserstraße → Sekundärüberprüfung → gesperrtes Design, 2-4 Iterationen erforderlich, um ΔT≤3℃ zu erreichen.
IATF 16949:2016 Das Qualitätsmanagementsystem für den Automobilsektor betont ausdrücklich: Besondere Merkmale (wie die Gleichmäßigkeit der Formkühlung) müssen durch die Prozess-FMEA genau bestimmt und geregelt werden.
Unter Berücksichtigung dieses Aspekts der Automobil-Formkontrolle haben wir ΔT ≤ 3 °C und Hot Spot < Formtemperatur +5 °C als besondere Eigenschaften in ein PFMEA-Dokument für das Automobil-Tier-1-Sensorgehäuseteil aufgenommen. Dies wurde als Hauptgrund für die Erfolgsquote des Projekts bei den ersten Formen von 94,8 % gegenüber nur 62,5 % bei den anderen Projekten mit nicht genügend Iterationen identifiziert.
Mit anderen Worten: Bei Ihren komplexen Automobil- oder Medizinteilen bestimmt die Anzahl der Simulationsiterationen letztendlich, wie wahrscheinlich es ist, dass der Formversuch erfolgreich ist. Während der Entwurfsphase werden Sie kaum genug Zeit einsparen, um das Überspringen von ein oder zwei Iterationen zu rechtfertigen, wohingegen Sie während der Formversuchsphase einen viel höheren Aufwand aufwenden müssen, um die ausgelassenen Probleme zu beheben.
Kontaktieren Sie uns für einen kostenlosen Verifizierungsbericht zur konformen Kühlungssimulation, eine Moldflow-Analyse für Hotspots in Ihren komplexen Teilen sowie ΔT-Vorhersage und Optimierungsvorschläge innerhalb von 48 Stunden, um den ersten Probedurchgang der Spritzgussform mit konformer Kühlung sicherzustellen.
Abbildung 4: Große industrielle Spritzgussform in der Werkstatt.
Wie hat JS Precision mithilfe eines konformen Kühlformdesigns die Verzugsprobleme bei einem Sensorgehäuse für die Automobilindustrie gelöst?
JS Precision entwickelte und produzierte eine Spritzgussform mit konformer Kühlung für das PC/ABS-Sensorgehäuse eines Tier-1-Automobilzulieferers. Sie erzielten bemerkenswerte Ergebnisse – der Verzug wurde von 0,45 mm auf nur 0,12 mm gesenkt, während die Kühlzeit von 32 Sekunden auf 21 Sekunden und die Ausschussrate von 4,2 % auf 0,6 % reduziert wurden.
Herausforderungen des Kunden:
Tier-1-Automobilzulieferer hat den Bedarf, eine hochpräzise Spritzgussform für ein Motorraumsensorgehäuse zu entwickeln. Das Material war PC/ABS. Zu den zu formenden Merkmalen gehören tiefe Rippen (35 mm Höhe/1,2 mm Wandstärke), viele Vorsprünge (8 mm Durchmesser/12 mm Höhe) und asymmetrisch gekrümmte Oberflächen.
Es gibt drei Hauptprobleme bei einer herkömmlichen tieflochgebohrten Wasserkanalform der Klasse 101: Die Abkühlzeit beträgt 32 Minuten, die Gesamtzykluszeit beträgt etwa 46 Sekunden, damit kann kaum eines der Millionen-Jahresziele erreicht werden, 18 °C Temperaturunterschied zwischen den Rippen-/Nabenbereichen, die Verwerfung von 0,38 auf 0,52 mm aufgrund des Temperaturunterschieds (Grenzwert: 0,20 mm) und die Ausschussrate 4,2 % davon sind 73 % übermäßig verzogen.
Schlüsselschritte der JS Precision Solution:
- Mold-Flow-Analyse: Basierend auf der Moldflow-Analyse gibt es drei Hotspots (zwei Rippen an der Basis einer tiefen Rippe und eine an der Spitze der dicken Rippe).
- Insert-Zerlegung:Der konforme Bereich wurde in drei separate Einsätze mit unabhängigen konformen Schleifen aufgeteilt, was zu einem geringeren Druckbedarf und geringeren Kosten führt und es einfacher macht, sie aufrechtzuerhalten.
- Wasserkanalanordnung: Drei unabhängige Schleifen, Größe 8 mm, Kanalabstand des Hohlraums 3 mm, Abstand zwischen den Wasserkanälen 28 mm (3,5-facher Durchmesser), kreisförmiger Querschnitt. Heiße Stellen wurden spiralförmig abgedeckt, während für die verbleibenden (unkritischen) Bereiche das gerade Design verwendet wurde, um die Druckkosten zu senken
- Koordination der Formstruktur: Wasserkanaldesign und Auswerfersystem wurden gemeinsam durchgeführt, CAD-Überlagerungen stellten keine Interferenzen zwischen Designs sicher. Der Einsatz und die Formbasis-Passfläche sind mit einer O-Ring-Nut und einem Kompressionsverhältnis von 20 % ausgestattet.
- Additive Fertigung und Nachbearbeitung:MS1 wurde mit EOS M290 gebaut und 6 Stunden lang bei 490℃ auf 52 HRC getempert. AFM-Wasserkanäle wurden auf Ra1,6 μm poliert. Die Trennfläche wurde drahterodiert. Die konforme Kühlung durch Custom Mold Tooling Service mit AFM-Polieren Ra1,6μm war ein wesentlicher Schritt, der die Langzeitstabilität der Wasserkanäle garantiert.
Wichtige Entscheidungen und gewonnene Erkenntnisse:
Ursprünglich befanden sich die Wasserkanäle in einem Abstand von 2,0 mma vom Hohlraum, was zu einem MS1-Einsatz mit einer Wandstärke im Hot-Spot-Bereich von nur 1,8 mm führte. Struktursimulationen zeigten, dass bei einem Einspritzdruck von 1.200 bar die Spannung viel höher sein würde als die Streckgrenze von MS1 (1.100 MPa). Das Team beschloss, den Versatz auf 3,0 mma zu verschieben, was bedeutete, dass etwa 8 % der Kühleffizienz verloren gingen. Immer noch strukturell Integrität wurde gewährleistet. Dies ist einer der häufigsten technischen Kompromisse – Sicherheit vor Effizienz zu stellen.
Endergebnisse (Datenankerpunkte):
- Abkühlzeit: von 32 Sek. auf 21 Sek. (-34,4 %)
- Gesamtzykluszeit: von 46 Sek. auf 34 Sek. (-26,1 %)
- Temperaturunterschied: 18℃ bis 3,2℃
- Verzug: von 038-052 mm bis 010-014 mm
- Ausschussquote: von 42 % auf 0,6 %
- Bei einer jährlichen Produktion von 1 Million 2 Teilen spart der Stillstand der Spritzgießmaschine rund 4.000 Stunden
Der wahre Wert des hochpräzisen Formenservices liegt nicht darin, so viel wie möglich aus der Abkühlungsphase des Teils herauszuholen, sondern darin, die beste Lösung innerhalb der strukturellen Grenzen der Produktsicherheit zu finden.
Stößen Ihre komplexen Teile auch auf Verzugsprobleme in tiefen Rippen- oder dicken Nabenbereichen? Laden Sie Ihre 3D-Zeichnungen (STEP/IGS) auf JS Precision hoch und erhalten Sie innerhalb von 48 Stunden eine kostenlose DFM-Machbarkeits- und ROI-Analyse.
Wie können Sie das optimale konforme Kühlkanallayout für Ihre komplexen Komponenten anpassen?
Die konforme Anpassung des Kühlkanals erfolgt durch die Befolgung einer fünfstufigen Methode: Identifizierung geometrischer Merkmale, Bestimmung von Hot-Spot-Standorten, gemeinsames Design von Kühlkanälen und Formstruktur, Prüfung der Druckbarkeit und Überprüfung der Simulationsiteration. JS Precision benötigt in der Regel 8 Werktage.
Überblick über die Fünf-Schritte-Methode
- Analyse geometrischer Merkmale und DFM-Prüfung:
Ermitteln Sie die Wandstärkenverteilung (Bereiche mit einer Dicke >20 mm, Dicke <1,2 mm), das Verhältnis von Rippenhöhe zu Dicke, die Größe des Vorsprungs, die Hohlraumkrümmung und die Trennlinie. Identifizieren Sie gleichzeitig die Positionen der Auswerferstifte und die Anordnung der Trennelemente.
- Genaue Lokalisierung von Hotspots:
Anhand der Ergebnisse der Moldflow-Füll- und Abkühlphase kann man die Temperaturkarte und die Koordinaten von Hotspots bestimmen. Bereiche, in denen die Temperatur über einem bestimmten Niveau liegt, werden als harte Knoten bezeichnet, die der Conformal Cool Channel verarbeiten muss.
- Design des Kühlkanallayouts und Koordination der Formstruktur:
Entwickeln Sie das Kühlkanalnetzwerk. Gleichzeitig finalisieren Sie das Layout der Formteile, prüfen und vermeiden Interferenzen zwischen Auswerferstiften/-schiebern, entwerfen O-Ring-Dichtungspositionen und finalisieren nach der Einrichtung des konformen Kühlkanals die Gestaltung des Einsatzes und der Dichtung. Das konforme Kühlschema des Spritzgussformdesign-Service muss synchron mit der Demontage des Einsatzes und des Dichtungsdesigns abgeschlossen werden, andernfalls sind die Nacharbeitskosten in der späteren Phase extrem hoch.
- Druckbarkeitsprüfung:
Jedes Kanalsegment sollte auf Einhaltung des Mindestwinkels der Wasserkanalachse von 45° zur Druckplattform, eines Mindestdurchmessers von einem Kreis mit einem Radius von mindestens 2 mm auf 4 mm und einem Biegeradius von 1 Durchmesser überprüft werden. Andernfalls kehren Sie zur Korrektur zu Schritt 3 zurück. In dieser Phase wird über die Berücksichtigung der AFM-Nachbearbeitung entschieden.
- Simulieren Sie einen vollständigen Satz von Kühlsimulationen nach Übergangszustand:
Die Eingabe erfolgt dann in Moldex3D oder Moldflow. Es sollten mindestens 5 vollständige Einspritzzyklen durchgeführt werden. Die Bedingungen für das Bestehen sind: ΔT≤3℃, Hotspot < Zielformtemperatur + 5℃ bei Produktquerschnittstemperaturgradient < 15℃ beim Entformen. Es dauert etwa 2–4 Zyklen, bis das Ergebnis vorliegt.
Datenergebnisse
Basierend auf 212 Projektdaten wurde festgestellt, dass Standardprozesse in der Lage sind, einen ersten Gussversuch mit Teilen mit einer Erfolgsquote von 94,8 % zu bestehen, wodurch die durchschnittliche Anzahl der Design-Iterationen von 5,2 Runden auf 2,3 Runden gesenkt und die Design-Zykluszeit von 3 Wochen auf 8 Arbeitstage verkürzt wurde. Für das konforme Kühldesign komplexer Komponentenformwerkzeuge ist ein standardisierter Prozess zuverlässiger als die Erfahrung von Menschen.
Warum sollten Sie JS Precision als Ihren Designpartner für konforme Kühlformen wählen?
JS Precision ist mit der gesamten Produktionskette von der DFM-Analyse, dem Design der Formstruktur, dem Metall-3D-Druck (DMLS) bis zur Überprüfung der Formversuche ausgestattet. Das Unternehmen hat über 200 konforme Kühlformen geliefert, was zu einer durchschnittlich 28 % kürzeren Kühlzeit, 67 % weniger Verzug und einem 94,8 %igen Erfolg beim ersten Formversuch führt Rate.
Kernkompetenzen
- End-to-End Closed Loop: Konzeptionelles Design → DFM-Analyse → Demontage des Einsatzes und Design der Formstruktur → DMLS-Druck (EOS M290/MS1) → Wärmebehandlung → AFM-Polieren → Präzisionsbearbeitung → Probeformüberprüfung. Ein einziger Anbieter ist für den gesamten Ablauf verantwortlich und minimiert so Koordinationsrisiken.
- Formdesign-orientiertes technisches Denken: Wir prüfen zunächst die konforme Lösung aus der Sicht eines Spritzguss-Konstrukteurs, die Ausrichtung von Wasserkanälen mit Trennflächen, Auswurfsystemen und Gleitblöcken,und streben nicht nur nach einer geometrischen Perfektion der Wasserkanäle. Die Lösung ist so konzipiert, dass sie problemlos praktisch installiert und in Betrieb genommen werden kann und auch lange reibungslos funktioniert Zeit.
- Datengesteuerte Entscheidungsfindung: Wir präsentieren während der Angebotsphase eine echte ROI-Prognose basierend auf 212 realen Projekten, zu denen unter anderem ABS-, PC/ABS-, PA66+GF- und PEEK-Materialien gehörten.
- Quantitative Verpflichtung (im technischen Vertrag enthalten): ΔT≤3℃, Kühlschrumpfung 20 %, Erfolgsquote der ersten Chargen-Testform (95 %), bei Nichteinhaltung wird eine kostenlose Überarbeitung gewährt.
JS Precision's goal when it comes to providing conformal cooling injection mold tooling service is not only limited to the production but rather to one-time mold trial success, which is an industry standard now.
Take Action Now: Send your 3D drawings (STEP/IGS), resin grade, annual production volume, and quality requirements to JS Precision to receive a free DFM assessment, ROI analysis, and detailed quotation within 48 hours.
FAQs
Q1: What is the approximate incremental cost of a Conformal cooling mold design?
The additional cost can be anywhere between $15k to $50k based on the complexity of the component, the number of insert molds, and the post-processing required. JS Precision will give a breakup of the costs during the quotation stage.
Q2: What is the typical payback period for a Conformal cooling mold design?
It is dependent on the annual production volume and the degree of cooling reduction. On a standard project, payback can be about 2.5 years with a yearly production of 50k pieces and about 1.25 years for 100k pieces.
Q3: Which resin materials are suitable for Conformal cooling mold design?
All thermoplastic resins can be used, even though the advantages are mainly for high-temperature injection grades like PC, PEEK, or PEI. The warping of these materials resulting from uneven cooling is significant and conformal cooling greatly increases the homogeneity of temperature as well as reduces scrap rates.
Q4: What is the minimum diameter for Conformal channels?
For direct metal printing the minimum feasible dimension is about 4mm. Water channels which are smaller than 4mm are harder to get powder out from and create too much pressure loss. Usually, JS Precision suggests channels of sizes 6 to 10 mm, larger size means more contact area for Heat Exchange but this will result in less structural strength that shall be taken into account.
Q5: Must Conformal inserts be separated into independent modules?
Splitting is advised. Modules reduce the amount of metal being produced at one time and its price, when it comes to damage sealing and/or replacing can also be easily done. Each module has a standalone circuit and can be divided along hot spot boundaries facilitating easier error detection and maintenance.
Q6: How to prevent cooling medium leakage in Conformal water channels?
Where the insert meets the mold the surface has an O-ring groove whose level of compression is maintained between 15% and 25%. For inlets/outlets Yet sealing flat sheets or conical seals are chosen.
Q7: How to handle interference between Conformal water channels and ejector pins?
There are three options: Move the ejection pin, make room in insert for cooling channel, or build a step pin. JS Precision employs CAD overlay check to find out any potential conflict at DFM phase.
Q8: How to get a quote from JS Precision?
Send your 3D drawings ( STEP/IGS ) with resin grade, annual production target and quality requirements to JS Precision within 48 hours we will perform a free DFM evaluation, ROI calculation and give a price. Besides, you can also directly upload your drawings and JS Precision will quickly reply with the quotation.
Zusammenfassung
Conformal cooling mold design, through additively manufactured conformal channels, reduces injection mold cooling time by 20-40%, cavity surface temperature difference 2℃, and warpage by up to 90%. You will succeed when you rely on these six basics:
- Precisely defining DFM parameters (2-5 mm/6-12 mm/3-5 diameters).
- Synchronizing the channel-mold structure (avoiding parting surface/avoiding ejector pin/insert separation/O-ring sealing).
- Verifying the rheology (Re>4,000/ΔP<2-3 bar).
- Choosing an appropriate MS1 material (i.e. materials with minimal shrinkage after sintering).
- Carrying out a simulation closed-loop verification (2-4 rounds up to ΔT≤3℃).
JS Precision, with mold design engineer's view, offers the whole-process service ranging from DFM analysis and mold structure coordination, to DMLS printing and trial molding verification. Send your 3D drawings (STEP/IGS) and project scope to JS Precision now and within 48 hours, you will receive a free DFM feasibility assessment and quotation.

Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
Custom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
To learn more or submit your RFQ, visit our website: www.cncprotolabs.com
Resource

