Projeto de ferramenta de moldagem por injeção com resfriamento conformal: um guia DFM para componentes complexos
Escrito por
Precisão JS
Publicado
Jul 14 2026
Ferramentas de Moldagem por Injeção
Siga-nos
O projeto de molde de resfriamento conformal usa fabricação aditiva para moldar canais de resfriamento curvos dentro das inserções do molde. Esses canais ficam a 2-5 mm de distância da superfície da cavidade do molde. Isso faz com que a diferença de temperatura da superfície do molde seja ≤2°C e reduz o tempo de resfriamento em 20-40%, e com nervuras profundas, alterações de espessura e curvas complexas, marcas de empenamento e encolhimento são eliminadas.
Este artigo, escrito a partir de um DFM para ferramentas de moldes de injeção, apresenta os principais parâmetros de projeto, a coordenação do layout do canal com a estrutura do molde, seleção de materiais, validação de simulação e análise de custo-benefício.
Visão geral rápida dos parâmetros principais para projeto de molde de resfriamento conformado
Parâmetro de projeto
Valor recomendado
Principal impacto
Distância canal-cavidade
2–5 mm (mín. 1,5 mm)
Eficiência de resfriamento + integridade estrutural
Diâmetro do canal
6–12 mm
Resistência ao fluxo versus área de transferência de calor
Espaçamento entre canais
3–5× diâmetro (≈24–40 mm)
Uniformidade do campo de temperatura
Forma da seção transversal
Circular / lágrima / oval
Circular = menor perda de vazão; lágrima = +15–20% de transferência de calor
Relação com o plano de partição
Deslocamento ≥3 mm do plano de partição
Evitar falhas de flash e vedação
Inserir estratégia de divisão
Dividir inserções independentes por zona de ponto ativo
Custo de impressão mais baixo, manutenção mais fácil
Estrutura do selo
ranhura do anel de vedação, 15–25% de compressão
Evita vazamento de líquido refrigerante
Principais conclusões
São principalmente os volumes de produção de 50.000 unidades por ano que desencadeiam as mudanças no ROI. A redução do custo unitário ocorre porque o tempo de resfriamento é reduzido.
Quando a distância do canal da cavidade MS1 for inferior a 1,5 mm,é possível uma falha estrutural se a pressão de injeção exceder um valor de >1.000 bar.
Para não ser um problema para o usuário ou para a fábrica, todos os tipos de canais de resfriamento conformados dentro de um molde devem ser transformados em seus próprios blocos ou segmentos e vedados adequadamente.
O layout do projeto do canal deve ser mantido longe de pinos ejetores, controles deslizantes e angulados, é uma das restrições que é fácil de ignorar ao passar pela fase DFM (Design for Manufacturing).
Por que confiar nos layouts de canais de resfriamento conformados da JS Precision para serviços de ferramentas de moldes de injeção?
Nossa equipe na fabricação de moldes de injeção para áreas automotivas e médicas tem mais de 15 anos de experiência prática e, a partir disso, percebemos que a execução bem-sucedida do projeto de moldes de resfriamento de conformidade em ferramentas de moldes de injeção precisa de três estágios principais com feedback de circuito fechado: definição de parâmetros DFM, coordenação de estrutura de inserção, impressão aditiva e pós-processamento, em vez de depender apenas de canais de impressão.
Em nossos testes de 3 meses de peças de sensores automotivos, pudemos ver que o pior caso foi quando o canal de água estava a 2,0 mm de distância da cavidade, fazendo com que a parede MS1 atingisse 1,8 mm de espessura apenas em MS1, a 1.200 bar, a tensão era 1,1 vezes maior que o limite de escoamento.
A
ISO 20457:2018 afirma claramente: As tolerâncias dimensionais lineares de peças de injeção de plástico de precisão devem corresponder aos limites da faixa de dimensões, e a interferência de vedação da linha de partição deve estar nos parâmetros de aceitação.
Com base neste requisito, decidimos introduzir ΔT≤3℃ e a taxa de compressão do anel de vedação de 15 a 25% em nossas especificações de molde.
Conseguimos reduzir o período de resfriamento em um invólucro de sensor automotivo em 11 segundos, de 32 segundos para 21 segundos, o empenamento foi reduzido de 0,45 mm para 0,12 mm e a taxa de refugo de 4,2% para 0,6%. Nossa abordagem ao projeto acabou sendo armazenada no banco de dados de 212 casos de projetos da JS Precision.
Quer ver estudos de caso de resfriamento conformal para peças complexas semelhantes? Entre em contato com o engenheiro para obter a planilha de cálculo do ROI da Conformal Cooling, que inclui modelos para custos incrementais, economia anual e período de retorno.
Como determinar os parâmetros principais do DFM para projeto de molde de resfriamento conforme?
Os principais parâmetros DFM para projeto de molde de resfriamento conformado são a distância do canal da superfície da cavidade (2-5 mm), o diâmetro do canal (6-12 mm) e o espaçamento (3-5 diâmetros). Esses quatro parâmetros básicos definem o nível de capacidade de resfriamento do molde e sua resistência estrutural.
A distância da cavidade é uma variável principal do projeto
<1,5 mm: A eficiência da troca de calor é extremamente alta, mas a impressão DMLS de aços de paredes finas pode causar deformação plástica em pressões de injeção de 500-1.500 bar.
>8 mm: A característica conformal desaparece, tornando-se comparável à perfuração com canhão.
Para condições de pressão superiores a 1.000 bar, 4-5 mm é o valor correto, e para condições de baixa pressão, 2-3 mm deve ser selecionado. Determinar o deslocamento da cavidade a partir da espessura do aço do molde e da pressão de injeção é a etapa inicial do DFM para ferramentas de moldes de injeção.
Diâmetro e espaçamento do canal
Diâmetro: Isso equilibra a área de transferência de calor e a resistência mecânica do componente. Um canal grande proporciona maior transferência de calor e melhor fluxo, mas a quantidade de aço consumida é significativa, <3 mm torna quase impossível a remoção do pó. 6-10 mm é o intervalo que você achará adequado na maioria dos casos.
Espaçamento: influencia a uniformidade da temperatura no produto. Espaçamentos muito grandes, mais de 5 vezes o diâmetro, resultam em cristas térmicas, levando a um padrão regular de diferenças de temperatura na superfície do produto, espaçamentos muito estreitos, menos de 3 vezes o diâmetro, diminuem a resistência do molde. O ideal é de 3 a 5 vezes o diâmetro.
Seleção da forma da seção transversal
Circular: Isso proporciona a menor resistência ao fluxo e a fabricação é mais confiável.
Lágrima (ponta em direção à cavidade): Este formato aumentará a área de superfície de transferência de calor em cerca de 15-20%.
Elíptico(o longo eixo da elipse é paralelo à superfície da cavidade): Uma solução intermediária.
Portanto, pode-se dizer que o deslocamento e o diâmetro do canal são os parâmetros de base da característica conformal do resfriamento, uma base fraca permanecerá como tal não importa quantas vezes a simulação seja feita posteriormente.
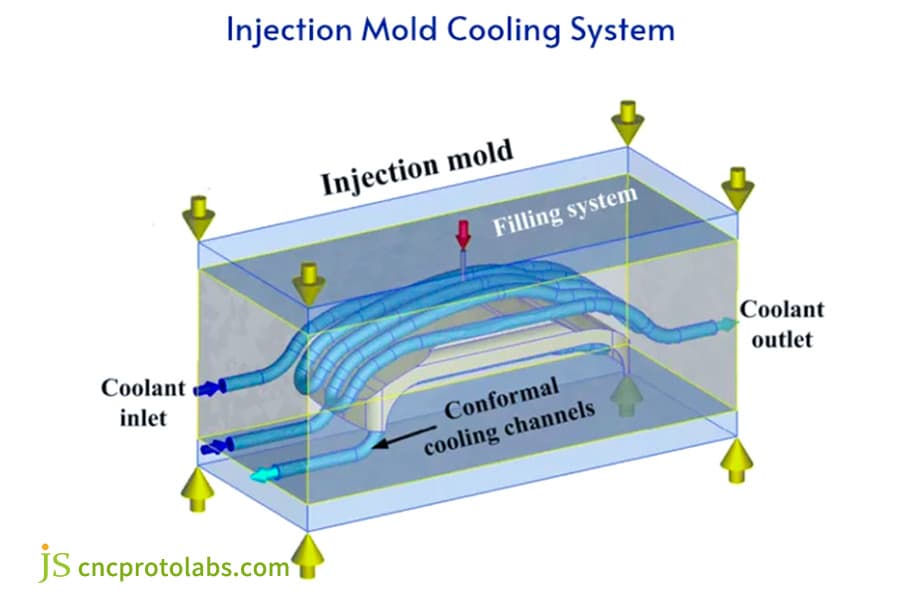
Figura 1: Esquema do projeto do molde de resfriamento conformado com canais.
Como coordenar o layout do canal de resfriamento conforme com a estrutura do molde?
No serviço de ferramentas de molde de injeção: ao criar um layout para sistemas de resfriamento conformados, certifique-se de alinhar o projeto do canal com a linha de partição, sistema ejetor, plano de divisão de inserto, estrutura de vedação na fase de projeto para fabricação.
Separação de canal e superfície de partição
Mantenha a distância entre a linha central do canal e a superfície de separação mais de 3 mm para evitar que o plástico derretido vaze para o canal através do material injetado em alta pressão.
Se o canal tiver que passar pela superfície de separação, certifique-se de que ambos os lados tenham estruturas de vedação.
Layout do canal e sistema ejetor
Os controles deslizantes das mangas dos pinos ejetores, etc. estão entre as principais causas de conflitos físicos nos layouts dos canais. Com ferramentas de molde de componentes complexos, o estágio DFM é uma fase durante a qual a sobreposição do canal 3D é verificada quanto a possíveis conflitos com injetores. Um conjunto comum de abordagens seria:
Alterando a localização do pino ejetor.
Roteamento do canal através da inserção de canal.
Criando pinos ejetores com etapas.
Dividindo a estratégia de inserção
Divida uma inserção conforme em uma série de módulos independentes para que os custos de impressão possam ser controlados e os reparos facilitados. Princípios de divisão:
Divisão na fronteira de regiões com alta temperatura.
Garantir que a superfície de divisão tenha baixo nível de tensão.
Colocar a entrada/saída do canal de água fora de cada inserção para que os tubos possam ser conectados de maneira rápida e precisa.
Estrutura de vedação
A superfície de contato entre a inserção e o molde é fornecida com uma ranhura anular que proporciona uma compressão de 15-25% da vedação. A entrada/saída do canal de água usa uma junta de vedação plana ou uma junta cônica selada. Se o arranjo de vedação do molde de injeção de resfriamento conformal não estiver de acordo com a marca, todo o molde experimentará uma diminuição repentina em sua capacidade de resfriamento sem qualquer aviso prévio.
Baixe a lista de verificação para evitar canais de resfriamento conformados e pinos ejetores, que inclui métodos de detecção de interferência e pontos de projeto de vedação para ajudá-lo a evitar conflitos estruturais antecipadamente durante o estágio DFM de ferramentas de moldes de componentes complexos.
Como otimizar o refrigerante e a reologia para projetos de moldes de resfriamento conformados?
A otimização do meio de resfriamento para molde de injeção de resfriamento conformalfoca em três objetivos: transferência de calor turbulenta (Re>4000), controle de queda de pressão (Δ P<2-3 bar) e correspondência do tipo de meio de acordo com a temperatura da resina intervalo.
Condição turbulenta de transferência de calor:
A camada limite impede a transferência de calor no fluxo laminar. O número de Reynolds Re deve ser maior que 4.000, e Re é recomendado que seja maior que 5.000. A rugosidade da parede interna do curso de água impresso SLM (Ra ≈ 10 μm) reduz o Re efetivo real, e uma margem deve ser reservada na fase de projeto.
Controle de perda de pressão:
Flexões de cotovelo de aproximadamente 90 graus contribuem para perdas adicionais de 30-50% da cabeça. Técnicas empregadas quando se trata de redução da resistência ao fluxo em até 2-3 bar:
O uso de curvas de 90 graus não é sugerido. É melhor fazer um raio de curvatura suave > o diâmetro do tubo.
Uso de vários canais de água em paralelo.
O AFM suaviza a parede interna para que reduza a rugosidade média de Ra 10μm para 1,6μm(uma redução da perda de fluxo é alcançada em cerca de 30%).
Seleção do meio de resfriamento
Aplicativo
Tipo de refrigerante
Intervalo de temperatura
Padrão
Água
20–80°C
Resina de alta temperatura (PC, PEEK)
Óleo para aquecimento de moldes
80–200 °C
Aplicativo de baixa temperatura
Etilenoglicol-água
−10–20°C
O serviço de projeto de molde de injeção muitas vezes ignora a seleção do meio—o uso de água em temperatura ambiente com PC/PEEK causará condensação na superfície do molde, introduzindo novos defeitos.
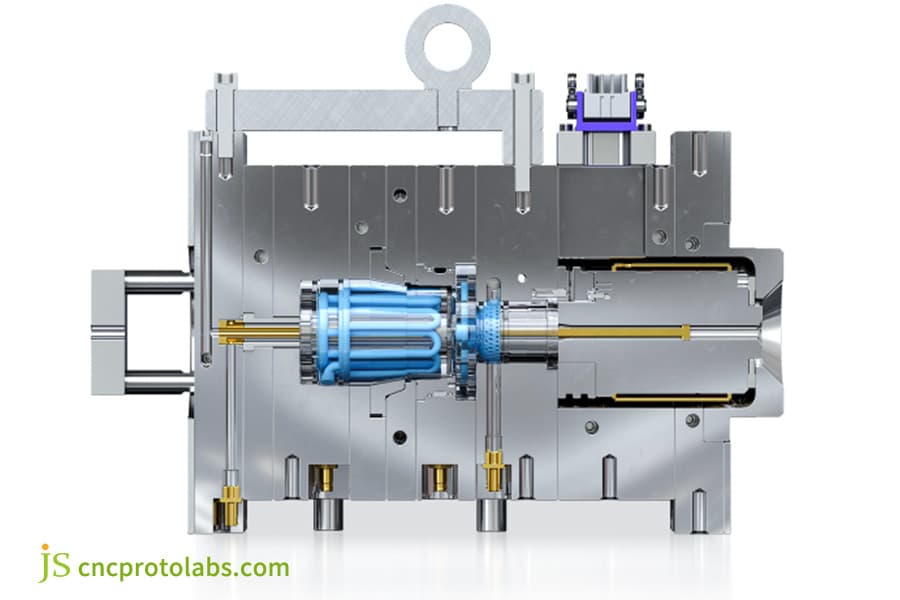
Figura 2: modelo 3D de molde de injeção com resfriamento conformal.
Como a seleção de materiais afeta o desempenho e a vida útil do projeto de molde de resfriamento conformal?
A seleção do material para as inserções de resfriamento conformadas do serviço de molde de alta precisão determina diretamente a vida útil do molde e a eficiência da condutividade térmica. O aço envelhecido martensítico (50-54 HRC após o envelhecimento, limite de escoamento 1.100 MPa, condutividade térmica 17-20 W/(mK)) tornou-se o material mais selecionado para canal de refrigeração conformal.
Comparação de três materiais convencionais
Material
Dureza (pós-HT)
Força de rendimento
Condutividade Térmica
Melhor caso de uso
MS1 (1.2709)
50–54 HRC
1.100 MPa
17–20 W/(m·K)
Inserções conformais gerais
H13 (impresso)
46–48 HRC
~900 MPa
24–28 W/(m·K)
Não recomendado para alto impacto
CuCrZr
28–32 HRC
~400 MPa
300–400 W/(m·K)
Exigência extrema de resfriamento de baixa pressão
Considerações sobre seleção:
MS1: O estado impresso atinge 30-35 HRC após o revenido a 490°C, torna-se 50-54 HRC, o limite de fadiga é 400-450 MPa - a magnitude das tensões reversas na porção mais fina do canal de água não deve exceder este limite.
H13: A tenacidade no estado impresso é mais baixa em cerca de 40% em comparação com a condição forjada, não sendo adequada para situações com carga de alto impacto.
Liga de Cobre: A condutividade térmica é muito maior - por um fator de 15-20 - do que a do MS1, embora a resistência e a resistência sejam menores. É ideal para casos com pressão de injeção mínima e demandas de resfriamento extremamente altas.
Solução Híbrida: As pastilhas de liga de cobre são usadas nas regiões que sofrem maior carga térmica, enquanto as pastilhas MS1 são usadas nas regiões com tensões estruturais.
No contexto do resfriamento conformal, MS1+EOS M290 é atualmente a combinação de processos mais madura para serviços de ferramentas de moldes personalizados.
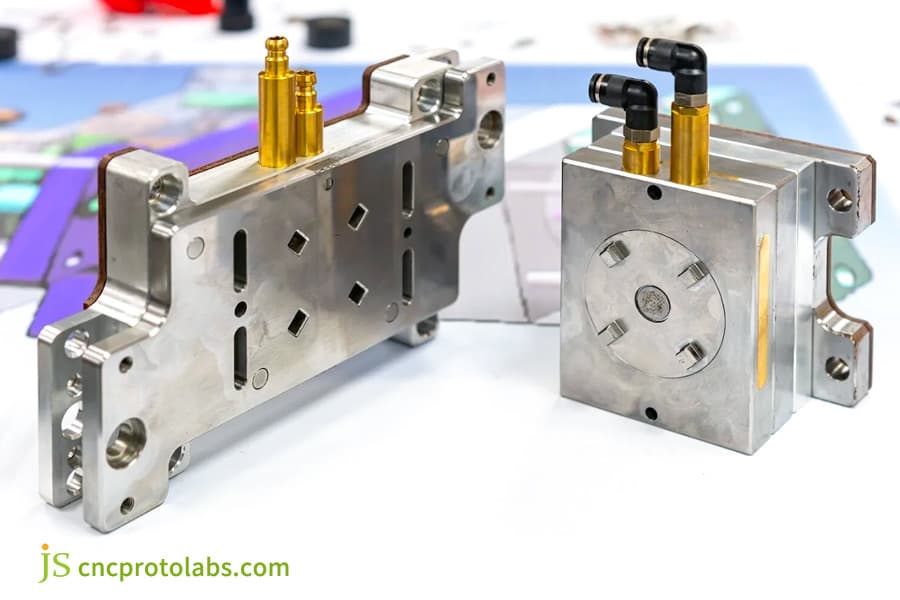
Figura 3: Componentes do molde metálico com conectores de latão.
Como a validação de simulação identifica e elimina pontos quentes no projeto de molde de resfriamento conformal?
Depois que ferramentas de molde de componentes complexos canais de resfriamento conformados foram impressos, praticamente não há nenhuma oportunidade no futuro de modificá-los, portanto o projeto deve ser simulado e validado antes da impressão. A análise de resfriamento transitório do molde é realizada, geralmente com software como Autodesk Moldflow ou Moldex3D, e este é um procedimento padrão.
Resultado da Simulação e Remoção de Hot Spot
Mapa de nuvem de distribuição de temperatura: mostra a diferença de temperatura da superfície da cavidade.
Gradiente de temperatura na seção transversal do produto: A desmoldagem a uma temperatura de <15°C é considerada satisfatória.
Localização do ponto quente: nervuras finas e áreas de saliências grossas são as que têm maior probabilidade de apresentar problemas de ponto quente, uma vez que as discrepâncias de temperatura levam ao encolhimento não uniforme, o que, por sua vez, causa deformações e marcas de encolhimento.
Estimativa do tempo de resfriamento: uma comparação entre soluções tradicionais e conformadas.
Iteração em loop de simulação de design:
Layout preliminar → Análise de fluxo de molde → anotação de ponto quente → reencaminhamento de hidrovia → verificação secundária → projeto bloqueado, exigindo 2-4 iterações para atingir ΔT≤3℃.
IATF 16949:2016 Sistema de Gestão de Qualidade para o Setor Automotivo enfatiza explicitamente: Características especiais (como uniformidade de resfriamento do molde) devem ser identificadas e governadas por meio do FMEA do processo.
Mantendo esse aspecto de controle de molde automotivo em mente, incluímos ΔT≤3°C e ponto quente como o principal motivo por trás da taxa de aprovação dos primeiros moldes de 94,8% do projeto contra apenas 62,5% para os outros projetos que não tiveram iterações suficientes.
Em outras palavras, para peças complexas automotivas ou médicas, o número de iterações de simulações determinará, em última análise, a probabilidade de o teste do molde ser bem-sucedido. Dificilmente você economizará tempo suficiente durante a fase de projeto para justificar pular uma ou duas iterações, enquanto durante a fase de teste do molde você terá que despender um esforço muito maior para recuperar os problemas que foram deixados de fora.
Entre em contato conosco para obter um relatório gratuito de verificação de simulação de resfriamento conformal, análise de Moldflow para pontos quentes em suas peças complexas e previsão de ΔT e sugestões de otimização dentro de 48 horas para garantir a aprovação no primeiro teste do molde de injeção de resfriamento conformal.
Figura 4: Grande molde de injeção industrial na oficina.
Como a JS Precision resolveu os desafios de empenamento em uma carcaça de sensor automotivo usando um projeto de molde de resfriamento conformal?
A JS Precision desenvolveu e produziu um molde de injeção de resfriamento conformal para um invólucro de sensor PC/ABS de um fornecedor automotivo Tier 1. Eles alcançaram resultados notáveis - o empenamento foi reduzido de 0,45 mm para apenas 0,12 mm, enquanto muito tempo - o resfriamento foi reduzido de 32 segundos para 21 segundos e a taxa de refugo de 4,2% para 0,6%.
Desafios do cliente:
O fornecedor automotivo de nível 1 precisa desenvolver um molde de injeção de alta precisão para uma carcaça de sensor do compartimento do motor. O material era PC/ABS, as características para moldar incluem nervuras profundas (35 mm de altura/1,2 mm de espessura de parede), muitas saliências (8 mm de diâmetro/12 mm de altura) e superfícies curvas assimétricas.
Existem três problemas principais com um molde de canal de água Classe 101 perfurado por pistola convencional: o tempo de resfriamento leva 32 minutos, o tempo total do ciclo é de cerca de 46 segundos, isso mal consegue atingir uma meta de um milhão de anos, diferença de temperatura de 18°C entre as regiões de nervura/relevo, empenamento de 0,38 a 0,52 mm devido à diferença de temperatura (limite: 0,20 mm) e taxa de refugo de 4,2%, com 73% deles superando a distorção.
Principais etapas da solução JS Precision:
Análise do fluxo do molde: Com base na análise do Moldflow, existem três pontos quentes (duas bases de nervuras, uma profunda cada e uma na saliência da espessura).
Decomposição de inserções: a área conformal foi dividida em três inserções separadas com loops conformais independentes, levando a uma área de impressão e custo menores e é mais fácil mantê-las.
Disposição do canal de água: Três loops independentes, tamanho de 8 mm com distância do canal da cavidade de 3 mm, espaçamento entre canais de água de 28 mm (3,5x o diâmetro), seção transversal circular. Os pontos críticos foram cobertos em espiral enquanto o design reto foi usado para as áreas restantes (não críticas) para reduzir o custo de impressão.
Coordenação da estrutura do molde: o projeto do canal de água e o sistema ejetor foram feitos juntos, as sobreposições CAD garantiram nenhuma interferência entre os projetos. A superfície de acoplamento da base do molde e da inserção foi projetada com ranhura de anel de vedação com taxa de compressão de 20%.
Fabricação Aditiva e Pós-Processamento: MS1 foi construído com EOS M290 e temperado a 52 HRC a 490°C por 6 h. Os canais de água AFM foram polidos Ra1,6μm. A superfície de separação foi submetida a fio EDMed. O resfriamento conformal do serviço de ferramentas de molde personalizado com polimento AFM Ra1,6μm foi uma etapa essencial que garante a estabilidade a longo prazo dos canais de água.
Principais decisões e lições aprendidas:
Inicialmente, os canais de água foram localizados a uma distância de 2,0 mma da cavidade, o que resultou em uma pastilha MS1 com espessura de parede de área de ponto quente de apenas 1,8 mm. Simulações estruturais indicaram que a uma pressão de injeção de 1.200 bar a tensão seria muito maior do que a resistência ao escoamento do MS1 (1.100 MPa).A equipe decidiu mover o deslocamento para 3,0 mma, o que significou que cerca de 8% da eficiência de resfriamento foi perdida. a integridade estrutural foi garantida. Esta é uma das compensações de engenharia mais comuns: priorizar a segurança em vez da eficiência.
Resultados finais (pontos de ancoragem de dados):
Tempo de resfriamento: de 32 segundos a 21 segundos (-34,4%)
Tempo total de ciclo: de 46 segundos a 34 segundos (-26,1%)
Diferença de temperatura: 18°C a 3,2°C
Empenamento: de 038-052 mm a 010-014 mm
Taxa de sucata: de 42% a 0,6%
Na produção anual de 1 milhão de 2 peças, o tempo de inatividade da máquina de moldagem por injeção economiza cerca de 4.000 horas
O valor real do serviço de moldes de alta precisão não vem de tirar o máximo possível do estágio de resfriamento da peça, mas de identificar a melhor solução dentro dos limites estruturais da segurança do produto.
Suas peças complexas também estão enfrentando problemas de empenamento em áreas com nervuras profundas ou saliências grossas? Carregue seus desenhos 3D (STEP/IGS) para JS Precision e receba uma análise gratuita de viabilidade de DFM e ROI em 48 horas.
Como personalizar o layout ideal do canal de resfriamento conformado para seus componentes complexos?
A personalização do canal de resfriamento conformal é feita seguindo um método de cinco etapas: identificação de características geométricas, determinação de locais de pontos quentes, projeto conjunto de canais de resfriamento e estrutura do molde, verificação de capacidade de impressão e verificação de iteração de simulação. JS Precision normalmente leva 8 dias úteis.
Visão geral do método de cinco etapas
Análise de características geométricas e verificação DFM:
Descubra a distribuição da espessura da parede (áreas com espessura >20 mm, espessura <1,2 mm), relação entre a altura da nervura e a espessura, tamanho da saliência, curvatura da cavidade, linha de partição. Ao mesmo tempo, identifique as posições dos pinos ejetores e o layout da partição.
Localização precisa de pontos críticos:
Usando os resultados da etapa de enchimento e resfriamento do Moldflow, pode-se determinar o mapa de temperatura e as coordenadas dos pontos quentes. Áreas onde a temperatura está acima de um determinado nível são designadas como nós rígidos que o Conformal Cool Channel precisa controlar.
Projeto do layout do canal legal e coordenação da estrutura do molde:
Desenvolver a rede de canais de refrigeração. Ao mesmo tempo, finalize o layout da peça do molde, verifique e evite interferência entre os pinos / controles deslizantes do ejetor, projete as posições de vedação do O-ring e após a configuração do canal de resfriamento conformado, finalize o projeto da inserção e da vedação. O esquema de resfriamento conformal do serviço de projeto de molde de injeçãodeve ser concluído de forma síncrona com a desmontagem da pastilha e o projeto de vedação, caso contrário, o custo de retrabalho no estágio posterior será extremamente alto.
Verificação de capacidade de impressão:
Cada segmento de canal deve ser verificado para cumprir com o ângulo mínimo do eixo do canal de água de 45° em relação à plataforma de impressão, diâmetro mínimo estreitando-se para baixo de um círculo com um raio de pelo menos 2 mm a 4 mm e raio de curvatura de 1 diâmetro. Caso contrário, volte ao passo 3 para correção. Nesta fase, é decidida a permissão para pós-processamento de AFM.
Simule um conjunto completo de simulações de resfriamento por estado transitório:
É então inserido no Moldex3D ou Moldflow. Pelo menos 5 ciclos completos de injeção devem ser realizados. As condições de aprovação são: ΔT≤3℃, ponto quente < temperatura alvo do molde + 5℃ no gradiente de temperatura da seção transversal do produto < 15℃ na desmoldagem. Demora cerca de 2 a 4 ciclos para obter o resultado.
Resultados de dados
Com base em dados de 212 projetos, descobriu-se que os processos padrão têm a capacidade de passar em um primeiro teste de moldagem de peças em 94,8%, diminuindo o número médio de vezes que o projeto foi iterado de 5,2 rodadas para 2,3 rodadas e reduzindo o tempo de ciclo do projeto de 3 semanas para 8 dias úteis. Para o projeto de resfriamento conforme de ferramentas de moldes de componentes complexos, um processo padronizado é mais confiável do que a experiência das pessoas.
Por que escolher a JS Precision como seu parceiro de design de moldes de resfriamento conformal?
A JS Precision está equipada com toda a cadeia de produção, desde a análise DFM, projeto da estrutura do molde, impressão 3D de metal (DMLS) até a verificação do teste do molde. Forneceu mais de 200 moldes de resfriamento conformados, resultando em uma média de 28% menos tempo de resfriamento, 67% menos empenamento e 94,8% de aprovação no primeiro teste do molde taxa.
Competências Essenciais
Circuito fechado ponta a ponta: Projeto conceitual → Análise DFM → Desmontagem da inserção e projeto da estrutura do molde → Impressão DMLS (EOS M290/MS1) → Tratamento térmico → Polimento AFM → Usinagem de precisão → Verificação de teste do molde. Um único fornecedor é responsável por todo o fluxo, minimizando os riscos de coordenação.
Pensamento de engenharia orientado ao projeto de moldes: primeiro verificamos a solução conformada do ponto de vista de um engenheiro de projeto de moldes de injeção, o alinhamento dos canais de água com superfícies de separação, sistemas de ejeção e blocos deslizantes, em vez de apenas buscar uma perfeição geométrica dos canais de água. A solução é feita de tal forma que pode ser praticamente instalada e colocada em operação sem qualquer dificuldade, e também é capaz de continuar funcionando sem problemas por um longo tempo.
Tomada de decisão baseada em dados: Apresentamos uma previsão de ROI real durante a fase de cotação com base em 212 projetos da vida real, que incluíam materiais ABS, PC/ABS, PA66+GF e PEEK, entre outros.
Compromisso quantitativo (incluído no contrato técnico): ΔT≤3℃, encolhimento por resfriamento 20%, taxa de aprovação do molde de teste do primeiro lote (95)%, revisão gratuita é concedida se não for atendida.
O objetivo da JS Precision quando se trata de fornecer serviços de ferramentas para moldes de injeção de resfriamento conformal não se limita apenas à produção, mas sim ao sucesso único em testes de moldes, que agora é um padrão da indústria.
Aja agora: envie seus desenhos 3D (STEP/IGS), grau de resina, volume de produção anual e requisitos de qualidade para a JS Precision para receber uma avaliação DFM gratuita, análise de ROI e orçamento detalhado em 48 horas.
Perguntas frequentes
Q1: Qual é o custo incremental aproximado de um projeto de molde de resfriamento Conformal?
O custo adicional pode variar entre US$ 15 mil e US$ 50 mil com base na complexidade do componente, no número de moldes de inserção e no pós-processamento necessário. JS Precision dará uma divisão dos custos durante a etapa de cotação.
Q2: Qual é o período de retorno típico para um projeto de molde de resfriamento Conformal?
Depende do volume de produção anual e do grau de redução do resfriamento. Em um projeto padrão, o retorno pode ser de cerca de 2,5 anos com uma produção anual de 50 mil peças e cerca de 1,25 anos para 100 mil peças.
Q3: Quais materiais de resina são adequados para o projeto de molde de resfriamento conformal?
Todas as resinas termoplásticas podem ser usadas, embora as vantagens sejam principalmente para tipos de injeção de alta temperatura como PC, PEEK ou PEI. A deformação desses materiais resultante do resfriamento desigual é significativa e o resfriamento conformal aumenta muito a homogeneidade da temperatura, bem como reduz as taxas de refugo.
Q4: Qual é o diâmetro mínimo para canais conformados?
Para impressão direta em metal, a dimensão mínima viável é de cerca de 4 mm. Canais de água menores que 4 mm são mais difíceis de retirar o pó e criam muita perda de pressão. Normalmente, a JS Precision sugere canais de tamanhos de 6 a 10 mm, tamanho maior significa mais área de contato para troca de calor, mas isso resultará em menos resistência estrutural que deve ser levada em consideração.
Q5: As inserções conformais devem ser separadas em módulos independentes?
Aconselha-se a divisão. Os módulos reduzem a quantidade de metal produzido de uma só vez e seu preço,quando se trata de danos, a vedação e/ou substituição também pode ser feita facilmente. Cada módulo possui um circuito independente e pode ser dividido ao longo dos limites do ponto quente, facilitando a detecção e manutenção de erros.
Q6: Como evitar vazamentos de meio de resfriamento em canais de água conformados?
Onde a pastilha encontra o molde, a superfície possui uma ranhura para O-ring cujo nível de compressão é mantido entre 15% e 25%. Para entradas/saídas No entanto, são escolhidas folhas planas de vedação ou vedações cônicas.
Q7: Como lidar com a interferência entre os canais de água conformados e os pinos ejetores?
Existem três opções: Mova o pino de ejeção, abra espaço na inserção para o canal de resfriamento ou construa um pino escalonado. JS Precision emprega verificação de sobreposição de CAD para descobrir qualquer conflito potencial na fase DFM.
Q8: Como obter uma cotação da JS Precision?
Envie seus desenhos 3D (STEP/IGS) com grau de resina, meta de produção anual e requisitos de qualidade para a JS Precision dentro de 48 horas. Nós realizaremos uma avaliação DFM gratuita, cálculo de ROI e forneceremos um preço. Além disso, você também pode carregar seus desenhos diretamente e a JS Precision responderá rapidamente com a cotação.
Resumo
O projeto do molde de resfriamento conformal, por meio de canais conformais fabricados aditivamente, reduz o tempo de resfriamento do molde de injeção em 20-40%, a diferença de temperatura da superfície da cavidade em 2 ℃ e o empenamento em até 90%. Você terá sucesso quando confiar nestes seis princípios básicos:
Definição precisa de parâmetros DFM (2-5 mm/6-12 mm/3-5 diâmetros).
Sincronizando a estrutura do molde do canal (evitando a superfície de separação/evitando o pino ejetor/separação do inserto/vedação do anel de vedação).
Verificação da reologia (Re>4.000/ΔP<2-3 bar).
Escolher um material MS1 apropriado (ou seja, materiais com encolhimento mínimo após a sinterização).
Realizando uma simulação de verificação de circuito fechado (2-4 rodadas até ΔT≤3℃).
JS Precision, com a visão do engenheiro de projeto de moldes, oferece o serviço de todo o processo, que vai desde análise DFM e coordenação da estrutura do molde até impressão DMLS e verificação de moldagem experimental. Envie seus desenhos 3D (STEP/IGS) e o escopo do projeto para a JS Precision agora e dentro de 48 horas, você receberá uma avaliação de viabilidade e orçamento de DFM gratuitos.
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Para JS Precision Services, não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. É responsabilidade do comprador identificar os requisitos técnicos específicos e solicitar uma cotação formal de peças. Entre em contato conosco para obter mais informações.
Equipe de precisão JS
Soluções de fabricação personalizadas. Com mais de 15 anos de experiência atendendo mais de 1.000 clientes, nos especializamos em usinagem CNC de alta precisão, fabricação de chapas metálicas, impressão 3D, moldagem por injeção e estampagem de metal. Tendo entregue com sucesso mais de 300.000 peças de precisão, mantemos uma taxa de entrega dentro do prazo de 99,2% em todos os projetos personalizados.
Nossas instalações estão equipadas com mais de 100 centros de usinagem de 5 eixos de última geração e possuem certificação ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes B2B em 150 países. Quer você precise de prototipagem de baixo volume ou personalização em grande escala, apoiamos seu projeto com prazos de entrega de até 24 horas. Escolha JS Precision para obter eficiência, qualidade e profissionalismo incomparáveis.
Para saber mais ou enviar sua solicitação de cotação, visite nosso website: www.cncprotolabs.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.