

Fabricação de engrenagens helicoidais se destaca como um elemento fundamental no domínio da transmissão mecânica de precisão. As principais vantagens dos acionamentos por engrenagem helicoidal, que residem na sua capacidade de atingir taxas de redução excepcionalmente altas, os levaram a ser a opção preferida para redução de potência e amplificação de torque.
No entanto, as altas taxas de redução também fazem com que a precisão de fabricação seja levada ao limite e, consequentemente, são suscetíveis a problemas como desvios de posicionamento e falhas de componentes.
O guia pretende desvendar o segredo da fabricação de engrenagens helicoidais e rodas helicoidais de alta precisão, e também estabelece os fatores importantes para julgamento dos fornecedores de engrenagens helicoidais levando em consideração a precisão teórica juntamente com o desempenho prático. A seleção do processo de usinagem de engrenagens é um pré-requisito importante para a qualidade do produto.
Visão geral rápida das respostas principais
| Dimensões principais | Principais respostas |
| Processos Centrais | Torneamento desbaste sem-fim → Laminação/fresamento de perfil de dente → Carburização e têmpera → Retificação de sem-fim → Retificação de roda sem-fim, precisão e custo estão positivamente correlacionados . |
| Seleção de Materiais | Sem-fim em aço (20CrMnTi/8620, HRC 58-62) com roda sem-fim em bronze. Aço inoxidável sem-fim (17-4PH) para aplicações resistentes à corrosão. |
| Controle de precisão | DIN grau 5 e superior requerem retificação, a folga pode ser controlada em 3-5 minutos, o design de condutor duplo pode reduzi-la para 1-3 minutos. |
| Avaliação de fornecedores | Verifique o equipamento de retificação (Klingberg/Gleason), avalie as capacidades completas de inspeção da CMM, verifique a experiência de correspondência de materiais. |
Principais conclusões:
- Limitação de precisão: DIN grau 5 é o ponto de viragem, além deste nível de precisão, é obrigatório um processo de retificação sem-fim, o que pode aumentar os custos em 30-50%.
- Redução de folga: Com o design de chumbo único, a folga é de 3 a 5 minutos, mudar para o design de chumbo duplo pode reduzi-la para 1 a 3 minutos, mas o custo de processamento aumenta em 25%.
- Emparelhamento de materiais: É melhor usar engrenagem helicoidal de aço e roda helicoidal de bronze; a taxa de desgaste para malhas de aço com aço é o dobro dessa combinação.
- Rugosidade da superfície: Se Ra≤0,8μm, o ruído será reduzido em 5-8dB. Ra≤0,4μm produz acabamento espelhado e também aumenta a vida útil do produto em 30%.
Por que confiar neste guia? Experiência na fabricação de engrenagens sem-fim JS Precision
A usinagem de engrenagens constitui o coração da fabricação de engrenagens helicoidais. A JS Precision tem atuado muito ativamente na área de usinagem de engrenagens de precisão e fabricação de engrenagens helicoidais nos últimos 20 anos. Fornecemos mais de 100.000 conjuntos de pares de engrenagens helicoidais de alta precisão para vários setores, incluindo máquinas-ferramentas aeroespaciais e CNC.
Também encontramos soluções para os problemas de mais de 50 tipos diferentes de sistemas de transmissão, como quando uma empresa europeia de máquinas-ferramenta de cinco eixos conseguiu reduzir a folga de seu par de engrenagens helicoidais de mesa rotativa CNC das 3h à 1h20 após usar nosso produto.
Nosso padrão de processo de fabricação de engrenagens helicoidais de nível empresarial é compatível com Especificações de precisão de engrenagens ISO 1328-1:2013 e nossos requisitos de controle de erros excedem os padrões da indústria.
Para equipamentos, estamos totalmente equipados com uma variedade de máquinas importadas de alta qualidade, incluindo retificadoras de engrenagens helicoidais Klingberg, fresadoras de engrenagens Gleason, centros de medição de engrenagens Zeiss e máquinas de medição por coordenadas CMM.
Isto nos permite realizar uma produção em larga escala que atende ao nível de precisão DIN 3 . Na fabricação de engrenagens helicoidais, temos a capacidade de limitar o erro do perfil do dente a ±0,004 mm e a rugosidade da superfície será consistentemente em Ra≤0,4μm.
Também temos um laboratório de testes de materiais e testes de desempenho com equipe separada, tendo a capacidade de realizar testes detalhados de dureza do material, profundidade da camada carburizada, pontos de contato e folga total de temperatura, etc., através dos quais podemos garantir que o desempenho de cada produto está dentro do padrão.
Além disso, nossa empresa possui longa experiência e trabalho árduo, dominando o processamento de combinações de materiais de diferentes tipos, como aço bronze, aço aço e aço inoxidável bronze.
Além disso, dependendo do tipo de carga da relação de redução e do ambiente de operação, podemos até inventar a estrutura e o processo das engrenagens helicoidais. Seja o que for, o pedido personalizado não padrão de pequenos lotes com base na necessidade de produção em massa de apenas uma peça ou um milhão de peças , podemos garantir uniformidade do processo e estabilidade de precisão.
Se você estiver enfrentando problemas relacionados à precisão, resistência ao desgaste ou folga das engrenagens helicoidais, ou se precisar de uma solução de transmissão personalizada, entre em contato diretamente com a equipe de engenharia da JS Precision para consulta técnica individual. Nossos engenheiros profissionais responderão às suas principais perguntas sobre o processo e o design.
Quais são as etapas principais do processo de fabricação de engrenagens helicoidais?
A usinagem de engrenagens desempenha um papel crucial em toda a cadeia de produção de engrenagens helicoidais. A fabricação de uma engrenagem helicoidal de alta precisão inclui principalmente as seguintes etapas principais: preparação da peça bruta, usinagem de desbaste, tratamento térmico, usinagem de acabamento e usinagem de acoplamento . A qualidade e a vida útil do produto são diretamente influenciadas pelo processo em cada etapa.
O rigor do processo de fabricação de engrenagem helicoidal é a chave para a qualidade, e os pontos principais são os seguintes:
Preparação em Branco: Forjamento vs. Estoque de Barra
- Os blanks forjados carregam linhas de fluxo contínuo de metal, que contribuem para a capacidade de suporte de carga em mais de 20%, portanto, são adequados para aplicações pesadas com alta frequência .
- O estoque de barras tem vantagens na redução dos custos de corte e na redução das tolerâncias de usinagem, portanto, é mais adequado para amostras de pequenos lotes e produtos de carga leve.
Usinagem de desbaste de engrenagem helicoidal: conformação de rolos vs. torneamento
- A perfilagem é capaz de atingir 90% de utilização do material, endurecimento superficial e uma melhoria de 30% na vida útil da fadiga. Geralmente é o método para produção em massa de engrenagens helicoidais padronizadas.
- O torneamento é muito flexível para atender a diferentes tipos de parâmetros e é usado principalmente na produção de pequenos lotes de engrenagens helicoidais personalizadas.
Tratamento Térmico: Carburização e Têmpera vs. Endurecimento por Indução
- A cementação e a têmpera atingem uma HRC superficial de 58-62 e uma HRC central de 25-40, tornando-a a escolha preferida para transmissões de serviço pesado.
- O endurecimento por indução é de baixo custo e altamente eficiente , alcançando um HRC superficial de 50-55, adequado para aço de médio carbono e aplicações de carga média-leve.
Trabalho de Acabamento: Retificação de Engrenagens Sem-fim como Atividade Central
A retificação é indispensável no processo de fabricação de engrenagens helicoidais se se pretende uma precisão de DIN 5 ou ainda mais apertada. Na JS Precision, o desbaste com rebolos de CBN ou corindo é usado para minimizar o desvio do perfil do dente em 0,005 mm e atingir uma rugosidade superficial de Ra≤0,4μm.
Como usinar engrenagem helicoidal: fresamento com uma fresa voadora ou fresadora
- Quando se trata de lotes pequenos, o fresamento com fresa voadora precisa ser combinado com a engrenagem helicoidal para garantir a precisão da malha. É perfeito para personalização fora do padrão.
- Para tiragens de produção maiores, fresando com um fogão dedicado não só ajudará a aumentar a eficiência de trabalho em 3 a 5 vezes, mas também garantirá a qualidade do processo em um nível estável e resultará na redução do custo unitário.
Cada etapa do processo de fabricação da engrenagem helicoidal requer controle preciso. Se você deseja entender as diferenças de custos entre diferentes processos ou encontrar a solução de processo ideal para o seu produto, a JS Precision pode fornecer um cálculo de custos gratuito, mostrando claramente a relação custo-benefício e a adequação de cada processo.
Como obter acabamento espelhado na usinagem de engrenagens helicoidais de aço inoxidável?
Usinagem de engrenagem helicoidal em aço inoxidável é um trabalho difícil devido à alta viscosidade do material e à tendência de endurecer. Para obter um acabamento espelhado com Ra≤0,2μm é necessário ter um controle muito rígido sobre os seguintes quatro aspectos principais:
Seleção de material de aço inoxidável: 17-4PH vs. 304/316
- Após o tratamento térmico 17-4PH, possui um HRC de 38-44, o que proporciona considerável resistência e resistência ao desgaste, portanto, é uma ótima opção para usinagem de engrenagens helicoidais de aço inoxidável para precisão.
- Por outro lado, o 304/316 não pode ser endurecido e sua dureza superficial é bastante baixa, o que limita seu uso apenas a aplicações de carga leve e alta resistência à corrosão .
Otimização dos parâmetros de corte: velocidade de corte e taxa de avanço
No caso de usinagem de engrenagens helicoidais em aço inoxidável, recomenda-se usar uma velocidade de corte de 80-120 m/min e uma taxa de avanço de 0,05-0,15 mm/rot para minimizar o endurecimento do trabalho e o desgaste da ferramenta.
Processo de retificação: aplicação de rebolos de CBN
A retificação é o principal processo de usinagem de engrenagens helicoidais em aço inoxidável para conseguir o acabamento espelhado . Os rebolos CBN operam a uma velocidade linear de 45-60 m/s e uma profundidade de retificação única de 0,01-0. 03mm. Quando usado junto com fluido de corte à base de óleo, uma superfície com Ra≤0,4μm pode ser produzida.
Pós-tratamento de Polimento e Revestimento
Acabamentos espelhados com Ra≤0,2μm requerem polimento adicional ou a adição de um revestimento TiCN, que pode reduzir o coeficiente de atrito em 30% e, ao mesmo tempo, melhorar a resistência ao desgaste e à corrosão.
Se você tiver requisitos de acabamento espelhado para usinagem de engrenagens helicoidais em aço inoxidável, consulte os estudos de caso de usinagem de engrenagens helicoidais em aço inoxidável da JS Precision para compreender intuitivamente a implementação do processo e a qualidade do produto para obter um acabamento espelhado.

Figura 1: Close de múltiplas engrenagens helicoidais cilíndricas de aço inoxidável com superfícies reflexivas altamente polidas e ranhuras helicoidais precisas, dispostas em um fundo branco.
Como garantir durabilidade e resistência ao desgaste na usinagem de engrenagens helicoidais de aço?
O núcleo da usinagem de engrenagens helicoidais de aço é melhorar a durabilidade e a resistência ao desgaste. Partindo de quatro aspectos, os pontos-chave são os seguintes:
Seleção de materiais: 20CrMnTi vs. 8620 vs. 18CrNiMo7-6
| Tipo de material | Principais vantagens | Cenários Aplicáveis | Preço unitário (USD/kg) |
| 20CrMnTi | Alta relação custo-benefício, custo 20% menor, boa usinabilidade | Aplicações industriais gerais, transmissão de carga média | 2,8-3,2 |
| 8620 | Boa estabilidade do lote, desempenho uniforme após cementação e têmpera | Máquinas-ferramentas CNC, equipamentos automatizados | 3,5-3,8 |
| 18CrNiMo7-6 | Alta resistência, boa resistência ao impacto | Energia eólica, construção naval, cargas extremamente pesadas | 5,8-6,2 |
Controle de profundidade da camada carburizada
Na usinagem de engrenagens sem-fim de aço, para sem-fins com módulo ≤ 6, a profundidade efetiva da camada de cementação recomendada é de 1,0-1,5 mm, o que atende aos Padrão AGMA 6022-C93 . O erro é controlado dentro de ± 0,1 mm para evitar desgaste superficial e resistência reduzida devido à profundidade excessiva.
Dureza superficial e fricção
A dureza da superfície do dente da engrenagem helicoidal de aço deve ser HRC 58-62, quando combinada com a roda helicoidal de bronze HB 210-250. Esta diferença adequada nos níveis de dureza pode acelerar a ruptura, reduzir o desgaste e prolongar a vida útil.
Design resistente ao desgaste: modificação da superfície do dente
Durante a usinagem de engrenagens helicoidais de aço, os dentes helicoidais são modificados com um formato convexo de 5-15μm. Isto otimiza a área de contato, evita cargas nas bordas e aumenta a vida útil em 40%.
Qual é a chave para emparelhar a engrenagem sem-fim e a roda sem-fim para garantir o engate perfeito?
A precisão do engrenamento da engrenagem helicoidal e da roda helicoidal decide o desempenho da transmissão. Uma malha deficiente pode causar ruído, desgaste e muita folga. O emparelhamento deve seguir os princípios "correspondência de precisão, processo unificado e inspeção rigorosa". Os pontos principais são:
Núcleo de Emparelhamento: Mesma Base de Usinagem
As engrenagens sem-fim e sem-fim devem ser produzidas na mesma linha de produção, com os mesmos parâmetros de ferramenta e padrões de inspeção para que não haja incompatibilidade entre o perfil do dente e o contorno da rosca, garantindo engrenamento contínuo.
Controle de folga: avanço único vs. avanço duplo
- O sem-fim de avanço único e a engrenagem da roda sem-fim resultam em uma folga de 3-5 minutos de arco. Eles são mais simples e econômicos e adequados para transmissões padrão.
- A folga dupla pode ser reduzida para 1-3 minutos de arco e é apropriada para usos de posicionamento de precisão, mas vem com um aumento de 25% no custo de usinagem.
Detecção de ponto de contato
Julgamento e Padrões O desempenho da malha de engrenagem sem-fim e roda sem-fim é determinado por um agente corante. A área de contato deve cobrir mais de 50% do comprimento do dente e 40% da altura do dente, estando mais próxima da raiz do dente.
Montagem e depuração: mecanismo de ajuste axial
Para engrenagens helicoidais usadas em cenários de transmissão de precisão, é necessário um mecanismo de ajuste axial. Este mecanismo pode compensar a folga de desgaste on-line sem desmontar a caixa de engrenagens , melhorando a conveniência da manutenção.
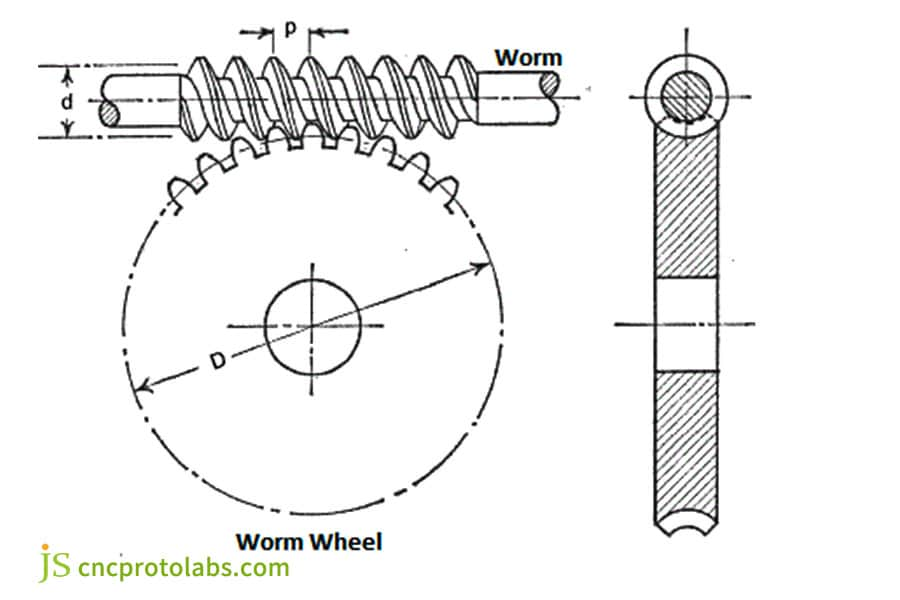
Figura 2: Um diagrama de instruções ilustrando um sem-fim e sua roda sem-fim separadamente, com dimensões principais como passo (p) e diâmetros (d, D) rotulados para explicar os princípios de engate.
O que torna as engrenagens de alta proporção propensas a erros e como corrigi-las?
Engrenagens helicoidais com alta taxa de redução (taxa de redução ≥50:1) na fabricação de engrenagens helicoidais são mais vulneráveis a erros de precisão. Tais erros causam problemas de grande folga, posicionamento incorreto e baixa eficiência de transmissão, entre outros, que têm graves efeitos negativos no desempenho do equipamento.
Os erros das engrenagens helicoidais de diferentes taxas de redução e graus de precisão não vêm apenas de locais diferentes, mas também variam muito em suas magnitudes. Dados específicos são mostrados na tabela abaixo:
| Taxa de redução | Grau de precisão | Erro cumulativo de passo (mm) | Desvio do perfil do dente (mm) | Erro de deformação térmica (mm) | Desvio de folga (minutos) |
| 50:1 | DIN Grau 6 | 0,012-0,018 | 0,008-0,012 | 0,010-0,015 | 4-6 |
| 70:1 | DIN Grau 5 | 0,008-0,012 | 0,005-0,008 | 0,012-0,018 | 3-5 |
| 80:1 | DIN Grau 5 | 0,007-0,010 | 0,004-0,007 | 0,013-0,019 | 2,5-4,5 |
| 100:1 | DIN Grau 4 | 0,004-0,007 | 0,002-0,004 | 0,015-0,020 | 1-3 |
| 120:1 | DIN Grau 4 | 0,003-0,006 | 0,001-0,003 | 0,016-0,022 | 0,8-2,5 |
Com base nos dados da tabela acima, resolver o erro em engrenagens de alta relação requer a identificação da origem e da otimização direcionada. Os pontos principais são os seguintes:
Análise da Fonte de Erros: Fabricação e Montagem
Na fabricação de engrenagens helicoidais, imprecisões no avanço da engrenagem helicoidal e no formato do dente, no avanço da roda helicoidal e no formato do dente, bem como erros no ângulo do eixo e na distância central durante a montagem causarão alta folga e mau contato entre as engrenagens .
Método de compensação de deformação térmica
A deformação térmica da retificação sem-fim leva a uma faixa de erro de 0,01-0,02 mm. Na produção de engrenagens helicoidais, um dos métodos para minimizar as consequências desse erro é utilizar um sistema de compensação de deformação térmica ou resfriamento de óleo de alta pressão.
Princípio de funcionamento da tecnologia de engrenagem helicoidal com chumbo duplo
A engrenagem helicoidal de avanço duplo possui diferentes avanços nas superfícies dos dentes esquerdo e direito. O movimento axial permite um ajuste preciso da folga, reduzindo em 50% a folga média das engrenagens de alta relação e alcançando uma transmissão de alta precisão.
Design inovador de engrenagem helicoidal flexível axial
O sem-fim elástico axial JS Precision pode compensar automaticamente a folga de desgaste da superfície do dente, reduzindo a folga mínima das engrenagens de alta relação para zero , enquanto absorve cargas de impacto, aumentando a vida útil em 30%.
Procurando fornecedores profissionais de engrenagens sem-fim: em quais competências essenciais você deve se concentrar?
Alta qualidade fornecedores de engrenagens helicoidais garantir a qualidade do produto. A avaliação deve centrar-se em cinco competências essenciais, especificamente:
Verificação da lista de equipamentos
Verifique se o fornecedor de engrenagens helicoidais está equipado com retificadoras helicoidais Klingberg altamente eficientes e instrumentos de medição de engrenagens Zeiss, pois o requisito básico para a fabricação de engrenagens helicoidais de alta precisão é ter tais equipamentos.
Compromisso de Grau de Precisão
Verifique se a capacidade de retificação do fornecedor de engrenagens sem-fim é de pelo menos grau DIN 5, com folga de cabo simples 5 AJ e folga de cabo duplo 3 AJ. Esta é a maneira mais direta de avaliar suas habilidades de produção.
Experiência de emparelhamento de materiais
Analise o trabalho do fornecedor de engrenagens helicoidais para o emparelhamento de materiais, por exemplo, bronze de aço e bronze de aço inoxidável, através de sua experiência e estudos de caso da indústria para garantir que os materiais sejam combinados da melhor maneira .
Verificação de capacidade de teste
O teste é um fator importante na qualidade, portanto, descubra se o fornecedor de engrenagens helicoidais é capaz de fornecer relatórios completos de inspeção à CMM, dados de erros, etc.
Indicadores de entrega e resposta
Excelentes fornecedores de engrenagens helicoidais são aqueles que conseguem entregar o seguinte: taxa de entrega > 96%, taxa de recompra > 15% e tempo de resposta < 3 horas, o que abrange a entrega e o serviço pós-venda.
Se você estiver filtrando fornecedores de engrenagens helicoidais, poderá solicitar à JS Precision as necessidades de seu produto e obter cotações detalhadas de produtos e soluções de processo e, com isso, comparar rapidamente os pontos fortes e acessíveis dos fornecedores.
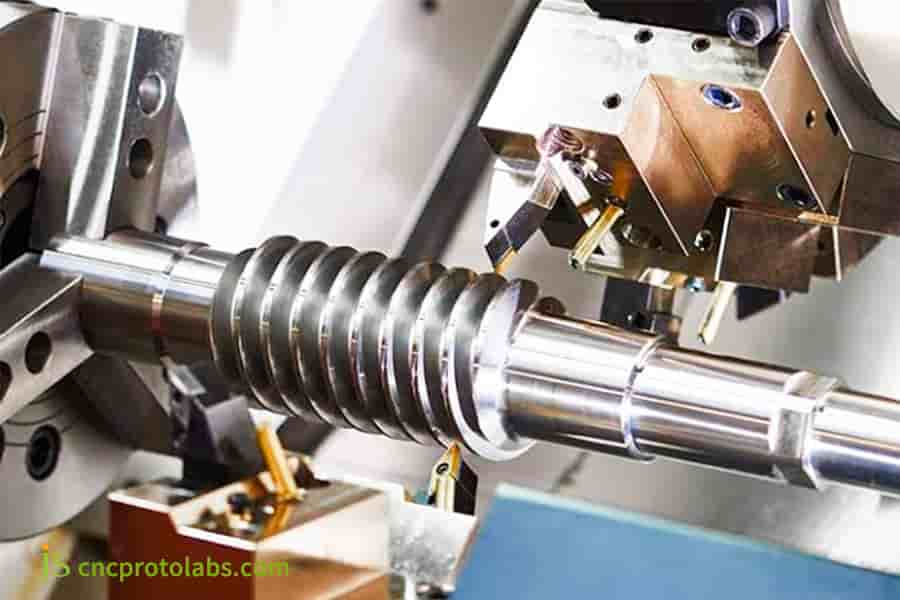
Figura 3: Um torno CNC com uma ferramenta de corte amarela está usinando ativamente um eixo sem-fim de aço inoxidável, criando ranhuras em espiral e um acabamento superficial reflexivo em um ambiente industrial.
Estudo de caso de precisão JS: A folga de um par de engrenagens helicoidais de chumbo duplo em uma mesa giratória CNC foi reduzida de 3 minutos de arco para 1,2 minutos de arco
Desafio
Uma certa empresa européia de máquinas-ferramenta forneceu uma engrenagem sem-fim e uma roda sem-fim para seus CNC de ligação de cinco eixos mesa giratória, com parâmetros centrais de distância central de 110 mm, taxa de redução de 72: 1 e material de 20CrMnTi + ZCuSn10P1. O produto apresenta sérios problemas com a flutuação da precisão de posicionamento da plataforma giratória.
A folga traseira do resfriador de engrenagem helicoidal entregue pelo fornecedor original é de 3-5 minutos de arco, mas a folga traseira do motor térmico do equipamento aumentou para 8 minutos de arco, o que não pode atender ao requisito de precisão de posicionamento de ± 3 segundos de arco para o equipamento e afeta diretamente a precisão de usinagem da máquina-ferramenta.
Solução
Depois que a JS Precision entrou em cena, grandes mudanças foram feitas em quatro áreas principais: materiais de processo de design e testes.
1. Otimização do projeto:
A engrenagem helicoidal de chumbo único foi substituída por uma engrenagem helicoidal de chumbo duplo e o ajuste axial foi de ± 2 mm, enquanto a diferença máxima de avanço foi de 0,002 mm. Em teoria, a folga pode ser eliminada, o que significa que o problema da folga excessiva é resolvido em sua raiz, e as mesas rotativas CNC podem atender aos requisitos de precisão de posicionamento de ± 3 segundos de arco.
2. Atualização do processo:
A precisão na fabricação da engrenagem helicoidal é garantida pela retificação com rebolos de CBN a uma velocidade linear de 55m/s, com profundidade de retificação única de 0,008mm, atingindo nível de precisão DIN 4 com erro de perfil do dente ≤0. 004 mm.
A roda sem-fim, após ser usinada com uma fresa especial, é lapidada com a engrenagem sem-fim para aumentar a cobertura da área de contato para mais de 65% e melhorar significativamente a precisão da malha.
3. Otimização de materiais:
O material da engrenagem helicoidal foi substituído por bronze de estanho fósforo ZCuSn10P1 de alta pureza, com teor de impurezas ≤0,03%, o que não apenas reduz o coeficiente de atrito de 0,18 para 0,153 (uma redução de 15%) , mas também aumenta a resistência ao desgaste em 30%, e a vida útil é estendida.
4. Teste aprimorado:
Para testes de folga, foi incluída faixa completa de temperatura (20-50°C), com um nó de teste definido a cada 10 e desvio no controle para ±0. 1 arcominutos.
Além disso, foi introduzida a inspeção completa do CMM, com precisão de teste de 0,001 mm, o que garante a estabilidade da precisão dos produtos sob diferentes temperaturas de operação.
Resultados
- Após algumas mudanças no processo e no projeto, a folga da máquina fria e da engrenagem da roda helicoidal permaneceu estável em 1,2 minutos de arco, e a da máquina quente em 2 minutos de arco.
- A mesa rotativa CNC emparelhada atingiu uma precisão de posicionamento de 2 segundos de arco e uma repetibilidade de 1 segundo de arco, o que está muito além das expectativas do cliente.
- A vida útil da engrenagem helicoidal em termos de projeto foi aumentada para 10⁶ ciclos, ou seja, duas vezes o projeto inicial de 510 ciclos.
Se você também estiver enfrentando problemas com folga excessiva e precisão de posicionamento insuficiente em engrenagens helicoidais, entre em contato com a equipe de engenharia da JS Precision, envie os desenhos e requisitos do seu produto e obtenha uma solução personalizada.

Figura 4: Um sem-fim acabado e sua roda sem-fim correspondente, provavelmente feita de liga de bronze (ZCuSn10P1), exibidos lado a lado em um fundo branco para mostrar seus dentes detalhados e qualidade de usinagem.
Perguntas frequentes
Q1: Qual é a melhor combinação de materiais para engrenagens helicoidais?
A melhor combinação é uma engrenagem helicoidal 20CrMnTi carburizada e temperada (HRC 58 62) emparelhada com uma roda helicoidal de bronze estanho fósforo ZCuSn10P1 que garante excelente vida útil e eficiência de transmissão.
Q2: Para que são utilizadas as engrenagens helicoidais de aço inoxidável?
Eles são bons para uso em locais que necessitam de boa resistência à corrosão , como máquinas alimentícias e dispositivos médicos . 17-4PH é um tipo de aço inoxidável de endurecimento por precipitação muito popular.
Q3: Qual é o mais alto nível de precisão para engrenagens helicoidais?
Para produção de alto volume, pode ser alcançado um grau DIN 5. Para peças únicas personalizadas e retificadas com precisão, uma classe DIN 3 pode ser alcançada, com um erro de perfil do dente de ≤0,004 mm.
Q4: Existe uma maneira de controlar a folga em pares de engrenagens helicoidais?
A folga do condutor único é geralmente de 3-5 ADM , a folga do condutor duplo pode ser tão baixa quanto 1-3 ADM e, usando um projeto de engrenagem helicoidal axialmente flexível, a folga pode até ser aproximada de 0.
Q5: Que tipo de rebolo é usado para retificar engrenagens helicoidais?
Para aços de alta dureza, são usados rebolos de CBN, enquanto o aço convencional de médio carbono é retificado com rebolos de corindo. Recomenda-se a velocidade do rebolo na faixa de 45-60 m/s.
Q6: Qual é a quantidade mínima de pedido para conjuntos de engrenagens helicoidais personalizados em pequenos lotes?
JS Precision tem o prazer de aceite seus pedidos por até 1 peça . Tecnicamente, de 1 a 5 peças, o custo homem-hora para ajuste do ferramental deve ser dividido. Do ponto de vista do desempenho de custos, os pedidos personalizados de 10 peças ou mais são a melhor escolha.
Q7: Como inspecionar os pontos de contato de um conjunto de engrenagens helicoidais?
Use o método de coloração em pó com chumbo vermelho. Polvilhe pó de chumbo vermelho na superfície do dente da engrenagem helicoidal, gire lentamente e engate manualmente e inspecione visualmente a área de contato na superfície do dente da engrenagem helicoidal para identificar o ponto de contato.
Q8: Existem requisitos especiais para embalagens de exportação?
São necessárias múltiplas camadas de tratamento antiferrugem e à prova de umidade , incluindo óleo antiferrugem, papel antiferrugem em fase gasosa e caixas de madeira independentes. Embalagem adicional à prova de umidade a vácuo é necessária para transporte marítimo.
Resumo
A produção de engrenagens helicoidais é uma série de processos de engenharia que combinam um plano geométrico cuidadoso, escolha de materiais e técnicas modernas de retificação .
A seleção de processos, a escolha dos materiais certos, a manutenção da qualidade em alto nível e a otimização da malha influenciam a precisão posicional, a resiliência contra o desgaste e o custo geral do par de transmissão, entre outras coisas.
A JS Precision, com 20 anos de experiência, um conjunto completo de máquinas importadas de alta qualidade e processos bem estabelecidos, é capaz de fabricar engrenagens helicoidais de alta precisão padrão e não padronizadas para clientes de diferentes indústrias, alcançando assim o compromisso mais adequado entre precisão e custo.
Entre em contato com a equipe de engenharia da JS Precision para um plano de projeto de par de engrenagens helicoidais gratuito e uma avaliação inicial.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

