

Worm gear manufacturing stands as a fundamental element in the realm of precision mechanical transmission. The primary advantages of worm gear drives, which lie in their capability to attain exceptionally high reduction ratios, have led them to be the favorite option for power reduction and torque amplification.
Nevertheless, the high reduction ratios also result in manufacturing precision being pushed to the limit, and consequently, they are susceptible to issues such as positioning deviations and failures of components.
The guide intends to unravel the secret to manufacturing high precision worm gears and worm wheels, and also establishes the important factors for judgment of worm gear suppliers taking the theoretical precision into account along with the practical performance. The selection of gear machining process is an important prerequisite for product quality.
Quick Overview of Core Answers
| Core Dimensions | Key Answers |
| Core Processes | Worm rough turning → Tooth profile rolling/milling → Carburizing and quenching → Worm grinding → Worm wheel grinding, accuracy and cost are positively correlated. |
| Material Selection | Steel worm (20CrMnTi/8620, HRC 58-62) with bronze worm wheel. Stainless steel worm (17-4PH) for corrosion-resistant applications. |
| Accuracy Control | DIN grade 5 and above require grinding, backlash can be controlled at 3-5 minutes, dual-lead design can reduce it to 1-3 minutes. |
| Supplier Evaluation | Check grinding equipment (Klingberg/Gleason), assess CMM full inspection capabilities, verify material matching experience. |
Key Conclusions:
- Precision Limitation: DIN grade 5 is the turning point, beyond this level of precision, a worm grinding process is obligatory, which may raise costs by 30-50%.
- Backlash Reduction: With the single, lead design, the backlash is 3-5 minutes, switching to the dual, lead design can bring it down to 1-3 minutes however the processing cost increases by 25%.
- Material Pairing: It is best to use steel worm gear and bronze worm wheel, the rate of wear for steel-to-steel meshing is double that for this combination.
- Surface Roughness: If Ra≤0.8μm, then noise gets reduced by 5-8dB. Ra≤0.4μm produces mirror finish and also elevates the lifespan of the product by 30%.
Why Trust This Guide? JS Precision Worm Gear Manufacturing Experience
Gear machining forms the heart of worm gear manufacturing. JS Precision has been very active in the field of precision gear machining and worm gear manufacturing over the last 20 years. We have supplied more than 100,000 sets of highly accurate worm gear pairs to various industries including aerospace and CNC machine tools.
We have also came up with solutions to the problems of more than 50 different types of transmission systems such as when a European five axis machine tool company was able to reduce the backlash of their CNC rotary table worm gear pair from 3 AM to 1.2 AM after using the product from us.
Our enterprise level worm gear manufacturing process standard is compliant with ISO 1328-1:2013 gear precision specifications and our error control requirements are exceeding industry standards.
For equipment, we are fully equipped with a range of high end imported machines including Klingberg worm gear grinders, Gleason gear hobbing machines, Zeiss gear measuring centers, and CMM coordinate measuring machines.
This allows us to carry out large scale production that meets DIN 3 level precision. In worm gear manufacturing, we have the ability to limit tooth profile error to ±0.004mm and surface roughness will consistently be at Ra≤0.4μm.
We are also having a separately staffed material testing and performance testing laboratory, having the ability to conduct detailed testing on material hardness, carburized layer depth, contact spots, and full temperature backlash, etc. through which we can guarantee that the performance of each product is up to standard.
Besides that, our company has by long experience and hard work mastered the processing of material pairings of different kinds, such as steel bronze, steel steel, and stainless steel bronze.
Moreover, depending on the type of reduction ratio load, and environment in operation, we can even invent the structure and process of worm gears. Whatever it is, the small batch non standard custom order based on only one piece or million pieces mass production need, we can assure you of process uniformity and precision stability.
If you are struggling with issues related to the precision, wear resistance, or backlash of worm gears, or if you require a customized transmission solution, you can directly contact JS Precision's engineering team for one-on-one technical consultation. Our professional engineers will answer your core questions about the process and design.
What Are The Core Steps In The Worm Gear Manufacturing Process?
Gear machining plays a very crucial role in the entire production chain of worm gears. Manufacturing a high precision worm gear mainly includes the following core steps: blank preparation, rough machining, heat treatment, finish machining, and mating machining. The product quality and lifetime are directly influenced by the process at each step.
The rigor of the worm gear manufacturing process is the key to quality, and the core points are as follows:
Blank Preparation: Forging vs. Bar Stock
- Forged blanks carry continuous metal flow lines, which contribute to the load bearing capability by more than 20%, thus they are suitable for heavy duty applications with high frequency.
- Bar stock has advantages in lowering blanking costs and reducing machining allowances, therefore is more suitable for small batch samples and light load products.
Worm Gear Rough Machining: Roll Forming vs. Turning
- Roll forming is capable of achieving 90% material utilization, surface work hardening, and a 30% improvement in fatigue life, it is usually the method for mass production of standardized worm gears.
- Turning is very flexible in meeting different kinds of parameters and is mostly used in small batch, customized worm gear production.
Heat Treatment: Carburizing and Quenching vs. Induction Hardening
- Carburizing and quenching achieves a surface HRC of 58-62 and a core HRC of 25-40, making it the preferred choice for heavy-duty transmissions.
- Induction hardening is low cost and highly efficient, achieving a surface HRC of 50-55, suitable for medium carbon steel and medium-light load applications.
Finishing Work: Worm Gear Grinding as the Central Activity
Grinding is indispensable in the worm gear manufacturing process if a precision of DIN 5 or even tighter is intended. In JS Precision, grinding with CBN or corundum wheels is used to minimize the tooth profile deviation within 0.005mm and reach a surface roughness of Ra≤0.4μm.
How to Machine Worm Gear: Milling with a Flying Cutter or Hobbing
- When it comes to small batches, milling with a flying cutter needs to be combined with the worm gear to guarantee meshing precision. It is perfect for non standard customization.
- For bigger production runs, hobbing with a dedicated hob will not only help to increase the working efficiency by 3 5 times but also ensure process quality at a stable level and result in the reduction of unit cost.
Every step of the worm gear manufacturing process requires precise control. If you want to understand the cost differences between different processes or find the optimal process solution for your product, JS Precision can provide you with a free cost calculation, clearly showing the cost-effectiveness and suitability of each process.
How To Achieve Mirror-Like Finish In Stainless Steel Worm Gear Machining?
Stainless steel worm gear machining is a tough job because of material's heavy viscosity and tendency to work harden. To obtain a mirror finish with Ra≤0.2μm one needs to have very tight control over the following four key aspects:
Stainless Steel Material Selection: 17-4PH vs. 304/316
- After heat treating 17-4PH, it has an HRC of 38-44, which provides considerable strength and wear resistance, hence it is a great choice for machining stainless steel worm gears for precision.
- On the other hand 304/316 cannot be hardened and their surface hardness is quite low which limits their use to only light load and high corrosion resistance applications.
Cutting Parameter Optimization: Cutting Speed and Feed Rate
In the case of stainless steel worm gear machining, a cutting speed of 80-120 m/min and a feed rate of 0. 05-0.15 mm/rev are advised to be used to minimize work hardening and tool wear.
Grinding Process: Application of CBN Grinding Wheels
Grinding is the main process for stainless steel worm gear machining to achieve the mirror finish. CBN grinding wheels operate at a linear speed of 45-60 m/s and a single grinding depth of 0. 01-0. 03 mm. When used together with oil based cutting fluid, a surface with Ra≤0.4μm can be produced.
Polishing and Coating Post-treatment
Mirror finishes with Ra≤0.2μm require additional polishing or the addition of a TiCN coating, which can reduce the coefficient of friction by 30% while improving wear resistance and corrosion resistance.
If you have mirror finish requirements for stainless steel worm gear machining, please refer to JS Precision's stainless steel worm gear machining case studies to intuitively understand the process implementation and product quality of achieving a mirror finish.

Figure 1: Close-up of multiple cylindrical stainless steel worm gears with highly polished, reflective surfaces and precise helical grooves, arranged on a white background.
How To Ensure Durability And Wear Resistance In Steel Worm Gear Machining?
The core of steel worm gear machining is to improve durability and wear resistance. Starting from four aspects, the key points are as follows:
Material Selection: 20CrMnTi vs. 8620 vs. 18CrNiMo7-6
| Material Type | Core Advantages | Applicable Scenarios | Unit Price (USD/kg) |
| 20CrMnTi | High cost-effectiveness, 20% lower cost, good machinability | General industrial applications, medium-load transmission | 2.8-3.2 |
| 8620 | Good batch stability, uniform performance after carburizing and quenching | CNC machine tools, automated equipment | 3.5-3.8 |
| 18CrNiMo7-6 | High strength, good impact resistance | Wind power, shipbuilding, extreme heavy loads | 5.8-6.2 |
Carburized Layer Depth Control
In steel worm gear machining, for worms with a modulus ≤ 6, the recommended effective carburizing layer depth is 1.0-1.5mm, which meets the AGMA 6022-C93 standard. The error is controlled within ± 0.1mm to avoid shallow wear and reduced toughness due to excessive depth.
Surface Hardness and Friction
The steel worm gear tooth surface hardness should be HRC 58-62, when paired with the bronze worm wheel of HB 210-250. This suitable difference in hardness levels can accelerate break inreduce wear, and prolong the service life.
Wear-Resistant Design: Tooth Surface Modification
During steel worm gear machining, the worm teeth are modified with a 5-15μm convex shape. This optimizes the contact area, avoids edge loads, and increases wear life by 40%.
What Is The Key To Pairing Worm And Worm Wheel Gear To Ensure Perfect Engagement?
The meshing accuracy of worm and worm wheel gear decides the transmission performance. Poor meshing can cause noise, wear, and too much backlash. Pairing should follow the principles "precision matching, unified process, and strict inspection. " The key points are:
Core of Pairing: Same Machining Base
Worm and worm wheel gear have to be produced on the same production line, with the same tool parameters and inspection standards so that there is no mismatch between the tooth profile and thread contour, ensuring continuous meshing.
Backlash Control: Single Lead vs. Double Lead
- Single lead worm and worm wheel gear result in a backlash of 3-5 arcminutes. They are simpler and more cost effective, and suitable for standard transmissions.
- Double lead backlash may be lowered to 1-3 arcminutes, and is appropriate for precision positioning uses but comes with a 25% machining cost increase.
Contact Spot Detection
Judging and Standards The meshing performance of worm and worm wheel gear is determined by a coloring agent. The contact spot should cover more than 50% of the tooth length and 40% of the tooth height while being closer to the tooth root side.
Assembly and Debugging: Axial Adjustment Mechanism
For worm gears used in precision transmission scenarios, an axial adjustment mechanism is required. This mechanism can compensate for wear backlash online without disassembling the gearbox, improving maintenance convenience.
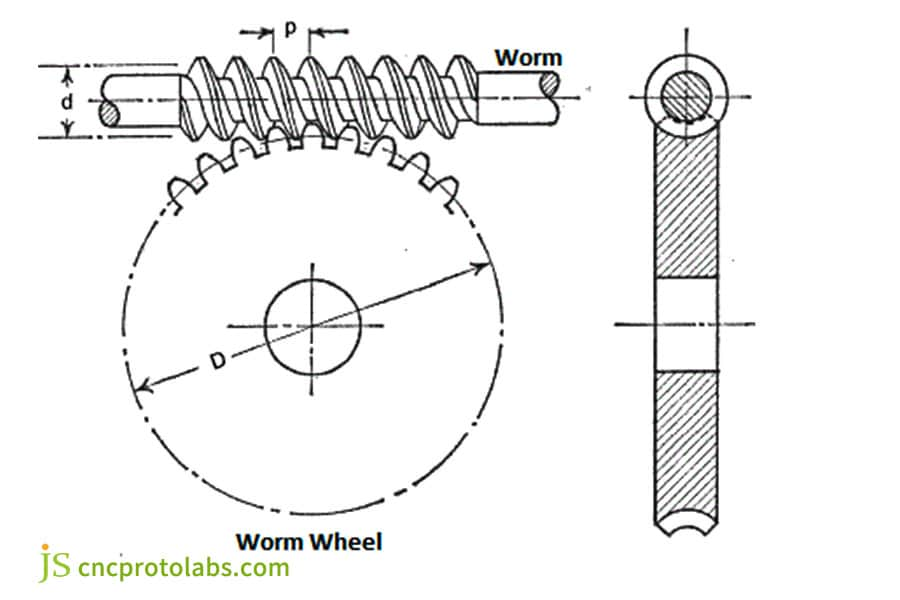
Figure 2: An instructional diagram illustrating a worm and its mating worm wheel separately, with key dimensions like pitch (p) and diameters (d, D) labeled to explain the engagement principles.
What Makes High-Ratio Gears Prone To Error And How To Fix Them?
High reduction ratio worm gears (reduction ratio ≥50:1) in worm gear manufacturing are more vulnerable to precision errors. Such errors cause the issues of large backlash, wrong positioning and low transmission efficiency, among others, which have severe negative effects on the performance of the equipment.
The errors of worm gears of different reduction ratios and precision grades not only come from different places but also vary a lot in their magnitudes. Specific data are shown in the table below:
| Reduction Ratio | Precision Grade | Cumulative Pitch Error (mm) | Tooth Profile Deviation (mm) | Thermal Deformation Error (mm) | Backlash Deviation (minutes) |
| 50:1 | DIN Grade 6 | 0.012-0.018 | 0.008-0.012 | 0.010-0.015 | 4-6 |
| 70:1 | DIN Grade 5 | 0.008-0.012 | 0.005-0.008 | 0.012-0.018 | 3-5 |
| 80:1 | DIN Grade 5 | 0.007-0.010 | 0.004-0.007 | 0.013-0.019 | 2.5-4.5 |
| 100:1 | DIN Grade 4 | 0.004-0.007 | 0.002-0.004 | 0.015-0.020 | 1-3 |
| 120:1 | DIN Grade 4 | 0.003-0.006 | 0.001-0.003 | 0.016-0.022 | 0.8-2.5 |
Based on the data in the table above, solving the error in high-ratio gears requires identifying the source and targeted optimization. The core points are as follows:
Error Source Analysis: Manufacturing and Assembly
In manufacturing of worm gears, inaccuracies in the worm gear lead and tooth shape, worm wheel lead and tooth shape as well as errors in shaft angle and center distance during assembly will cause high backlash and poor contact between the gears.
Thermal Deformation Compensation Method
Worm grinding thermal deformation leads to an error range of 0.01-0.02mm. In worm gear production, one of the methods to minimize the consequence of this error is to use a thermal deformation compensation system or high pressure oil cooling.
Working Principle of Dual Lead Worm Gear Technology
The dual lead worm gear has different leads on the left and right tooth surfaces. Axial movement allows for precise adjustment of backlash, reducing the average backlash of high ratio gears by 50% and achieving high precision transmission.
Innovative Design of Axial Flexible Worm Gear
JS Precision axial elastic worm can automatically compensate for tooth surface wear clearance, reducing the minimum backlash of high ratio gears to zero, while absorbing impact loads, increasing lifespan by 30%.
Looking For Professional Worm Gears Suppliers: What Core Competencies Should You Focus On?
High quality worm gears suppliers guarantee product quality. Evaluation should focus on five core competencies, specifically:
Equipment List Check
Check if the worm gears supplier is equipped with highly efficient Klingberg worm grinders and Zeiss gear measuring instruments, as the basic requirement for manufacturing high precision worm gears is having such equipment.
Precision Grade Commitment
Check if the worm gears supplier's grinding capability is at least of DIN 5 grade, with single lead backlash 5 AJ and double lead backlash 3 AJ. This is the most direct way to gauge their production abilities.
Material Pairing Experience
Analyze the worm gears supplier's work for material pairing, e.g. steel bronze and stainless steel bronze, through their experience and industry case studies to make sure that the materials are combined in the best way.
Testing Capability Verification
Testing is an important factor in quality, so find out if the worm gears supplier is able to provide CMM full inspection reports, error data, etc. Besides that, whether or not they have an independent testing lab.
Delivery and Response Indicators
Excellent worm gears suppliers are those who can deliver the following: delivery rate > 96%, repurchase rate > 15%, and response time < 3 hours, which covers the delivery and after sales service.
If you are filtering worm gear suppliers, you can ask JS Precision for your product needs and get detailed product quotations and process solutions, and through that, quickly compare the suppliers' strengths and affordabilities.
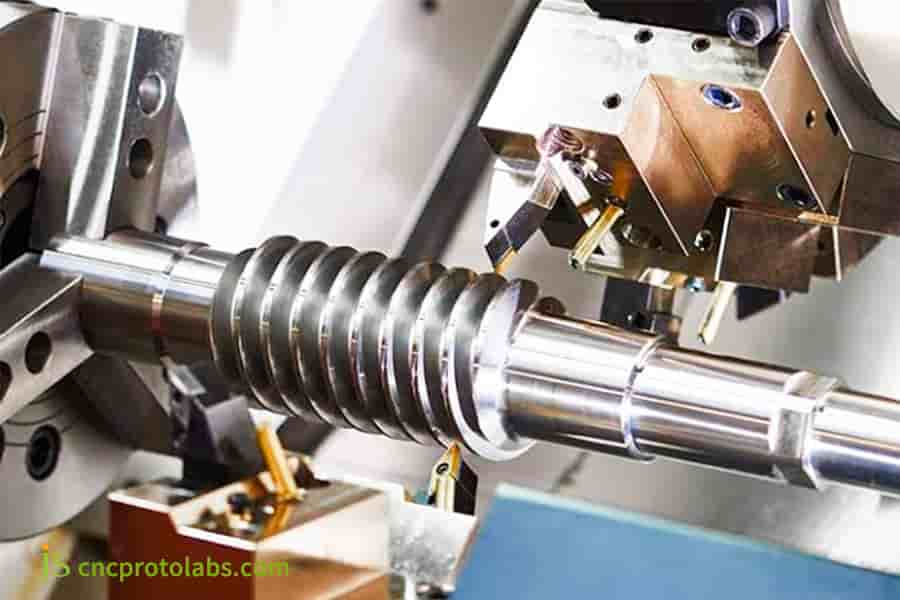
Figure 3: A CNC lathe with a yellow cutting tool is actively machining a stainless steel worm shaft, creating spiral grooves and a reflective surface finish in an industrial setting.
JS Precision Case Study: The Backlash Of a Dual Lead Worm Gear Pair On a CNC Turntable Was Reduced From 3 Arc Minutes To 1.2 Arc Minutes
Challenge
A certain European machine tool enterprise provided a worm and worm wheel gear for its five axis linkage CNC turntable, with core parameters of a center distance of 110mm, a reduction ratio of 72:1, and a material of 20CrMnTi+ZCuSn10P1. The product has serious problems with the positioning accuracy fluctuation of the turntable.
The back clearance of the worm gear cooler delivered by the original supplier is 3-5 arcminutes, but the back clearance of the equipment's thermal engine has increased to 8 arcminutes, which cannot meet the positioning accuracy requirement of ± 3 arcseconds for the equipment and directly affects the machining accuracy of the machine tool.
Solution
Once JS Precision stepped in, extensive changes were made in four major areas: design process materials, and testing.
1.Design Optimization:
The single lead worm gear was replaced with a double lead worm gear and the axial adjustment was ±2mm, while the max lead difference was 0. 002mm. In theory, the backlash can be eliminated, which means that the issue of excessive backlash is solved at its root, and the CNC rotary tables can meet the ±3 arcsecond positioning accuracy requirements.
2.Process Upgrade:
The precision in manufacturing of worm gear is ensured by grinding with CBN grinding wheels at a linear speed of 55m/s, with a single grinding depth of 0. 008mm, achieving accuracy level of DIN 4 with a tooth profile error of ≤0. 004mm.
The worm wheel after being machined with a special hob is lapped with the worm gear to increase the contact patch coverage to over 65% and greatly improve the meshing accuracy.
3.Material Optimization:
Worm gear material was replaced by high purity ZCuSn10P1 phosphorus tin bronze, with impurity content ≤0.03%, which not only reduces the coefficient of friction from 0.18 to 0.153 (a 15% reduction) but also enhances the wear resistance by 30%, and the service life is extended.
4.Enhanced Testing:
For backlash testing, full temperature range was included (20-50℃), with a testing node set every 10 and deviation in control to ±0. 1 arcminutes.
Also, CMM full inspection was introduced, with a testing accuracy of 0.001mm, which guarantees the products accuracy stability under different operating temperatures.
Results
- After some changes to the process and design, the backlash of the cold machine worm and worm wheel gear was steady at 1.2 arcminutes, and that of the hot machine 2 arcminutes.
- The pairing CNC rotary table reached a positioning accuracy of 2 arcseconds and a repeatability of 1 arcsecond, which is much beyond customer expectations.
- The life of the worm gear in terms of design was raised to 10⁶ cycles, i.e. two times the initial design of 510 cycles.
If you are also facing problems with excessive backlash and insufficient positioning accuracy in worm gears, please contact the engineering team of JS Precision, submit your product drawings and requirements, and obtain a customized solution.

Figure 4: A finished worm and its matching worm wheel, likely made of bronze alloy (ZCuSn10P1), displayed side-by-side on a white background to showcase their detailed teeth and machining quality.
FAQs
Q1: What is the best material combination for worm gears?
The best combination is a carburized and quenched 20CrMnTi worm gear (HRC 58 62) paired with a ZCuSn10P1 phosphorus tin bronze worm wheel that ensures excellent wear life and transmission efficiency.
Q2: What are stainless steel worm gears used for?
They are good for use in places that need good corrosion resistance such as food machinery and medical devices. 17-4PH is a very popular precipitation hardening stainless steel grade.
Q3: What is the highest level of accuracy for worm gears?
For high volume production, a DIN 5 grade can be achieved. For precision ground, custom single pieces, a DIN 3 grade can be achieved, with a tooth profile error of ≤0.004mm.
Q4: Is there a way to control the backlash in worm gear pairs?
Single lead backlash is usually 3-5 ADM, double lead backlash can be as low as 1-3 ADM, and using an axially flexible worm gear design, the backlash can even be made to approach 0.
Q5: What kind of grinding wheel is used for the grinding worm gears?
For high hardness steel, CBN grinding wheels are used while conventional medium carbon steel is ground with corundum grinding wheels. Grinding wheel speed in the range of 45-60 m/s is recommended.
Q6: What is the minimum order quantity for small batch customized worm gear sets?
JS Precision is glad to accept your orders for even 1 piece. Technically, from 1 to 5 pieces, the man hour cost for tooling adjustment has to be shared. From the viewpoint of cost performance, the custom orders of 10 pieces or more are the best choice.
Q7: How to inspect the contact spots of a worm gear set?
Use the red lead powder coloring method. Sprinkle red lead powder on the worm gear tooth surface, slowly rotate and mesh manually, and visually inspect the contact area on the worm gear tooth surface to identify the contact spot.
Q8: Are there any special requirements for export packaging?
Multiple layers of anti rust and moisture-proof treatment are required, including anti rust oil, gas-phase anti rust paper, and independent wooden boxes. Additional vacuum moisture proof packaging is required for sea transportation.
Summary
Worm gear production is a series of engineering processes combining careful geometric plan, choice of materials, and the modern grinding techniques.
The selection of processes, choosing the right materials, keeping the quality at a high level, and doing meshing optimization, all influence the positional accuracy, the resilience against wear, and the overall cost of the transmission pair, among other things.
JS Precision, having 20 years of experience, a complete set of imported high end machines, and well established processes, is able to make both standard and non standard high precision worm gears for customers from different industries, thus achieving the most suitable compromise between precision and cost.
Contact the JS Precision engineering team for a free worm gear pair design plan and an initial evaluation.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

