

Производство червячных передач является фундаментальным элементом в области прецизионной механической передачи. Основные преимущества червячных передач, заключающиеся в их способности достигать исключительно высоких передаточных чисел, сделали их предпочтительным вариантом для снижения мощности и увеличения крутящего момента.
Тем не менее, высокие коэффициенты уменьшения также приводят к тому, что точность изготовления становится предельной, и, следовательно, они подвержены таким проблемам, как отклонения в позиционировании и отказы компонентов.
Руководство призвано раскрыть секрет производства высокоточных червячных передач и червячных колес, а также установить важные факторы для принятия решений поставщиками червячных передач , принимая во внимание теоретическую точность наряду с практическими характеристиками. Выбор технологии обработки зубчатых колес является важной предпосылкой качества продукции.
Краткий обзор основных ответов
| Основные размеры | Ключевые ответы |
| Основные процессы | Черновая токарная обработка червячным способом → Прокатка/фрезерование профиля зуба → Науглероживание и закалка → Червячное шлифование → Шлифование червячным кругом, точность и стоимость положительно коррелируют . |
| Выбор материала | Стальной червяк (20CrMnTi/8620, HRC 58-62) с бронзовым червячным колесом. Нержавеющая сталь червячный (17-4PH) для коррозионностойких применений. |
| Контроль точности | Класс DIN 5 и выше требуют шлифовки, люфт можно контролировать за 3-5 минут, конструкция с двумя выводами позволяет сократить его до 1-3 минут. |
| Оценка поставщика | Проверьте шлифовальное оборудование (Klingberg/Gleason), оцените возможности полной проверки КИМ, проверьте опыт подбора материалов. |
Ключевые выводы:
- Ограничение точности: класс 5 по DIN является поворотным моментом, за пределами этого уровня точности обязателен процесс червячного шлифования, что может повысить затраты на 30-50%.
- Уменьшение люфта: при использовании конструкции с одним выводом люфт составляет 3–5 минут, переход на конструкцию с двумя выводами может снизить его до 1–3 минут, однако стоимость обработки увеличивается на 25%.
- Сочетание материалов: лучше всего использовать стальную червячную передачу и бронзовое червячное колесо, скорость износа зацепления сталь-сталь вдвое выше, чем для этой комбинации.
- Шероховатость поверхности: если Ra≤0,8 мкм, шум снижается на 5–8 дБ. Ra≤0,4 мкм обеспечивает зеркальную поверхность, а также увеличивает срок службы продукта на 30%.
Почему стоит доверять этому руководству? Опыт производства прецизионных червячных передач JS
Обработка зубчатых колес составляет основу производства червячных передач. Компания JS Precision в течение последних 20 лет очень активно работает в области прецизионной обработки зубчатых колес и производства червячных передач. Мы поставили более 100 000 комплектов высокоточных червячных пар для различных отраслей промышленности, включая аэрокосмическую промышленность и станки с ЧПУ.
Мы также нашли решения проблем более чем 50 различных типов систем передачи, например, когда европейская компания по производству пятиосных станков смогла уменьшить люфт своей червячной пары поворотного стола с ЧПУ с 3 часов ночи до 1,2 ночи после использования нашего продукта.
Наш стандарт производственного процесса червячной передачи на уровне предприятия соответствует ISO 1328-1:2013 спецификации точности зубчатых колес. а наши требования к контролю ошибок превышают отраслевые стандарты.
Что касается оборудования, мы полностью оснащены рядом высококачественных импортных станков, включая червячные шлифовальные станки Klingberg, зубофрезерные станки Gleason, центры измерения зубчатых колес Zeiss и координатно-измерительные машины CMM.
Это позволяет нам осуществлять крупномасштабное производство, соответствующее уровню точности DIN 3 . При производстве червячных передач мы можем ограничить погрешность профиля зуба до ±0,004 мм , а шероховатость поверхности всегда будет на уровне Ra<0,4 мкм.
У нас также есть отдельно укомплектованная лаборатория испытаний материалов и испытаний производительности, которая имеет возможность проводить подробные испытания твердости материала, глубины науглероженного слоя, пятен контакта, люфта при полной температуре и т. д., благодаря чему мы можем гарантировать, что производительность каждого продукта соответствует стандарту.
Кроме того, наша компания благодаря многолетнему опыту и упорному труду освоила обработку различных материалов, таких как сталь-бронза, сталь-сталь и нержавеющая бронза.
Более того, в зависимости от типа нагрузки передаточного числа и условий эксплуатации мы можем даже изобрести конструкцию и технологию червячных передач. Что бы это ни было, небольшой нестандартный индивидуальный заказ, основанный на необходимости массового производства одной или миллиона штук , мы можем гарантировать вам однородность процесса и стабильность точности.
Если у вас возникли проблемы, связанные с точностью, износостойкостью или люфтом червячных передач, или если вам требуется индивидуальное решение для трансмиссии, вы можете напрямую связаться с командой инженеров JS Precision для индивидуальной технической консультации. Наши профессиональные инженеры ответят на ваши основные вопросы о процессе и конструкции.
Каковы основные этапы процесса производства червячной передачи?
Зубообработка играет очень важную роль во всей производственной цепочке червячных передач. Производство высокоточной червячной передачи в основном включает в себя следующие основные этапы: подготовку заготовки, черновую обработку, термообработку, чистовую обработку и обработку сопряжения . Качество и срок службы продукции напрямую зависят от процесса на каждом этапе.
Строгость процесс изготовления червячной передачи является ключом к качеству, и основные моменты заключаются в следующем:
Подготовка заготовки: поковка или пруток
- Кованые заготовки имеют непрерывные линии подачи металла, что увеличивает несущую способность более чем на 20%, поэтому они подходят для тяжелых условий эксплуатации с высокой частотой .
- Пруток имеет преимущества в снижении затрат на вырубку и уменьшении припусков на механическую обработку, поэтому он больше подходит для небольших партий и изделий с небольшой нагрузкой.
Черновая обработка червячных передач: профилирование против токарной обработки
- Профилирование валками позволяет достичь 90% использования материала, поверхностного упрочнения и увеличения усталостной долговечности на 30%. Обычно это метод массового производства стандартизированных червячных передач.
- Точение очень гибко подходит для удовлетворения различных параметров и в основном используется при мелкосерийном производстве червячных передач по индивидуальному заказу.
Термическая обработка: науглероживание и закалка в сравнении с индукционной закалкой
- Благодаря цементации и закалке достигается HRC поверхности 58–62 и HRC сердечника 25–40, что делает его предпочтительным выбором для трансмиссий, работающих в тяжелых условиях.
- Индукционная закалка недорога и высокоэффективна , достигается твердость поверхности по шкале Роквелла 50-55, что подходит для среднеуглеродистой стали и применений со средними легкими нагрузками.
Отделочные работы: шлифование червячных передач как основной вид деятельности
Шлифование необходимо в процессе производства червячных передач, если требуется точность DIN 5 или даже выше. В JS Precision шлифование кругами из CBN или корунда используется для минимизации отклонения профиля зуба в пределах 0,005 мм и достижения шероховатости поверхности Ra≤0,4 мкм.
Как обрабатывать червячную передачу: фрезерование летучей фрезой или червячная обработка
- Когда речь идет о небольших партиях, фрезерование летучей фрезой необходимо сочетать с червячной передачей, чтобы гарантировать точность зацепления. Идеально подходит для нестандартной настройки.
- Для более крупных производственных тиражей варка специальной варочной панелью позволит не только повысить эффективность работы в 3–5 раз, но и обеспечить стабильное качество процессов и привести к снижению себестоимости единицы продукции.
Каждый этап производства червячной передачи требует точного контроля. Если вы хотите понять разницу в стоимости между различными процессами или найти оптимальное технологическое решение для вашего продукта, JS Precision может предоставить вам бесплатный расчет затрат, четко показывающий экономическую эффективность и пригодность каждого процесса.
Как добиться зеркальной поверхности при обработке червячных передач из нержавеющей стали?
Обработка червячных передач из нержавеющей стали Это тяжелая работа из-за высокой вязкости материала и склонности к упрочнению. Чтобы получить зеркальную поверхность с Ra<0,2 мкм, необходимо очень жестко контролировать следующие четыре ключевых аспекта:
Выбор материала из нержавеющей стали: 17-4PH против 304/316
- После термообработки 17-4PH он имеет HRC 38-44, что обеспечивает значительную прочность и износостойкость, поэтому он является отличным выбором для точной обработки червячных передач из нержавеющей стали.
- С другой стороны, 304/316 не поддаются закалке, и их поверхностная твердость довольно низкая, что ограничивает их использование только в приложениях с легкими нагрузками и высокой коррозионной стойкостью .
Оптимизация параметров резания: скорость резания и скорость подачи
При обработке червячных зубчатых колес из нержавеющей стали рекомендуется использовать скорость резания 80–120 м/мин и скорость подачи 0,05–0,15 мм/об, чтобы свести к минимуму нагартование и износ инструмента.
Процесс шлифования: применение шлифовальных кругов CBN
Шлифование является основным процессом обработки червячных передач из нержавеющей стали. добиться зеркального блеска . КНБ шлифовальные круги работают с линейной скоростью 45-60 м/с и одинарной глубиной шлифования 0,01-0. 03 мм. При использовании совместно с смазочно-охлаждающей жидкостью на масляной основе можно получить поверхность с Ra≤0,4 мкм.
Полировка и покрытие
Зеркальная отделка с Ra≤0,2 мкм требует дополнительной полировки или добавления покрытия TiCN, что позволяет снизить коэффициент трения на 30%, одновременно улучшая износостойкость и коррозионную стойкость.
Если у вас есть требования к зеркальной полировке при обработке червячных шестерен из нержавеющей стали, обратитесь к тематическим исследованиям JS Precision по обработке червячных шестерен из нержавеющей стали, чтобы интуитивно понять реализацию процесса и качество продукции для достижения зеркальной поверхности.

Рисунок 1: Крупный план множества цилиндрических червячных передач из нержавеющей стали с полированными отражающими поверхностями и точными винтовыми канавками, расположенными на белом фоне.
Как обеспечить долговечность и износостойкость при обработке стальных червячных передач?
Суть обработки стальных червячных передач заключается в повышении долговечности и износостойкости. Если рассматривать четыре аспекта, то ключевыми моментами являются следующие:
Выбор материала: 20CrMnTi против 8620 против 18CrNiMo7-6
| Тип материала | Основные преимущества | Применимые сценарии | Цена за единицу (долл. США/кг) |
| 20CrMnTi | Высокая экономичность, снижение затрат на 20 %, хорошая обрабатываемость. | Общепромышленное применение, передача средней нагрузки | 2,8-3,2 |
| 8620 | Хорошая стабильность партии, равномерная производительность после цементации и закалки. | Станки с ЧПУ, автоматизированное оборудование | 3,5-3,8 |
| 18CrNiMo7-6 | Высокая прочность, хорошая ударопрочность | Ветроэнергетика, судостроение, экстремально тяжелые нагрузки | 5,8-6,2 |
Контроль глубины науглероженного слоя
При обработке стальных червячных передач для червяков с модулем ≤ 6 рекомендуемая эффективная глубина науглероживания составляет 1,0–1,5 мм, что соответствует Стандарт АГМА 6022-C93 . Погрешность контролируется в пределах ± 0,1 мм, чтобы избежать поверхностного износа и снижения прочности из-за чрезмерной глубины.
Твердость поверхности и трение
Твердость поверхности зубьев стального червячного колеса должна составлять HRC 58–62 в сочетании с бронзовым червячным колесом HB 210–250. Эта подходящая разница в уровнях твердости может ускорить разрушение, уменьшить износ и продлить срок службы.
Износостойкая конструкция: модификация поверхности зуба
Во время обработки стальных червячных передач зубья червяка приобретают выпуклую форму толщиной 5–15 мкм. Это оптимизирует площадь контакта, позволяет избежать краевых нагрузок и увеличивает срок службы на 40%.
В чем ключ к сочетанию червячной и червячной передачи для обеспечения идеального сцепления?
Точность зацепления червяка и червячного колеса определяет производительность трансмиссии. Плохое зацепление может вызвать шум, износ и чрезмерный люфт. Сопряжение должно следовать принципам «точное соответствие, унифицированный процесс и строгий контроль». Ключевые моменты:
Ядро спаривания: одна и та же база обработки
Червячное и червячное колесо должны производиться на одной производственной линии, с одинаковыми параметрами инструмента и стандартами контроля, чтобы не было несоответствия между профилем зуба и контуром резьбы, обеспечивая непрерывное зацепление.
Контроль люфта: одинарный или двойной вывод
- Червяк с одинарным ходом и червячное колесо приводят к люфту в 3-5 угловых минут. Они проще и экономичнее и подходят для стандартных трансмиссий.
- Люфт двойного шага может быть снижен до 1–3 угловых минут и подходит для точного позиционирования, но приводит к увеличению стоимости обработки на 25%.
Обнаружение пятна контакта
Судейство и стандарты червяк и червячная передача определяется красителем. Пятно контакта должно занимать более 50% длины зуба и 40% высоты зуба, находясь ближе к стороне корня зуба.
Сборка и отладка: механизм осевой регулировки
Для червячных передач, используемых в сценариях прецизионной передачи, требуется механизм осевой регулировки. Этот механизм позволяет компенсировать люфт износа в режиме онлайн без разборки коробки передач , что повышает удобство обслуживания.
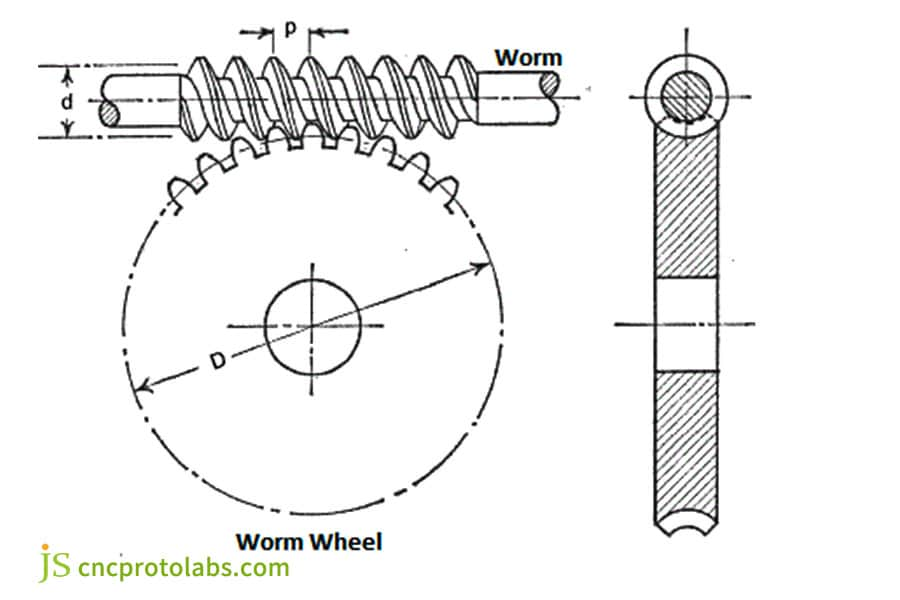
Рисунок 2: Учебная схема, иллюстрирующая червяк и сопряженное с ним червячное колесо по отдельности, с указанием основных размеров, таких как шаг (p) и диаметры (d, D), которые поясняют принципы зацепления.
Что делает шестерни с высоким передаточным числом склонными к ошибкам и как их исправить?
Червячные передачи с высоким передаточным числом (передаточное отношение ≥50:1) при производстве червячных передач более уязвимы к ошибкам точности. Такие ошибки вызывают, помимо прочего, проблемы с большим люфтом, неправильным позиционированием и низкой эффективностью передачи, что оказывает серьезное негативное влияние на производительность оборудования.
Погрешности червячных передач разных передаточных чисел и классов точности не только происходят из разных мест, но и сильно различаются по своей величине. Конкретные данные приведены в таблице ниже:
| Коэффициент уменьшения | Прецизионный класс | Совокупная погрешность шага (мм) | Отклонение профиля зуба (мм) | Ошибка термической деформации (мм) | Отклонение люфта (минуты) |
| 50:1 | DIN класс 6 | 0,012-0,018 | 0,008-0,012 | 0,010-0,015 | 4-6 |
| 70:1 | DIN класс 5 | 0,008-0,012 | 0,005-0,008 | 0,012-0,018 | 3-5 |
| 80:1 | DIN класс 5 | 0,007-0,010 | 0,004-0,007 | 0,013-0,019 | 2,5-4,5 |
| 100:1 | DIN класс 4 | 0,004-0,007 | 0,002-0,004 | 0,015-0,020 | 1-3 |
| 120:1 | DIN класс 4 | 0,003-0,006 | 0,001-0,003 | 0,016-0,022 | 0,8-2,5 |
На основе данных таблицы выше решение ошибки в высокопередаточных передачах требует выявления источника и целевой оптимизации. Основные моменты заключаются в следующем:
Анализ источника ошибок: производство и сборка
При изготовлении червячных передач неточности в шаге червячной передачи и форме зуба, шаге червячного колеса и форме зуба, а также ошибки в угле вала и межосевом расстоянии во время сборки приводят к большому люфту и плохому контакту между шестернями .
Метод компенсации термической деформации
Термическая деформация червячного шлифования приводит к погрешности в пределах 0,01-0,02 мм. В производстве червячных передач одним из способов минимизировать последствия этой погрешности является использование системы компенсации термических деформаций или масляного охлаждения под высоким давлением.
Принцип работы технологии двухведущего червячного редуктора
Двухходовая червячная передача имеет разные ходы на левой и правой поверхностях зубьев. Осевое перемещение позволяет точно регулировать люфт, уменьшая средний люфт шестерен с высоким передаточным числом на 50% и обеспечивая высокую точность передачи.
Инновационная конструкция осевой гибкой червячной передачи
Осевой эластичный червяк JS Precision может автоматически компенсировать зазор из-за износа поверхности зуба, сводя минимальный люфт шестерен с высоким передаточным числом до нуля , одновременно поглощая ударные нагрузки, увеличивая срок службы на 30%.
Ищем профессиональных поставщиков червячных передач: на каких основных компетенциях следует сосредоточиться?
Высокое качество поставщики червячных передач гарантировать качество продукции. Оценка должна быть сосредоточена на пяти основных компетенциях, а именно:
Проверка списка оборудования
Проверьте, оснащен ли поставщик червячных передач высокоэффективными червячными шлифовальными станками Klingberg и приборами для измерения зубчатых колес Zeiss, поскольку наличие такого оборудования является основным требованием для производства высокоточных червячных передач.
Обязательства по точности
Убедитесь, что шлифовальные возможности поставщика червячных передач соответствуют как минимум классу DIN 5, с одинарным зазором 5 AJ и двойным зазором 3 AJ. Это самый прямой способ оценить их производственные способности.
Опыт сочетания материалов
Проанализируйте работу поставщика червячных передач по сочетанию материалов, например, стальной бронзы и нержавеющей стали, на основе их опыта и тематических исследований в отрасли, чтобы убедиться, что материалы сочетаются наилучшим образом .
Проверка возможностей тестирования
Тестирование является важным фактором качества, поэтому выясните, может ли поставщик червячных передач предоставить полные отчеты о проверках КИМ, данные об ошибках и т. д. Кроме того, есть ли у него независимая испытательная лаборатория.
Показатели доставки и реагирования
Отличными поставщиками червячных передач являются те, кто может обеспечить следующее: уровень доставки> 96%, уровень повторных покупок> 15% и время ответа <3 часов, что включает доставку и послепродажное обслуживание.
Если вы фильтруете поставщиков червячных передач, вы можете узнать у JS Precision потребности в вашей продукции и получить подробные расценки на продукцию и технологические решения, а также быстро сравнить сильные стороны и доступность поставщиков.
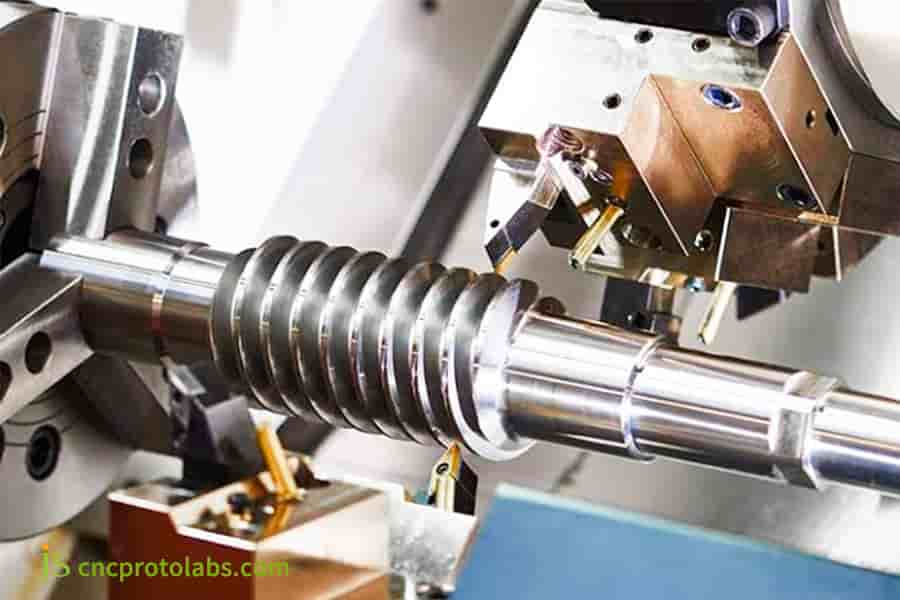
Рисунок 3. Токарный станок с ЧПУ с желтым режущим инструментом активно обрабатывает червячный вал из нержавеющей стали, создавая спиральные канавки и отражающую поверхность в промышленных условиях.
Пример использования JS Precision: люфт двухведущей червячной пары на поворотном столе с ЧПУ был уменьшен с 3 угловых минут до 1,2 угловых минут
Испытание
Одно европейское станкостроительное предприятие предоставило для своего предприятия червяк и червячную передачу. пятиосевая связь с ЧПУ проигрыватель с основными параметрами: межосевое расстояние 110 мм, коэффициент уменьшения 72:1 и материал 20CrMnTi+ZCuSn10P1. Изделие имеет серьезные проблемы с колебаниями точности позиционирования проигрывателя.
Задний зазор охладителя червячной передачи, поставляемого первоначальным поставщиком, составляет 3-5 угловых минут, но задний зазор теплового двигателя оборудования увеличился до 8 угловых минут, что не может соответствовать требованию точности позиционирования ± 3 угловых секунды для оборудования и напрямую влияет на точность обработки станка.
Решение
С появлением JS Precision были внесены обширные изменения в четырех основных областях: материалы процесса проектирования и тестирование.
1.Оптимизация дизайна:
Червячная передача с одиночным ходом была заменена червячной передачей с двойным ходом, а осевая регулировка составила ± 2 мм, а максимальная разница хода составила 0,002 мм. Теоретически люфт можно устранить, а это означает, что проблема чрезмерного люфта решена в корне, и поворотные столы с ЧПУ могут соответствовать требованиям точности позиционирования ± 3 угловых секунды.
2. Обновление процесса:
Точность изготовления червячной передачи обеспечивается шлифованием шлифовальными кругами из CBN с линейной скоростью 55 м/с, с глубиной однократного шлифования 0,008 мм, с достижением уровня точности DIN 4 с погрешностью профиля зуба ≤0. 004мм.
Червячное колесо после обработки специальной червячной фрезой притирается червячной передачей, чтобы увеличить покрытие пятна контакта до более чем 65% и значительно повысить точность зацепления.
3.Оптимизация материала:
Материал червячной передачи заменен на фосфористо-оловянную бронзу высокой чистоты ZCuSn10P1 с содержанием примесей ≤0,03%, что не только снижает коэффициент трения с 0,18 до 0,153 (снижение на 15%) , но и повышает износостойкость на 30%, продлевает срок службы.
4.Расширенное тестирование:
Для испытаний на люфт был включен полный температурный диапазон (20–50 ℃), при этом узел тестирования был установлен каждые 10, а отклонение в контроле составляло ±0. 1 угловая минута.
Кроме того, была введена полная проверка КИМ с точностью тестирования 0,001 мм, что гарантирует стабильность точности продукции при различных рабочих температурах.
Результаты
- После некоторых изменений в технологии и конструкции люфт червяка и червячной передачи холодной машины остался постоянным на уровне 1,2 угловых минуты, а у горячей машины - 2 угловых минуты.
- Сопряженный поворотный стол с ЧПУ достиг точности позиционирования 2 угловых секунд и повторяемости 1 угловой секунды, что намного превосходит ожидания клиентов.
- Конструктивный срок службы червячной передачи увеличен до 10⁶ циклов, т.е. в два раза превышает первоначальный расчетный показатель в 510 циклов.
Если вы также столкнулись с проблемами, связанными с чрезмерным люфтом и недостаточной точностью позиционирования в червячных передачах, свяжитесь с командой инженеров JS Precision, отправьте чертежи и требования к вашему продукту и получите индивидуальное решение.

Рисунок 4. Готовый червяк и соответствующее ему червячное колесо, вероятно, изготовленное из бронзового сплава (ZCuSn10P1), показаны рядом на белом фоне, чтобы продемонстрировать детализацию зубьев и качество обработки.
Часто задаваемые вопросы
Вопрос 1: Какая комбинация материалов лучше всего подходит для червячных передач?
Наилучшее сочетание — это науглероженная и закаленная червячная передача из 20CrMnTi (HRC 58 62) в паре с червячным колесом из фосфористой бронзы ZCuSn10P1, что обеспечивает превосходный срок службы и эффективность трансмиссии.
В2: Для чего используются червячные передачи из нержавеющей стали?
Они хороши для использования в местах, где требуется хорошая коррозионная стойкость , например, в пищевом оборудовании и медицинском оборудовании . 17-4PH — очень популярная марка нержавеющей стали дисперсионного твердения.
Вопрос 3: Каков наивысший уровень точности червячных передач?
Для крупносерийного производства можно достичь класса DIN 5. Для прецизионной шлифовки отдельных деталей по индивидуальному заказу можно достичь класса DIN 3 с погрешностью профиля зуба ≤0,004 мм.
Вопрос 4: Есть ли способ контролировать люфт в червячных парах?
Люфт одинарного вывода обычно составляет 3–5 ADM , люфт двойного вывода может составлять всего 1–3 ADM, а при использовании червячной передачи с осевой гибкостью люфт можно даже приблизить к 0.
В5: Какой шлифовальный круг используется для шлифования червячных передач?
Для стали высокой твердости используются шлифовальные круги из CBN, тогда как обычную среднеуглеродистую сталь шлифуют корундовыми шлифовальными кругами. Рекомендуется скорость шлифовального круга в диапазоне 45-60 м/с.
Вопрос 6: Каков минимальный объем заказа комплектов червячных передач, изготовленных по индивидуальному заказу небольшими партиями?
Компания JS Precision рада принимаем ваши заказы даже на 1 штуку . Технически от 1 до 5 штук приходится делить стоимость человеко-часа на регулировку оснастки. С точки зрения экономической эффективности лучшим выбором являются индивидуальные заказы от 10 штук.
Вопрос 7: Как проверить пятна контакта червячной передачи?
Используйте метод окраски порошковым свинцовым суриком. Посыпьте порошком свинцового сурика поверхность зуба червячной передачи, медленно вращайте и зацепляйте вручную и визуально осмотрите область контакта на поверхности зуба червячной передачи, чтобы определить пятно контакта.
В8: Существуют ли какие-либо особые требования к экспортной упаковке?
Требуется несколько слоев антикоррозийной и влагозащитной обработки , включая антикоррозионное масло, газофазную антикоррозионную бумагу и отдельные деревянные ящики. При морской транспортировке необходима дополнительная вакуумная влагонепроницаемая упаковка.
Краткое содержание
Производство червячных передач представляет собой серию технологических процессов , сочетающих в себе тщательный геометрический план, выбор материалов и современные методы шлифования .
Выбор процессов, выбор правильных материалов, поддержание качества на высоком уровне и оптимизация сетки — все это, среди прочего, влияет на точность позиционирования, устойчивость к износу и общую стоимость трансмиссионной пары.
Компания JS Precision, обладая 20-летним опытом, полным набором импортного высокопроизводительного оборудования и хорошо отлаженными процессами, способна производить как стандартные, так и нестандартные высокоточные червячные передачи для клиентов из различных отраслей промышленности, тем самым достигая наиболее подходящего компромисса между точностью и стоимостью.
Свяжитесь с командой инженеров JS Precision за бесплатный план проектирования червячной пары и первоначальную оценку.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

