

Herstellung von Schneckengetrieben gilt als grundlegendes Element im Bereich der mechanischen Präzisionsübertragung. Die Hauptvorteile von Schneckengetrieben, die in ihrer Fähigkeit liegen, außergewöhnlich hohe Untersetzungsverhältnisse zu erreichen, haben sie zur bevorzugten Option zur Leistungsreduzierung und Drehmomentverstärkung gemacht.
Allerdings führen die hohen Untersetzungsverhältnisse auch dazu, dass die Fertigungsgenauigkeit an ihre Grenzen stößt und sie daher anfällig für Probleme wie Positionierungsabweichungen und Ausfälle von Bauteilen sind.
Ziel des Leitfadens ist es, das Geheimnis der Herstellung hochpräziser Schneckengetriebe und Schneckenräder zu lüften und außerdem die wichtigen Faktoren für die Beurteilung von Schneckengetriebelieferanten unter Berücksichtigung der theoretischen Präzision und der praktischen Leistung festzulegen. Die Auswahl des Zahnradbearbeitungsverfahrens ist eine wichtige Voraussetzung für die Produktqualität.
Kurzer Überblick über die Kernantworten
| Kernabmessungen | Wichtige Antworten |
| Kernprozesse | Schneckenschruppen → Zahnprofilwalzen/Fräsen → Aufkohlen und Abschrecken → Schneckenschleifen → Schneckenradschleifen, Genauigkeit und Kosten korrelieren positiv . |
| Materialauswahl | Stahlschnecke (20CrMnTi/8620, HRC 58-62) mit Bronzeschneckenrad. Edelstahl Schnecke (17-4PH) für korrosionsbeständige Anwendungen. |
| Genauigkeitskontrolle | DIN-Klasse 5 und höher erfordern Schleifen, das Spiel kann auf 3–5 Minuten kontrolliert werden, das Dual-Lead-Design kann es auf 1–3 Minuten reduzieren. |
| Lieferantenbewertung | Überprüfen Sie die Schleifausrüstung (Klingberg/Gleason), bewerten Sie die vollständigen Inspektionsfähigkeiten von CMM und überprüfen Sie die Erfahrung bei der Materialanpassung. |
Wichtigste Schlussfolgerungen:
- Präzisionseinschränkung: DIN-Klasse 5 ist der Wendepunkt, jenseits dieser Präzisionsstufe ist ein Schneckenschleifverfahren obligatorisch, was die Kosten um 30-50 % erhöhen kann.
- Spielreduzierung: Beim Einzel-Leiter-Design beträgt das Spiel 3–5 Minuten, durch den Wechsel zum Doppel-Leiter-Design kann es auf 1–3 Minuten reduziert werden, allerdings steigen die Verarbeitungskosten um 25 %.
- Materialpaarung: Am besten verwenden Sie ein Schneckenrad aus Stahl und ein Schneckenrad aus Bronze. Die Verschleißrate bei der Stahl-Stahl-Verzahnung ist doppelt so hoch wie bei dieser Kombination.
- Oberflächenrauheit: Wenn Ra ≤ 0,8 μm, wird das Rauschen um 5–8 dB reduziert. Ra ≤ 0,4 μm sorgt für eine spiegelnde Oberfläche und verlängert außerdem die Lebensdauer des Produkts um 30 %.
Warum diesem Leitfaden vertrauen? JS Präzisions-Schneckengetriebe-Fertigungserfahrung
Die Zahnradbearbeitung bildet das Herzstück der Schneckenradherstellung. JS Precision war in den letzten 20 Jahren sehr aktiv im Bereich der Präzisionszahnradbearbeitung und der Herstellung von Schneckengetrieben. Wir haben mehr als 100.000 Sätze hochpräziser Schneckenradpaare an verschiedene Branchen geliefert, darunter die Luft- und Raumfahrt sowie CNC-Werkzeugmaschinen.
Wir haben auch Lösungen für die Probleme von mehr als 50 verschiedenen Arten von Getriebesystemen gefunden, beispielsweise als ein europäischer Fünf-Achsen-Werkzeugmaschinenhersteller das Spiel seines CNC-Rundtisch-Schneckengetriebepaars von 3 Uhr morgens auf 1,2 Uhr morgens reduzieren konnte, nachdem er das Produkt von uns verwendet hatte.
Unser Prozessstandard für die Herstellung von Schneckengetrieben auf Unternehmensebene ist konform Präzisionsspezifikationen für Zahnräder nach ISO 1328-1:2013 und unsere Anforderungen an die Fehlerkontrolle übertreffen die Industriestandards.
Was die Ausrüstung betrifft, sind wir mit einer Reihe hochwertiger importierter Maschinen ausgestattet, darunter Klingberg-Schneckenradschleifmaschinen, Gleason-Wälzfräsmaschinen, Zeiss-Zahnradmesszentren und CMM-Koordinatenmessgeräte.
Dadurch sind wir in der Lage, Großserienfertigungen mit Präzisionsanforderungen nach DIN 3 durchzuführen. Bei der Herstellung von Schneckengetrieben sind wir in der Lage, den Zahnprofilfehler auf ±0,004 mm zu begrenzen und die Oberflächenrauheit konstant bei Ra≤0,4 μm zu halten.
Wir verfügen außerdem über ein separat besetztes Labor für Materialtests und Leistungstests, das detaillierte Tests zur Materialhärte, Tiefe der aufgekohlten Schicht, Kontaktstellen und Spiel bei voller Temperatur usw. durchführen kann, wodurch wir garantieren können, dass die Leistung jedes Produkts dem Standard entspricht.
Darüber hinaus beherrscht unser Unternehmen durch langjährige Erfahrung und harte Arbeit die Verarbeitung von Materialpaarungen unterschiedlicher Art, wie z. B. Stahlbronze, Stahlstahl und Edelstahlbronze.
Darüber hinaus können wir je nach Art der Untersetzungsverhältnislast und Betriebsumgebung sogar die Struktur und den Prozess von Schneckengetrieben erfinden. Was auch immer es ist, ob es sich um eine kleine, nicht standardmäßige Sonderanfertigung handelt, die auf nur einem Stück basiert, oder um eine Massenproduktion mit einer Million Stück , wir können Ihnen Prozesseinheitlichkeit und Präzisionsstabilität garantieren.
Wenn Sie mit Problemen im Zusammenhang mit der Präzision, der Verschleißfestigkeit oder dem Spiel von Schneckengetrieben zu kämpfen haben oder eine maßgeschneiderte Getriebelösung benötigen, können Sie sich für eine persönliche technische Beratung direkt an das Ingenieurteam von JS Precision wenden. Unsere professionellen Ingenieure beantworten Ihre Kernfragen zum Prozess und Design.
Was sind die Kernschritte im Herstellungsprozess von Schneckengetrieben?
Die Zahnradbearbeitung spielt in der gesamten Produktionskette von Schneckengetrieben eine ganz entscheidende Rolle. Die Herstellung eines hochpräzisen Schneckengetriebes umfasst hauptsächlich die folgenden Kernschritte: Rohlingsvorbereitung, Grobbearbeitung, Wärmebehandlung, Endbearbeitung und Gegenbearbeitung . Die Produktqualität und Lebensdauer werden in jedem Schritt direkt durch den Prozess beeinflusst.
Die Strenge der Verfahren zur Herstellung von Schneckengetrieben ist der Schlüssel zur Qualität, und die Kernpunkte sind wie folgt:
Rohlingsvorbereitung: Schmieden vs. Stangenmaterial
- Geschmiedete Rohlinge tragen durchgehende Metallflusslinien, die mehr als 20 % zur Tragfähigkeit beitragen, und eignen sich daher für Hochleistungsanwendungen mit hoher Frequenz .
- Stangenmaterial bietet Vorteile hinsichtlich der Senkung der Stanzkosten und der Verringerung der Bearbeitungszugaben und eignet sich daher besser für Kleinserienproben und Produkte mit geringer Belastung.
Grobbearbeitung von Schneckengetrieben: Rollformen vs. Drehen
- Durch Rollformen können eine Materialausnutzung von 90 %, eine Oberflächenverfestigung und eine Verbesserung der Ermüdungslebensdauer um 30 % erreicht werden. Dies ist normalerweise die Methode zur Massenproduktion standardisierter Schneckenräder.
- Das Drehen ist sehr flexibel hinsichtlich der Erfüllung unterschiedlicher Parameter und wird hauptsächlich bei der Herstellung kundenspezifischer Schneckenräder in kleinen Stückzahlen eingesetzt.
Wärmebehandlung: Aufkohlen und Abschrecken vs. Induktionshärten
- Durch Aufkohlen und Abschrecken wird ein Oberflächen-HRC von 58–62 und ein Kern-HRC von 25–40 erreicht, was es zur bevorzugten Wahl für Hochleistungsgetriebe macht.
- Die Induktionshärtung ist kostengünstig und hocheffizient und erreicht einen Oberflächen-HRC von 50–55, geeignet für Stahl mit mittlerem Kohlenstoffgehalt und Anwendungen mit mittlerer bis leichter Belastung.
Endbearbeitung: Schneckenradschleifen als zentrale Tätigkeit
Schleifen ist bei der Herstellung von Schneckengetrieben unverzichtbar, wenn eine Präzision von DIN 5 oder noch enger angestrebt wird. Bei JS Precision wird das Schleifen mit CBN- oder Korundscheiben verwendet, um die Zahnprofilabweichung auf 0,005 mm zu minimieren und eine Oberflächenrauheit von Ra ≤ 0,4 μm zu erreichen.
So bearbeiten Sie Schneckenräder: Fräsen mit einem fliegenden Fräser oder Wälzfräsen
- Bei Kleinserien muss das Fräsen mit fliegendem Fräser mit dem Schneckengetriebe kombiniert werden, um die Eingriffspräzision zu gewährleisten. Es eignet sich perfekt für nicht standardmäßige Anpassungen.
- Für größere Produktionsläufe, Kochen mit einem speziellen Kochfeld Dies trägt nicht nur dazu bei, die Arbeitseffizienz um das Drei- bis Fünffache zu steigern, sondern sorgt auch für eine stabile Prozessqualität und führt zu einer Reduzierung der Stückkosten.
Jeder Schritt des Herstellungsprozesses von Schneckengetrieben erfordert eine präzise Steuerung. Wenn Sie die Kostenunterschiede zwischen verschiedenen Prozessen verstehen oder die optimale Prozesslösung für Ihr Produkt finden möchten, kann JS Precision Ihnen eine kostenlose Kostenberechnung erstellen, die die Kosteneffizienz und Eignung jedes Prozesses klar aufzeigt.
Wie erreicht man bei der Bearbeitung von Edelstahl-Schneckenrädern eine spiegelglatte Oberfläche?
Bearbeitung von Schneckengetrieben aus Edelstahl ist aufgrund der hohen Viskosität des Materials und der Neigung zur Kaltverfestigung eine schwierige Aufgabe. Um eine Spiegeloberfläche mit Ra ≤ 0,2 μm zu erhalten, müssen die folgenden vier Schlüsselaspekte sehr genau kontrolliert werden:
Auswahl des Edelstahlmaterials: 17-4PH vs. 304/316
- Nach der Wärmebehandlung von 17-4PH weist es einen HRC von 38-44 auf, was eine beträchtliche Festigkeit und Verschleißfestigkeit bietet, weshalb es eine gute Wahl für die Präzisionsbearbeitung von Edelstahl-Schneckenrädern ist.
- Andererseits kann 304/316 nicht gehärtet werden und ihre Oberflächenhärte ist recht gering, was ihren Einsatz auf Anwendungen mit geringer Belastung und hoher Korrosionsbeständigkeit beschränkt.
Optimierung der Schnittparameter: Schnittgeschwindigkeit und Vorschub
Bei der Bearbeitung von Schneckenrädern aus rostfreiem Stahl wird eine Schnittgeschwindigkeit von 80–120 m/min und eine Vorschubgeschwindigkeit von 0,05–0,15 mm/U empfohlen, um Kaltverfestigung und Werkzeugverschleiß zu minimieren.
Schleifprozess: Einsatz von CBN-Schleifscheiben
Schleifen ist der Hauptprozess für die Bearbeitung von Edelstahl-Schneckenrädern den Spiegelglanz erreichen . CBN-Schleifscheiben arbeiten mit einer linearen Geschwindigkeit von 45–60 m/s und einer einzelnen Schleiftiefe von 0,01–0,0 mm. 03 mm. Bei Verwendung zusammen mit ölbasierter Schneidflüssigkeit kann eine Oberfläche mit Ra≤0,4μm erzeugt werden.
Polier- und Beschichtungsnachbehandlung
Spiegeloberflächen mit Ra≤0,2 μm erfordern zusätzliches Polieren oder das Hinzufügen einer TiCN-Beschichtung, die den Reibungskoeffizienten um 30 % reduzieren und gleichzeitig die Verschleißfestigkeit und Korrosionsbeständigkeit verbessern kann.
Wenn Sie für die Bearbeitung von Edelstahl-Schneckenrädern Anforderungen an die Hochglanzoberfläche haben, sehen Sie sich bitte die Fallstudien zur Bearbeitung von Edelstahl-Schneckenrädern von JS Precision an, um die Prozessimplementierung und Produktqualität zur Erzielung einer Hochglanzoberfläche intuitiv zu verstehen.

Abbildung 1: Nahaufnahme mehrerer zylindrischer Schneckenräder aus Edelstahl mit hochglanzpolierten, reflektierenden Oberflächen und präzisen Spiralnuten, angeordnet auf einem weißen Hintergrund.
Wie können Haltbarkeit und Verschleißfestigkeit bei der Bearbeitung von Stahlschneckengetrieben sichergestellt werden?
Der Kern der Bearbeitung von Stahlschneckengetrieben besteht darin, die Haltbarkeit und Verschleißfestigkeit zu verbessern. Ausgehend von vier Aspekten lauten die Kernpunkte wie folgt:
Materialauswahl: 20CrMnTi vs. 8620 vs. 18CrNiMo7-6
| Materialtyp | Kernvorteile | Anwendbare Szenarien | Stückpreis (USD/kg) |
| 20CrMnTi | Hohe Wirtschaftlichkeit, 20 % geringere Kosten, gute Bearbeitbarkeit | Allgemeine Industrieanwendungen, Mittellastübertragung | 2,8-3,2 |
| 8620 | Gute Chargenstabilität, gleichmäßige Leistung nach dem Aufkohlen und Abschrecken | CNC-Werkzeugmaschinen, automatisierte Ausrüstung | 3,5-3,8 |
| 18CrNiMo7-6 | Hohe Festigkeit, gute Schlagfestigkeit | Windkraft, Schiffbau, extrem schwere Lasten | 5.8-6.2 |
Tiefenkontrolle der aufgekohlten Schicht
Bei der Bearbeitung von Stahlschneckengetrieben beträgt die empfohlene effektive Aufkohlungsschichttiefe für Schnecken mit einem Modul ≤ 6 1,0–1,5 mm, was den Anforderungen entspricht AGMA 6022-C93-Standard . Der Fehler wird auf ± 0,1 mm begrenzt, um geringen Verschleiß und verringerte Zähigkeit aufgrund übermäßiger Tiefe zu vermeiden.
Oberflächenhärte und Reibung
Die Oberflächenhärte der Stahlschneckenräder sollte HRC 58–62 betragen, wenn sie mit dem Bronzeschneckenrad HB 210–250 kombiniert werden. Dieser geeignete Unterschied in den Härtegraden kann den Bruch beschleunigen, den Verschleiß verringern und die Lebensdauer verlängern.
Verschleißfestes Design: Zahnoberflächenmodifikation
Bei der Bearbeitung von Stahlschneckenrädern werden die Schneckenzähne mit einer konvexen Form von 5–15 μm modifiziert. Dies optimiert die Kontaktfläche, vermeidet Kantenbelastungen und erhöht die Verschleißlebensdauer um 40 %.
Was ist der Schlüssel zur Paarung von Schnecken- und Schneckenradgetriebe, um ein perfektes Eingreifen zu gewährleisten?
Die Eingriffsgenauigkeit von Schnecke und Schneckenradgetriebe entscheidet über die Übertragungsleistung. Ein schlechter Eingriff kann zu Geräuschen, Verschleiß und zu viel Spiel führen. Die Paarung sollte den Grundsätzen „Präzisionsabgleich, einheitlicher Prozess und strenge Prüfung“ folgen. Die wichtigsten Punkte sind:
Kern der Paarung: Gleiche Bearbeitungsbasis
Schnecken- und Schneckenradgetriebe müssen auf derselben Produktionslinie mit denselben Werkzeugparametern und Prüfstandards hergestellt werden, damit keine Abweichungen zwischen Zahnprofil und Gewindekontur auftreten und ein kontinuierlicher Eingriff gewährleistet ist.
Spielkontrolle: Einzelsteigung vs. Doppelsteigung
- Eine Schnecke und ein Schneckenradgetriebe führen zu einem Spiel von 3–5 Bogenminuten. Sie sind einfacher und kostengünstiger und für Standardgetriebe geeignet.
- Das doppelte Führungsspiel kann auf 1–3 Bogenminuten gesenkt werden und eignet sich für Präzisionspositionierungsanwendungen, ist jedoch mit einem Anstieg der Bearbeitungskosten um 25 % verbunden.
Kontaktpunkterkennung
Beurteilung und Standards Die Vernetzungsleistung von Schnecke und Schneckenradgetriebe wird durch einen Farbstoff bestimmt. Die Kontaktstelle sollte mehr als 50 % der Zahnlänge und 40 % der Zahnhöhe abdecken und dabei näher an der Zahnwurzelseite liegen.
Montage und Debugging: Axialer Einstellmechanismus
Für Schneckengetriebe, die in Präzisionsübertragungsszenarien verwendet werden, ist ein axialer Einstellmechanismus erforderlich. Dieser Mechanismus kann das Verschleißspiel online kompensieren , ohne das Getriebe zu demontieren , was den Wartungskomfort erhöht.
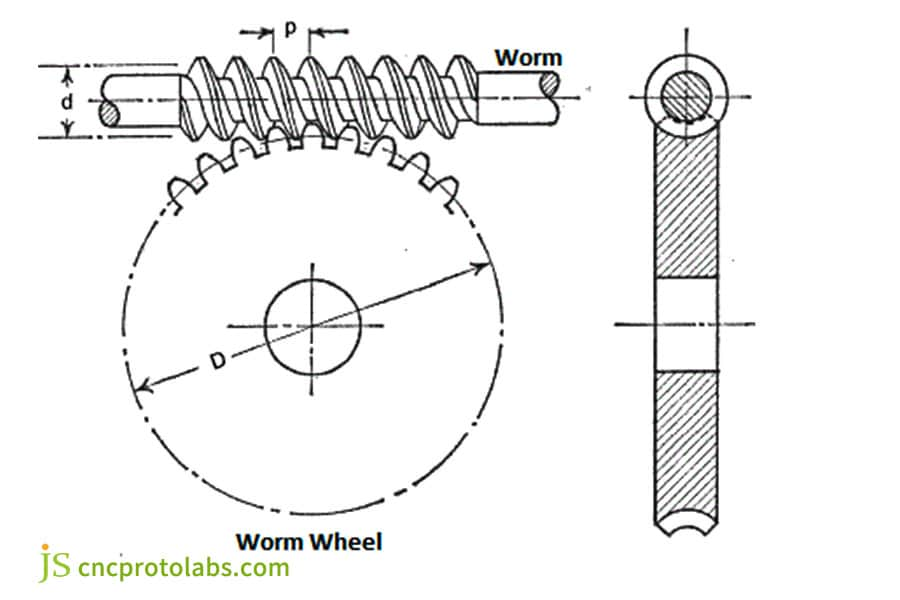
Abbildung 2: Ein Anleitungsdiagramm, das eine Schnecke und das zugehörige Schneckenrad separat zeigt, wobei wichtige Abmessungen wie Steigung (p) und Durchmesser (d, D) beschriftet sind, um die Eingriffsprinzipien zu erläutern.
Was macht Getriebe mit hohem Übersetzungsverhältnis fehleranfällig und wie kann man sie beheben?
Schneckengetriebe mit hohem Untersetzungsverhältnis (Untersetzungsverhältnis ≥50:1) sind bei der Herstellung von Schneckengetrieben anfälliger für Präzisionsfehler. Solche Fehler führen unter anderem zu Problemen wie großem Spiel, falscher Positionierung und geringer Übertragungseffizienz, die schwerwiegende negative Auswirkungen auf die Leistung der Ausrüstung haben.
Die Fehler von Schneckengetrieben unterschiedlicher Untersetzungsverhältnisse und Präzisionsgrade kommen nicht nur aus unterschiedlichen Quellen, sondern variieren auch stark in ihrer Größenordnung. Spezifische Daten sind in der folgenden Tabelle aufgeführt:
| Untersetzungsverhältnis | Präzisionsklasse | Kumulierter Teilungsfehler (mm) | Zahnprofilabweichung (mm) | Thermischer Verformungsfehler (mm) | Spielabweichung (Minuten) |
| 50:1 | DIN-Klasse 6 | 0,012–0,018 | 0,008-0,012 | 0,010-0,015 | 4-6 |
| 70:1 | DIN-Klasse 5 | 0,008-0,012 | 0,005–0,008 | 0,012–0,018 | 3-5 |
| 80:1 | DIN-Klasse 5 | 0,007–0,010 | 0,004-0,007 | 0,013–0,019 | 2,5-4,5 |
| 100:1 | DIN-Klasse 4 | 0,004-0,007 | 0,002–0,004 | 0,015–0,020 | 1-3 |
| 120:1 | DIN-Klasse 4 | 0,003-0,006 | 0,001-0,003 | 0,016–0,022 | 0,8-2,5 |
Basierend auf den Daten in der obigen Tabelle erfordert die Lösung des Fehlers bei Zahnrädern mit hoher Übersetzung die Identifizierung der Ursache und eine gezielte Optimierung. Die Kernpunkte sind wie folgt:
Fehlerquellenanalyse: Fertigung und Montage
Bei der Herstellung von Schneckengetrieben führen Ungenauigkeiten in der Steigung und Zahnform des Schneckenrads, der Steigung und Zahnform des Schneckenrads sowie Fehler im Wellenwinkel und Achsabstand während der Montage zu hohem Spiel und schlechtem Kontakt zwischen den Zahnrädern .
Methode zur thermischen Verformungskompensation
Die thermische Verformung beim Schneckenschleifen führt zu einem Fehlerbereich von 0,01–0,02 mm. Bei der Herstellung von Schneckengetrieben besteht eine der Methoden zur Minimierung der Folgen dieses Fehlers in der Verwendung eines thermischen Verformungsausgleichssystems oder einer Hochdruck-Ölkühlung.
Funktionsprinzip der Dual Lead Schneckengetriebe-Technologie
Das Schneckengetriebe mit zwei Steigungen weist auf der linken und rechten Zahnoberfläche unterschiedliche Steigungen auf. Die axiale Bewegung ermöglicht eine präzise Einstellung des Spiels, wodurch das durchschnittliche Spiel von Zahnrädern mit hohem Übersetzungsverhältnis um 50 % reduziert und eine hochpräzise Übertragung erreicht wird.
Innovatives Design eines axial flexiblen Schneckengetriebes
Die axiale elastische Schnecke von JS Precision kann das Verschleißspiel an der Zahnoberfläche automatisch ausgleichen, wodurch das minimale Spiel von Zahnrädern mit hohem Übersetzungsverhältnis auf Null reduziert wird , während gleichzeitig Stoßbelastungen absorbiert werden, was die Lebensdauer um 30 % erhöht.
Auf der Suche nach professionellen Lieferanten für Schneckengetriebe: Auf welche Kernkompetenzen sollten Sie sich konzentrieren?
Hohe Qualität Lieferanten von Schneckengetrieben Produktqualität garantieren. Die Bewertung sollte sich auf fünf Kernkompetenzen konzentrieren, insbesondere:
Überprüfung der Ausrüstungsliste
Prüfen Sie, ob der Schneckengetriebelieferant mit hocheffizienten Klingberg-Schneckenschleifmaschinen und Zeiss-Zahnradmessgeräten ausgestattet ist, da eine solche Ausrüstung die Grundvoraussetzung für die Herstellung hochpräziser Schneckengetriebe ist.
Engagement für Präzisionsqualität
Überprüfen Sie, ob die Schleiffähigkeit des Schneckenradlieferanten mindestens der Güteklasse DIN 5 entspricht, mit einem Spiel mit einfacher Steigung von 5 AJ und einem Spiel mit doppelter Steigung von 3 AJ. Dies ist der direkteste Weg, ihre Produktionsfähigkeiten einzuschätzen.
Erfahrung in der Materialpaarung
Analysieren Sie die Arbeit des Schneckengetriebelieferanten hinsichtlich der Materialpaarung, z. B. Stahlbronze und Edelstahlbronze, anhand seiner Erfahrung und Branchenfallstudien, um sicherzustellen, dass die Materialien optimal kombiniert werden .
Überprüfung der Testfähigkeit
Tests sind ein wichtiger Qualitätsfaktor. Informieren Sie sich daher, ob der Lieferant von Schneckengetrieben in der Lage ist, vollständige Inspektionsberichte, Fehlerdaten usw. für KMG bereitzustellen. Außerdem, ob er über ein unabhängiges Testlabor verfügt oder nicht.
Liefer- und Antwortindikatoren
Ausgezeichnete Lieferanten von Schneckengetrieben sind diejenigen, die Folgendes liefern können: Lieferrate > 96 %, Wiederkaufrate > 15 % und Reaktionszeit < 3 Stunden, was die Lieferung und den Kundendienst abdeckt.
Wenn Sie Schneckengetriebelieferanten filtern, können Sie JS Precision nach Ihren Produktanforderungen fragen, detaillierte Produktangebote und Prozesslösungen erhalten und so schnell die Stärken und Erschwinglichkeiten der Lieferanten vergleichen.
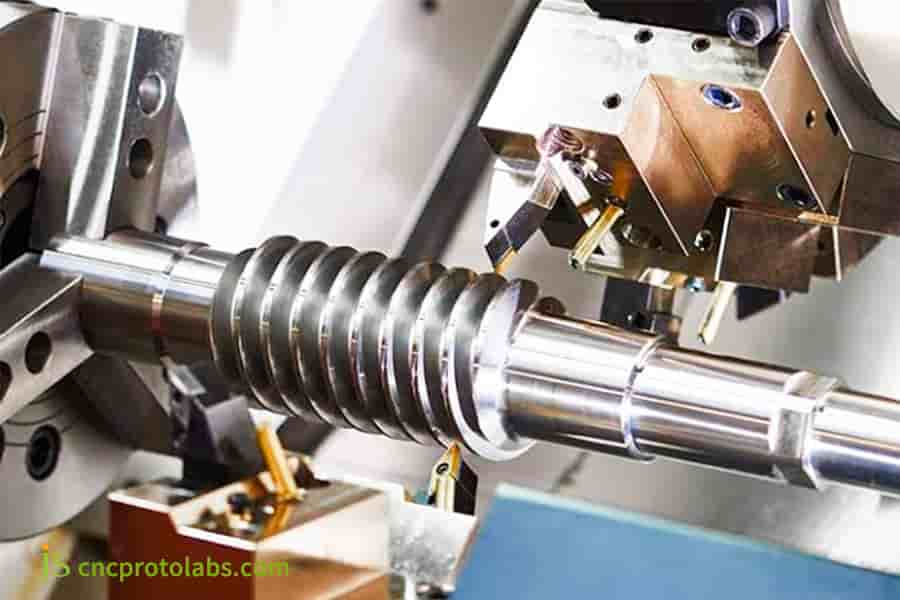
Abbildung 3: Eine CNC-Drehmaschine mit einem gelben Schneidwerkzeug bearbeitet aktiv eine Schneckenwelle aus Edelstahl und erzeugt dabei Spiralnuten und eine reflektierende Oberflächenbeschaffenheit in einer industriellen Umgebung.
JS Precision-Fallstudie: Das Spiel eines zweigängigen Schneckengetriebepaars auf einem CNC-Drehtisch wurde von 3 Bogenminuten auf 1,2 Bogenminuten reduziert
Herausforderung
Ein bestimmtes europäisches Werkzeugmaschinenunternehmen stellte dafür eine Schnecke und ein Schneckenradgetriebe zur Verfügung Fünf-Achsen-Gestänge CNC Plattenspieler mit Kernparametern eines Achsabstands von 110 mm, einem Untersetzungsverhältnis von 72:1 und einem Material von 20CrMnTi+ZCuSn10P1. Das Produkt hat ernsthafte Probleme mit der Schwankung der Positionierungsgenauigkeit des Drehtellers.
Der Rückenspielraum des vom Originallieferanten gelieferten Schneckengetriebekühlers beträgt 3-5 Bogenminuten, der Rückenspielraum des Wärmemotors des Geräts hat sich jedoch auf 8 Bogenminuten erhöht, was die Positioniergenauigkeitsanforderung von ± 3 Bogensekunden für das Gerät nicht erfüllen kann und sich direkt auf die Bearbeitungsgenauigkeit der Werkzeugmaschine auswirkt.
Lösung
Nach dem Eingreifen von JS Precision wurden umfangreiche Änderungen in vier Hauptbereichen vorgenommen: Designprozessmaterialien und Tests.
1.Designoptimierung:
Das Schneckengetriebe mit einfacher Steigung wurde durch ein Schneckengetriebe mit doppelter Steigung ersetzt und die axiale Einstellung betrug ±2 mm, während die maximale Steigungsdifferenz 0,002 mm betrug. Theoretisch kann das Spiel eliminiert werden, was bedeutet, dass das Problem des übermäßigen Spiels an der Wurzel gelöst ist und die CNC-Drehtische die Anforderungen an die Positioniergenauigkeit von ±3 Bogensekunden erfüllen können.
2.Prozess-Upgrade:
Die Präzision bei der Herstellung von Schneckengetrieben wird durch Schleifen mit CBN-Schleifscheiben bei einer linearen Geschwindigkeit von 55 m/s und einer einzelnen Schleiftiefe von 0,008 mm gewährleistet, wodurch ein Genauigkeitsgrad von DIN 4 mit einem Zahnprofilfehler von ≤ 0 erreicht wird. 004mm.
Das Schneckenrad wird nach der Bearbeitung mit einem speziellen Wälzfräser mit dem Schneckenrad geläppt, um die Kontaktflächenabdeckung auf über 65 % zu erhöhen und die Eingriffsgenauigkeit erheblich zu verbessern.
3.Materialoptimierung:
Das Schneckenradmaterial wurde durch hochreine Phosphor-Zinn-Bronze ZCuSn10P1 mit einem Verunreinigungsgehalt von ≤ 0,03 % ersetzt, was nicht nur den Reibungskoeffizienten von 0,18 auf 0,153 (eine Reduzierung um 15 %) senkt, sondern auch die Verschleißfestigkeit um 30 % erhöht und die Lebensdauer verlängert.
4.Verbesserte Tests:
Für die Spielprüfung wurde der gesamte Temperaturbereich (20–50 °C) einbezogen, wobei alle 10 ein Prüfknotenpunkt eingestellt wurde und die Regelabweichung ±0 betrug. 1 Bogenminuten.
Außerdem wurde eine vollständige CMM-Inspektion mit einer Prüfgenauigkeit von 0,001 mm eingeführt , die die Genauigkeitsstabilität der Produkte bei unterschiedlichen Betriebstemperaturen garantiert.
Ergebnisse
- Nach einigen Änderungen am Prozess und Design lag das Spiel der Schnecke und des Schneckenradgetriebes der kalten Maschine konstant bei 1,2 Bogenminuten und das der heißen Maschine bei 2 Bogenminuten.
- Der gepaarte CNC-Drehtisch erreichte eine Positionierungsgenauigkeit von 2 Bogensekunden und eine Wiederholgenauigkeit von 1 Bogensekunde, was weit über den Erwartungen des Kunden liegt.
- Die Lebensdauer des Schneckengetriebes wurde konstruktionsbedingt auf 10⁶ Zyklen erhöht, also auf das Zweifache der ursprünglichen Auslegung von 510 Zyklen.
Wenn auch Sie Probleme mit übermäßigem Spiel und unzureichender Positionierungsgenauigkeit bei Schneckengetrieben haben, wenden Sie sich bitte an das Ingenieurteam von JS Precision, reichen Sie Ihre Produktzeichnungen und Anforderungen ein und erhalten Sie eine maßgeschneiderte Lösung.

Abbildung 4: Eine fertige Schnecke und das dazugehörige Schneckenrad, wahrscheinlich aus einer Bronzelegierung (ZCuSn10P1), nebeneinander auf weißem Hintergrund dargestellt, um ihre detaillierten Zähne und die Bearbeitungsqualität zu zeigen.
FAQs
F1: Was ist die beste Materialkombination für Schneckenräder?
Die beste Kombination ist ein aufgekohltes und vergütetes 20CrMnTi-Schneckenrad (HRC 58 62) gepaart mit einem ZCuSn10P1-Phosphor-Zinn-Bronze-Schneckenrad, das eine hervorragende Verschleißlebensdauer und Übertragungseffizienz gewährleistet.
F2: Wofür werden Schneckenräder aus Edelstahl verwendet?
Sie eignen sich gut für den Einsatz an Orten, an denen eine gute Korrosionsbeständigkeit erforderlich ist , beispielsweise in Lebensmittelmaschinen und medizinischen Geräten . 17-4PH ist eine sehr beliebte ausscheidungshärtende Edelstahlsorte.
F3: Was ist die höchste Genauigkeit bei Schneckengetrieben?
Für die Produktion großer Stückzahlen kann eine DIN 5-Klasse erreicht werden. Für präzisionsgeschliffene, kundenspezifische Einzelstücke kann eine DIN 3-Qualität mit einem Zahnprofilfehler von ≤ 0,004 mm erreicht werden.
F4: Gibt es eine Möglichkeit, das Spiel in Schneckenradpaaren zu kontrollieren?
Das Spiel mit einfacher Steigung beträgt normalerweise 3–5 ADM , das Spiel mit doppelter Steigung kann nur 1–3 ADM betragen, und mit einer axial flexiblen Schneckengetriebekonstruktion kann das Spiel sogar gegen 0 gebracht werden.
F5: Welche Art von Schleifscheibe wird für die Schleifschneckenräder verwendet?
Für hochharten Stahl werden CBN-Schleifscheiben verwendet, während herkömmlicher Stahl mit mittlerem Kohlenstoffgehalt mit Korund-Schleifscheiben geschliffen wird. Empfohlen wird eine Schleifscheibengeschwindigkeit im Bereich von 45–60 m/s.
F6: Wie hoch ist die Mindestbestellmenge für kundenspezifische Schneckenradsätze in Kleinserie?
JS Precision freut sich darauf Nehmen Sie Ihre Bestellungen auch für 1 Stück an . Technisch gesehen müssen bei 1 bis 5 Stück die Arbeitsstundenkosten für die Werkzeuganpassung geteilt werden. Unter dem Gesichtspunkt des Kosten-Leistungs-Verhältnisses sind Sonderanfertigungen ab 10 Stück die beste Wahl.
F7: Wie prüft man die Kontaktstellen eines Schneckenradsatzes?
Verwenden Sie die Bleimennige-Färbemethode. Streuen Sie rotes Bleipulver auf die Zahnoberfläche des Schneckenrads, drehen Sie es langsam und kämmen Sie es manuell. Überprüfen Sie anschließend visuell den Kontaktbereich auf der Zahnoberfläche des Schneckenrads, um die Kontaktstelle zu identifizieren.
F8: Gibt es besondere Anforderungen an die Exportverpackung?
Es sind mehrere Schichten einer Rostschutz- und Feuchtigkeitsschutzbehandlung erforderlich, darunter Rostschutzöl, Gasphasen-Rostschutzpapier und unabhängige Holzkisten. Für den Seetransport ist eine zusätzliche feuchtigkeitsdichte Vakuumverpackung erforderlich.
Zusammenfassung
Die Herstellung von Schneckengetrieben ist eine Reihe technischer Prozesse , die sorgfältige geometrische Planung, Materialauswahl und moderne Schleiftechniken kombinieren .
Die Auswahl der Prozesse, die Auswahl der richtigen Materialien, die Aufrechterhaltung eines hohen Qualitätsniveaus und die Optimierung des Eingriffs beeinflussen unter anderem die Positionsgenauigkeit, die Widerstandsfähigkeit gegen Verschleiß und die Gesamtkosten des Getriebepaars.
JS Precision verfügt über 20 Jahre Erfahrung, einen kompletten Satz importierter High-End-Maschinen und gut etablierte Prozesse und ist in der Lage, sowohl standardmäßige als auch nicht standardmäßige hochpräzise Schneckengetriebe für Kunden aus verschiedenen Branchen herzustellen und so den besten Kompromiss zwischen Präzision und Kosten zu erzielen.
Kontaktieren Sie das Engineering-Team von JS Precision für einen kostenlosen Konstruktionsplan für das Schneckenradpaar und eine erste Bewertung.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

