

Produzione di ingranaggi a vite senza fine si pone come elemento fondamentale nel campo delle trasmissioni meccaniche di precisione. I principali vantaggi degli ingranaggi a vite senza fine, che risiedono nella loro capacità di raggiungere rapporti di riduzione eccezionalmente elevati, li hanno portati ad essere l'opzione preferita per la riduzione della potenza e l'amplificazione della coppia.
Tuttavia, gli elevati rapporti di riduzione comportano anche una precisione di produzione portata al limite e, di conseguenza, sono suscettibili a problemi come deviazioni di posizionamento e guasti dei componenti.
La guida intende svelare il segreto della produzione di ingranaggi a vite senza fine e ruote elicoidali di alta precisione e stabilisce anche i fattori importanti per la valutazione dei fornitori di ingranaggi a vite senza fine tenendo conto della precisione teorica insieme alle prestazioni pratiche. La scelta del processo di lavorazione degli ingranaggi è un prerequisito importante per la qualità del prodotto.
Panoramica rapida delle risposte principali
| Dimensioni fondamentali | Risposte chiave |
| Processi fondamentali | Tornitura di sgrossatura a vite senza fine → Laminazione/fresatura del profilo del dente → Carburazione e tempra → Rettifica a vite senza fine → Rettifica con ruota a vite senza fine, precisione e costo sono positivamente correlati . |
| Selezione dei materiali | Vite senza fine in acciaio (20CrMnTi/8620, HRC 58-62) con ruota elicoidale in bronzo. Acciaio inossidabile vite senza fine (17-4PH) per applicazioni resistenti alla corrosione. |
| Controllo della precisione | Il grado DIN 5 e superiore richiede la rettifica, il gioco può essere controllato a 3-5 minuti, il design a doppio conduttore può ridurlo a 1-3 minuti. |
| Valutazione dei fornitori | Controllare le attrezzature di rettifica (Klingberg/Gleason), valutare le capacità di ispezione completa della CMM, verificare l'esperienza di corrispondenza dei materiali. |
Conclusioni principali:
- Limitazione di precisione: il grado 5 DIN è la svolta, oltre questo livello di precisione è obbligatorio un processo di rettifica a vite senza fine, che può aumentare i costi del 30-50%.
- Riduzione del gioco: con la progettazione a conduttore singolo, il gioco è di 3-5 minuti, il passaggio alla progettazione a doppio conduttore può ridurlo a 1-3 minuti, tuttavia il costo di elaborazione aumenta del 25%.
- Accoppiamento dei materiali: è meglio utilizzare un ingranaggio a vite senza fine in acciaio e una ruota a vite senza fine in bronzo, il tasso di usura per la maglia acciaio-acciaio è doppio rispetto a questa combinazione.
- Rugosità superficiale: se Ra ≤ 0,8 μm, il rumore viene ridotto di 5-8 dB. Ra≤0,4μm produce una finitura a specchio e aumenta anche la durata del prodotto del 30%.
Perché fidarsi di questa guida? Esperienza nella produzione di ingranaggi a vite senza fine di precisione JS
La lavorazione degli ingranaggi costituisce il cuore della produzione di ingranaggi a vite senza fine. JS Precision è stata molto attiva nel campo della lavorazione di ingranaggi di precisione e nella produzione di ingranaggi a vite senza fine negli ultimi 20 anni. Abbiamo fornito più di 100.000 set di coppie di ingranaggi a vite senza fine ad alta precisione a vari settori, tra cui quello aerospaziale e delle macchine utensili CNC.
Abbiamo anche trovato soluzioni ai problemi di oltre 50 diversi tipi di sistemi di trasmissione, come quando un'azienda europea di macchine utensili a cinque assi è riuscita a ridurre il gioco della coppia di ingranaggi a vite senza fine della tavola rotante CNC dalle 3:00 all'1:2:00 dopo aver utilizzato il nostro prodotto.
Il nostro standard di processo di produzione di ingranaggi a vite senza fine a livello aziendale è conforme Specifiche di precisione degli ingranaggi ISO 1328-1:2013 e i nostri requisiti di controllo degli errori superano gli standard del settore.
Per quanto riguarda le attrezzature, disponiamo di una gamma completa di macchine importate di fascia alta, tra cui smerigliatrici per ingranaggi a vite senza fine Klingberg, dentatrici per ingranaggi Gleason, centri di misura per ingranaggi Zeiss e macchine di misura a coordinate CMM.
Ciò ci consente di effettuare una produzione su larga scala che soddisfa il livello di precisione DIN 3 . Nella produzione di ingranaggi a vite senza fine, abbiamo la capacità di limitare l'errore del profilo del dente a ±0,004 mm e la rugosità superficiale sarà costantemente pari a Ra≤0,4μm.
Disponiamo inoltre di un laboratorio per prove sui materiali e prove delle prestazioni con personale separato, in grado di condurre test dettagliati sulla durezza del materiale, sulla profondità dello strato cementato, sui punti di contatto e sul gioco completo della temperatura, ecc. attraverso i quali possiamo garantire che le prestazioni di ciascun prodotto siano conformi agli standard.
Oltre a ciò la nostra azienda con una lunga esperienza e duro lavoro padroneggia la lavorazione di accoppiamenti di materiali di diversi tipi, come acciaio-bronzo, acciaio-acciaio e acciaio inossidabile-bronzo.
Inoltre, a seconda del tipo di rapporto di riduzione del carico e dell'ambiente operativo, possiamo persino inventare la struttura e il processo degli ingranaggi a vite senza fine. Qualunque cosa sia, l'ordine personalizzato non standard di piccoli lotti basato sulla necessità di produzione di massa di un solo pezzo o di milioni di pezzi , possiamo assicurarvi l'uniformità del processo e la stabilità della precisione.
Se hai problemi relativi alla precisione, alla resistenza all'usura o al gioco degli ingranaggi a vite senza fine o se hai bisogno di una soluzione di trasmissione personalizzata, puoi contattare direttamente il team di ingegneri di JS Precision per una consulenza tecnica individuale. I nostri ingegneri professionisti risponderanno alle vostre domande principali sul processo e sulla progettazione.
Quali sono le fasi principali del processo di produzione di ingranaggi a vite senza fine?
La lavorazione degli ingranaggi ricopre un ruolo cruciale nell’intera catena di produzione degli ingranaggi a vite senza fine. La produzione di un ingranaggio a vite senza fine ad alta precisione comprende principalmente le seguenti fasi principali: preparazione del grezzo, lavorazione di sgrossatura, trattamento termico, lavorazione di finitura e lavorazione di accoppiamento . La qualità e la durata del prodotto sono direttamente influenzate dal processo in ogni fase.
Il rigore dell processo di produzione di ingranaggi a vite senza fine è la chiave della qualità e i punti fondamentali sono i seguenti:
Preparazione del grezzo: forgiatura e barra grezza
- I pezzi grezzi forgiati sono dotati di linee di flusso metalliche continue, che contribuiscono alla capacità di carico di oltre il 20%, quindi sono adatti per applicazioni pesanti con alta frequenza .
- Il materiale in barre presenta vantaggi nel ridurre i costi di tranciatura e le tolleranze di lavorazione, quindi è più adatto per campioni di piccoli lotti e prodotti con carichi leggeri.
Sgrossatura di ingranaggi a vite senza fine: profilatura e tornitura
- La profilatura a rulli è in grado di raggiungere il 90% di utilizzo del materiale, incrudimento della superficie e un miglioramento del 30% della durata a fatica. Di solito è il metodo per la produzione di massa di ingranaggi a vite senza fine standardizzati.
- La tornitura è molto flessibile nel soddisfare diversi tipi di parametri e viene utilizzata principalmente nella produzione di ingranaggi a vite senza fine personalizzati in piccoli lotti.
Trattamento termico: cementazione e tempra rispetto alla tempra ad induzione
- La carburazione e la tempra raggiungono un HRC superficiale di 58-62 e un HRC centrale di 25-40, rendendolo la scelta preferita per le trasmissioni pesanti.
- La tempra a induzione è economica e altamente efficiente , raggiungendo una superficie HRC di 50-55, adatta per applicazioni con acciaio al carbonio medio e carichi medio-leggeri.
Lavori di finitura: Rettifica di ingranaggi a vite senza fine come attività centrale
La rettifica è indispensabile nel processo di produzione di ingranaggi a vite senza fine se si intende ottenere una precisione pari a DIN 5 o anche superiore. In JS Precision, la rettifica con mole in CBN o in corindone viene utilizzata per ridurre al minimo la deviazione del profilo del dente entro 0,005 mm e raggiungere una rugosità superficiale di Ra ≤ 0,4 μm.
Come lavorare un ingranaggio a vite senza fine: fresatura con una fresa al volo o dentatura a creatore
- Quando si tratta di piccoli lotti è necessario abbinare la fresatura con fresa volante alla vite senza fine per garantire la precisione dell'ingranamento. È perfetto per personalizzazioni non standard.
- Per cicli di produzione più grandi, molatura con un piano cottura dedicato non solo aiuterà ad aumentare l'efficienza lavorativa di 3-5 volte, ma garantirà anche la qualità del processo a un livello stabile e comporterà la riduzione dei costi unitari.
Ogni fase del processo di produzione degli ingranaggi a vite senza fine richiede un controllo preciso. Se desideri comprendere le differenze di costo tra i diversi processi o trovare la soluzione di processo ottimale per il tuo prodotto, JS Precision può fornirti un calcolo gratuito dei costi, mostrando chiaramente il rapporto costo-efficacia e l'idoneità di ciascun processo.
Come ottenere una finitura a specchio nella lavorazione di ingranaggi a vite senza fine in acciaio inossidabile?
Lavorazione di ingranaggi a vite senza fine in acciaio inossidabile è un lavoro duro a causa della forte viscosità del materiale e della tendenza ad indurirsi. Per ottenere una finitura a specchio con Ra≤0,2μm è necessario avere un controllo molto stretto sui seguenti quattro aspetti chiave:
Selezione del materiale in acciaio inossidabile: 17-4PH rispetto a 304/316
- Dopo il trattamento termico 17-4PH, ha un HRC di 38-44, che fornisce notevole robustezza e resistenza all'usura, quindi è un'ottima scelta per la lavorazione di precisione di ingranaggi a vite senza fine in acciaio inossidabile.
- D'altro canto il 304/316 non può essere indurito e la sua durezza superficiale è piuttosto bassa, il che ne limita l'uso solo ad applicazioni con carichi leggeri e con elevata resistenza alla corrosione .
Ottimizzazione dei parametri di taglio: velocità di taglio e avanzamento
Nel caso della lavorazione di ingranaggi a vite senza fine in acciaio inossidabile, si consiglia di utilizzare una velocità di taglio di 80-120 m/min e una velocità di avanzamento di 0,05-0,15 mm/giro per ridurre al minimo l'incrudimento e l'usura dell'utensile.
Processo di rettifica: applicazione di mole in CBN
La rettifica è il processo principale per la lavorazione degli ingranaggi a vite senza fine in acciaio inossidabile ottenere la finitura a specchio . Le mole CBN funzionano ad una velocità lineare di 45-60 m/s e ad una singola profondità di rettifica di 0,01-0. 03 mm. Se utilizzato insieme a fluido da taglio a base di olio, è possibile produrre una superficie con Ra ≤ 0,4 μm.
Lucidatura e rivestimento Post-trattamento
Le finiture a specchio con Ra≤0,2μm richiedono una lucidatura aggiuntiva o l'aggiunta di un rivestimento TiCN, che può ridurre il coefficiente di attrito del 30% migliorando al contempo la resistenza all'usura e alla corrosione.
Se hai requisiti di finitura a specchio per la lavorazione di ingranaggi a vite senza fine in acciaio inossidabile, fai riferimento ai casi di studio sulla lavorazione di ingranaggi a vite senza fine in acciaio inossidabile di JS Precision per comprendere in modo intuitivo l'implementazione del processo e la qualità del prodotto per ottenere una finitura a specchio.

Figura 1: Primo piano di più ingranaggi a vite senza fine cilindrici in acciaio inossidabile con superfici riflettenti altamente lucidate e scanalature elicoidali precise, disposti su uno sfondo bianco.
Come garantire durata e resistenza all'usura nella lavorazione di ingranaggi a vite senza fine in acciaio?
Il fulcro della lavorazione degli ingranaggi a vite senza fine in acciaio è migliorare la durata e la resistenza all'usura. Partendo da quattro aspetti, i punti chiave sono i seguenti:
Selezione del materiale: 20CrMnTi rispetto a 8620 rispetto a 18CrNiMo7-6
| Tipo materiale | Vantaggi fondamentali | Scenari applicabili | Prezzo unitario (USD/kg) |
| 20CrMnTi | Elevata redditività, costo inferiore del 20%, buona lavorabilità | Applicazioni industriali generali, trasmissione a carico medio | 2.8-3.2 |
| 8620 | Buona stabilità del lotto, prestazioni uniformi dopo la cementazione e la tempra | Macchine utensili CNC, attrezzature automatizzate | 3.5-3.8 |
| 18CrNiMo7-6 | Elevata resistenza, buona resistenza agli urti | Energia eolica, costruzioni navali, carichi pesanti estremi | 5.8-6.2 |
Controllo della profondità dello strato carburato
Nella lavorazione di ingranaggi a vite senza fine in acciaio, per viti senza fine con modulo ≤ 6, la profondità effettiva dello strato di cementazione consigliata è 1,0-1,5 mm, che soddisfa i requisiti Norma AGMA 6022-C93 . L'errore è controllato entro ± 0,1 mm per evitare un'usura superficiale e una ridotta tenacità dovuta alla profondità eccessiva.
Durezza superficiale e attrito
La durezza superficiale del dente dell'ingranaggio a vite senza fine in acciaio dovrebbe essere HRC 58-62, se abbinata alla ruota elicoidale in bronzo HB 210-250. Questa adeguata differenza nei livelli di durezza può accelerare la rottura, ridurre l'usura e prolungare la durata.
Design resistente all'usura: modifica della superficie del dente
Durante la lavorazione degli ingranaggi a vite senza fine in acciaio, i denti della vite senza fine vengono modificati con una forma convessa di 5-15μm. Ciò ottimizza l'area di contatto, evita carichi sui bordi e aumenta la durata dell'usura del 40%.
Qual è la chiave per abbinare l'ingranaggio a vite senza fine e quello a ruota elicoidale per garantire un innesto perfetto?
La precisione dell'ingranamento della vite senza fine e dell'ingranaggio della ruota elicoidale determina le prestazioni della trasmissione. Un meshing inadeguato può causare rumore, usura e gioco eccessivo. L'abbinamento dovrebbe seguire i principi "abbinamento preciso, processo unificato e ispezione rigorosa". I punti chiave sono:
Nucleo dell'accoppiamento: stessa base di lavorazione
Gli ingranaggi a vite senza fine e a ruota elicoidale devono essere prodotti sulla stessa linea di produzione, con gli stessi parametri dell'utensile e standard di ispezione in modo che non vi sia alcuna discrepanza tra il profilo del dente e il contorno della filettatura, garantendo un ingranamento continuo.
Controllo del gioco: passo singolo o doppio passo
- La vite senza fine a conduttore singolo e l'ingranaggio a ruota elicoidale producono un gioco di 3-5 minuti d'arco. Sono più semplici ed economici e adatti per trasmissioni standard.
- Il gioco del doppio passo può essere ridotto a 1-3 minuti d'arco ed è adatto per utilizzi di posizionamento di precisione, ma comporta un aumento dei costi di lavorazione del 25%.
Rilevamento spot di contatto
Giudizio e standard Le prestazioni di meshing di ingranaggio a vite senza fine e ruota elicoidale è determinato da un colorante. Il punto di contatto dovrebbe coprire più del 50% della lunghezza del dente e il 40% dell'altezza del dente pur essendo più vicino al lato della radice del dente.
Assemblaggio e debug: meccanismo di regolazione assiale
Per gli ingranaggi a vite senza fine utilizzati in scenari di trasmissione di precisione, è richiesto un meccanismo di regolazione assiale. Questo meccanismo può compensare il gioco di usura in linea senza smontare il riduttore , migliorando la comodità di manutenzione.
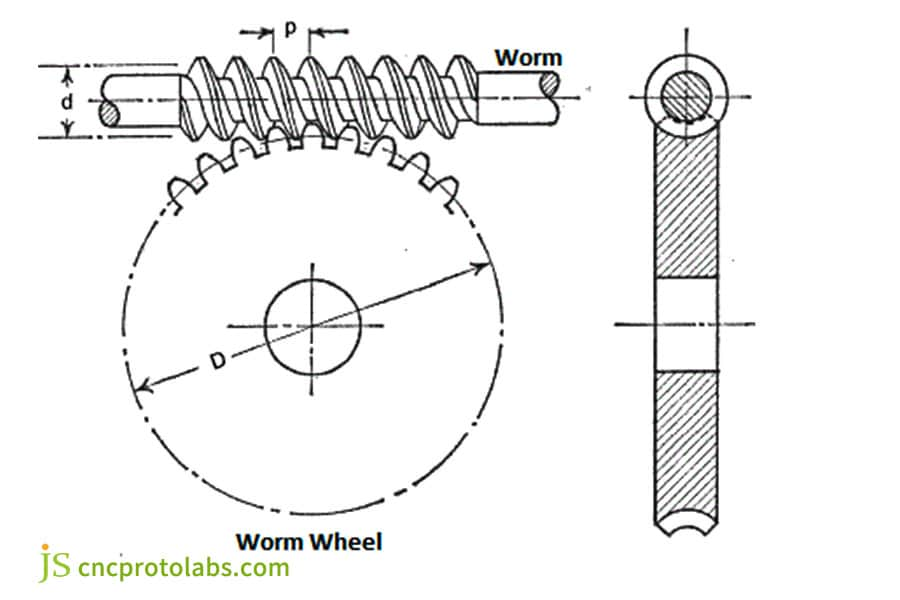
Figura 2: Un diagramma didattico che illustra separatamente una vite senza fine e la sua ruota elicoidale accoppiata, con dimensioni chiave come passo (p) e diametri (d, D) etichettate per spiegare i principi di innesto.
Cosa rende gli ingranaggi ad alto rapporto soggetti a errori e come risolverli?
Gli ingranaggi a vite senza fine con rapporto di riduzione elevato (rapporto di riduzione ≥ 50:1) nella produzione di ingranaggi a vite senza fine sono più vulnerabili agli errori di precisione. Tali errori causano, tra gli altri, problemi di gioco elevato, posizionamento errato e bassa efficienza di trasmissione, che hanno gravi effetti negativi sulle prestazioni dell'apparecchiatura.
Gli errori degli ingranaggi a vite senza fine con diversi rapporti di riduzione e gradi di precisione non solo provengono da luoghi diversi ma variano anche molto nella loro entità. I dati specifici sono riportati nella tabella seguente:
| Rapporto di riduzione | Grado di precisione | Errore di passo cumulativo (mm) | Deviazione del profilo del dente (mm) | Errore di deformazione termica (mm) | Deviazione del gioco (minuti) |
| 50:1 | Grado DIN 6 | 0,012-0,018 | 0,008-0,012 | 0,010-0,015 | 4-6 |
| 70:1 | Grado DIN 5 | 0,008-0,012 | 0,005-0,008 | 0,012-0,018 | 3-5 |
| 80:1 | Grado DIN 5 | 0,007-0,010 | 0,004-0,007 | 0,013-0,019 | 2.5-4.5 |
| 100:1 | Grado DIN 4 | 0,004-0,007 | 0,002-0,004 | 0,015-0,020 | 1-3 |
| 120:1 | Grado DIN 4 | 0,003-0,006 | 0,001-0,003 | 0,016-0,022 | 0,8-2,5 |
Sulla base dei dati nella tabella sopra, la risoluzione dell'errore negli ingranaggi ad alto rapporto richiede l'identificazione della fonte e l'ottimizzazione mirata. I punti fondamentali sono i seguenti:
Analisi delle fonti di errore: produzione e assemblaggio
Nella produzione di ingranaggi a vite senza fine, le imprecisioni nella forma del passo e del dente dell'ingranaggio elicoidale, del passo della ruota elicoidale e della forma del dente, nonché errori nell'angolo dell'albero e nell'interasse durante l'assemblaggio, causeranno un gioco elevato e uno scarso contatto tra gli ingranaggi .
Metodo di compensazione della deformazione termica
La deformazione termica della macinazione della vite senza fine porta a un intervallo di errore di 0,01-0,02 mm. Nella produzione di ingranaggi a vite senza fine, uno dei metodi per ridurre al minimo le conseguenze di questo errore è utilizzare un sistema di compensazione della deformazione termica o un raffreddamento dell'olio ad alta pressione.
Principio di funzionamento della tecnologia degli ingranaggi a vite senza fine a doppio piombo
L'ingranaggio a vite senza fine a doppio passo ha conduttori diversi sulle superfici dei denti sinistro e destro. Il movimento assiale consente una regolazione precisa del gioco, riducendo del 50% il gioco medio degli ingranaggi ad alto rapporto e ottenendo una trasmissione ad alta precisione.
Design innovativo dell'ingranaggio a vite senza fine flessibile assiale
La vite senza fine elastica assiale JS Precision può compensare automaticamente il gioco di usura della superficie dei denti, riducendo a zero il gioco minimo degli ingranaggi ad alto rapporto , assorbendo i carichi di impatto, aumentando la durata del 30%.
Cerchi fornitori professionali di ingranaggi a vite senza fine: su quali competenze chiave dovresti concentrarti?
Alta qualità fornitori di ingranaggi a vite senza fine garantire la qualità del prodotto. La valutazione dovrebbe concentrarsi su cinque competenze chiave, in particolare:
Controllo elenco attrezzature
Controlla se il fornitore di ingranaggi a vite senza fine è dotato di smerigliatrici a vite senza fine Klingberg altamente efficienti e strumenti di misurazione di ingranaggi Zeiss, poiché il requisito fondamentale per la produzione di ingranaggi a vite senza fine ad alta precisione è disporre di tali apparecchiature.
Impegno per il grado di precisione
Controllare se la capacità di rettifica del fornitore di ingranaggi a vite senza fine è almeno di grado DIN 5, con gioco a passo singolo 5 AJ e gioco a passo doppio 3 AJ. Questo è il modo più diretto per valutare le loro capacità produttive.
Esperienza di abbinamento dei materiali
Analizzare il lavoro del fornitore di ingranaggi a vite senza fine per l'abbinamento dei materiali, ad esempio acciaio-bronzo e acciaio inossidabile-bronzo, attraverso la loro esperienza e casi di studio del settore per assicurarsi che i materiali siano combinati nel modo migliore .
Verifica della capacità di test
I test sono un fattore importante per la qualità, quindi scopri se il fornitore di ingranaggi a vite senza fine è in grado di fornire rapporti completi di ispezione CMM, dati sugli errori, ecc. Oltre a ciò, se dispone o meno di un laboratorio di test indipendente.
Indicatori di consegna e risposta
I fornitori eccellenti di ingranaggi a vite senza fine sono quelli che possono garantire quanto segue: tasso di consegna > 96%, tasso di riacquisto > 15% e tempo di risposta < 3 ore, che copre la consegna e il servizio post-vendita.
Se stai filtrando i fornitori di ingranaggi a vite senza fine, puoi chiedere a JS Precision le esigenze dei tuoi prodotti e ottenere preventivi dettagliati sui prodotti e soluzioni di processo e, attraverso ciò, confrontare rapidamente i punti di forza e la convenienza dei fornitori.
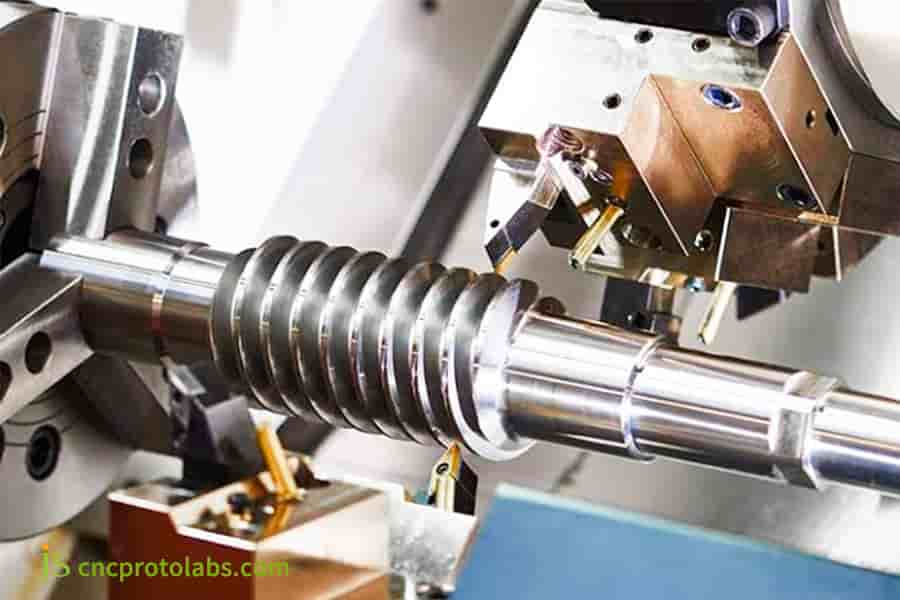
Figura 3: Un tornio CNC con un utensile da taglio giallo sta lavorando attivamente un albero a vite senza fine in acciaio inossidabile, creando scanalature a spirale e una finitura superficiale riflettente in un ambiente industriale.
Caso di studio JS Precision: il gioco di una coppia di ingranaggi a vite senza fine a doppio comando su un giradischi CNC è stato ridotto da 3 minuti d'arco a 1,2 minuti d'arco
Sfida
Una certa azienda europea di macchine utensili ha fornito per lei una ruota elicoidale e una ruota elicoidale CNC con collegamento a cinque assi piattaforma girevole, con parametri principali di un interasse di 110 mm, un rapporto di riduzione di 72:1 e un materiale di 20CrMnTi+ZCuSn10P1. Il prodotto presenta seri problemi con la fluttuazione della precisione di posizionamento della piattaforma girevole.
Il gioco posteriore del dispositivo di raffreddamento dell'ingranaggio a vite senza fine fornito dal fornitore originale è di 3-5 minuti d'arco, ma il gioco posteriore del motore termico dell'attrezzatura è aumentato a 8 minuti d'arco, il che non può soddisfare il requisito di precisione di posizionamento di ± 3 secondi d'arco per l'attrezzatura e influisce direttamente sulla precisione di lavorazione della macchina utensile.
Soluzione
Con l'intervento di JS Precision, sono state apportate ampie modifiche in quattro aree principali: materiali del processo di progettazione e test.
1.Ottimizzazione della progettazione:
L'ingranaggio a vite senza fine a passo singolo è stato sostituito con un ingranaggio a vite senza fine a doppio passo e la regolazione assiale era di ±2 mm, mentre la differenza massima di passo era di 0,002 mm. In teoria, il gioco può essere eliminato, il che significa che il problema del gioco eccessivo è risolto alla radice, e le tavole rotanti CNC possono soddisfare i requisiti di precisione di posizionamento di ±3 secondi d'arco.
2.Aggiornamento del processo:
La precisione nella produzione di ingranaggi a vite senza fine è assicurata dalla rettifica con mole CBN ad una velocità lineare di 55 m/s, con una singola profondità di rettifica di 0,008 mm, raggiungendo un livello di precisione di DIN 4 con un errore del profilo del dente ≤ 0. 004 mm.
La ruota elicoidale, dopo essere stata lavorata con un creatore speciale, viene lappata con l'ingranaggio a vite senza fine per aumentare la copertura della zona di contatto fino a oltre il 65% e migliorare notevolmente la precisione dell'ingranamento.
3.Ottimizzazione dei materiali:
Il materiale dell'ingranaggio a vite senza fine è stato sostituito da bronzo allo stagno-fosforo ZCuSn10P1 ad elevata purezza, con un contenuto di impurità ≤0,03%, che non solo riduce il coefficiente di attrito da 0,18 a 0,153 (una riduzione del 15%) , ma migliora anche la resistenza all'usura del 30% e la durata di servizio è estesa.
4.Test migliorati:
Per i test di gioco, è stato incluso l'intero intervallo di temperature (20-50 ℃), con un nodo di test impostato ogni 10 e deviazione nel controllo a ±0. 1 minuto d'arco.
Inoltre, è stata introdotta l'ispezione completa CMM, con una precisione di prova di 0,001 mm, che garantisce la stabilità della precisione dei prodotti a diverse temperature operative.
Risultati
- Dopo alcune modifiche al processo e alla progettazione, il gioco della vite senza fine della macchina fredda e dell'ingranaggio della ruota elicoidale era stabile a 1,2 minuti d'arco, e quello della macchina calda a 2 minuti d'arco.
- La tavola rotante CNC accoppiata ha raggiunto una precisione di posizionamento di 2 secondi d'arco e una ripetibilità di 1 secondo d'arco, che va ben oltre le aspettative del cliente.
- La durata della vite senza fine in termini di progettazione è stata aumentata a 10⁶ cicli, ovvero due volte la progettazione iniziale di 510 cicli.
Se riscontri anche problemi di gioco eccessivo e precisione di posizionamento insufficiente negli ingranaggi a vite senza fine, contatta il team di ingegneri di JS Precision, invia i disegni e i requisiti del prodotto e ottieni una soluzione personalizzata.

Figura 4: Una vite senza fine finita e la ruota elicoidale corrispondente, probabilmente realizzata in lega di bronzo (ZCuSn10P1), visualizzate fianco a fianco su uno sfondo bianco per mostrare i denti dettagliati e la qualità della lavorazione.
Domande frequenti
Q1: Qual è la migliore combinazione di materiali per gli ingranaggi a vite senza fine?
La migliore combinazione è un ingranaggio a vite senza fine carburato e temprato 20CrMnTi (HRC 58 62) abbinato a una ruota elicoidale in bronzo fosforoso-stagno ZCuSn10P1 che garantisce un'eccellente durata all'usura ed efficienza della trasmissione.
Q2: A cosa servono gli ingranaggi a vite senza fine in acciaio inossidabile?
Sono ideali per l'uso in luoghi che necessitano di una buona resistenza alla corrosione , come macchinari alimentari e dispositivi medici . 17-4PH è un grado di acciaio inossidabile indurente per precipitazione molto popolare.
Q3: Qual è il livello di precisione più elevato per gli ingranaggi a vite senza fine?
Per la produzione in grandi volumi è possibile ottenere la qualità DIN 5. Per pezzi singoli personalizzati rettificati di precisione, è possibile ottenere un grado DIN 3, con un errore del profilo del dente di ≤ 0,004 mm.
D4: Esiste un modo per controllare il gioco nelle coppie di ingranaggi a vite senza fine?
Il gioco a conduttore singolo è solitamente di 3-5 ADM , il gioco a conduttore doppio può essere fino a 1-3 ADM e, utilizzando un design con ingranaggio a vite senza fine assialmente flessibile, il gioco può anche avvicinarsi a 0.
Q5: Che tipo di mola viene utilizzata per la rettifica degli ingranaggi a vite senza fine?
Per l'acciaio ad alta durezza vengono utilizzate mole al CBN mentre l'acciaio convenzionale a medio carbonio viene rettificato con mole al corindone. Si consiglia una velocità della mola compresa tra 45 e 60 m/s.
Q6: Qual è la quantità minima dell'ordine per i set di ingranaggi a vite senza fine personalizzati in piccoli lotti?
JS Precision è lieta di farlo accetta i tuoi ordini anche per 1 pezzo . Tecnicamente, da 1 a 5 pezzi, il costo ora-uomo per la regolazione degli utensili deve essere condiviso. Dal punto di vista del rapporto costi-benefici, gli ordini personalizzati di 10 pezzi o più sono la scelta migliore.
Q7: Come ispezionare i punti di contatto di un set di ingranaggi a vite senza fine?
Utilizzare il metodo di colorazione con polvere di piombo. Cospargere polvere di piombo rosso sulla superficie del dente dell'ingranaggio a vite senza fine, ruotare lentamente e ingranare manualmente, quindi ispezionare visivamente l'area di contatto sulla superficie del dente dell'ingranaggio a vite senza fine per identificare il punto di contatto.
Q8: Esistono requisiti speciali per l'imballaggio per l'esportazione?
Sono necessari più strati di trattamento antiruggine e antiumidità , tra cui olio antiruggine, carta antiruggine in fase gassosa e scatole di legno indipendenti. Per il trasporto marittimo è necessario un ulteriore imballaggio sottovuoto a prova di umidità.
Riepilogo
La produzione di ingranaggi a vite senza fine è una serie di processi ingegneristici che combinano un'attenta progettazione geometrica, la scelta dei materiali e le moderne tecniche di rettifica .
La selezione dei processi, la scelta dei materiali giusti, il mantenimento della qualità a un livello elevato e l'ottimizzazione del meshing, sono tutti fattori che influenzano, tra le altre cose, la precisione del posizionamento, la resistenza all'usura e il costo complessivo della coppia di trasmissione.
JS Precision, con 20 anni di esperienza, un set completo di macchine importate di fascia alta e processi consolidati, è in grado di realizzare ingranaggi a vite senza fine standard e non standard ad alta precisione per clienti di diversi settori, ottenendo così il compromesso più adatto tra precisione e costo.
Contatta il team di ingegneri JS Precision per un piano di progettazione gratuito della coppia di ingranaggi a vite senza fine e una valutazione iniziale.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

