

大型部品射出成形(LPM)は、今日、重工業向け部品の主要な製造プロセスの一つである。
最大40%の応力集中点の低減、部品寿命の延長、そして(中国のサプライチェーンの利点を活用した)納期の30%短縮に加え、軽量かつ高耐久性の産業機械にとって重要な要素となる。
重工業における操業停止による損失は甚大である。通常、部品点数の多い組立品は、接合部における応力集中によって故障する。
本稿ではまず、一体成形によるLPM(レーザー粉末冶金)がいかに部品の耐久性を向上させるかを考察し、次にコストと精度が中国製造業の2つの強みであることを検証し、最後に技術的に実現可能かつ経済的に手頃な解決策を提案する。
コア回答の要約
コアディメンション | 主要技術/指標 | 産業価値 |
プロセス選択 | 2,000トン~3,200トンの型締め力射出成形 | 組み立て工程を削減し、構造強度を30~50%向上させる。 |
金型設計 | DFMとシーケンシャルバルブゲーティング | 内部応力と表面欠陥を除去すれば、溶接線の95%以上をなくすことができる。 |
材料溶液 | 強化エンジニアリングプラスチックとMIMの比較 | 軽量性と高強度を両立させることで、部品重量を40%削減できる。 |
供給面での優位性 | 中国精密機械加工(JSプレシジョン) | 納期を30%短縮し、公差を±0.05mm以内に厳密に管理する。 |
コスト最適化 | アルミ金型とスチール金型の選択 | 少量注文の場合、初期金型費用を40%削減できる。 |
主なポイント
- 一体成形は基本的に部品の組み立てを不要にするため、応力集中箇所を40%低減するのに役立ちます。さらに、部品の寿命も向上します。
- アルミニウム射出成形は、1,000個から10,000個程度の少量から中量生産の場合、コスト面で最適な選択肢です。
- シーケンシャルバルブゲート制御の採用は、大型部品の表面品質や溶接線の問題に対処する上で重要な要素である。
- JS Precisionは、製造性を考慮した設計(DFM)からCMM検査まで、製造プロセス全体を管理でき、±0.05mm以内の公差を保証することができます。
JS Precisionの大型部品射出成形は、お客様の産業機器をどのように最適化できるのでしょうか?
産業機器メーカーとして、機器部品の耐久性、精度、納期遵守が製造コストや市場における競争力に与える影響は、いくら強調してもしすぎることはありません。
大型部品の射出成形は、これらの根本的な問題に取り組むための代表的な手法であり、射出成形技術の進歩により、この取り組みは非常に容易になった。
JS Precisionは、お客様のニーズに合わせた包括的なソリューションを提供します。長年の業界経験に基づき、この技術と中国の精密加工技術の利点を組み合わせることで、お客様の生産上の課題に総合的に対応いたします。
当社はISO 13485:2016品質規格から着想を得て、工業用射出成形分野において非常に厳格な品質管理システムを導入することで、お客様にお届けするすべての製品がハイエンドの工業機器規格に準拠していることを保証しています。
有名な建設機械メーカー(当社の顧客の1社)のような状況に遭遇するかもしれません。1250mmのグレーチング部品を製造する際、従来の組み立てプロセスは重くて複雑なだけでなく、接続部の緩みが発生しやすく、その結果、毎月の機器のダウンタイムとメンテナンスコストが約8,000ドル増加します。
JS Precisionは、お客様に効果的なソリューションを提供できます。当社は、2500トンの型締め力を持つ大型射出成形プロセスを採用しており、複数の部品を1つの金型に一体化します。
DFM(設計製造性)に基づく金型最適化設計と組み合わせることで、顧客部品の軽量化が40%実現するだけでなく、応力集中箇所も40%削減され、月々の設備停止時間も60%削減、月々のメンテナンス費用も3,200ドルに抑えられ、顧客にとって大幅なコスト削減につながります。
JS Precisionは、金型設計と材料選定から始まり、CMM検査に至るまでの包括的なプロセスサービスを提供しており、これにより顧客の納期を30%短縮し、0.05mmまでの厳密な公差管理を実現することで、欧米の類似製品の精度に完全に匹敵する製品を提供すると同時に、金型製造コストを25%以上削減することが可能です。
そのため、より耐久性と精度に優れた工業用部品を、より低価格で、より迅速なプロセスで入手できるようになり、市場における機器の競争力を大幅に向上させ、業界で優位に立つことができるのです。
工業部品の精度不足、納期遅延、または過剰なコストでお困りの場合は、 JS Precisionのエンジニアにご連絡ください。製品の最適化の可能性を正確に評価するための無料のDFM分析レポートをご提供いたします。
大型部品射出成形が、重工業用機器にとってなぜ重要なのか?
大型射出成形は、複雑な工業部品を一体成形することで、締結部品に関する問題を完全に解消し、機械の重量を大幅に軽減すると同時に、多くの機能を組み込み、優れた耐衝撃性も維持します。これは、今日の重機軽量化における主要な手段です。
一体構造による応力集中の低減
従来の溶接やボルト締めによる接合部は、多数の応力集中点の原因となる可能性があります。機械を長期間使用することで発生する振動は、これらの集中点を緩め、破損させ、機械の停止を引き起こします。
当社の試験結果から、一体成形と従来型の組立方式では疲労寿命に大きな差があることが明らかになりました。具体的なデータは以下のとおりです。
接続方法 | 応力集中点の数 | 構造強度 | 疲労寿命(1,000時間) | 機器の停止頻度(月間) |
ボルト接続 | 12ピース/パーツ | 基準値100 | 680時間 | 8回 |
溶接接続 | 8個/パーツ | 115 | 750時間 | 6回 |
一体射出成形 | 7ピース/パーツ | 140 | 980時間 | 2回 |
一体射出成形+シーケンシャルバルブゲート | 5個/パーツ | 150 | 1,050時間 | 1回 |
これらの数値は、一体成形によって部品の構造強度が30~50%向上する可能性があることを示唆しており、さらに、締結具の緩みの可能性を排除し、単一の鋼板が接合された鋼板よりも安定性と耐久性に優れているように、ダウンタイムの頻度を大幅に削減できる。
深刻な汚染環境下における耐衝撃性の向上
鉱山機械や建設機械に使用されるエンジンフード、燃料タンクなどの大型プラスチック部品は、非常に優れた耐衝撃性能を備えている必要がある。
当社はASTM D638-14規格を参照し、衝撃強度150 J/m以上の改質ナイロン(PA66+GF30)およびその他の材料を選定しました。これらの材料は、衝撃を受けた際に弾性的に形状を変化させることで破損を防ぎます。
例えば、鉱山機械の燃料タンクは、PA66+GF30を用いた一体射出成形によって製造される。
この方式は、石の衝撃に対する弾力性のある緩衝効果を提供すると同時に、従来使用されてきた金属製燃料タンクと比較して重量を約35%削減します。
さらに、それらはほとんど錆びたり形状が変わったりすることがなく、そのため耐用年数が2倍以上になることがわかった。
さまざまな過酷な環境下における大型部品射出成形のための材料選定方法について学びたいですか?弊社の業界ホワイトペーパーをダウンロードして、お客様の設備に合わせた迅速なカスタマイズアドバイスを入手してください。
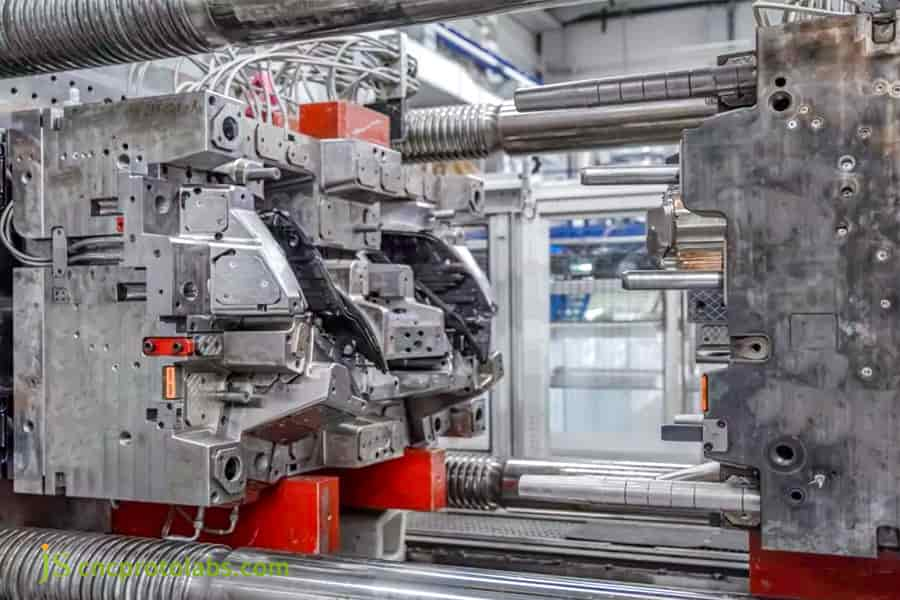
図1:工場環境における複雑な射出成形金型のセットアップのクローズアップ図。この金型は、重工業機器用の大型部品を製造するために設計されている。
射出成形金型の設計は、工業部品の耐久性にどのような影響を与えるのか?
顧客の中には、材料の品質や射出成形プロセスのみに注目する人もいますが、 射出成形金型の設計が不十分だと、部品の耐久性が低下したり、大量の不良品が発生したりする可能性があることを知れば、驚くかもしれません。
科学的な設計手法を用いることで、壁の厚さや流路を最適に決定することができ、冷却時の収縮空洞や内部応力の発生を防ぐだけでなく、部品の疲労寿命を延ばし、寸法安定性を確保することも可能となる。
壁厚の均一性と収縮制御
大型部品の場合、肉厚のばらつきが収縮や反りの不均一性の主な原因となります。当社では、肉厚のばらつきを25%以内に抑えることを基本方針としており、さらに溶融樹脂の流れをシミュレーションし、収縮不良を防止するために金型流動解析も活用しています。
例えば、直径が1,000mmを超える工業用機械の筐体の場合、肉厚が3.0mmから4.5mm(50%の差)に段階的に変化しないまま変化すると、冷却後に10mm以上の反りが発生し、組み立てが不可能になる。
しかし、差を25%未満(例えば3.0mm~3.75mm)に抑え、金型流動解析による冷却の最適化を行うことで、OEM規格に準拠した0.5mmという大きな平面度公差を達成できる。
非常に単純な例えで言うと、厚みが均一なケーキは変形しにくいのと同じです。部品の壁の厚みが変化すると、冷却時の収縮率の違いによって必然的に変形が生じ、機械に部品を組み込むことが不可能になります。
疲労強度を高めるための分子配向の最適化
ランナーの設計は、ポリマー分子の形成と溶融充填に影響を与え、ひいては製品の疲労強度に影響を与える。
部品にかかる応力に応じてランナーの形状を変更すると同時に、応力のかかる重要な領域における溶融金属の流れが応力方向に沿っているようにすることで、強度を20%以上向上させています。
例えば、精密な工業用耐荷重支持構造物は、主に縦方向の応力にさらされます。
当社の縦方向ランナー設計は、分子を縦方向に選択することで、横方向ランナーと比較して引張強度を450MPaから550MPaに向上させ、長期的な耐荷重性を実現するためのサポートを提供します。
大型部品を高精度で射出成形する際に、どのような技術的課題が存在するのか?
大型部品の射出成形において最も大きな問題は、金型の熱膨張によって引き起こされる反りと、非常に広い表面積における圧力の均一性である。
2,000トン以上の射出成形機とシーケンシャルバルブニードルバルブノズルを操作することで、 溶融先端を正確に制御する能力により、0.05mmの公差レベルを維持できる。
2,000トン以上の機械におけるワーピング管理
大型金型を用いた射出成形時の熱膨張は、1メートルあたり数ミリメートルの寸法変化を引き起こし、部品の精度に影響を与え、反りの原因となる可能性があります。JS Precisionは、±1℃の精度を持つ独立した温度制御システムを採用しており、熱膨張をリアルタイムで追跡・調整することで、安定した精度を維持しています。
つまり、道路用ビットが季節的な夏の暑さにさらされると、変形や膨張を起こすということです。ここでは、精密な温度制御と補正によって金型を安定させ、金型の変形による部品の損傷や精度基準の不適合を防ぎます。
以下は、異なる型締め力を持つ射出成形機の温度制御精度と反り制御効果の比較です。
射出成形機の型締め力 | 温度制御精度 | 金型の熱膨張率(メートル当たり) | 部品の反り | 許容範囲 |
1500T | ±2℃ | 3.5mm | 5.2mm | ±0.10mm |
2000T | ±1.5℃ | 2.8mm | 3.8mm | ±0.08mm |
2500T | ±1℃ | 2.0mm | 1.5mm | ±0.05mm |
3200T | ±0.8℃ | 1.5mm | 0.8mm | ±0.03mm |
表面完全性のためのシーケンシャルバルブゲート制御
製造工程の大部分は、長い充填経路で構成されています。さらに、単一ゲート方式では、ウェルドラインや気泡などの欠陥が発生するリスクが高くなります。
当社では、PLCを用いて8~12本のホットランナーバルブピンの段階的な開閉シーケンスをプログラムし、成形時の圧力を厳密に制御することで、目立つウェルドラインを95%以上削減することに成功しています。
大型射出成形部品の公差と表面品質を精密に制御する必要がありますか?無料の見積もりと、お客様の技術の実現可能性に関する迅速なご説明をご希望の場合は、当社までお問い合わせください。
大型部品の成形において、アルミニウム射出成形と鋼製金型のどちらを選択すべきか?
アルミニウム射出成形は、 1,000個から10,000個の工業部品を製造するのに最適です。
熱伝導率は鋼製金型の3~4倍速く、サイクルタイムを25%短縮するのに役立ちます。高圧射出成形を行う場合や、非常に摩耗性の高い材料を扱う場合は、高品質の鋼材が必要です。
熱伝導率とサイクルタイムの短縮
7075型アルミニウム合金の熱伝導率は130~160W/mKで、P20鋼(30~40W/mK)の数倍です。この特性により、重量1,000グラム以上の部品の冷却時間を15~30秒短縮でき、結果として部品1個あたりの総サイクル時間を25%短縮し、効率を向上させます。
少量生産におけるライフサイクルコスト分析
コスト面に関して言えば、注文数が5,000個未満の場合、アルミ金型を使用することで、初期の金型費用を40%削減できるだけでなく、生産サイクル時間を2週間以上短縮し、試作のリスクを最小限に抑えることができます。
一方、 1万個以上の大規模生産においては、耐摩耗性に優れた鋼製金型の需要が高く、その結果、交換頻度が少なくなり、長期的に見てより大きな経済的利益が得られる。
射出成形金属(MIM)は、高強度工業部品の製造において、実現可能な代替手段となり得るか?
金属射出成形(MIM)は、金属の強度と複雑な形状が求められる工業用部品にとって最適な選択肢です。
理論密度の98%以上という高い密度を実現でき、耐腐食性や機械的特性にも非常に優れているため、センサーハウジングや重機のロック機構などに用いられる主要な金属となっている。
材料密度と耐食性の比較
MIM 316Lステンレス鋼は、孔食に対する耐性が非常に高く、機械加工された標準的なものよりもはるかに優れています。
さらに、500MPaという高い強度を持ち、過酷な条件下で使用される錠前部のニーズを満たすことができます。理論密度は98%と鍛造品とほぼ同等ですが、コストは鍛造品のわずか60%です。
重機センサーにおける幾何学的複雑性
標準的なCNC加工法では、内部に中空構造や複雑なねじ山を形成しようとするが、 射出成形金属であれば、これらの形状を追加料金なしで実現できる。強度と設置精度とのバランスが優れているため、重機のセンサーハウジングの主要材料として用いられている。
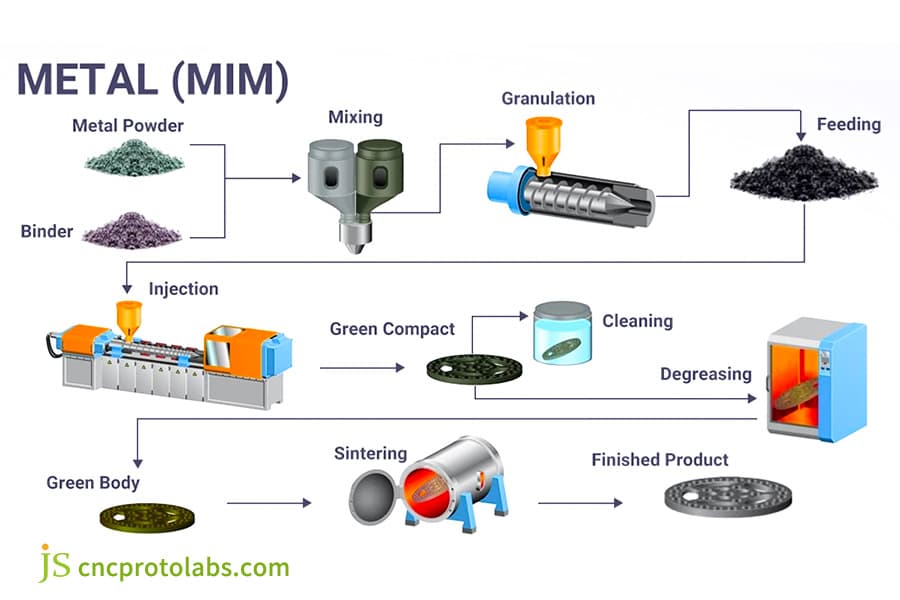
図2:原材料の混合から最終的な焼結部品まで、金属射出成形(MIM)プロセスを詳細に示したフローチャート。
重機メーカーにとって、中国での射出成形が戦略的優位性となるのはなぜか?
射出成形を中国で行う大きなメリットの一つは、確立された金型鋼材のサプライチェーンと加工エコシステムの効率性です。
JS Precisionを使用すれば、金型製造と試作にかかる時間を30%以上短縮でき、欧米と同等の精度を維持しながら、初期投資を抑えることができます。
サプライチェーン統合と工具用鋼材の調達
深センと東莞には金型ブランク、ホットランナー、特殊鋼のサプライヤーが多数存在し、これらの地域に完全なサプライチェーンが形成されている。
JS Precisionは原材料を迅速に調達できるため、最大15トンもの重量物を含む大型金型プロジェクトの迅速な完成に大きく貢献しています。当社の納期は、欧米諸国と比べて30%以上短縮されています。
CMMおよびX線検査による品質保証
JS Precisionは、六角形三次元測定機(CMM)を用いて部品の幾何公差を1.5メートル単位で測定することにより、厳格な品質管理システムを実施しています。
さらに、当社は包括的なレポート一式とPPAP文書を提供しています。当社の精度は欧米と同等であり、その結果、金型コストを25%、平均単位コストを22%削減できます。

図3:清潔で近代的な工場作業場で稼働している、大型の白い射出成形機が並んでいる様子。
包括的な射出成形サービスをエンドツーエンドの産業プロジェクトに選ぶべき理由とは?
複雑な産業プロジェクトには、多面的なパートナーシップが不可欠です。射出成形サービスだけでは、顧客のプロセス全体の要件を満たすことはできません。専門的なワンストップ射出成形サービスであれば、設計から納品まであらゆる課題に効果的に対応でき、協力関係におけるリスクを低減できます。
予備的なDFMエンジニアリングとリスク軽減
JS Precisionの設計者は、設計案の最終決定後すぐに変更を加え、抜き勾配(推奨1.5°~3°)を改善することで設計リスクを検証します。これにより、初期段階から不良率を低減でき、お客様はエンジニアのサポートを受けて生産コストを大幅に削減できます。
相乗効果を発揮する組立および後処理工程
当社は、超音波溶着、インサート成形、表面スクリーン印刷などの後処理サービスを提供しており、お客様は単一部品ではなくサブシステムコンポーネントの納品を受けることができるため、サプライチェーン業務を簡素化できます。
JS Precision社の事例研究:建設車両用グリルの重量を40%削減
実際の事例研究は、技術力を示す上で重要な役割を果たします。以下の事例研究では、JS Precisionが著名な建設機械メーカー向けに提供した大型部品射出成形サービスについて説明し、主な課題を克服し、価値を生み出すために用いられた手法を明らかにします。
クライアントが直面した問題点:
顧客は1250mmの建設車両用グリル(ABS/PC素材)を製造する予定だった。試作段階でいくつかの問題に直面した。
- 加熱ムラにより18mmの反りが発生し(要求される3mmを大幅に超過)、金型表面の圧力が不均一だったためにゴーストマークが生じ、ランナーが長すぎたためにエアマークが発生し、不良率は35%に達した。
- 彼らは軽量設計と50ドル以下の単価も必要としていた。試作生産の失敗により、プロジェクトは1ヶ月遅延し、 5万ドル以上の損失が発生した。
解決:
顧客の課題に対処するため、 JS Precisionは熟練した技術チームを編成し、まず総合的な最適化ソリューションの開発に注力した。
- 金型温度制御システムを改良し、それぞれ独自の温度制御機能を備えた24個の冷却回路を稼働させることで、金型全体の温度を±1℃の精度で厳密に制御し、均一な温度を維持できるようにしました。これにより、加熱ムラの問題を解決することができました。
- シーケンシャルバルブ式ホットランナー技術を採用し、従来のシングルゲートバルブを6点ニードルバルブ式シーケンシャルフィードシステムに置き換えました。PLC制御による精密な圧力調整により、非常に長いランナーによって発生するエアマークやウェルドラインを解消しました。
- 圧力保持の最適化は、2,500トンの大型射出成形機で行われ、収縮を補正するために分割された圧力保持曲線が設定された。
- 同時に、部品の肉厚変化を最適化し、応力のかからない部分の肉厚を均一な3.0mmにすることで、軽量化の目標を達成した。
私たちが学び、経験したこと:
1.最初の間違い:
大型部品の内部応力が脱型時に解放されるとは考えていませんでした。部品を強化するためにリブを厚くしようとしたところ、局所的な収縮の不均一性(ヒケ)が増大し、結果として不良率が高くなってしまいました。
2. レッスン:
長さ1,000mmを超える部材の場合、 「流れに適合する」構造は「強制的な補強」よりもはるかに優れています。最終的に、肉厚変化の最適化とシーケンシャルバルブ技術の組み合わせは、単なる材料増加よりも変形制御において高い効果を発揮し、材料の節約とコスト削減にもつながりました。
結果:
変更後、部品の反りは1.5mm以内に抑えられ、組立公差も満たされ、重量は元の60%に削減され、単価は40ドル未満となり、表面欠陥は解消され、不良率は3%未満となり、リードタイムは3週間短縮されたため、顧客は損失を補填し、生産量を増やすことができた。
- お客様からのフィードバック:
JS Precisionのチームは、部品を製造するだけでなく、製品の最適化も行っています。彼らの専門的な金型流動解析とシーケンシャルバルブ改良ソリューションにより、組み立て上の問題を解決し、軽量化目標を達成することができました。納期も予想より3週間短縮されました。― 有名建設機械メーカーのチーフ購買エンジニア
射出成形による大型部品の成形において、同様の課題をお持ちですか?JS Precisionの業界事例集をご覧になり、すぐに活用できるソリューションをご検討ください。また、お客様に合わせたソリューションをご希望の場合は、お気軽にお問い合わせください。
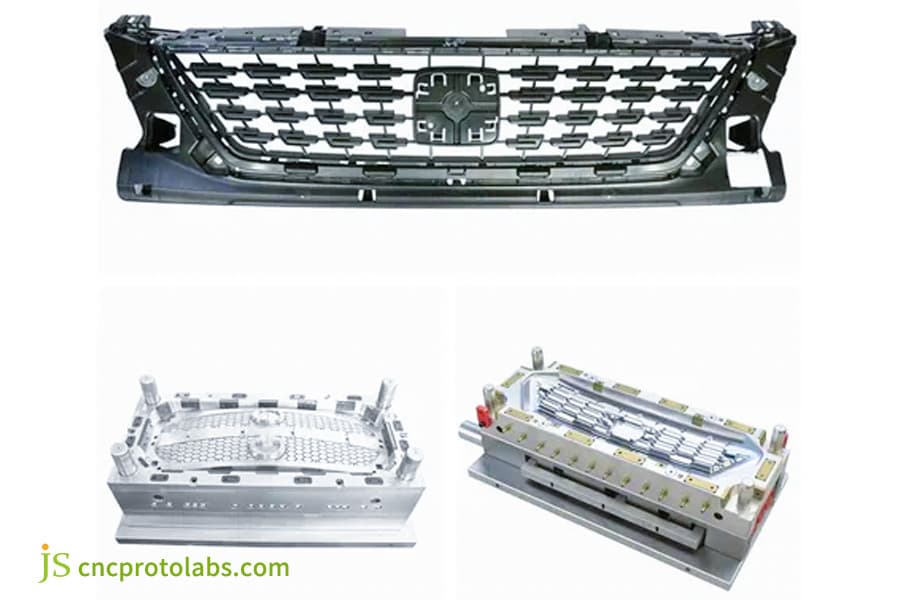
図4:この画像は、大型建設車両のグリル用に設計された射出成形金型を示しており、大型部品の射出成形における使用例を示している。
よくある質問
Q1:非常に大きな射出成形部品のサイズ制限として、最大のものはどれくらいですか?
成形可能な最大サイズは、型締め力によって決まります。JS Precision社は、投影面積が最大1.5m² 、単一射出重量が10kgを超える部品にも対応できる3,200トンのプレス機を運用しており、重機市場向けに幅広い製品を提供しています。
Q2:大型のプラスチック部品は、屋外に長期間保管された場合、どのように劣化から保護されますか?
射出成形サービスにおいて、紫外線安定剤を添加したり、耐候性のあるASA材料を使用したりすることで、屋外での経年劣化を防ぎ、 5~10年間色褪せや脆化を防ぎ、複雑な気候条件にも適応させることができます。
Q3:大型金型の製作における標準的な生産リードタイムはどれくらいですか?
中国の射出成形サプライチェーンのおかげで、中型から大型金型の設計からT1試作成形段階までの生産はわずか6~10週間で完了でき、これは欧米での製造よりも30%以上短縮されるため、プロジェクトの進捗を大幅に促進します。
Q4:大型部品の射出成形における気泡の問題を解決するにはどうすればよいですか?
射出成形金型の設計において、多段階ベントシステムの最適化とベントインサートの使用は、空気混入を減らすために射出圧力を15%削減することを決定した後、気泡の問題をほぼ完全に制御するのに役立ちます。
Q5:MIMはどのようなサイズの金属部品に適していると考えられますか?
金属射出成形は一般的に、重量が100g未満で、非常に精密な仕上げが求められる部品の製造に適していると考えられています。より大型の金属部品の場合は、金属インサートとプラスチックを組み合わせた埋め込み射出成形が最も推奨される方法です。この方法により、強度と経済性のバランスを取ることができます。
Q6:大型部品の穴位置精度を達成するには、どのような手順を踏めばよいでしょうか?
温度補正機能を備えたCMMツールを操作し、射出成形後に専用の冷却治具を用いて成形することで、大型部品の穴位置精度を確立できる。その結果、公差は0.05mm以内に抑えられる。
Q7:大型射出成形金型の最小注文数量(MOQ)はいくらですか?
JS Precisionは非常に柔軟性に富んでいます。高価な工業用金型の最小発注数量(MOQ)は200~500個で、少量の試作生産から大量生産まで対応可能です。これにより、お客様の初期リスクを軽減することができます。
Q8:大型金型を国際的に輸送する際の輸送方法は?
大型金型の安全な輸送を確保するため、まず金型に三重の防錆処理を施し、その後、操作マニュアル、破損しやすい部品リスト、サンプル部品とともに、密閉された燻蒸処理不要の木箱に梱包します。
まとめ
大型部品射出成形は、産業機器の最適化とアップグレードのまさに基盤となる技術です。一体成形を用いることで、従来の組立工程が抱えていた多くの問題を解消し、軽量化、耐久性、コスト効率のすべてを同時に実現することを可能にします。
JS Precisionは、そのノウハウ、包括的なサービス、そして中国の射出成形における拠点を活用し、世界中の製造業者に正確で迅速、かつリーズナブルな価格のオーダーメイドソリューションを提供することで、精度、納期、コストに関する問題を解消します。
工業部品の設計を改善し、コストを削減しながら生産性を向上させたいとお考えですか?今すぐJS Precisionチームにご連絡いただき、無料のDFMレポートと射出成形の見積もりを入手してください。プロフェッショナルな技術がお客様のプロジェクトに役立ちます。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

