

Fabrication d'engrenages à vis sans fin constitue un élément fondamental dans le domaine de la transmission mécanique de précision. Les principaux avantages des entraînements à vis sans fin, qui résident dans leur capacité à atteindre des rapports de réduction exceptionnellement élevés, les ont conduits à devenir l'option préférée pour la réduction de puissance et l'amplification de couple.
Néanmoins, les taux de réduction élevés poussent également la précision de fabrication à l'extrême et, par conséquent, sont sujets à des problèmes tels que des écarts de positionnement et des défaillances de composants.
Le guide vise à percer le secret de la fabrication d'engrenages à vis sans fin et de roues à vis sans fin de haute précision, et établit également les facteurs importants pour le jugement des fournisseurs d'engrenages à vis sans fin en tenant compte de la précision théorique ainsi que des performances pratiques. Le choix du processus d'usinage des engrenages est une condition préalable importante à la qualité du produit.
Aperçu rapide des réponses principales
| Dimensions principales | Réponses clés |
| Processus de base | Tournage d'ébauche de vis sans fin → Laminage/fraisage de profil de dent → Cémentation et trempe → Rectification de vis sans fin → La rectification de roue à vis sans fin, la précision et le coût sont positivement corrélés . |
| Sélection des matériaux | Vis sans fin en acier (20CrMnTi/8620, HRC 58-62) avec roue à vis sans fin en bronze. Acier inoxydable vis sans fin (17-4PH) pour les applications résistantes à la corrosion. |
| Contrôle de précision | Le grade DIN 5 et supérieur nécessite un meulage, le jeu peut être contrôlé en 3 à 5 minutes, la conception à double sortie peut le réduire à 1 à 3 minutes. |
| Évaluation des fournisseurs | Vérifiez l'équipement de meulage (Klingberg/Gleason), évaluez les capacités d'inspection complètes du CMM, vérifiez l'expérience en matière d'appariement des matériaux. |
Principales conclusions :
- Limitation de la précision : le grade DIN 5 est le tournant, au-delà de ce niveau de précision, un processus de rectification de vis sans fin est obligatoire, ce qui peut augmenter les coûts de 30 à 50 %.
- Réduction du jeu : avec la conception à fil unique, le jeu est de 3 à 5 minutes, le passage à la conception à fil double peut le réduire à 1 à 3 minutes, mais le coût de traitement augmente de 25 %.
- Appariement des matériaux : il est préférable d'utiliser un engrenage à vis sans fin en acier et une roue à vis sans fin en bronze, le taux d'usure du maillage acier-acier est le double de celui de cette combinaison.
- Rugosité de surface : si Ra≤0,8 μm, le bruit est réduit de 5 à 8 dB. Ra≤0,4 μm produit une finition miroir et augmente également la durée de vie du produit de 30 %.
Pourquoi faire confiance à ce guide ? Expérience de fabrication d'engrenages à vis sans fin de précision JS
L'usinage des engrenages constitue le cœur de la fabrication des engrenages à vis sans fin. JS Precision a été très actif dans le domaine de l'usinage d'engrenages de précision et de la fabrication d'engrenages à vis sans fin au cours des 20 dernières années. Nous avons fourni plus de 100 000 jeux de paires d'engrenages à vis sans fin de haute précision à diverses industries, notamment l'aérospatiale et les machines-outils CNC.
Nous avons également trouvé des solutions aux problèmes de plus de 50 types différents de systèmes de transmission, comme lorsqu'une société européenne de machines-outils à cinq axes a pu réduire le jeu de sa paire d'engrenages à vis sans fin à table rotative CNC de 3 heures du matin à 1,2 heure du matin après avoir utilisé notre produit.
Notre norme de processus de fabrication d'engrenages à vis sans fin au niveau de l'entreprise est conforme à Spécifications de précision des engrenages ISO 1328-1:2013 et nos exigences en matière de contrôle des erreurs dépassent les normes de l’industrie.
Pour l'équipement, nous sommes entièrement équipés d'une gamme de machines importées haut de gamme, notamment des meuleuses d'engrenages à vis sans fin Klingberg, des machines à tailler les engrenages Gleason, des centres de mesure d'engrenages Zeiss et des machines de mesure tridimensionnelles CMM.
Cela nous permet de réaliser une production à grande échelle répondant au niveau de précision DIN 3 . Dans la fabrication d'engrenages à vis sans fin, nous avons la capacité de limiter l'erreur de profil de dent à ± 0,004 mm et la rugosité de la surface sera systématiquement à Ra≤0,4 μm.
Nous disposons également d'un laboratoire d'essais de matériaux et de performances doté d'un personnel séparé, ayant la capacité d'effectuer des tests détaillés sur la dureté des matériaux, la profondeur de la couche carburée, les points de contact et le jeu à pleine température, etc. grâce auxquels nous pouvons garantir que les performances de chaque produit sont conformes aux normes.
En plus de cela, notre entreprise a, grâce à une longue expérience et un travail acharné, maîtrisé le traitement de combinaisons de matériaux de différents types, tels que le bronze en acier, l'acier en acier et le bronze en acier inoxydable.
De plus, en fonction du type de charge du rapport de réduction et de l'environnement de fonctionnement, nous pouvons même inventer la structure et le processus des engrenages à vis sans fin. Quoi qu'il en soit, la commande personnalisée non standard en petits lots basée sur un seul besoin de production en série d'une seule pièce ou d'un million de pièces , nous pouvons vous assurer de l'uniformité du processus et de la stabilité de la précision.
Si vous rencontrez des problèmes liés à la précision, à la résistance à l'usure ou au jeu des engrenages à vis sans fin, ou si vous avez besoin d'une solution de transmission personnalisée, vous pouvez contacter directement l'équipe d'ingénierie de JS Precision pour une consultation technique individuelle. Nos ingénieurs professionnels répondront à vos principales questions sur le processus et la conception.
Quelles sont les étapes principales du processus de fabrication des engrenages à vis sans fin ?
L'usinage des engrenages joue un rôle crucial dans toute la chaîne de production des engrenages à vis sans fin. La fabrication d'un engrenage à vis sans fin de haute précision comprend principalement les étapes principales suivantes : préparation de l'ébauche, usinage grossier, traitement thermique, usinage de finition et usinage d'accouplement . La qualité et la durée de vie du produit sont directement influencées par le processus à chaque étape.
La rigueur du processus de fabrication des engrenages à vis sans fin est la clé de la qualité, et les points essentiels sont les suivants :
Préparation du flan : forgeage par rapport au stock de barres
- Les ébauches forgées portent des lignes d'écoulement de métal continues, qui contribuent à la capacité de charge de plus de 20 %, elles conviennent donc aux applications lourdes à haute fréquence .
- Le stock de barres présente des avantages en réduisant les coûts de découpage et les surépaisseurs d'usinage, il est donc plus adapté aux petits échantillons en lots et aux produits à charge légère.
Usinage d'ébauche d'engrenages à vis sans fin : profilage ou tournage
- Le profilage est capable d'atteindre une utilisation de matériau de 90 %, un écrouissage de surface et une amélioration de 30 % de la durée de vie en fatigue. Il s'agit généralement de la méthode de production en série d'engrenages à vis sans fin standardisés.
- Le tournage est très flexible pour répondre à différents types de paramètres et est principalement utilisé dans la production d’engrenages à vis sans fin personnalisés en petits lots.
Traitement thermique : cémentation et trempe par rapport au durcissement par induction
- La cémentation et la trempe atteignent un HRC de surface de 58 à 62 et un HRC de noyau de 25 à 40, ce qui en fait le choix préféré pour les transmissions lourdes.
- Le durcissement par induction est peu coûteux et très efficace , atteignant un HRC de surface de 50 à 55, adapté aux applications en acier au carbone moyen et aux charges moyennes-légères.
Travaux de finition : la rectification d'engrenages à vis sans fin comme activité centrale
La rectification est indispensable dans le processus de fabrication des engrenages à vis sans fin si une précision de DIN 5 ou même plus est souhaitée. Chez JS Precision, le meulage avec des meules en CBN ou en corindon est utilisé pour minimiser l'écart du profil des dents à moins de 0,005 mm et atteindre une rugosité de surface de Ra≤0,4 μm.
Comment usiner un engrenage à vis sans fin : fraisage avec une fraise volante ou taillage
- Lorsqu'il s'agit de petites séries, le fraisage à la fraise volante doit être combiné à la vis sans fin pour garantir la précision de l'engrènement. Il est parfait pour une personnalisation non standard.
- Pour des séries de production plus importantes, travailler avec une table de cuisson dédiée contribuera non seulement à augmenter l'efficacité du travail de 3 à 5 fois, mais garantira également la qualité du processus à un niveau stable et entraînera une réduction du coût unitaire.
Chaque étape du processus de fabrication des engrenages à vis sans fin nécessite un contrôle précis. Si vous souhaitez comprendre les différences de coûts entre différents processus ou trouver la solution de processus optimale pour votre produit, JS Precision peut vous fournir un calcul de coût gratuit, montrant clairement la rentabilité et l'adéquation de chaque processus.
Comment obtenir une finition miroir dans l'usinage d'engrenages à vis sans fin en acier inoxydable ?
Usinage d'engrenages à vis sans fin en acier inoxydable est un travail difficile en raison de la forte viscosité du matériau et de sa tendance à durcir. Pour obtenir une finition miroir avec Ra≤0,2μm, il faut avoir un contrôle très strict sur les quatre aspects clés suivants :
Sélection des matériaux en acier inoxydable : 17-4PH contre 304/316
- Après traitement thermique 17-4PH, il a un HRC de 38-44, ce qui offre une résistance et une résistance à l'usure considérables, c'est donc un excellent choix pour l'usinage d'engrenages à vis sans fin en acier inoxydable pour plus de précision.
- D'un autre côté, les 304/316 ne peuvent pas être durcis et leur dureté de surface est assez faible, ce qui limite leur utilisation uniquement aux applications à charge légère et à haute résistance à la corrosion .
Optimisation des paramètres de coupe : vitesse de coupe et avance
Dans le cas de l'usinage d'engrenages à vis sans fin en acier inoxydable, il est conseillé d'utiliser une vitesse de coupe de 80 à 120 m/min et une vitesse d'avance de 0,05 à 0,15 mm/tour pour minimiser l'écrouissage et l'usure de l'outil.
Processus de meulage : application des meules CBN
Le meulage est le processus principal d'usinage des engrenages à vis sans fin en acier inoxydable. obtenir la finition miroir . Les meules CBN fonctionnent à une vitesse linéaire de 45 à 60 m/s et une profondeur de meulage unique de 0, 01 à 0. 03mm. Lorsqu'elle est utilisée avec un fluide de coupe à base d'huile, une surface avec Ra≤0,4 μm peut être produite.
Post-traitement de polissage et de revêtement
Les finitions miroir avec Ra≤0,2μm nécessitent un polissage supplémentaire ou l'ajout d'un revêtement TiCN, ce qui peut réduire le coefficient de frottement de 30 % tout en améliorant la résistance à l'usure et à la corrosion.
Si vous avez des exigences en matière de finition miroir pour l'usinage d'engrenages à vis sans fin en acier inoxydable, veuillez vous référer aux études de cas d'usinage d'engrenages à vis sans fin en acier inoxydable de JS Precision pour comprendre intuitivement la mise en œuvre du processus et la qualité du produit permettant d'obtenir une finition miroir.

Figure 1 : Gros plan de plusieurs engrenages à vis sans fin cylindriques en acier inoxydable avec des surfaces hautement polies et réfléchissantes et des rainures hélicoïdales précises, disposées sur un fond blanc.
Comment garantir la durabilité et la résistance à l’usure dans l’usinage d’engrenages à vis sans fin en acier ?
Le cœur de l’usinage des engrenages à vis sans fin en acier est d’améliorer la durabilité et la résistance à l’usure. Partant de quatre aspects, les points clés sont les suivants :
Sélection des matériaux : 20CrMnTi contre 8620 contre 18CrNiMo7-6
| Type de matériau | Avantages principaux | Scénarios applicables | Prix unitaire (USD/kg) |
| 20CrMnTi | Rentabilité élevée, coût inférieur de 20 %, bonne usinabilité | Applications industrielles générales, transmission de charges moyennes | 2.8-3.2 |
| 8620 | Bonne stabilité du lot, performances uniformes après carburation et trempe | Machines-outils CNC, équipements automatisés | 3,5-3,8 |
| 18CrNiMo7-6 | Haute résistance, bonne résistance aux chocs | Énergie éolienne, construction navale, charges extrêmement lourdes | 5.8-6.2 |
Contrôle de la profondeur de la couche carburée
Dans l'usinage d'engrenages à vis sans fin en acier, pour les vis sans fin avec un module ≤ 6, la profondeur de couche de carburation efficace recommandée est de 1,0 à 1,5 mm, ce qui répond aux exigences Norme AGMA 6022-C93 . L'erreur est contrôlée à ± 0,1 mm pour éviter une usure superficielle et une ténacité réduite due à une profondeur excessive.
Dureté de surface et friction
La dureté de la surface des dents de l'engrenage à vis sans fin en acier doit être de HRC 58-62, lorsqu'elle est associée à la roue à vis sans fin en bronze HB 210-250. Cette différence appropriée dans les niveaux de dureté peut accélérer la rupture, réduire l'usure et prolonger la durée de vie.
Conception résistante à l'usure : modification de la surface des dents
Lors de l'usinage des engrenages à vis sans fin en acier, les dents de la vis sans fin sont modifiées avec une forme convexe de 5 à 15 μm. Cela optimise la zone de contact, évite les charges sur les bords et augmente la durée de vie de 40 %.
Quelle est la clé pour associer les engrenages à vis sans fin et à vis sans fin afin de garantir un engagement parfait ?
La précision d'engrènement de la vis sans fin et de la roue à vis sans fin détermine les performances de la transmission. Un mauvais maillage peut provoquer du bruit, de l’usure et un jeu trop important. L'appariement doit suivre les principes « d'appariement de précision, de processus unifié et d'inspection stricte ». Les points clés sont :
Cœur du jumelage : même base d’usinage
Les engrenages à vis sans fin et à vis sans fin doivent être produits sur la même ligne de production, avec les mêmes paramètres d'outils et normes d'inspection afin qu'il n'y ait pas de décalage entre le profil de la dent et le contour du filetage, garantissant ainsi un maillage continu.
Contrôle du jeu : avance simple ou avance double
- Une seule vis sans fin et un engrenage à vis sans fin entraînent un jeu de 3 à 5 minutes d'arc. Ils sont plus simples et plus rentables et conviennent aux transmissions standards.
- Le jeu à double avance peut être réduit à 1 à 3 minutes d'arc et convient aux utilisations de positionnement de précision, mais s'accompagne d'une augmentation des coûts d'usinage de 25 %.
Détection des points de contact
Jugement et normes Les performances de maillage de vis sans fin et roue à vis sans fin est déterminé par un colorant. Le point de contact doit couvrir plus de 50 % de la longueur de la dent et 40 % de la hauteur de la dent tout en étant plus proche du côté de la racine de la dent.
Assemblage et débogage : mécanisme de réglage axial
Pour les engrenages à vis sans fin utilisés dans les scénarios de transmission de précision, un mécanisme de réglage axial est requis. Ce mécanisme peut compenser le jeu d'usure en ligne sans démonter la boîte de vitesses , améliorant ainsi la commodité de la maintenance.
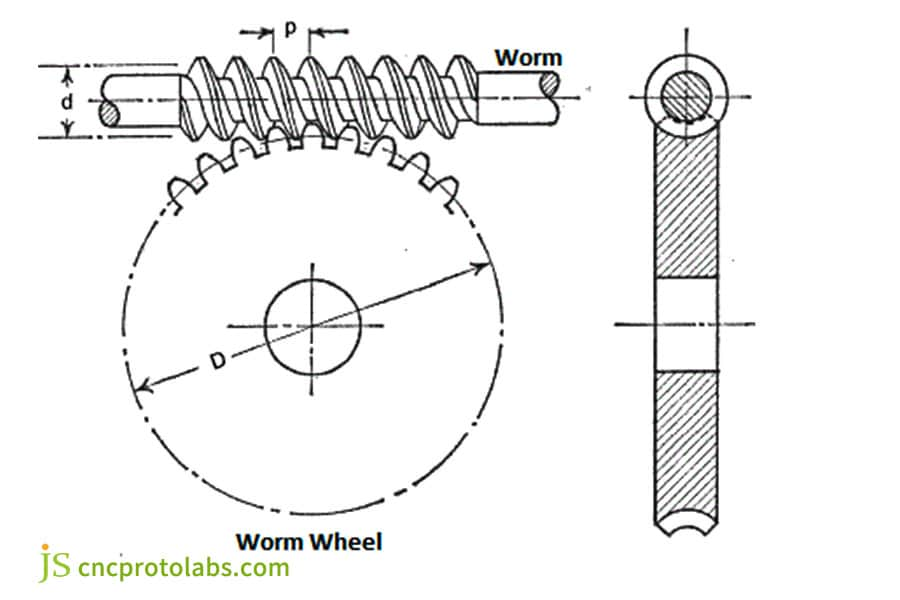
Figure 2 : Un schéma pédagogique illustrant séparément une vis sans fin et sa roue à vis sans fin correspondante, avec des dimensions clés telles que le pas (p) et les diamètres (d, D) étiquetées pour expliquer les principes d'engagement.
Qu'est-ce qui rend les engrenages à rapport élevé sujets aux erreurs et comment les réparer ?
Les engrenages à vis sans fin à rapport de réduction élevé (rapport de réduction ≥50:1) dans la fabrication d'engrenages à vis sans fin sont plus vulnérables aux erreurs de précision. De telles erreurs entraînent, entre autres, des problèmes de jeu important, de mauvais positionnement et de faible efficacité de transmission, qui ont de graves effets négatifs sur les performances de l'équipement.
Les erreurs des engrenages à vis sans fin de différents rapports de réduction et degrés de précision proviennent non seulement de différents endroits, mais varient également considérablement dans leur ampleur. Les données spécifiques sont présentées dans le tableau ci-dessous :
| Rapport de réduction | Qualité de précision | Erreur de pas cumulée (mm) | Déviation du profil de la dent (mm) | Erreur de déformation thermique (mm) | Écart de jeu (minutes) |
| 50:1 | DIN Classe 6 | 0,012-0,018 | 0,008-0,012 | 0,010-0,015 | 4-6 |
| 70:1 | DIN Classe 5 | 0,008-0,012 | 0,005-0,008 | 0,012-0,018 | 3-5 |
| 80:1 | DIN Classe 5 | 0,007-0,010 | 0,004-0,007 | 0,013-0,019 | 2,5-4,5 |
| 100:1 | DIN Classe 4 | 0,004-0,007 | 0,002-0,004 | 0,015-0,020 | 1-3 |
| 120:1 | DIN Classe 4 | 0,003-0,006 | 0,001-0,003 | 0,016-0,022 | 0,8-2,5 |
Sur la base des données du tableau ci-dessus, la résolution de l'erreur dans les engrenages à rapport élevé nécessite d'identifier la source et une optimisation ciblée. Les points essentiels sont les suivants :
Analyse des sources d'erreur : fabrication et assemblage
Lors de la fabrication d'engrenages à vis sans fin, des imprécisions dans la forme de l'avance et de la dent de l'engrenage à vis sans fin, de l'avance de la roue à vis sans fin et de la forme des dents ainsi que des erreurs dans l'angle de l'arbre et l'entraxe lors de l'assemblage entraîneront un jeu élevé et un mauvais contact entre les engrenages .
Méthode de compensation de déformation thermique
La déformation thermique du meulage des vis sans fin entraîne une plage d'erreur de 0,01 à 0,02 mm. Dans la production d'engrenages à vis sans fin, l'une des méthodes permettant de minimiser les conséquences de cette erreur consiste à utiliser un système de compensation de déformation thermique ou un refroidissement par huile à haute pression.
Principe de fonctionnement de la technologie des engrenages à vis sans fin à double avance
L'engrenage à vis sans fin à double avance a des avances différentes sur les surfaces des dents gauche et droite. Le mouvement axial permet un réglage précis du jeu, réduisant de 50 % le jeu moyen des engrenages à rapport élevé et obtenant une transmission de haute précision.
Conception innovante d'engrenage à vis sans fin flexible axial
La vis sans fin élastique axiale JS Precision peut automatiquement compenser le jeu d'usure de la surface des dents, réduisant à zéro le jeu minimum des engrenages à rapport élevé , tout en absorbant les charges d'impact, augmentant ainsi la durée de vie de 30 %.
À la recherche de fournisseurs professionnels d'engrenages à vis sans fin : sur quelles compétences de base devriez-vous vous concentrer ?
Haute qualité fournisseurs d'engrenages à vis sans fin garantir la qualité du produit. L'évaluation doit se concentrer sur cinq compétences de base, en particulier :
Vérification de la liste d'équipement
Vérifiez si le fournisseur d'engrenages à vis sans fin est équipé de meuleuses à vis sans fin Klingberg et d'instruments de mesure d'engrenages Zeiss très efficaces, car la condition de base pour la fabrication d'engrenages à vis sans fin de haute précision est de disposer d'un tel équipement.
Engagement de qualité de précision
Vérifiez si la capacité de rectification du fournisseur d'engrenages à vis sans fin est au moins de qualité DIN 5, avec un jeu à un seul pas de 5 AJ et un double jeu à pas de 3 AJ. C’est le moyen le plus direct d’évaluer leurs capacités de production.
Expérience d'appariement de matériaux
Analysez le travail du fournisseur d'engrenages à vis sans fin pour l'appariement des matériaux, par exemple le bronze en acier et le bronze en acier inoxydable, à travers leur expérience et des études de cas industrielles pour vous assurer que les matériaux sont combinés de la meilleure façon .
Vérification de la capacité de test
Les tests sont un facteur de qualité important, alors vérifiez si le fournisseur d'engrenages à vis sans fin est en mesure de fournir des rapports d'inspection complets à la CMM, des données d'erreur, etc. En plus de cela, s'il dispose ou non d'un laboratoire de tests indépendant.
Indicateurs de livraison et de réponse
Les excellents fournisseurs d'engrenages à vis sans fin sont ceux qui peuvent offrir les éléments suivants : taux de livraison > 96 %, taux de rachat > 15 % et temps de réponse < 3 heures, qui couvre la livraison et le service après-vente.
Si vous filtrez les fournisseurs d'engrenages à vis sans fin, vous pouvez demander à JS Precision vos besoins en produits et obtenir des devis de produits détaillés et des solutions de processus, et ainsi comparer rapidement les atouts et les prix abordables des fournisseurs.
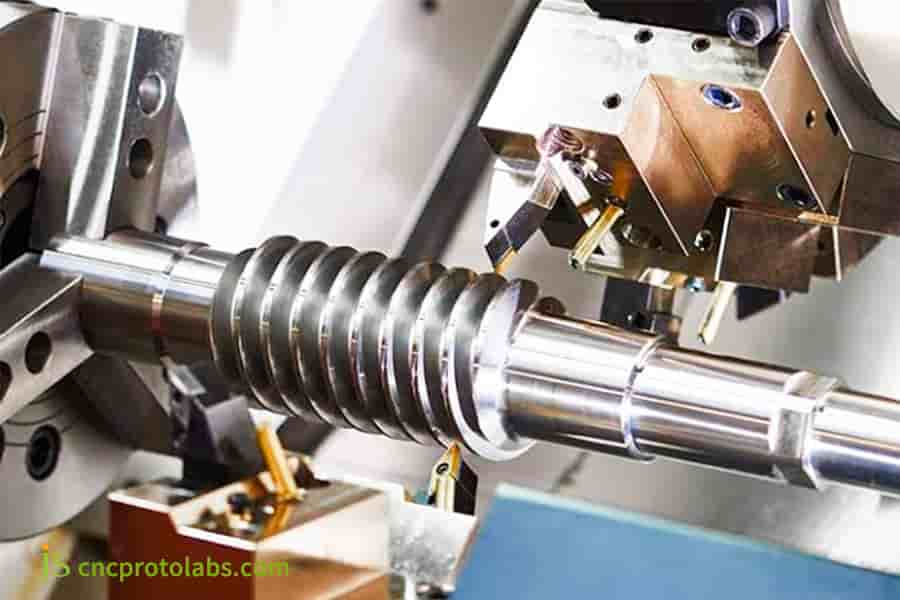
Figure 3 : Un tour CNC équipé d'un outil de coupe jaune usine activement un arbre à vis sans fin en acier inoxydable, créant des rainures en spirale et une finition de surface réfléchissante dans un environnement industriel.
Étude de cas JS Precision : le jeu d'une paire d'engrenages à vis sans fin à double avance sur un plateau tournant CNC a été réduit de 3 minutes d'arc à 1,2 minutes d'arc
Défi
Une certaine entreprise européenne de machines-outils a fourni un engrenage à vis sans fin et à roue à vis sans fin pour son CNC à cinq axes plateau tournant, avec des paramètres de base d'un entraxe de 110 mm, un rapport de réduction de 72:1 et un matériau de 20CrMnTi+ZCuSn10P1. Le produit présente de sérieux problèmes avec la fluctuation de la précision de positionnement du plateau tournant.
Le jeu arrière du refroidisseur à vis sans fin livré par le fournisseur d'origine est de 3 à 5 minutes d'arc, mais le jeu arrière du moteur thermique de l'équipement a augmenté à 8 minutes d'arc, ce qui ne peut pas répondre à l'exigence de précision de positionnement de ± 3 secondes d'arc pour l'équipement et affecte directement la précision d'usinage de la machine-outil.
Solution
Une fois que JS Precision est intervenu, des changements importants ont été apportés dans quatre domaines principaux : le processus de conception, les matériaux et les tests.
1.Optimisation de la conception :
L'engrenage à vis sans fin simple a été remplacé par un engrenage à vis sans fin double et le réglage axial était de ± 2 mm, tandis que la différence d'avance maximale était de 0, 002 mm. En théorie, le jeu peut être éliminé, ce qui signifie que le problème du jeu excessif est résolu à la racine et que les tables rotatives CNC peuvent répondre aux exigences de précision de positionnement de ± 3 secondes d'arc.
2. Mise à niveau du processus :
La précision dans la fabrication des engrenages à vis sans fin est assurée par le meulage avec des meules CBN à une vitesse linéaire de 55 m/s, avec une profondeur de meulage unique de 0,008 mm, atteignant le niveau de précision DIN 4 avec une erreur de profil de dent de ≤0. 004mm.
La roue à vis sans fin, après avoir été usinée avec une fraise-mère spéciale, est rodée avec l'engrenage à vis sans fin pour augmenter la couverture de la zone de contact à plus de 65 % et améliorer considérablement la précision du maillage.
3. Optimisation des matériaux :
Le matériau de l'engrenage à vis sans fin a été remplacé par du bronze d'étain au phosphore ZCuSn10P1 de haute pureté, avec une teneur en impuretés ≤0,03 %, ce qui non seulement réduit le coefficient de frottement de 0,18 à 0,153 (une réduction de 15 %) , mais améliore également la résistance à l'usure de 30 % et la durée de vie est prolongée.
4. Tests améliorés :
Pour les tests de jeu, une plage de température complète a été incluse (20-50 ℃), avec un nœud de test réglé tous les 10 et un écart de contrôle à ±0. 1 minute d'arc.
En outre, une inspection complète CMM a été introduite, avec une précision de test de 0,001 mm, ce qui garantit la stabilité de la précision des produits sous différentes températures de fonctionnement.
Résultats
- Après quelques modifications apportées au processus et à la conception, le jeu de la vis sans fin et de la roue à vis sans fin de la machine froide était stable à 1,2 minutes d'arc, et celui de la machine chaude à 2 minutes d'arc.
- La table rotative CNC d'appariement a atteint une précision de positionnement de 2 secondes d'arc et une répétabilité de 1 seconde d'arc, ce qui dépasse largement les attentes du client.
- La durée de vie de l'engrenage à vis sans fin en termes de conception a été portée à 10⁶ cycles, soit deux fois la conception initiale de 510 cycles.
Si vous êtes également confronté à des problèmes de jeu excessif et de précision de positionnement insuffisante dans les engrenages à vis sans fin, veuillez contacter l'équipe d'ingénierie de JS Precision, soumettre les dessins et exigences de votre produit et obtenir une solution personnalisée.

Figure 4 : Une vis sans fin finie et sa roue à vis sans fin assortie, probablement en alliage de bronze (ZCuSn10P1), affichées côte à côte sur un fond blanc pour mettre en valeur leurs dents détaillées et la qualité de leur usinage.
FAQ
Q1 : Quelle est la meilleure combinaison de matériaux pour les engrenages à vis sans fin ?
La meilleure combinaison est un engrenage à vis sans fin 20CrMnTi cémenté et trempé (HRC 58 62) associé à une roue à vis sans fin en bronze d'étain et de phosphore ZCuSn10P1 qui garantit une excellente durée de vie et une excellente efficacité de transmission.
Q2 : À quoi servent les engrenages à vis sans fin en acier inoxydable ?
Ils conviennent parfaitement aux endroits nécessitant une bonne résistance à la corrosion , tels que les machines alimentaires et les dispositifs médicaux . Le 17-4PH est une nuance d’acier inoxydable à durcissement par précipitation très populaire.
Q3 : Quel est le niveau de précision le plus élevé pour les engrenages à vis sans fin ?
Pour une production en grand volume, un grade DIN 5 peut être obtenu. Pour les pièces uniques personnalisées et rectifiées avec précision, une qualité DIN 3 peut être obtenue, avec une erreur de profil de dent de ≤0,004 mm.
Q4 : Existe-t-il un moyen de contrôler le jeu dans les paires d'engrenages à vis sans fin ?
Le jeu à une seule avance est généralement de 3 à 5 ADM , le jeu à double avance peut être aussi faible que 1 à 3 ADM, et en utilisant une conception d'engrenage à vis sans fin axialement flexible, le jeu peut même être amené à approcher 0.
Q5 : Quel type de meule est utilisé pour les engrenages à vis sans fin ?
Pour l'acier à haute dureté, des meules CBN sont utilisées tandis que l'acier au carbone moyen conventionnel est meulé avec des meules en corindon. Une vitesse de meule comprise entre 45 et 60 m/s est recommandée.
Q6 : Quelle est la quantité minimale de commande pour les ensembles d'engrenages à vis sans fin personnalisés en petits lots ?
JS Precision est heureux de acceptez vos commandes même pour 1 pièce . Techniquement, de 1 à 5 pièces, le coût horaire pour le réglage des outillages doit être partagé. Du point de vue du rapport coût-performance, les commandes personnalisées de 10 pièces ou plus constituent le meilleur choix.
Q7 : Comment inspecter les points de contact d'un engrenage à vis sans fin ?
Utilisez la méthode de coloration à la poudre de minium. Saupoudrez de la poudre de plomb rouge sur la surface de la dent de l'engrenage à vis sans fin, tournez lentement et engrènez manuellement, et inspectez visuellement la zone de contact sur la surface de la dent de l'engrenage à vis sans fin pour identifier le point de contact.
Q8 : Existe-t-il des exigences particulières pour les emballages d’exportation ?
Plusieurs couches de traitement antirouille et résistant à l'humidité sont nécessaires, notamment de l'huile antirouille, du papier antirouille en phase gazeuse et des caisses en bois indépendantes. Un emballage sous vide supplémentaire résistant à l’humidité est requis pour le transport maritime.
Résumé
La production d'engrenages à vis sans fin est une série de processus d'ingénierie combinant un plan géométrique minutieux, le choix des matériaux et des techniques de meulage modernes .
La sélection des processus, le choix des bons matériaux, le maintien de la qualité à un niveau élevé et l'optimisation du maillage influencent tous, entre autres, la précision du positionnement, la résilience à l'usure et le coût global de la paire de transmission.
JS Precision, ayant 20 ans d'expérience, un ensemble complet de machines haut de gamme importées et des processus bien établis, est en mesure de fabriquer des engrenages à vis sans fin standard et non standard de haute précision pour des clients de différentes industries, obtenant ainsi le compromis le plus approprié entre précision et coût.
Contactez l’équipe d’ingénierie de JS Precision pour un plan de conception gratuit de paires d'engrenages à vis sans fin et une évaluation initiale.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

