

Fabricación de engranajes helicoidales Se erige como un elemento fundamental en el ámbito de la transmisión mecánica de precisión. Las principales ventajas de los engranajes helicoidales, que residen en su capacidad para alcanzar relaciones de reducción excepcionalmente altas, los han llevado a ser la opción favorita para la reducción de potencia y la amplificación del par.
Sin embargo, los altos índices de reducción también llevan la precisión de fabricación al límite y, en consecuencia, son susceptibles a problemas como desviaciones de posicionamiento y fallos de los componentes.
La guía pretende desentrañar el secreto de la fabricación de engranajes helicoidales y ruedas helicoidales de alta precisión, y también establece los factores importantes para el juicio de los proveedores de engranajes helicoidales teniendo en cuenta la precisión teórica junto con el rendimiento práctico. La selección del proceso de mecanizado de engranajes es un requisito previo importante para la calidad del producto.
Descripción rápida de las respuestas principales
| Dimensiones del núcleo | Respuestas clave |
| Procesos centrales | Torneado de desbaste de tornillo sin fin → Laminado/fresado de perfil de diente → Carburación y enfriamiento → Rectificado de tornillo sin fin → Rectificado con rueda de tornillo sin fin, la precisión y el costo están correlacionados positivamente . |
| Selección de materiales | Sinfín de acero (20CrMnTi/8620, HRC 58-62) con rueda helicoidal de bronce. Acero inoxidable gusano (17-4PH) para aplicaciones resistentes a la corrosión. |
| Control de precisión | El grado DIN 5 y superior requiere rectificado, el juego se puede controlar en 3 a 5 minutos, el diseño de doble cable puede reducirlo a 1 a 3 minutos. |
| Evaluación de proveedores | Verifique el equipo de molienda (Klingberg/Gleason), evalúe las capacidades completas de inspección de la CMM, verifique la experiencia en coincidencia de materiales. |
Conclusiones clave:
- Limitación de precisión: DIN grado 5 es el punto de inflexión; más allá de este nivel de precisión, es obligatorio un proceso de rectificado sin fin, lo que puede aumentar los costos entre un 30 y un 50 %.
- Reducción de la reacción: con el diseño de cable único, la reacción es de 3 a 5 minutos, cambiar al diseño de cable dual puede reducirla a 1 a 3 minutos, sin embargo, el costo de procesamiento aumenta en un 25 %.
- Emparejamiento de materiales: Es mejor utilizar un engranaje helicoidal de acero y una rueda helicoidal de bronce; la tasa de desgaste del mallado de acero con acero es el doble que para esta combinación.
- Rugosidad de la superficie: si Ra≤0,8μm, el ruido se reduce entre 5 y 8 dB. Ra≤0,4μm produce un acabado de espejo y también eleva la vida útil del producto en un 30%.
¿Por qué confiar en esta guía? Experiencia en fabricación de engranajes helicoidales de precisión JS
El mecanizado de engranajes constituye el corazón de la fabricación de engranajes helicoidales. JS Precision ha estado muy activo en el campo del mecanizado de engranajes de precisión y la fabricación de engranajes helicoidales durante los últimos 20 años. Hemos suministrado más de 100.000 juegos de pares de engranajes helicoidales de alta precisión a diversas industrias, incluidas las máquinas herramienta CNC y aeroespacial.
También hemos encontrado soluciones a los problemas de más de 50 tipos diferentes de sistemas de transmisión, como cuando una empresa europea de máquinas herramienta de cinco ejes pudo reducir el juego de su par de engranajes helicoidales de mesa giratoria CNC de 3 a.m. a 1,2 a.m. después de usar nuestro producto.
Nuestro estándar de proceso de fabricación de engranajes helicoidales a nivel empresarial cumple con Especificaciones de precisión de engranajes ISO 1328-1:2013 y nuestros requisitos de control de errores superan los estándares de la industria.
En cuanto a equipos, estamos totalmente equipados con una gama de máquinas importadas de alta gama, incluidas rectificadoras de engranajes helicoidales Klingberg, fresadoras de engranajes Gleason, centros de medición de engranajes Zeiss y máquinas de medición de coordenadas CMM.
Esto nos permite llevar a cabo una producción a gran escala que cumple con el nivel de precisión DIN 3 . En la fabricación de engranajes helicoidales, tenemos la capacidad de limitar el error del perfil de los dientes a ±0,004 mm y la rugosidad de la superficie será constantemente de Ra≤0,4μm.
También contamos con un laboratorio de pruebas de materiales y de rendimiento con personal independiente, que tiene la capacidad de realizar pruebas detalladas sobre la dureza del material, la profundidad de la capa carburada, los puntos de contacto y el juego de temperatura total, etc., a través de los cuales podemos garantizar que el rendimiento de cada producto esté a la altura del estándar.
Además, gracias a nuestra larga experiencia y duro trabajo, nuestra empresa domina el procesamiento de combinaciones de materiales de diferentes tipos, como por ejemplo bronce de acero, acero de acero y bronce de acero inoxidable.
Además, dependiendo del tipo de carga de relación de reducción y del entorno de operación, podemos incluso inventar la estructura y el proceso de los engranajes helicoidales. Sea lo que sea, el pedido personalizado no estándar de lotes pequeños basado en la necesidad de producción en masa de una sola pieza o un millón de piezas , podemos garantizarle la uniformidad del proceso y la estabilidad de la precisión.
Si tiene problemas relacionados con la precisión, la resistencia al desgaste o el juego de los engranajes helicoidales, o si necesita una solución de transmisión personalizada, puede comunicarse directamente con el equipo de ingeniería de JS Precision para una consulta técnica personalizada. Nuestros ingenieros profesionales responderán sus preguntas principales sobre el proceso y el diseño.
¿Cuáles son los pasos principales en el proceso de fabricación de engranajes helicoidales?
El mecanizado de engranajes juega un papel muy importante en toda la cadena de producción de engranajes helicoidales. La fabricación de un engranaje helicoidal de alta precisión incluye principalmente los siguientes pasos básicos: preparación de la pieza en bruto, mecanizado de desbaste, tratamiento térmico, mecanizado de acabado y mecanizado de acoplamiento . La calidad y la vida útil del producto están directamente influenciadas por el proceso en cada paso.
El rigor de la proceso de fabricación de engranajes helicoidales es la clave de la calidad, y los puntos centrales son los siguientes:
Preparación en blanco: forja frente a material en barra
- Los espacios en blanco forjados llevan líneas continuas de flujo de metal, que contribuyen a la capacidad de carga en más del 20%, por lo que son adecuados para aplicaciones de servicio pesado con alta frecuencia .
- El material en barras tiene ventajas al reducir los costos de corte y los márgenes de mecanizado, por lo que es más adecuado para muestras de lotes pequeños y productos de carga ligera.
Mecanizado en desbaste de engranajes helicoidales: perfilado frente a torneado
- El perfilado es capaz de lograr un 90 % de utilización del material, un endurecimiento de la superficie y una mejora del 30 % en la vida a fatiga; suele ser el método para la producción en masa de engranajes helicoidales estandarizados.
- El torneado es muy flexible para cumplir con diferentes tipos de parámetros y se utiliza principalmente en la producción de engranajes helicoidales personalizados en lotes pequeños.
Tratamiento térmico: carburación y enfriamiento versus endurecimiento por inducción
- La carburación y el enfriamiento logran un HRC de superficie de 58-62 y un HRC de núcleo de 25-40, lo que lo convierte en la opción preferida para transmisiones de servicio pesado.
- El endurecimiento por inducción es de bajo costo y altamente eficiente , logrando una superficie HRC de 50-55, adecuado para acero de medio carbono y aplicaciones de carga media-ligera.
Trabajo final: rectificado de engranajes helicoidales como actividad central
El rectificado es indispensable en el proceso de fabricación de engranajes sin fin si se pretende una precisión de DIN 5 o incluso superior. En JS Precision, se utiliza el rectificado con muelas de CBN o corindón para minimizar la desviación del perfil del diente dentro de 0,005 mm y alcanzar una rugosidad superficial de Ra≤0,4μm.
Cómo mecanizar engranajes helicoidales: fresado con fresa volante o tallado por tallado
- Cuando se trata de lotes pequeños, es necesario combinar el fresado con fresa volante con el engranaje helicoidal para garantizar la precisión del engrane. Es perfecto para personalización no estándar.
- Para tiradas de producción más grandes, tallar con una placa dedicada no solo ayudará a aumentar la eficiencia del trabajo entre 3 y 5 veces, sino que también garantizará la calidad del proceso a un nivel estable y dará como resultado la reducción del costo unitario.
Cada paso del proceso de fabricación de engranajes helicoidales requiere un control preciso. Si desea comprender las diferencias de costos entre diferentes procesos o encontrar la solución de proceso óptima para su producto, JS Precision puede proporcionarle un cálculo de costos gratuito, que muestra claramente la rentabilidad y la idoneidad de cada proceso.
¿Cómo lograr un acabado similar a un espejo en el mecanizado de engranajes helicoidales de acero inoxidable?
Mecanizado de engranajes helicoidales de acero inoxidable Es un trabajo duro debido a la gran viscosidad del material y su tendencia a endurecerse. Para obtener un acabado de espejo con Ra≤0,2μm es necesario tener un control muy estricto sobre los siguientes cuatro aspectos clave:
Selección de materiales de acero inoxidable: 17-4PH frente a 304/316
- Después del tratamiento térmico 17-4PH, tiene un HRC de 38-44, lo que proporciona una fuerza y una resistencia al desgaste considerables, por lo que es una excelente opción para mecanizar engranajes helicoidales de acero inoxidable con precisión.
- Por otro lado, el 304/316 no se puede endurecer y su dureza superficial es bastante baja, lo que limita su uso únicamente a aplicaciones de carga ligera y alta resistencia a la corrosión .
Optimización de parámetros de corte: velocidad de corte y avance
En el caso del mecanizado de engranajes helicoidales de acero inoxidable, se recomienda utilizar una velocidad de corte de 80-120 m/min y una velocidad de avance de 0,05-0,15 mm/rev para minimizar el endurecimiento por trabajo y el desgaste de la herramienta.
Proceso de rectificado: aplicación de muelas abrasivas de CBN
El rectificado es el proceso principal para el mecanizado de engranajes helicoidales de acero inoxidable para lograr el acabado de espejo . Las muelas abrasivas CBN funcionan a una velocidad lineal de 45-60 m/s y una profundidad de rectificado única de 0, 01-0. 03 mm. Cuando se utiliza junto con fluido de corte a base de aceite, se puede producir una superficie con Ra≤0,4μm.
Postratamiento de pulido y recubrimiento
Los acabados de espejo con Ra≤0,2μm requieren un pulido adicional o la adición de un recubrimiento de TiCN, que puede reducir el coeficiente de fricción en un 30% y al mismo tiempo mejorar la resistencia al desgaste y la corrosión.
Si tiene requisitos de acabado de espejo para el mecanizado de engranajes helicoidales de acero inoxidable, consulte los estudios de casos de mecanizado de engranajes helicoidales de acero inoxidable de JS Precision para comprender intuitivamente la implementación del proceso y la calidad del producto para lograr un acabado de espejo.

Figura 1: Primer plano de múltiples engranajes helicoidales cilíndricos de acero inoxidable con superficies reflectantes muy pulidas y ranuras helicoidales precisas, dispuestos sobre un fondo blanco.
¿Cómo garantizar la durabilidad y la resistencia al desgaste en el mecanizado de engranajes helicoidales de acero?
El núcleo del mecanizado de engranajes helicoidales de acero es mejorar la durabilidad y la resistencia al desgaste. Partiendo de cuatro aspectos, los puntos clave son los siguientes:
Selección de materiales: 20CrMnTi frente a 8620 frente a 18CrNiMo7-6
| Tipo de material | Ventajas principales | Escenarios aplicables | Precio unitario (USD/kg) |
| 20CrMnTi | Alta rentabilidad, 20% menos de costo, buena maquinabilidad | Aplicaciones industriales generales, transmisión de carga media. | 2.8-3.2 |
| 8620 | Buena estabilidad del lote, rendimiento uniforme después de la cementación y el enfriamiento | Máquinas herramienta CNC, equipos automatizados. | 3.5-3.8 |
| 18CrNiMo7-6 | Alta resistencia, buena resistencia al impacto. | Energía eólica, construcción naval, cargas extremadamente pesadas. | 5.8-6.2 |
Control de profundidad de la capa carburada
En el mecanizado de engranajes helicoidales de acero, para gusanos con un módulo ≤ 6, la profundidad efectiva recomendada de la capa de cementación es de 1,0 a 1,5 mm, lo que cumple con los Norma AGMA 6022-C93 . El error se controla dentro de ± 0,1 mm para evitar un desgaste superficial y una tenacidad reducida debido a una profundidad excesiva.
Dureza superficial y fricción
La dureza de la superficie del diente del engranaje helicoidal de acero debe ser HRC 58-62, cuando se combina con la rueda helicoidal de bronce de HB 210-250. Esta diferencia adecuada en los niveles de dureza puede acelerar la rotura, reducir el desgaste y prolongar la vida útil.
Diseño resistente al desgaste: modificación de la superficie del diente
Durante el mecanizado de engranajes helicoidales de acero, los dientes del gusano se modifican con una forma convexa de 5-15 μm. Esto optimiza el área de contacto, evita cargas en los bordes y aumenta la vida útil en un 40%.
¿Cuál es la clave para combinar el tornillo sin fin y el engranaje de rueda helicoidal para garantizar un acoplamiento perfecto?
La precisión del engrane del tornillo sin fin y del engranaje de rueda helicoidal decide el rendimiento de la transmisión. Un mal acoplamiento puede provocar ruido, desgaste y demasiada holgura. El emparejamiento debe seguir los principios de "emparejamiento de precisión, proceso unificado e inspección estricta". Los puntos clave son:
Núcleo de emparejamiento: misma base de mecanizado
Los engranajes helicoidales y de rueda helicoidal deben producirse en la misma línea de producción, con los mismos parámetros de herramienta y estándares de inspección para que no haya discrepancias entre el perfil del diente y el contorno de la rosca, asegurando un engrane continuo.
Control de reacción: avance simple versus avance doble
- Un tornillo sin fin y un engranaje de rueda helicoidal dan como resultado un juego de 3 a 5 minutos de arco. Son más simples y rentables , y adecuados para transmisiones estándar.
- El juego doble del cable se puede reducir a 1-3 minutos de arco y es apropiado para usos de posicionamiento de precisión, pero conlleva un aumento del costo de mecanizado del 25 %.
Detección de puntos de contacto
Evaluación y estándares El desempeño de malla de tornillo sin fin y engranaje de rueda helicoidal está determinada por un colorante. El punto de contacto debe cubrir más del 50 % de la longitud del diente y el 40 % de la altura del diente, estando más cerca del lado de la raíz del diente.
Montaje y depuración: mecanismo de ajuste axial
Para los engranajes helicoidales utilizados en escenarios de transmisión de precisión, se requiere un mecanismo de ajuste axial. Este mecanismo puede compensar el juego de desgaste en línea sin desmontar la caja de cambios , lo que mejora la comodidad del mantenimiento.
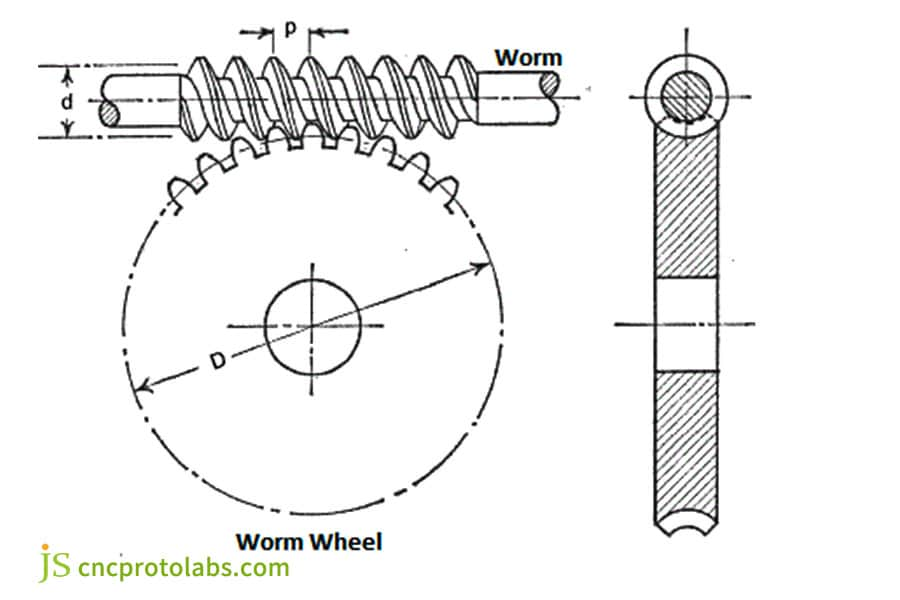
Figura 2: Un diagrama de instrucciones que ilustra un gusano y su rueda helicoidal correspondiente por separado, con dimensiones clave como paso (p) y diámetros (d, D) etiquetadas para explicar los principios de acoplamiento.
¿Qué hace que los engranajes de alta relación sean propensos a errores y cómo solucionarlos?
Los engranajes helicoidales con una relación de reducción alta (relación de reducción ≥50:1) en la fabricación de engranajes helicoidales son más vulnerables a errores de precisión. Dichos errores causan problemas de gran juego, posicionamiento incorrecto y baja eficiencia de transmisión, entre otros, que tienen graves efectos negativos en el rendimiento del equipo.
Los errores de los engranajes helicoidales de diferentes relaciones de reducción y grados de precisión no solo provienen de diferentes lugares sino que también varían mucho en sus magnitudes. Los datos específicos se muestran en la siguiente tabla:
| Relación de reducción | Grado de precisión | Error de paso acumulativo (mm) | Desviación del perfil del diente (mm) | Error de deformación térmica (mm) | Desviación del juego (minutos) |
| 50:1 | Grado 6 | 0,012-0,018 | 0,008-0,012 | 0,010-0,015 | 4-6 |
| 70:1 | Grado 5 | 0,008-0,012 | 0,005-0,008 | 0,012-0,018 | 3-5 |
| 80:1 | Grado 5 | 0,007-0,010 | 0,004-0,007 | 0,013-0,019 | 2,5-4,5 |
| 100:1 | Grado 4 | 0,004-0,007 | 0,002-0,004 | 0,015-0,020 | 1-3 |
| 120:1 | Grado 4 | 0,003-0,006 | 0,001-0,003 | 0,016-0,022 | 0,8-2,5 |
Según los datos de la tabla anterior, resolver el error en engranajes de relación alta requiere identificar la optimización de origen y objetivo. Los puntos centrales son los siguientes:
Análisis de fuentes de errores: fabricación y montaje
En la fabricación de engranajes helicoidales, las imprecisiones en el avance y la forma de los dientes del engranaje helicoidal, el avance y la forma de los dientes de la rueda helicoidal, así como los errores en el ángulo del eje y la distancia entre centros durante el ensamblaje, causarán un alto juego y un contacto deficiente entre los engranajes .
Método de compensación de deformación térmica
La deformación térmica del rectificado sin fin produce un rango de error de 0,01 a 0,02 mm. En la producción de engranajes helicoidales, uno de los métodos para minimizar las consecuencias de este error es utilizar un sistema de compensación de deformación térmica o enfriamiento de aceite a alta presión.
Principio de funcionamiento de la tecnología de engranaje helicoidal de doble cable
El engranaje helicoidal de doble paso tiene diferentes pasos en las superficies de los dientes izquierdo y derecho. El movimiento axial permite un ajuste preciso del juego, reduciendo el juego promedio de los engranajes de relación alta en un 50% y logrando una transmisión de alta precisión.
Diseño innovador de engranaje helicoidal flexible axial
El tornillo sin fin elástico axial JS Precision puede compensar automáticamente la holgura de desgaste de la superficie del diente, reduciendo a cero el juego mínimo de los engranajes de alta relación , mientras absorbe cargas de impacto, lo que aumenta la vida útil en un 30%.
Buscando proveedores profesionales de engranajes helicoidales: ¿En qué competencias básicas debería centrarse?
Alta calidad proveedores de engranajes helicoidales garantizar la calidad del producto. La evaluación debe centrarse en cinco competencias básicas, específicamente:
Verificación de la lista de equipos
Compruebe si el proveedor de engranajes helicoidales está equipado con trituradoras de sinfín Klingberg de alta eficiencia e instrumentos de medición de engranajes Zeiss, ya que el requisito básico para fabricar engranajes helicoidales de alta precisión es tener dicho equipo.
Compromiso de grado de precisión
Verifique si la capacidad de rectificado del proveedor de engranajes helicoidales es al menos de grado DIN 5, con juego de paso simple de 5 AJ y juego de paso doble de 3 AJ. Esta es la forma más directa de medir sus capacidades de producción.
Experiencia de emparejamiento de materiales
Analice el trabajo del proveedor de engranajes helicoidales para la combinación de materiales, por ejemplo, bronce de acero y bronce de acero inoxidable, a través de su experiencia y estudios de casos de la industria para asegurarse de que los materiales se combinen de la mejor manera .
Verificación de la capacidad de prueba
Las pruebas son un factor importante en la calidad, así que averigüe si el proveedor de engranajes helicoidales puede proporcionar a la CMM informes completos de inspección, datos de errores, etc. Además de eso, si tiene o no un laboratorio de pruebas independiente.
Indicadores de entrega y respuesta
Excelentes proveedores de engranajes helicoidales son aquellos que pueden ofrecer lo siguiente: tasa de entrega > 96%, tasa de recompra > 15% y tiempo de respuesta < 3 horas, que cubre la entrega y el servicio posventa.
Si está filtrando proveedores de engranajes helicoidales, puede preguntarle a JS Precision cuáles son sus necesidades de productos y obtener cotizaciones detalladas de productos y soluciones de procesos y, a través de eso, comparar rápidamente las fortalezas y asequibilidades de los proveedores.
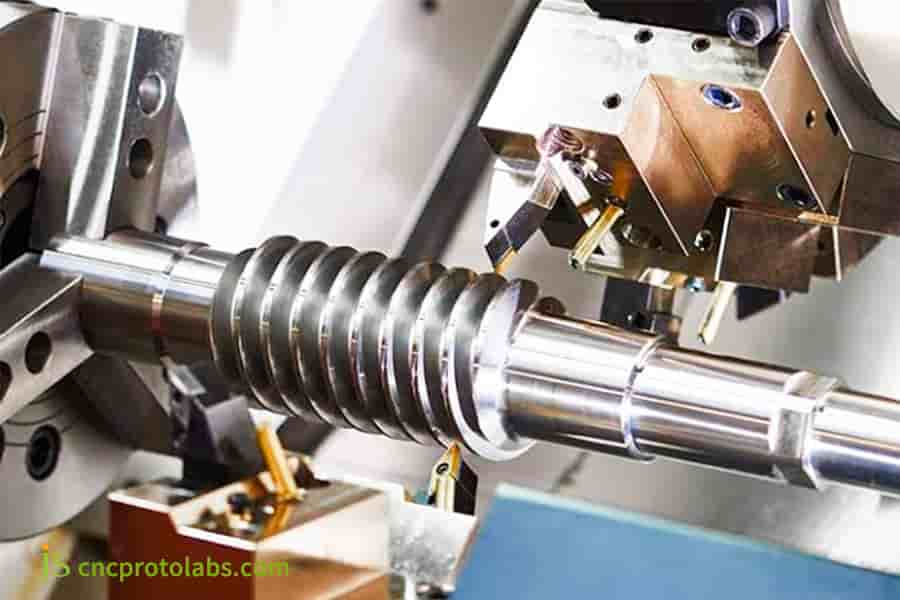
Figura 3: Un torno CNC con una herramienta de corte amarilla está mecanizando activamente un eje helicoidal de acero inoxidable, creando ranuras en espiral y un acabado de superficie reflectante en un entorno industrial.
Estudio de caso de JS Precision: la reacción de un par de engranajes helicoidales de doble cable en una plataforma giratoria CNC se redujo de 3 minutos de arco a 1,2 minutos de arco
Desafío
Una determinada empresa europea de máquinas herramienta suministró un tornillo sin fin y una rueda helicoidal para su varillaje de cinco ejes CNC plato giratorio, con parámetros centrales de una distancia entre centros de 110 mm, una relación de reducción de 72:1 y un material de 20CrMnTi+ZCuSn10P1. El producto tiene serios problemas con la fluctuación de la precisión de posicionamiento del plato giratorio.
La holgura posterior del enfriador de engranaje helicoidal entregado por el proveedor original es de 3 a 5 minutos de arco, pero la holgura posterior del motor térmico del equipo ha aumentado a 8 minutos de arco, lo que no puede cumplir con el requisito de precisión de posicionamiento de ± 3 segundos de arco para el equipo y afecta directamente la precisión del mecanizado de la máquina herramienta.
Solución
Una vez que JS Precision intervino, se realizaron grandes cambios en cuatro áreas principales: materiales del proceso de diseño y pruebas.
1.Optimización del diseño:
El engranaje helicoidal de paso simple fue reemplazado por un engranaje helicoidal de paso doble y el ajuste axial fue de ±2 mm, mientras que la diferencia máxima de paso fue de 0, 002 mm. En teoría, el juego se puede eliminar, lo que significa que el problema del juego excesivo se resuelve de raíz y las mesas giratorias CNC pueden cumplir con los requisitos de precisión de posicionamiento de ±3 segundos de arco.
2.Actualización del proceso:
La precisión en la fabricación de engranajes helicoidales se garantiza mediante el rectificado con muelas CBN a una velocidad lineal de 55 m/s, con una profundidad de rectificado única de 0, 008 mm, logrando un nivel de precisión de DIN 4 con un error de perfil de diente de ≤0. 004 mm.
La rueda helicoidal después de ser mecanizada con una fresa especial se lape con el engranaje helicoidal para aumentar la cobertura de la zona de contacto a más del 65% y mejorar en gran medida la precisión del engrane.
3.Optimización de materiales:
El material del engranaje helicoidal fue reemplazado por bronce de fósforo y estaño ZCuSn10P1 de alta pureza, con un contenido de impurezas ≤0,03%, lo que no solo reduce el coeficiente de fricción de 0,18 a 0,153 (una reducción del 15%) sino que también mejora la resistencia al desgaste en un 30% y se extiende la vida útil.
4.Pruebas mejoradas:
Para la prueba de reacción, se incluyó un rango de temperatura completo (20-50 ℃), con un nodo de prueba configurado cada 10 y una desviación en el control de ±0. 1 minuto de arco.
Además, se introdujo la inspección completa CMM, con una precisión de prueba de 0,001 mm, lo que garantiza la estabilidad de la precisión del producto bajo diferentes temperaturas de funcionamiento.
Resultados
- Después de algunos cambios en el proceso y el diseño, el juego del tornillo sin fin de la máquina fría y del engranaje de la rueda helicoidal se mantuvo estable en 1,2 minutos de arco, y el de la máquina caliente en 2 minutos de arco.
- La mesa giratoria CNC de emparejamiento alcanzó una precisión de posicionamiento de 2 segundos de arco y una repetibilidad de 1 segundo de arco, lo que supera con creces las expectativas del cliente.
- La vida útil del tornillo sin fin en términos de diseño se elevó a 10⁶ ciclos, es decir, dos veces el diseño inicial de 510 ciclos.
Si también enfrenta problemas con un juego excesivo y una precisión de posicionamiento insuficiente en los engranajes helicoidales, comuníquese con el equipo de ingeniería de JS Precision, envíe los dibujos y requisitos de su producto y obtenga una solución personalizada.

Figura 4: Un gusano terminado y su rueda helicoidal correspondiente, probablemente hecha de aleación de bronce (ZCuSn10P1), exhibidos uno al lado del otro sobre un fondo blanco para mostrar sus dientes detallados y la calidad del mecanizado.
Preguntas frecuentes
P1: ¿Cuál es la mejor combinación de materiales para engranajes helicoidales?
La mejor combinación es un engranaje helicoidal de 20CrMnTi carburizado y templado (HRC 58 62) combinado con una rueda helicoidal de bronce y estaño fósforo ZCuSn10P1 que garantiza una excelente vida útil y eficiencia de transmisión.
P2: ¿Para qué se utilizan los engranajes helicoidales de acero inoxidable?
Son buenos para usar en lugares que necesitan una buena resistencia a la corrosión , como maquinaria alimentaria y dispositivos médicos . 17-4PH es un grado de acero inoxidable de endurecimiento por precipitación muy popular.
P3: ¿Cuál es el nivel más alto de precisión para los engranajes helicoidales?
Para una producción de gran volumen, se puede lograr un grado DIN 5. Para rectificado de precisión, piezas individuales personalizadas, se puede lograr un grado DIN 3, con un error de perfil de diente de ≤0,004 mm.
P4: ¿Existe alguna forma de controlar el juego en los pares de engranajes helicoidales?
La holgura de un solo cable suele ser de 3 a 5 ADM , la holgura de un solo cable puede ser tan baja como 1 a 3 ADM y, utilizando un diseño de engranaje helicoidal axialmente flexible, la holgura puede incluso acercarse a 0.
P5: ¿Qué tipo de muela abrasiva se utiliza para los engranajes helicoidales de pulido?
Para acero de alta dureza, se utilizan muelas de CBN, mientras que el acero convencional de medio carbono se muele con muelas de corindón. Se recomienda una velocidad de la muela abrasiva en el rango de 45-60 m/s.
P6: ¿Cuál es la cantidad mínima de pedido para juegos de engranajes helicoidales personalizados en lotes pequeños?
JS Precision se complace en acepte sus pedidos incluso por 1 pieza . Técnicamente, de 1 a 5 piezas, el costo de la hora hombre para el ajuste de herramientas debe ser compartido. Desde el punto de vista de la rentabilidad, los pedidos personalizados de 10 piezas o más son la mejor opción.
P7: ¿Cómo inspeccionar los puntos de contacto de un juego de engranajes helicoidales?
Utilice el método de coloración en polvo de plomo rojo. Espolvoree polvo de plomo rojo sobre la superficie de los dientes del engranaje helicoidal, gire lentamente y engrane manualmente e inspeccione visualmente el área de contacto en la superficie de los dientes del engranaje helicoidal para identificar el punto de contacto.
P8: ¿Existen requisitos especiales para el embalaje de exportación?
Se requieren múltiples capas de tratamiento antioxidante y a prueba de humedad , incluido aceite antioxidante, papel antioxidante en fase gaseosa y cajas de madera independientes. Se requiere embalaje adicional al vacío a prueba de humedad para el transporte marítimo.
Resumen
La producción de engranajes helicoidales es una serie de procesos de ingeniería que combinan un cuidadoso plan geométrico, la elección de materiales y las modernas técnicas de rectificado .
La selección de procesos, la elección de los materiales adecuados, el mantenimiento de la calidad en un alto nivel y la optimización del mallado influyen en la precisión posicional, la resistencia al desgaste y el coste total del par de transmisión, entre otras cosas.
JS Precision, con 20 años de experiencia, un conjunto completo de máquinas importadas de alta gama y procesos bien establecidos, es capaz de fabricar engranajes helicoidales de alta precisión, tanto estándar como no estándar, para clientes de diferentes industrias, logrando así el compromiso más adecuado entre precisión y costo.
Póngase en contacto con el equipo de ingeniería de JS Precision para obtener un plan de diseño de par de engranajes helicoidales gratuito y una evaluación inicial.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

