

インサート成形製造の重要な段階です。従来の製造方法ではパフォーマンスと効率のバランスを取るのが難しい一方で、エンジニアは複雑な組み立て後の作業、コストの増加、脆弱な接続などの問題に悩まされることがよくあります。
インサート成形により、金属部品はプラスチックに非常に強固に固定され、分離できなくなります。
この記事では、このメソッドの基本と使用法について説明します。インサート成形を使用して総コストを削減し、製品の価格決定力を高める方法を学びましょう。
主要な回答の概要
| コア寸法 | 主な答え | あなたにとっての価値 |
| ものづくりの真髄 | メインの idemetal インサートとプラスチック射出成形が連携して単一コンポーネントを形成します。金型内で金属インサートを使用し、その周囲にプラスチックを射出するプロセスは、一体型コンポーネントを製造するプロセスです。 | 組み立てプロセスが削除されるため、供給源から最終までのサプライチェーンが短縮されます。 |
| 主な直接的なメリット | 組立公差を排除し、機械的強度を向上させ、多機能の統合を実現します。 | 製品全体のコストが 15 ~ 30% 削減され、信頼性が向上します。 |
| デザインキー | 確実な埋め込み位置決め、均一な肉厚、機械的ロック構造。 | 部品の応力亀裂に耐えるため、このツールは100 万個以上の部品を製造できます。 |
| 産業分野 | カーセンサー、手持ち医療機器、電子機器用コネクタ、家電製品。 | 業界の要件に正確に適合し、製品開発を加速します。 |
重要なポイント:
- コスト変曲点:年間生産量が 50,000 個を超えると、インサート成形は従来の組立コストより 25 ~ 40% 安くなります。
- 精度のしきい値:位置決めに関するインサート位置の公差は ±0 以内に維持する必要があります。 05mm以外の場合、インサートのオーバーフローや刃抜けが発生する可能性があります。
- 接着強度:ローレット加工の深さは 0.2 ~ 0.5 の範囲です。 4mm では、500N を超える引き抜き力が得られます。これは、滑らかな表面の引き抜き力よりもはるかに大きくなります。
- サイクルタイムへの影響:インサート配置を自動化すると、単一ピースのサイクル タイムを 30 秒以内に制御できますが、手動配置では 45 秒以上かかります。
このガイドが信頼できる理由JS Precisionのインサート成形体験
インサート成形は製造と精度において極めて重要な変化です。その専門的なプロセスの展開が最終製品の品質を大きく左右します。
JS Precision は、一貫して長期にわたるインサート成形の専門家です。当社は、30T から 350T までの幅広い精密射出成形機、自動インサート配置システム、および Zeiss CMM 高精度テスト センターを備えています。
それに加えて、当社は自動車、医療、電子業界の 500 以上のトップエンドクライアントに 2,000 以上のカスタマイズされたインサート成形プロジェクトを提供しており、さまざまな業界のプロセスの課題とソリューションに関する深く包括的な知識を獲得しています。
当社は、高成長を追求するプロセス標準の組み込みの先駆者として、 ISO 13722-2017 「プラスチックインサート成形技術仕様書」。したがって、材料の選択、金型設計から量産テストに至るまでの当社のプロセス全体は、国際的な権威ある基準に準拠しています。
それに加えて、当社は DFM 独立解析チームと金型流動解析ラボを所有しています。したがって、インサートの位置ずれや内部応力亀裂などのプロセスリスクの 80% 以上を予測できます。また、金型の修正頻度を業界平均と比較して60%削減することに成功しました。
同時に、インサート自動配置の主要技術も革新し、ロボットアームの実行精度は±0.02mmに達し、高精度インサート成形の量産要求に応えます。
以前、JS Precision は、国際的に認められたヨーロッパの自動車 Tier 1 サプライヤー向けに、センサーインサートの緩みやシールの破損などの主要な業界問題に対処し、最終的に製品の欠陥率を 4.5% から 0.7% 未満に下げました。
さらに、当社は、ISO 13485 医療認証の非常に厳しい要件を満たす、一体成形による医療機器のサージカル ハンドルの製造を容易にしました。これらの事例は、当社の技術的専門知識だけでなく、インサート成形の領域の問題を解決する当社の能力を証明しています。
インサート成形プロセスの設計、コスト管理、または量産導入に苦労している場合は、JS Precision のエンジニアに今すぐ連絡して、インサート成形プロセスの無料評価を依頼してください。当社の専門チームがプロジェクトの技術的な障害を取り除きましょう。
インサート成形プロセスとは具体的に何で、どのように機能するのでしょうか?
インサート成形プロセスでは、インサートを金型に直接組み込むことで、基本的に組み立てと成形後の 2 つの製造ステップが 1 つのステップに変わります。インサート(通常は金属)を金型キャビティ内に配置し、その上に溶融プラスチックを射出し、冷却固化した後、プラスチックとインサートが単一の一体化製品となります。
インモールド製品はプラスチックと金属の両方の長所を組み合わせた製品です。したがって、学習インサート成形工程製品の歩留まり向上につながります。
インサート成形プロセスの 3 つの基本フェーズ
- インサートの配置:金属インサート (ねじ付き銅スリーブや導電性ピンなど) を金型キャビティに手動または機械で配置および位置決めします。位置決め公差は0.05 mm 以内に制御されます。
- プラスチックの射出:金型が閉じられると、射出成形機は溶融プラスチックを 200 ~ 300℃、高圧で射出し、インサート全体をプラスチックで包みます。
- 冷却と取り外し:プラスチックが 15 ~ 30 秒間冷却され硬化したら、金型を開いてインサートが埋め込まれたまま部品を取り出して単一のユニットを形成します。
手動と自動のインサート配置
- 手動配置:通常、年間生産量が 5000 個未満の少量作業に適しています。設備投資は低く抑えられますが、サイクルタイムが長く、効率が低く、位置決めエラーが発生しやすくなります。
- 自動配置:振動フィーダによる供給+6軸ロボットによる動作、位置決めサイクル3~5秒/個、精度±0.02mmで、大量・高精度の生産に適しています。
あなたの製品が手動インサート成形と自動インサート成形のどちらに適しているか知りたいですか?製品図面を JS Precision に送信すると、無料のプロセス ソリューションと能力計算が得られます。
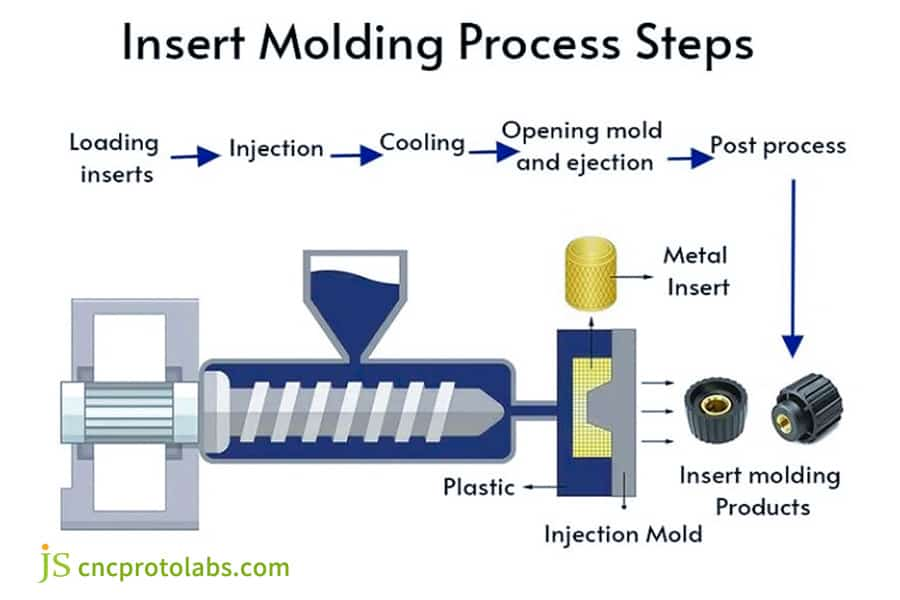
図 1: インサートの装着、射出、冷却、型開き、後処理など、インサート成形プロセスの手順を詳細に示したフローチャート。
従来のアセンブリではなくインサート射出成形を選択する理由は何ですか?
複雑な組み立て、高コスト、高い不良率という問題に直面しているが、インサート射出成形では 1 つの金型で複数の射出成形インサートを形成できるため、複数のプロセスが不要になります。標準化されたインサート成形プロセスが鍵となります。
5 つの主要な利点
インサート射出成形ゼロクリアランスフィットの達成や単価の 15 ~ 30% の削減など、重要な主要な利点を提供するだけでなく、その機械的ロック設計により、接着接合をはるかに超えるインサートの引き抜き力も得られます。
さらに、機能統合と設計の自由度の向上の手段を提供し、複雑な生産要件に合わせて調整できます。
インサート成形が経済的に意味を持つのはどのような場合ですか?
- 生産変曲点:年間生産要件が5000 ユニットを超える場合、コスト償却後のインサート成形の単価は、従来のアセンブリの単価よりも低くなります。
- 複雑さの変曲点:インサートの数が 3 つ以上である場合、または多方向の位置決めが必要な場合、金型内1 回成形の効率と品質の利点は非常に明白です。
プラスチックインサート成形を成功させるための重要な設計ルールは何ですか?
の成果プラスチックインサート成形ベンチャーの成功は、デザインの細かい点への丁寧な対応にかかっています。不適切な設計は、インサートの位置ずれ、プラスチックの亀裂、その他いくつかの問題の原因となる可能性があります。適切な DFM 設計手法を実践すると、金型修正にかかる時間を50% 以上短縮することもできます。
インサートの変形・位置ずれを防止
インサートの変形や位置ずれを防ぐには、非常に慎重な設計が必要です。位置決めピンの径公差は0.01mm以内としてください。肉厚の薄いインサートには追加のサポート ピンも必要です。
同時に、Moldflow ソフトウェアを使用してゲートの最適な位置を決定し、メルトインパクトの問題を防ぐ必要があります。
肉厚と収縮の最適化
壁の厚さと収縮を最適化することが必要であり、壁の厚さを均一にするというルールに従う必要があります。インサートの周囲のプラスチックの壁の厚さは 1.5 ~ 3.0 mm にすることをお勧めします。壁の厚さが突然変化する箇所では、その変化は緩やかである必要があります。
同時に、モールド フロー解析を使用して収縮を補正し、製品の形状を保持することができます。
機械的特徴による接着強度の向上
- ローレット設計:ダイヤモンドローレットの深さ 0.2 ~ 0.4 mm により、インサートの引き抜き力が 3 ~ 5 倍大幅に向上します。
- 溝とボスの設計:機械的インターロックは、幅 1 mm 以上、深さ 0.3 mm 以上の環状溝によって形成されており、これにより接合強度も向上します。
- 回転防止構造設計:インサートの外刃は面取りまたは平坦化されており、トルクによる回転を防止します。
インサートプラスチック成形の最も一般的な用途は何ですか?
インサートプラスチック成形は、現在、特に自動車、医療、エレクトロニクス分野で広く使用されている工業プロセスです。精度、堅牢性、効率性のバランスを考慮して、高級製造の要件に合わせて調整できるほか、その応用範囲は拡大し続けています。
さまざまな業界におけるインサートプラスチック成形の代表的な用途
| 業界 | 代表的な製品 | インサートタイプ | コアバリュー |
| 自動車 | 車輪速センサー、オイルポンプ、電気コネクター | 銅ピン、真鍮スリーブ、スチールシャフト | 耐振動性、IP67+ シール性能、複雑な自動車条件に適応 |
| 医学 | 手術用ハンドル、注射針ホルダー、診断機器 | ステンレス部品、セラミックインサート | シームレスで滅菌が簡単、 ISO 13485 医療認証に適合 |
| エレクトロニクス | USB コネクタ、アンテナ、センサー ハウジング | 銅端子、鋼板、導電性インサート | 信号の安定化、小型化、電子部品の集積度向上 |
| 家電 | 携帯電話フレーム、イヤホンスタンド、スマートウェアラブルアクセサリ | 金属ナット、鋼板、アルミインサート | 軽量かつ高強度、家電製品の軽量化トレンドに対応 |
| 産業用 | ギア、ツールハンドル、流体バルブ | 金属ブッシュ、ねじ付きインサート、耐摩耗性インサート | 耐摩耗性、耐衝撃性、 10⁶サイクルを超える耐用年数 |
成功した様子を見たいインサートプラスチック成形品同じ業界の事例はありますか?業界でのアプリケーションの詳細な事例とプロセス分析については、JS Precision にお問い合わせください。
射出成形のインサートの材料を選択するにはどうすればよいですか?
材料の選択は、射出成形プロジェクトにおけるインサートの成否を直接決定します。金属とプラスチックの熱膨張係数には大きな違いがあるため、故障につながる可能性があります。
材料を適切に適合させることによってのみ最高のパフォーマンスが達成され、スムーズで効率的なインサート成形プロセスが保証されます。
一般的なインサート材質とその用途
- 黄銅:最も一般的に使用され、加工性が良く、ねじインサートおよび端子に適しており、熱伝導率は120 W/m・Kです。
- ステンレス鋼:耐食性、医療機器、食品接触部品に適しており、硬度 HRC 35-45。
- アルミニウム合金:軽量で家電製品に適していますが、接着を強化するために表面処理が必要です。
- セラミックス:高温耐性 (>1000 ℃)、絶縁性、電子パッケージングに適しています。
プラスチック樹脂の選択ガイドライン
プラスチック樹脂の選択は、製品の要件を考慮して検討する必要があります。
- ハウジング製品には、成形性に優れた ABS が適しています。
- PC は高い透明性と耐衝撃性を備えているため、精密窓部品に最適です。
- PA66は耐熱性、耐摩耗性に優れているため、耐荷重構造部品に使用できます。
- LCP は、高流動性の精密電子コネクタに使用できます。
熱膨張マッチングの主なルール
プラスチックと金属の熱膨張係数の差は50×10⁻⁶/℃ 未満であり、規格を満たしている必要があります。 ASTM D4060-18 。差が大きすぎる場合は、応力緩和構造を使用する必要があります。たとえば、PA66 と真鍮を組み合わせる場合は、肉厚の補正が必要です。
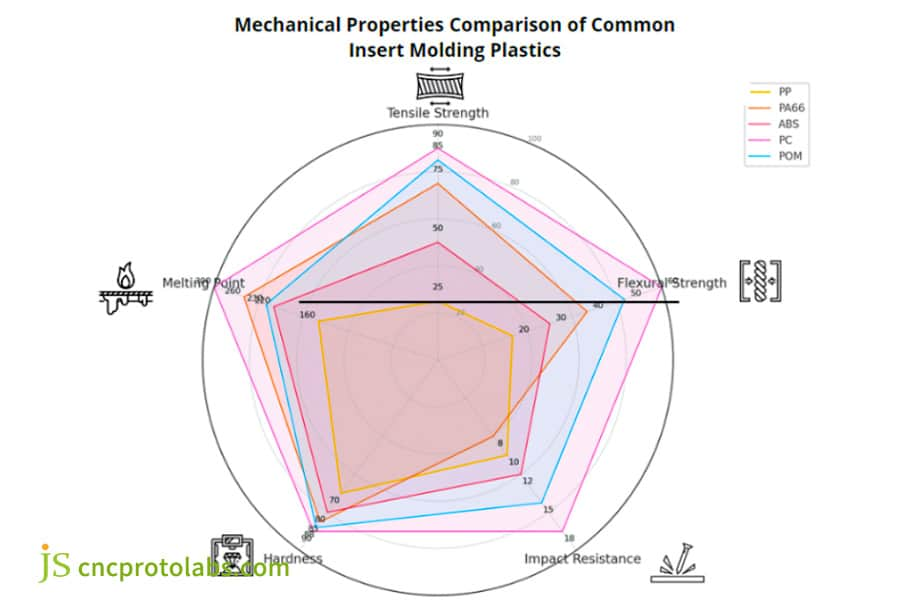
図 2: 一般的なインサート成形プラスチック (PP、PA66、ABS、PC、POM) の引張強度や硬度などの主要な機械的特性を比較するレーダー チャート。
自動化とコスト: インサート成形生産をスケールアップするには?
自動インサート成形装置の初期コストは非常に高額(50 万~150 万米ドル)ですが、ロボット アームやインサート位置合わせ装置と組み合わせることで効率が大幅に向上し、コストを削減できます。生産能力に基づいて適切なソリューションを選択することは、大量生産にとって非常に重要です。
さまざまな規模の生産能力の自動インサート成形生産ラインの詳細レベルでの比較データは、企業が適切なソリューションを正確に選択するのに役立ちます。以下は、さまざまな側面にわたるコアデータの概要です。
| 生産能力 | 設備投資(10,000ドル) | ユニットサイクルタイム(秒) | 単価削減率(%) | 回収期間(月) | 年間生産能力(個) |
| 小ロット (<10,000 個) | 5-10 | 45-60 | 15-20 | 8-12 | 5,000~10,000 |
| 小規模から中規模のバッチ (10,000 ~ 50,000 個) | 10-30 | 30-45 | 30-45 | 12-15 | 10,000~50,000 |
| 中バッチ (50,000 ~ 100,000 個) | 30-50 | 20-30 | 25-35 | 15-18 | 50,000~100,000 |
| 大ロット (100,000 ~ 500,000 個) | 50-100 | 50-100 | 35-40 | 18-24 | 100,000~500,000 |
| 超大量 (>500,000 個) | 100-150 | 10-15 | 40-50 | 24-30 | 500,000以上 |
さまざまなボリュームの自動化ソリューション
- 少量 (<10,000 個/年):手動配置 + 簡単な検査、投資額 <100,000 USD、試作や小ロットのカスタマイズに適しています。
- 中量 (10,000 ~ 100,000 個/年):振動フィーダー + ロボット アーム、投資額 300,000 ~ 500,000 米ドル、回収期間 12 ~ 18 か月。
- 大量生産 (>100,000 個/年):完全に自動化された生産ライン + 画像検査、投資額 100 万ドル超、単価 40% 削減。
インサート成形のコスト構造内訳
- 金型コスト: 3,000 ~ 15,000 米ドル/セット、初期投資の 60% を占め、高品質の金型鋼は 500,000 ~ 1000,000 個を生産できます。
- インサートコスト:真鍮射出成形インサート費用は0ドル。 02-$0.5 個、一括購入するとコストを 30% 削減できます。
- 射出成形コスト:人件費と設備の償却費は 1 時間あたり約 5 ~ 15 ドルですが、自動化によりコストを 50% 以上削減できます。
- 検査コスト: CMM サンプリング検査の費用は1 個あたり 10 ~ 20 ドル、目視による完全な検査、償却後は 0 ドル未満です。 1個につき1個。
自動生産における品質保証
- 金型検査中:圧力センサーが充填状態を監視し、 5% を超える変動があると自動アラームをトリガーして、材料の不足やオーバーフローを防ぎます。
- エアブロー洗浄:インサートを配置する前に金型キャビティを洗浄し、破片による位置ずれの原因を防ぎます。
- 目視検査: ±0.02mm の精度でインサート位置をオンライン検査し、不良品を自動的に排除します。
独自の自動インサート成形生産ラインを構築してみませんか?お客様の生産能力のニーズに合わせてカスタマイズされた自動生産ソリューションと見積もりについては、JS Precision にお問い合わせください。
インサート成形プロジェクトに適切なパートナーを選択するには?
インサート成形の品質はパートナーの力で決まります。プロバイダーを選択する際は、機器のトン数だけに集中するのではなく、プロジェクトの実行をサポートするプロセス統合能力とエンドツーエンドのサービス能力を評価してください。
技術力評価
サプライヤーは技術力、特にDFM サポート、金型流動解析スキル、量産精度管理によって判断します。これらにより、ベンダーはプロセスのリスクを早期に発見し、生産上の問題を予測し、インサートの位置決め公差を一貫して 0.05 mm 以内に維持することができます。
品質システムと認証
- 主要な要件: ISO 9001:2015 認証を通じて製造の標準化が保証されています。
- 業界標準: IATF 16949 認証は必須です。自動車分野一方、ISO 13485 認証は医療分野向けのものです。
- 品質文書:初品レポート、SPC データ、Cpk 分析などの品質文書が含まれます。
生産とサプライチェーンの回復力
- 金型製造率:金型修正率が 80% を超える企業は、より迅速な納期と低コストを実現するのに適しています。
- インサートのサプライ チェーン:射出成形インサートの安定したサプライ チェーンは、調達コストの削減に役立ちます。
- 生産能力の柔軟性: 1 サンプルから 100 個の試作ユニット、そして 100,000 個の量産ユニットまで、非常に効率的に移行できます。

図 3: インサート成形技術を使用して製造された、コネクタやフレームなどのさまざまな黒色および金属製の電子コンポーネントの集合。
JS Precision のケーススタディ: ドイツの自動車センサー プロジェクトでコストを 28% 削減!
プロジェクトチャレンジ
ドイツの自動車メーカーの Tier 1 サプライヤーは、従来の「インサート圧入 + レーザー溶接」プロセスを使用して、ABS ホイール速度センサー (2 つの銅射出成形インサートを含む) を製造していました。
センサーの製造単価は 2.35 ドルで、不良率は 4.5% と高かった。インサートの緩みとシールの破損が主な故障モードでした。お客様は、IP69K の超高防水等級を維持しながら、製品コストを削減したいと考えていました。
カスタマイズされたソリューション
JS Precision の介入を受けて、プロジェクトの問題の解決、設計、主にインサート成形プロセスに焦点を当てたプロセスのアップグレードに大きく役立つ3 つの主要な変更が加えられました。
1. DFM の再設計:銅製インサート ピンのローレット加工の深さが 0.15 mm から 0.3 mm に増加し、環状の滑り止め溝も導入され、溶融物がインサート ピンに直接当たらないようにゲート位置が調整され、金型流動解析により充填圧力が 22% 減少したことが示されました。
2. プロセスと設備のアップグレード:全自動インサート装着システム (振動フィーダー + 6 軸ロボット) + 精密射出成形機が導入され、製品の生産サイクル タイムの短縮に貢献しました。 射出成形用インサート45秒から28秒まで。
3. 材料と検査の最適化:初期の PBT-GF30 は DuPont Zytel に置き換えられました。 PA66-GF35は、インサート接合強度を35%向上させ、材料費を8%削減し、同時にオンライン目視検査+ 100%気密試験で製品を保証するようになりました。
プロジェクトの成果
- コスト削減:ユニットあたりの価格は 2.35 ドルから 1.69 ドルに引き下げられ、全体の経費が 28% 削減され、その結果、顧客は毎年 300,000 ドル以上を節約することができました。
- 品質の向上:欠陥製品の割合は4.5% から 0.7% 未満に低下し、これは 84% の減少です。これにより、顧客はエンドユーザー OEM からの品質検査を免除されるようになりました。
- 生産能力の増加: 1 シフトの生産能力が 800 ユニットから 1600 ユニットに増加し、顧客の大量供給要件を満たす能力が 2 倍になりました。
インサート成形によって製品コストを削減し、品質を向上させたい場合は、すぐに JS Precision に連絡し、製品要件を提出して、カスタマイズされたインサート成形ソリューションを入手してください。
図4: 精密インサート成形のケーススタディ製品である、銅ピンインサートが埋め込まれた完成したABSホイールスピードセンサーの拡大図。
よくある質問
Q1: インサート成形とオーバーモールドの違いは何ですか?
インサート成形とは、金属やその他の異種材料のインサートを金型に入れ、プラスチックを射出して単一の一体部品を作る方法です。オーバーモールディングは、以前に成形されたプラスチックの上に 1 種類のプラスチックを射出する方法です。
Q2: インサート成形の最小肉厚はどれくらいですか?
インサート成形の最小厚みは材質により異なります。たとえば、LCP は 0.3 mm まで薄くできますが、ABS や PC などの汎用材料は成形欠陥を防ぐために 1.0 mm 以上にする必要があります。
Q3: インサートの標準的な引き抜き力はどれくらいですか?
例: ローレット付き M3 真鍮を PA66 に挿入すると、引き抜くのに 600 ~ 800 N の力がかかりますが、滑らかな場合はわずか 100 ~ 200 N 程度です。機械的なロックにより、引き抜き力が大幅に増加する可能性があります。
Q4: インサート成形ではプラスチッククラックが発生しますか?
実はインサート成形ではプラスチックにクラックが発生することがあります。主な理由は、金属とプラスチックの熱膨張係数間の大きな不一致と非常に薄い壁です。あモールドフローシミュレーション生産前にこれらの問題を確認して修正する必要があります。
Q5: 制御可能なインサートの位置決め精度はどの程度ですか?
量産時のインサート成形位置精度は±0.05mmを確実に保ち、高精度金型と自動化により±0.02mmを実現します。
Q6: インサートには予熱が必要ですか?
小さな寸法の金属インサートの場合は予熱は必要ありません。ただし、大きなサイズのインサート(重量 > 10g)の場合は、プラスチックの急速冷却によって引き起こされる材料内部の応力を軽減するために、100〜150℃に予熱することをお勧めします。
Q7: インサート成形の標準的なサイクル時間はどれくらいですか?
インサートの配置方法は、インサート成形のサイクル タイムに影響します。手動で配置する場合、1 個あたり約 45 ~ 60 秒かかりますが、自動化された生産ラインではこれを20 ~ 30 秒まで短縮できるため、生産量が大幅に増加します。
Q8: インサート金型の寿命はどのくらいですか?
インサート成形金型の寿命は金型鋼材によって決まります。熱処理された S136 金型は 500,000 ~ 1,000,000 個の製造が可能です。定期的なメンテナンスは寿命を延ばすのに役立ちます。
まとめ
インサート成形は、自動車、医療、エレクトロニクスなどのトップレベルの製造業界における主要な競争上の利点の 1 つとなっています。一体成形による従来の組み立ての制限を回避し、企業がコストを削減し、品質を向上できるようにします。
JSプレシジョンは、製品の競争力向上を図るため、設計から量産まで一貫したサービスを提供するインサート成形の専門会社です。
今すぐJS Precisionにお問い合わせくださいDFM 評価とインサート成形サンプル パックを無料でご利用いただけます。

免責事項
このページの内容は情報提供のみを目的としています。 JSプレシジョンサービス、情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
JSプレシジョンチーム
JS Precision は業界をリードする企業です、カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶJSプレシジョンこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.cncprotolabs.com
リソース

