

Insertar moldura es una etapa clave de la fabricación. Los ingenieros a menudo se ven preocupados por problemas como el complicado montaje de postes, el aumento de costos y las conexiones endebles, mientras que los métodos de fabricación convencionales tienen dificultades para equilibrar el rendimiento y la eficiencia.
Con la moldura insertable, las piezas metálicas se fijan muy firmemente en plástico, lo que las hace inseparables.
Este artículo analiza los conceptos básicos y el uso de este método. Continúe leyendo para aprender cómo utilizar el moldeado por inserción para reducir los costos totales y aumentar el poder de fijación de precios de los productos.
Descripción rápida de las respuestas principales
| Dimensiones del núcleo | Respuestas clave | Valor para ti |
| Esencia de artesanía | El inserto idemetal principal y la inyección de plástico trabajan juntos para formar un solo componente. El uso de insertos metálicos dentro del molde y luego inyectar plástico alrededor de ellos es un proceso que produce un componente integral. | Se eliminan los procesos de ensamblaje, lo que da como resultado que la cadena de suministro se acorte desde el origen hasta el final. |
| Principales beneficios directos | Eliminando tolerancias de ensamblaje, mejorando la resistencia mecánica y logrando una integración multifuncional . | Reducción general del costo del producto entre un 15% y un 30% y mejora de la confiabilidad. |
| Claves de diseño | Posicionamiento integrado confiable, espesor de pared uniforme y estructura de bloqueo mecánico. | Resiste grietas por tensión en la pieza, la herramienta puede producir más de 1 millón de piezas . |
| Campos de la industria | Sensores para automóviles, dispositivos médicos portátiles, conectores para electrónica, electrónica doméstica. | Se adapta exactamente a los requisitos de la industria, lo que acelera el desarrollo de productos. |
Conclusiones clave:
- Punto de inflexión de costos: cuando la producción anual supera las 50.000 piezas, el moldeado por inserción es entre un 25 y un 40 % más barato que los costos de ensamblaje tradicionales.
- Umbral de precisión: la tolerancia para la ubicación de la inserción en términos de posicionamiento debe mantenerse dentro de ±0. 05 mm, de lo contrario, puede ocurrir que el inserto se desborde o se acabe.
- Fuerza de unión: una profundidad de moleteado en el rango de 0, 2-0. 4 mm pueden producir una fuerza de extracción superior a 500 N, que es mucho mayor que la de superficies lisas.
- Impacto en el tiempo del ciclo: con la automatización en la colocación de insertos, el tiempo del ciclo de una sola pieza se puede controlar en 30 segundos, mientras que la colocación manual requiere más de 45 segundos.
¿Por qué confiar en esta guía? Experiencia en moldeo por inserción de JS Precision
El moldeado por inserción es un cambio fundamental en la fabricación y la precisión. El desarrollo profesional de sus procesos determina en gran medida la calidad del producto final.
JS Precision es un experto en moldeo por inserción a largo plazo. Contamos con una amplia gama de máquinas de moldeo por inyección de precisión de 30T a 350T inclusive, sistemas automatizados de colocación de insertos junto con el centro de pruebas de alta precisión Zeiss CMM.
Además de eso, hemos estado suministrando a más de 500 clientes finales de primer nivel en las industrias automotriz, médica y electrónica más de 2000 proyectos de moldeo por inserción personalizados, adquiriendo así un conocimiento profundo y completo sobre los desafíos y soluciones de los procesos de diferentes industrias.
Nuestra empresa es pionera en incorporar estándares de procesos para lograr un alto crecimiento cumpliendo plenamente con ISO 13722-2017 "Especificación técnica de moldeo por inserción de plástico". Por lo tanto, todo nuestro proceso, desde la selección de materiales y el diseño de moldes hasta las pruebas de producción en masa, está en línea con los estándares internacionales autorizados.
Además de eso, nuestra empresa posee un equipo de análisis independiente DFM y un laboratorio de análisis de flujo de moldes. Por lo tanto, hemos podido anticipar más del 80% de los riesgos del proceso , como el desplazamiento del inserto y el agrietamiento por tensión interna. Además, hemos conseguido reducir la frecuencia de modificaciones de moldes en un 60% respecto a la media de la industria.
Al mismo tiempo, hemos innovado en las principales tecnologías para la colocación automatizada de insertos, con una precisión de ejecución del brazo robótico que alcanza ±0,02 mm, lo que cumple con los requisitos de producción en masa para el moldeado de insertos de alta precisión.
Anteriormente, JS Precision abordó problemas importantes de la industria, como inserciones de sensores sueltas y fallas en los sellos, para un proveedor europeo de automoción de nivel 1 reconocido internacionalmente, y finalmente redujo la tasa de defectos del producto del 4,5 % a menos del 0,7 %.
Además, hemos facilitado la producción de mangos quirúrgicos para dispositivos médicos mediante moldeado de una sola pieza, que satisface los requisitos muy estrictos de la certificación médica ISO 13485. Estos casos no sólo marcan nuestra experiencia técnica sino también nuestra capacidad para resolver problemas en el ámbito del moldeo por inserción.
Si tiene dificultades con el diseño del proceso de moldeado por inserción, el control de costos o la implementación de la producción en masa, comuníquese con los ingenieros de JS Precision de inmediato para obtener una evaluación gratuita del proceso de moldeado por inserción. Deje que nuestro equipo profesional elimine cualquier obstáculo técnico para su proyecto.
¿Qué es exactamente el proceso de moldeado por inserción y cómo funciona?
El proceso de moldeo por inserción esencialmente convierte dos pasos de fabricación, después del ensamblaje y el moldeado, en un solo paso, al integrar un inserto directamente en el molde. El inserto (generalmente de metal) se coloca dentro de la cavidad del molde, se inyecta plástico fundido sobre él y, después de enfriarse y solidificarse, el plástico y el inserto se convierten en un único producto integrado.
El producto en molde combina las mejores características del plástico y del metal. Así, el aprendizaje proceso de moldeo por inserción puede conducir a una mejora del rendimiento del producto.
Las tres fases básicas del proceso de moldeo por inserción
- Colocación del inserto: Coloque y coloque el inserto metálico (por ejemplo, manguitos de cobre roscados o pasadores conductores) en la cavidad del molde, ya sea de forma manual o mecánica; la tolerancia de posicionamiento debe controlarse dentro de 0,05 mm.
- Inyección de plástico: Una vez cerrado el molde, la máquina de moldeo por inyección inyectará el plástico fundido a 200-300 ℃ y alta presión, envolviendo el inserto totalmente en plástico.
- Enfriamiento y Extracción: Una vez que el plástico se enfría y endurece durante 15-30 segundos, se abre el molde y se extrae la pieza mientras el inserto aún está incrustado formando una sola unidad.
Colocación de inserciones manual versus automatizada
- Colocación manual: generalmente factible para operaciones de pequeño volumen con una producción anual de <5000 piezas. Baja inversión en equipos, pero ciclos largos, baja eficiencia y propensos a errores de posicionamiento.
- Colocación automatizada: Alimentado por un alimentador vibratorio + operado por un robot de seis ejes, con un ciclo de posicionamiento de 3-5 segundos/pieza y una precisión de ±0,02 mm, adecuado para producción de gran volumen y alta precisión.
¿Quiere saber si su producto es más adecuado para el moldeo por inserción manual o automatizado? Envíe los dibujos de sus productos a JS Precision para obtener soluciones de proceso y cálculos de capacidad gratuitos.
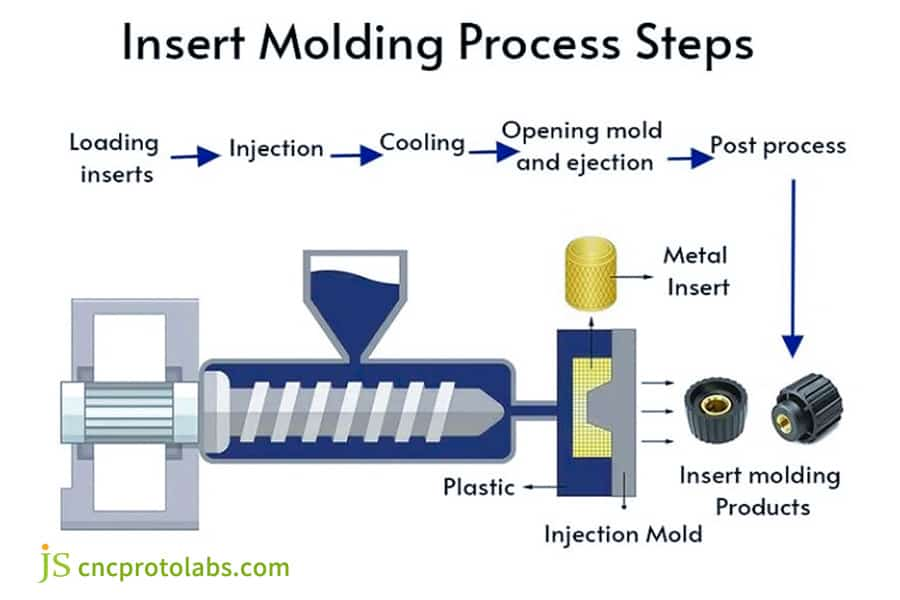
Figura 1: Un diagrama de flujo que detalla los pasos del proceso de moldeo de insertos, incluida la carga de insertos, inyección, enfriamiento, apertura del molde y posprocesamiento.
¿Por qué elegir el moldeo por inyección con inserción en lugar del ensamblaje tradicional?
Ante los problemas de ensamblaje complejo, alto costo y alta tasa de defectos, el moldeo por inyección de insertos puede formar múltiples insertos de moldeo por inyección en un molde, eliminando múltiples procesos. Un proceso de moldeo por inserción estandarizado es clave.
Cinco ventajas principales
Insertar moldeo por inyección no solo ofrece importantes ventajas fundamentales, como lograr un ajuste sin holgura y reducir el costo unitario entre un 15 y un 30 %, sino que su diseño de bloqueo mecánico también proporciona una fuerza de extracción del inserto muy superior a la de la unión adhesiva.
Además, proporciona los medios para la integración funcional y una mayor libertad de diseño, que puede adaptarse a requisitos de producción complejos.
¿Cuándo tiene sentido económico el moldeado por inserción?
- Punto de inflexión de la producción: cuando el requisito de producción anual es > 5000 unidades, el costo unitario del moldeado por inserción después de la amortización del costo será menor que el del ensamblaje tradicional.
- Punto de inflexión de la complejidad: cuando el número de inserciones es ≥3 o requiere un posicionamiento multidireccional, las ventajas de eficiencia y calidad del moldeo único en el molde son muy obvias.
¿Cuáles son las reglas de diseño críticas para el éxito del moldeado con insertos de plástico?
El logro de moldura de inserción de plástico emprendimientos depende del manejo diligente de los detalles del diseño. Un diseño inadecuado puede ser la causa del desplazamiento del inserto, el agrietamiento del plástico y varios otros problemas. Las buenas prácticas de diseño de DFM pueden incluso conducir a una reducción de más del 50% en los tiempos de modificación del molde.
Prevención de la deformación y el desplazamiento del inserto
Prevenir la deformación y el desplazamiento de la plaquita depende de un diseño muy cuidadoso. La tolerancia del diámetro del pasador de localización debe mantenerse dentro de 0,01 mm. Los insertos con paredes delgadas también requieren pasadores de soporte adicionales.
Al mismo tiempo, se debe utilizar el software Moldflow para determinar la ubicación óptima de la compuerta y evitar problemas de impacto del material fundido.
Optimización del espesor y la contracción de la pared
Es necesario optimizar el espesor de la pared y la contracción y hay que seguir la regla del espesor uniforme de la pared. Alrededor del inserto se recomienda un espesor de pared de plástico de 1,5-3,0 mm. En los puntos de cambio repentino en el espesor de la pared , las transiciones deben ser graduales.
Al mismo tiempo, el análisis del flujo del molde se puede utilizar para compensar la contracción y ayudar a conservar la forma del producto.
Mejora de la fuerza de unión con características mecánicas
- Diseño de moleteado: la profundidad de moleteado de diamante de 0,2 a 0,4 mm puede mejorar significativamente la fuerza de extracción del inserto de 3 a 5 veces.
- Diseño de ranura y saliente: el enclavamiento mecánico está formado por ranuras anulares con un ancho ≥1 mm y una profundidad ≥0,3 mm, lo que también da como resultado un aumento de la resistencia de la unión.
- Diseño de estructura antirotación: el borde exterior del inserto está biselado o aplanado para evitar la rotación bajo torsión.
¿Cuáles son las aplicaciones más comunes para las molduras de plástico con inserción?
El moldeado por inserción de plástico es hoy en día un proceso industrial ampliamente utilizado, especialmente en los campos de la automoción, la medicina y la electrónica. Permite equilibrar la precisión, la robustez y la eficiencia para satisfacer los requisitos de la fabricación de lujo, además de que la gama de sus aplicaciones sigue creciendo.
Aplicaciones típicas del moldeado por inserción de plástico en diversas industrias
| Industria | Productos típicos | Tipo de inserción | Valor fundamental |
| Automotor | Sensores de velocidad de ruedas, bombas de aceite, conectores eléctricos | Pasadores de cobre, manguitos de latón, ejes de acero | Resistencia a la vibración, rendimiento de sellado IP67+, adaptable a condiciones automotrices complejas |
| Médico | Mangos quirúrgicos, portaagujas para jeringas, equipos de diagnóstico | Piezas de acero inoxidable , Inserciones de cerámica | Sin costuras, fácil de esterilizar, cumple con la certificación médica ISO 13485 |
| Electrónica | Conectores USB, Antenas, Carcasas de Sensores | Terminales de cobre, láminas de acero, inserciones conductoras | Señal estable, miniaturización, integración mejorada de componentes electrónicos. |
| Electrónica de Consumo | Marcos para teléfonos móviles, soportes para auriculares, accesorios portátiles inteligentes | Tuercas de metal, láminas de acero, inserciones de aluminio. | Ligero y de alta resistencia, cumple con la tendencia de aligerar el peso en la electrónica de consumo |
| Industrial | Engranajes, mangos de herramientas, válvulas de fluido | Bujes metálicos, insertos roscados, insertos resistentes al desgaste | Resistente al desgaste y a los impactos, la vida útil supera los 10⁶ ciclos |
Quiere ver exitoso insertar moldura de plástico ¿Estudios de caso en la misma industria? Comuníquese con JS Precision para conocer casos detallados de aplicaciones industriales y análisis de procesos.
¿Cómo seleccionar materiales para inserciones en moldeo por inyección?
La selección de materiales determina directamente el éxito o fracaso del inserto en un proyecto de moldeo por inyección. La diferencia significativa en los coeficientes de expansión térmica entre el metal y el plástico puede provocar fallas.
Sólo combinando adecuadamente los materiales se puede lograr el mejor rendimiento, garantizando un proceso de moldeo por inserción fluido y eficiente.
Materiales de inserción comunes y sus aplicaciones
- Latón: el más utilizado, con buena procesabilidad, apto para insertos roscados y terminales, con una conductividad térmica de 120 W/m·K.
- Acero inoxidable: resistente a la corrosión, apto para dispositivos médicos, piezas en contacto con alimentos, dureza HRC 35-45.
- Aleación de aluminio: liviana, adecuada para electrónica de consumo, que requiere tratamiento superficial para mejorar la unión.
- Cerámica: resistencia a altas temperaturas (>1000 ℃), aislamiento, apto para embalajes electrónicos.
Directrices para la selección de resinas plásticas
La selección de la resina plástica debe considerarse a la luz de los requisitos del producto.
- Para productos de vivienda, el ABS es una buena opción debido a su buena moldeabilidad.
- La PC es una buena opción para componentes de ventanas de precisión debido a su alta transparencia y resistencia al impacto.
- PA66 se puede utilizar para componentes estructurales que soportan carga porque es resistente al calor y al desgaste.
- LCP se puede utilizar para conectores electrónicos de precisión y alta fluidez.
Regla principal de coincidencia de expansión térmica
La diferencia entre los coeficientes de expansión térmica del plástico y el metal debe ser <50 × 10⁻⁶/℃, cumpliendo con la norma Norma ASTM D4060-18 . Si la diferencia es demasiado grande, es necesario utilizar estructuras para aliviar la tensión; por ejemplo, cuando se combina PA66 con latón, es necesaria una compensación del espesor de la pared.
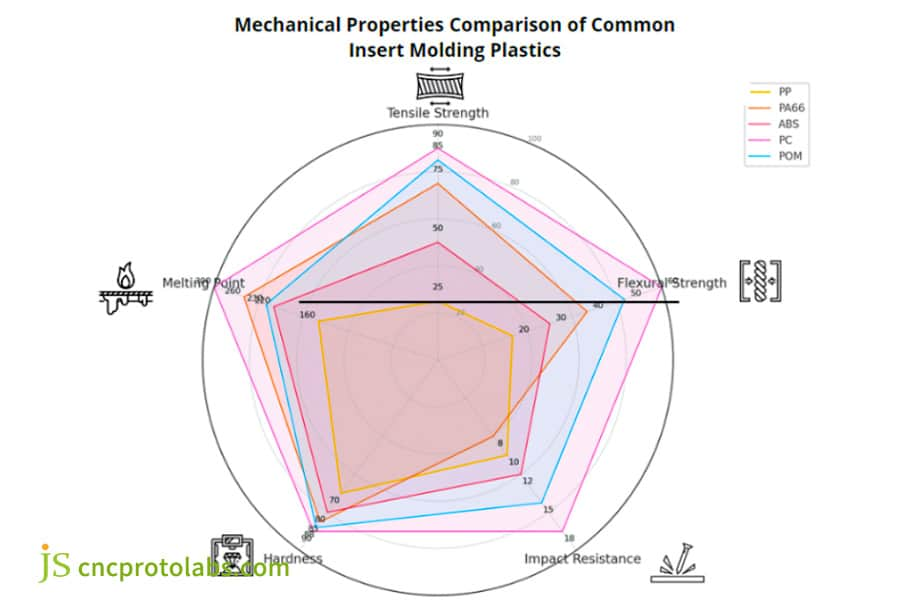
Figura 2: Un gráfico de radar que compara propiedades mecánicas clave, como la resistencia a la tracción y la dureza, de plásticos comunes para moldeo por inserción (PP, PA66, ABS, PC, POM).
Automatización y costos: ¿Cómo ampliar su producción de moldeo por inserción?
El costo inicial de los equipos automatizados de moldeo por insertos es bastante elevado (entre 500.000 y 1.500.000 dólares EE.UU.); sin embargo, una combinación con brazos robóticos y dispositivos de alineación de insertos puede mejorar considerablemente la eficiencia y reducir los costos. Seleccionar la solución adecuada en función de la capacidad de producción es muy importante para la producción en masa.
Los datos comparativos a nivel detallado para líneas de producción automatizadas de moldeo por inserción de varias escalas de capacidad de producción pueden ayudar a las empresas a elegir con precisión las soluciones adecuadas. A continuación se muestra un resumen de los datos básicos en varias dimensiones:
| Capacidad de producción | Inversión en Equipos (USD 10.000) | Tiempo de ciclo unitario (segundos) | Reducción del costo unitario (%) | Periodo de recuperación (meses) | Capacidad Anual (piezas) |
| Lote pequeño (<10.000 piezas) | 5-10 | 45-60 | 15-20 | 8-12 | 5.000-10.000 |
| Lote pequeño a mediano (10 000-50 000 piezas) | 10-30 | 30-45 | 30-45 | 12-15 | 10.000-50.000 |
| Lote mediano (50.000-100.000 piezas) | 30-50 | 20-30 | 25-35 | 15-18 | 50.000-100.000 |
| Lote grande (100.000-500.000 piezas) | 50-100 | 50-100 | 35-40 | 18-24 | 100.000-500.000 |
| Volumen ultraalto (>500.000 piezas) | 100-150 | 10-15 | 40-50 | 24-30 | Más de 500.000 |
Soluciones de automatización para diferentes volúmenes
- Pequeño volumen (<10,000 piezas/año): Colocación manual + inspección simple, inversión <100,000 USD, adecuado para producción de prueba y personalización de lotes pequeños.
- Volumen medio (10.000-100.000 piezas/año): Alimentador vibratorio + brazo robótico, inversión 300.000-500.000 USD, periodo de recuperación 12-18 meses.
- Alto volumen (>100.000 piezas/año): Línea de producción totalmente automatizada + inspección visual, inversión >1.000.000 USD, coste unitario reducido en un 40%.
Desglose de la estructura de costos de las molduras insertables
- Costo del molde: 3.000-15.000 USD/juego, lo que representa el 60 % de la inversión inicial. El acero para moldes de alta calidad puede producir entre 500.000 y 1.000.000 piezas.
- Costo del inserto: Latón insertos de moldeo por inyección cuesta $0. 02-$0,5 cada uno , las compras al por mayor pueden reducir los costos en un 30%.
- Costo del moldeo por inyección: la mano de obra + la amortización del equipo cuestan aproximadamente entre $ 5 y $ 15 por hora, la automatización puede reducir los costos en más del 50 %.
- Costo de inspección: la inspección por muestreo de CMM cuesta entre $10 y $20 por pieza , la inspección visual completa, después de la amortización, cuesta <$0. 1 por pieza.
Garantía de calidad en la producción automatizada
- En la inspección de moldes: los sensores de presión monitorean el estado de llenado, las fluctuaciones que superan el 5 % activan una alarma automática para evitar la escasez y el desbordamiento de material.
- Limpieza con soplado de aire: limpia la cavidad del molde antes de colocar el inserto para evitar que los residuos causen desviaciones en el posicionamiento.
- Inspección visual: la inspección en línea de la posición del inserto con una precisión de ±0,02 mm rechaza automáticamente los productos defectuosos.
¿Quiere construir su propia línea de producción automatizada de moldeo por inserción? Comuníquese con JS Precision para obtener una solución de producción automatizada personalizada adaptada a sus necesidades de capacidad y una cotización.
¿Cómo elegir el socio adecuado para su proyecto de moldura por inserción?
La calidad de la moldura con inserto está determinada por la fuerza de su socio. Al elegir un proveedor, no se concentre únicamente en el tonelaje de su equipo, sino que evalúe sus capacidades de integración de procesos y sus capacidades de servicio de extremo a extremo para respaldar la ejecución del proyecto.
Evaluación de capacidad técnica
Juzgue a un proveedor por sus capacidades técnicas, en particular su soporte DFM, sus habilidades de análisis de flujo de moldes y su control de precisión de producción en masa . Esto garantiza que el proveedor detecte los riesgos del proceso de manera temprana, prediga los problemas de producción y mantenga las tolerancias de posicionamiento de las plaquitas de manera consistente dentro de 0, 05 mm.
Sistema de Calidad y Certificaciones
- Requisito principal: La estandarización de la producción está garantizada mediante la certificación ISO 9001:2015.
- Normas de la industria: la certificación IATF 16949 es obligatoria para el sector automoción , mientras que la certificación ISO 13485 es la del sector médico.
- Documentación de Calidad: Incluye documentos de calidad como informes de primeros artículos, datos SPC, análisis Cpk, etc.
Resiliencia de la cadena de producción y suministro
- Tasa de fabricación de moldes: una empresa con una tasa de modificación de moldes superior al 80 % estará mejor preparada para ofrecer una respuesta más rápida y de bajo costo.
- Cadena de suministro de insertos: una cadena de suministro estable de insertos de moldeo por inyección puede ayudar a reducir los costos de adquisición.
- Flexibilidad de la capacidad de producción: permite pasar de 1 muestra a 100 unidades de producción de prueba a 100 000 unidades de producción en masa de manera muy eficiente.

Figura 3: Una colección de diversos componentes electrónicos negros y metálicos, como conectores y marcos, producidos mediante técnicas de moldeo por inserción.
Estudio de caso de JS Precision: ¡Reducción de costos del 28% para un proyecto de sensores automotrices alemán!
Desafío del proyecto
En un proveedor de automoción alemán de nivel 1 estaba utilizando el proceso convencional de "inserto de ajuste a presión + soldadura láser" para fabricar un sensor de velocidad de rueda ABS (que contiene dos insertos de moldeo por inyección de cobre).
El costo unitario de producción del sensor fue de $2,35 y la tasa de defectos llegó al 4,5%. El aflojamiento del inserto y la falla del sello fueron los principales modos de falla. El cliente quería reducir el costo del producto manteniendo al mismo tiempo la calificación de impermeabilidad ultra alta IP69K.
Solución personalizada
Tras la intervención de JS Precision, se realizaron tres cambios principales que ayudaron enormemente a resolver los problemas del proyecto, el diseño y las actualizaciones de procesos, centrándose principalmente en el proceso de moldeo por inserción:
1. Rediseño de DFM: la profundidad de moleteado del pasador de inserción de cobre se aumentó de 0,15 mm a 0,3 mm, mientras que también se introdujo la ranura anular antideslizante, se ajustó la ubicación de la compuerta para que la masa fundida no golpee directamente los pasadores de inserción y el análisis de flujo del molde indicó una disminución del 22 % en la presión de llenado.
2. Actualizaciones de procesos y equipos: se incorporó un sistema de colocación de insertos totalmente automatizado (alimentador vibratorio + robot de seis ejes) + máquina de moldeo por inyección de precisión, lo que ayudó a reducir el tiempo del ciclo de producción de una insertos en moldeo por inyección de 45 segundos a 28 segundos.
3. Optimización de materiales e inspección: el PBT-GF30 inicial fue reemplazado por DuPont Zytel. PA66-GF35, la resistencia de unión del inserto mejoró en un 35 %, el costo del material se redujo en un 8 % y el producto ahora está garantizado mediante inspección visual en línea + prueba de hermeticidad del 100 % al mismo tiempo.
Resultados del proyecto
- Ahorro de costos: el precio por unidad se redujo de $2,35 a $1,69, los gastos generales disminuyeron en un 28 %, lo que resultó en un ahorro de más de $300 000 por parte del cliente cada año.
- Avance de la calidad: el porcentaje de productos defectuosos se redujo del 4,5 % a menos del 0,7 %, lo que representa una disminución del 84 %, lo que llevó al cliente a obtener una exención de la inspección de calidad por parte de los OEM del usuario final.
- Aumento de la capacidad de producción: La capacidad de producción en un solo turno aumentó de 800 unidades a 1600 unidades, duplicando la capacidad para satisfacer los requisitos de suministro de gran volumen del cliente.
Si también desea reducir los costos del producto y mejorar la calidad mediante el moldeo por inserto, comuníquese con JS Precision de inmediato, envíe los requisitos de su producto y obtenga una solución de moldeo por inserto personalizada.
Figura 4: Un primer plano de un sensor de velocidad de rueda ABS completo con inserciones de pasadores de cobre incrustadas, un producto de estudio de caso de moldeo por inserción de precisión.
Preguntas frecuentes
P1: ¿Cuál es la diferencia entre moldura por inserción y sobremoldeado?
El moldeado por inserción es un método en el que se coloca un inserto de metal o cualquier otro tipo de material diferente en un molde y luego se inyecta plástico para crear una pieza única e integrada. El sobremoldeo es un método para inyectar un tipo de plástico encima de un plástico previamente moldeado.
P2: ¿Cuál es el espesor mínimo de pared para molduras insertables?
El espesor mínimo para la moldura de inserción depende del material. Por ejemplo, el LCP puede tener un grosor de hasta 0,3 mm, mientras que los materiales de uso general como ABS y PC deben tener ≥1,0 mm para evitar defectos de moldeo.
P3: ¿Cuál es la fuerza de extracción típica de los insertos?
Ejemplo: La inserción de latón moleteado M3 en PA66 genera fuerzas de extracción de 600-800 N, y las suaves solo de aproximadamente 100-200 N. El bloqueo mecánico puede aumentar drásticamente la fuerza de extracción.
P4: ¿La moldura de inserción provocará grietas en el plástico?
En realidad, las molduras insertadas pueden provocar grietas en los plásticos. Las razones principales son una importante discrepancia entre los coeficientes de expansión térmica del metal y el plástico y paredes muy delgadas. A simulación de flujo de molde Es necesario verificar y corregir estos problemas antes de la producción.
P5: ¿Cuál es la precisión de posicionamiento controlable de las plaquitas?
La precisión de posicionamiento del moldeo por inserción durante la producción en masa se puede mantener de manera confiable en ±0,05 mm , mientras que los moldes de alta precisión y la automatización pueden alcanzar ±0,02 mm.
P6: ¿Los insertos requieren precalentamiento?
El precalentamiento no es necesario para inserciones metálicas de pequeñas dimensiones. Sin embargo, para inserciones de gran tamaño (peso >10 g), es mejor precalentar a 100-150 ℃ para reducir la tensión dentro del material causada por el rápido enfriamiento del plástico.
P7: ¿Cuál es el tiempo típico del ciclo de moldeo por inserción?
La forma en que se colocan los insertos afecta el tiempo del ciclo de moldeo de insertos. Al colocarlo manualmente, se necesitan entre 45 y 60 segundos por pieza, mientras que las líneas de producción automatizadas pueden reducir este tiempo incluso a 20-30 segundos , lo que aumenta significativamente la producción.
P8: ¿Cuál es la vida útil de los moldes insertables?
La duración de los moldes para moldeo por inserción está determinada por el acero del molde. Los moldes S136 tratados térmicamente pueden fabricar entre 500.000 y 1.000.000 de piezas. El mantenimiento regular puede ayudar a prolongar su vida útil.
Resumen
El moldeo por inserción se ha convertido en una de las principales ventajas competitivas en industrias manufactureras de primer nivel como la automoción, la médica y la electrónica. Evita las restricciones del ensamblaje antiguo con moldeado integrado, lo que permite a las empresas reducir los costos y aumentar la calidad.
JS Precision es una empresa profesional de moldeo por inserción que ofrece servicios integrales que van desde el diseño hasta la producción en masa para mejorar la competitividad de su producto.
Póngase en contacto con JS Precision hoy ¡Para una evaluación DFM gratuita y un paquete de muestra de molduras insertables!

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

