

Moulage par insertion est une étape clé de la fabrication. Les ingénieurs sont souvent gênés par des problèmes tels qu'un post-assemblage compliqué, des coûts accrus et des connexions fragiles, tandis que les méthodes de fabrication conventionnelles ont du mal à équilibrer performances et efficacité.
Avec le moulage par insert, les pièces métalliques sont très étroitement fixées dans le plastique, ce qui les rend indissociables.
Cet article traite des bases ainsi que de l'utilisation de cette méthode. Lisez la suite pour savoir comment utiliser le moulage par insert pour réduire les coûts totaux et augmenter le pouvoir de tarification des produits.
Aperçu rapide des réponses principales
| Dimensions principales | Réponses clés | Valeur pour vous |
| L'essence de l'artisanat | L'insert métallique principal et l'injection plastique travaillent ensemble pour former un seul composant. L'utilisation d'inserts métalliques à l'intérieur du moule, puis l'injection de plastique autour d'eux est un processus qui produit un composant intégral. | Les processus d'assemblage sont supprimés, ce qui entraîne un raccourcissement de la chaîne d'approvisionnement, de la source à la fin. |
| Principaux avantages directs | Éliminer les tolérances d'assemblage, améliorer la résistance mécanique et réaliser une intégration multifonctionnelle . | Réduction globale du coût du produit de 15 à 30 % et amélioration de la fiabilité. |
| Clés de conception | Positionnement intégré fiable, épaisseur de paroi uniforme et structure de verrouillage mécanique. | Résiste aux fissures de contrainte dans la pièce, l'outil peut produire plus d'un million de pièces . |
| Domaines industriels | Capteurs de voiture, dispositifs médicaux portatifs, connecteurs pour appareils électroniques, appareils électroniques domestiques. | Répond exactement aux exigences de l’industrie, ce qui accélère le développement de produits. |
Points clés à retenir :
- Point d'inflexion des coûts : lorsque la production annuelle dépasse 50 000 pièces, le moulage par insert est 25 à 40 % moins cher que les coûts d'assemblage traditionnels.
- Seuil de précision : La tolérance pour l'emplacement de l'insert en termes de positionnement doit être maintenue à ±0. 05 mm, sinon un débordement ou un épuisement de l'insert peut se produire.
- Force de liaison : une profondeur de moletage comprise entre 0,2 et 0. 4 mm peuvent produire une force d'extraction supérieure à 500 N, ce qui est bien supérieur à celui des surfaces lisses.
- Impact sur le temps de cycle : grâce à l'automatisation du placement des inserts, le temps de cycle d'une seule pièce peut être contrôlé en 30 secondes, alors que le placement manuel nécessite plus de 45 secondes.
Pourquoi faire confiance à ce guide ? L'expérience de moulage par insert de JS Precision
Le moulage par insert constitue un changement crucial en matière de fabrication et de précision. Le déploiement de processus professionnels détermine dans une large mesure la qualité du produit final.
JS Precision est un expert en moulage d'inserts à long terme. Nous disposons d'une large gamme de machines de moulage par injection de précision de 30T à 350T inclus, de systèmes de placement d'inserts automatisés ainsi que d'un centre de test de haute précision Zeiss CMM.
En outre, nous avons fourni plus de 500 clients haut de gamme des secteurs automobile, médical et électronique avec plus de 2 000 projets de moulage d'inserts personnalisés, acquérant ainsi une connaissance approfondie et complète des défis de processus et des solutions de différentes industries.
Notre entreprise est un précurseur dans l'intégration de normes de processus visant à poursuivre une croissance élevée en se conformant pleinement aux ISO 13722-2017 "Spécifications techniques du moulage par insert en plastique." Ainsi, l’ensemble de notre processus, depuis la sélection des matériaux et la conception des moules jusqu’aux tests de production de masse, est conforme aux normes internationales faisant autorité.
En plus de cela, notre société possède une équipe d’analyse indépendante DFM et un laboratoire d’analyse des flux de moules. Nous avons ainsi pu anticiper plus de 80 % des risques du procédé , tels que le déplacement des plaquettes et la fissuration sous contrainte interne. De plus, nous avons réussi à réduire la fréquence des modifications des moules de 60 % par rapport à la moyenne de l'industrie.
Dans le même temps, nous avons innové dans les principales technologies de placement automatisé des inserts, avec une précision d'exécution du bras robotique atteignant ± 0,02 mm, ce qui est conforme aux exigences de la production de masse pour le moulage d'inserts de haute précision.
Auparavant, JS Precision a résolu des problèmes majeurs de l'industrie tels que les inserts de capteurs desserrés et la défaillance des joints pour un fournisseur automobile européen de niveau 1 internationalement reconnu, réduisant finalement le taux de défauts des produits de 4,5 % à moins de 0,7 %.
En outre, nous avons facilité la production de poignées chirurgicales pour dispositifs médicaux grâce au moulage d’une seule pièce, qui répond aux exigences très strictes de la certification médicale ISO 13485. Ces cas marquent non seulement notre expertise technique mais aussi notre capacité à résoudre des problèmes dans le domaine du moulage par insert.
Si vous rencontrez des difficultés avec la conception du processus de moulage d'inserts, le contrôle des coûts ou la mise en œuvre d'une production de masse, contactez immédiatement les ingénieurs de JS Precision pour une évaluation gratuite du processus de moulage d'inserts. Laissez notre équipe de professionnels éliminer tous les obstacles techniques à votre projet.
Qu’est-ce que le processus de moulage par insert exactement et comment fonctionne-t-il ?
Le processus de moulage d'insert transforme essentiellement deux étapes de fabrication après l'assemblage et le moulage en une seule étape, en intégrant un insert directement dans le moule. L'insert (généralement en métal) est placé à l'intérieur de la cavité du moule, du plastique fondu est injecté dessus et, après refroidissement et solidification, le plastique et l'insert deviennent un seul produit intégré.
Le produit moulé combine les meilleures caractéristiques du plastique et du métal. Ainsi, l'apprentissage processus de moulage d'inserts peut conduire à une amélioration du rendement du produit.
Les trois phases de base du processus de moulage par insert
- Placement de l'insert : placez et positionnez l'insert métallique (par exemple, des manchons filetés en cuivre ou des broches conductrices) dans la cavité du moule, manuellement ou mécaniquement, la tolérance de positionnement devant être contrôlée à moins de 0,05 mm.
- Injection plastique : Une fois le moule fermé, la machine de moulage par injection injectera le plastique fondu à 200-300 ℃ et à haute pression, enveloppant entièrement l'insert dans du plastique.
- Refroidissement et retrait : Une fois le plastique refroidi et durci pendant 15 à 30 secondes, le moule est ouvert et la pièce est retirée tandis que l'insert est encore intégré , formant une seule unité.
Placement manuel ou automatisé des inserts
- Placement manuel : généralement réalisable pour les opérations en petit volume avec une production annuelle de <5 000 pièces. Faible investissement en équipement, mais temps de cycle long, faible efficacité et sujet aux erreurs de positionnement.
- Placement automatisé : alimenté par un alimentateur vibrant + actionné par un robot à six axes, avec un cycle de positionnement de 3 à 5 secondes/pièce et une précision de ± 0,02 mm, adapté à une production à grand volume et de haute précision.
Vous voulez savoir si votre produit est mieux adapté au moulage d’inserts manuel ou automatisé ? Soumettez vos dessins de produits à JS Precision pour obtenir des solutions de processus et des calculs de capacité gratuits.
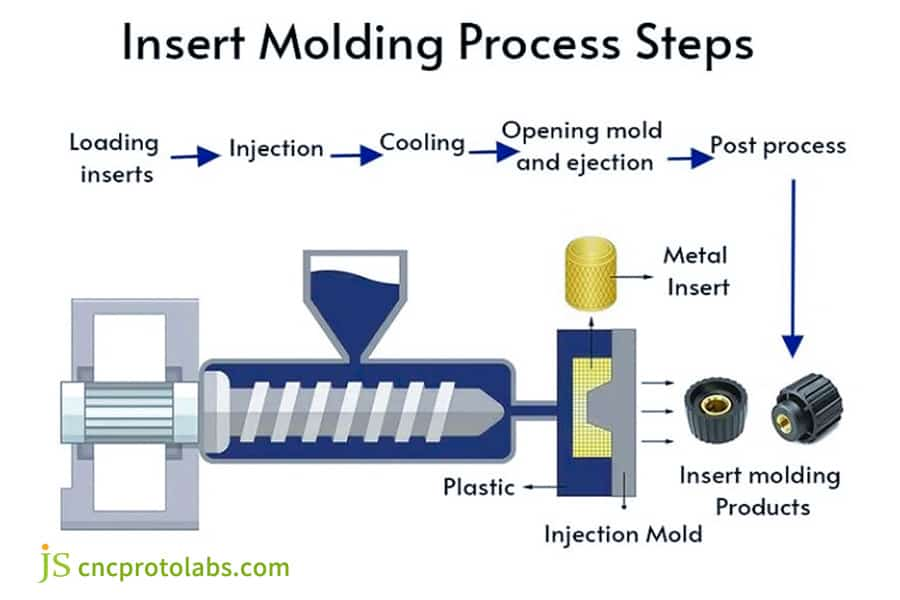
Figure 1 : Un organigramme détaillant les étapes du processus de moulage d'inserts, y compris le chargement des inserts, l'injection, le refroidissement, l'ouverture du moule et le post-traitement.
Pourquoi choisir le moulage par injection par insert plutôt que l'assemblage traditionnel ?
Face aux problèmes d'assemblage complexe, de coût élevé et de taux de défauts élevé, le moulage par injection d'inserts peut former plusieurs inserts de moulage par injection dans un seul moule, éliminant ainsi plusieurs processus. Un processus de moulage d’inserts standardisé est essentiel.
Cinq avantages fondamentaux
Moulage par injection d'inserts offre non seulement des avantages essentiels significatifs, tels que l'obtention d'un ajustement sans jeu et une réduction du coût unitaire de 15 à 30 %, mais sa conception de verrouillage mécanique donne également à l'insert une force d'extraction bien supérieure à celle du collage.
En outre, il offre les moyens d’une intégration fonctionnelle et d’une liberté de conception accrue, qui peuvent être adaptées aux exigences de production complexes.
Quand le moulage par insert est-il rentable ?
- Point d'inflexion de la production : lorsque les besoins de production annuels sont > 5 000 unités, le coût unitaire du moulage par insert après amortissement des coûts sera inférieur à celui de l'assemblage traditionnel.
- Point d'inflexion de la complexité : lorsque le nombre d'inserts est ≥ 3 ou nécessite un positionnement multidirectionnel, les avantages d'efficacité et de qualité du moulage unique dans le moule sont très évidents.
Quelles sont les règles de conception essentielles pour un moulage réussi d’inserts en plastique ?
La réalisation de moulage d'insert en plastique les entreprises dépendent de la gestion diligente des points fins de la conception. Une mauvaise conception peut être à l’origine d’un déplacement de l’insert, de fissures du plastique et de plusieurs autres problèmes. De bonnes pratiques de conception DFM peuvent même conduire à une réduction de plus de 50 % des délais de modification des moules.
Prévention de la déformation et du déplacement des inserts
La prévention de la déformation et du déplacement des inserts dépend d’une conception très soignée. La tolérance du diamètre de la broche de positionnement doit être maintenue à moins de 0,01 mm. Les inserts à parois minces nécessitent également des broches de support supplémentaires.
Dans le même temps, il convient d'utiliser le logiciel Moldflow pour déterminer l'emplacement optimal de la porte et éviter les problèmes d'impact de la fonte.
Optimisation de l'épaisseur et du retrait des parois
Il est nécessaire d’optimiser l’épaisseur et le retrait des parois et de suivre la règle de l’épaisseur uniforme des parois. Autour de l'insert, une épaisseur de paroi en plastique de 1,5 à 3,0 mm est recommandée. Aux points de changement soudain de l’épaisseur de la paroi , les transitions doivent être progressives.
Dans le même temps, l’analyse du flux de moule peut être utilisée pour compenser le retrait et aider à conserver la forme du produit.
Améliorer la force de liaison grâce à des caractéristiques mécaniques
- Conception de moletage : une profondeur de moletage diamant de 0,2 à 0,4 mm peut améliorer considérablement la force d'extraction de l'insert de 3 à 5 fois.
- Conception de rainure et de bossage : le verrouillage mécanique est formé de rainures annulaires d' une largeur ≥1 mm et d'une profondeur ≥0,3 mm, ce qui entraîne également une augmentation de la force de liaison.
- Conception de la structure anti-rotation : le bord extérieur de l'insert est chanfreiné ou aplati pour empêcher la rotation sous couple.
Quelles sont les applications les plus courantes du moulage de plastique par insert ?
Le moulage par insert de plastique est aujourd’hui un procédé industriel largement utilisé, notamment dans les domaines de l’automobile, du médical et de l’électronique. Il permet d'équilibrer la précision, la robustesse et l'efficacité à la hauteur des exigences d'une fabrication de luxe, sans compter que la gamme de ses applications ne cesse de croître.
Applications typiques du moulage de plastique par insert dans diverses industries
| Industrie | Produits typiques | Type d'insertion | Valeur fondamentale |
| Automobile | Capteurs de vitesse de roue, pompes à huile, connecteurs électriques | Goupilles en cuivre, manchons en laiton, arbres en acier | Résistance aux vibrations, performances d'étanchéité IP67+, adaptable aux conditions automobiles complexes |
| Médical | Poignées chirurgicales, porte-aiguilles de seringue, équipement de diagnostic | Pièces en acier inoxydable , Inserts en céramique | Sans couture, facile à stériliser, conforme à la certification médicale ISO 13485 |
| Électronique | Connecteurs USB, antennes, boîtiers de capteurs | Bornes en cuivre, tôles d'acier, inserts conducteurs | Signal stable, miniaturisation, intégration améliorée des composants électroniques |
| Electronique grand public | Cadres de téléphones portables, supports pour écouteurs, accessoires portables intelligents | Écrous métalliques, tôles d'acier, inserts en aluminium | Léger et haute résistance, répond à la tendance de légèreté dans l'électronique grand public |
| Industriel | Engrenages, poignées d'outils, vannes de fluide | Bagues métalliques, inserts filetés, inserts résistants à l'usure | Résistant à l'usure, résistant aux chocs, durée de vie supérieure à 10⁶ cycles |
Vous voulez voir avec succès insérer un moulage en plastique des études de cas dans le même secteur ? Contactez JS Precision pour des cas d’application industriels détaillés et une analyse des processus.
Comment sélectionner les matériaux pour les inserts dans le moulage par injection ?
La sélection des matériaux détermine directement le succès ou l’échec de l’insert dans le projet de moulage par injection. La différence significative des coefficients de dilatation thermique entre le métal et le plastique peut entraîner une défaillance.
Ce n'est qu'en faisant correspondre correctement les matériaux que l'on peut obtenir les meilleures performances, garantissant un processus de moulage d'inserts fluide et efficace.
Matériaux d'insertion courants et leurs applications
- Laiton : le plus couramment utilisé, avec une bonne aptitude au traitement, adapté aux inserts filetés et aux bornes, avec une conductivité thermique de 120 W/m·K.
- Acier inoxydable : résistant à la corrosion, adapté aux dispositifs médicaux, pièces en contact alimentaire, dureté HRC 35-45.
- Alliage d'aluminium : léger, adapté à l'électronique grand public, nécessitant un traitement de surface pour améliorer la liaison.
- Céramique : résistance aux hautes températures (>1000 ℃), isolation, adaptée aux emballages électroniques.
Directives de sélection des résines plastiques
Le choix de la résine plastique doit être envisagé à la lumière des exigences du produit.
- Pour les produits de construction, l'ABS est un bon choix en raison de sa bonne aptitude au moulage.
- Le PC est un bon choix pour les composants de fenêtres de précision en raison de sa grande transparence et de sa résistance aux chocs.
- Le PA66 peut être utilisé pour les composants structurels porteurs car il est résistant à la chaleur et à l’usure.
- Le LCP peut être utilisé pour les connecteurs électroniques de précision et à haute fluidité.
Règle principale de correspondance de dilatation thermique
La différence entre les coefficients de dilatation thermique du plastique et du métal doit être <50×10⁻⁶/℃, conforme à la norme ASTM D4060-18 . Si la différence est trop élevée, des structures de réduction des contraintes doivent être utilisées. Par exemple, lorsque le PA66 est associé au laiton, une compensation de l'épaisseur de paroi est nécessaire.
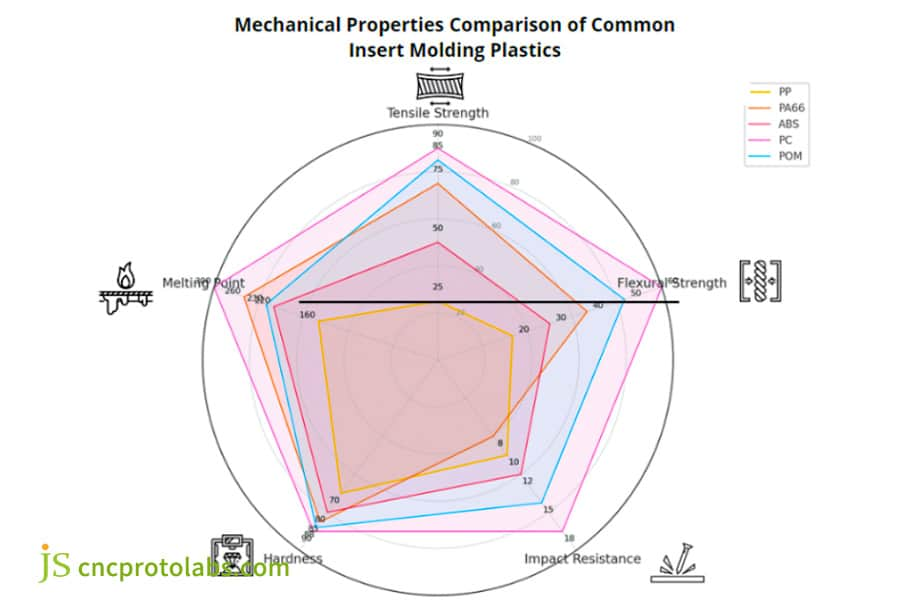
Figure 2 : Un graphique radar comparant les propriétés mécaniques clés telles que la résistance à la traction et la dureté des plastiques courants pour le moulage d'inserts (PP, PA66, ABS, PC, POM).
Automatisation et coûts : comment augmenter votre production de moulage par insert ?
Le coût initial de l'équipement de moulage d'inserts automatisé est assez élevé (500 000 à 1 500 000 $ US) , cependant, une combinaison avec des bras robotisés et des dispositifs d'alignement d'inserts peut considérablement améliorer l'efficacité et réduire les coûts. La sélection de la solution appropriée en fonction de la capacité de production est très importante pour la production de masse.
Des données comparatives à un niveau détaillé pour les lignes de production automatisées de moulage d'inserts de différentes échelles de capacité de production peuvent aider les entreprises à choisir avec précision les solutions appropriées. Vous trouverez ci-dessous un résumé des données de base dans diverses dimensions :
| Capacité de production | Investissement en équipement (10 000 USD) | Temps de cycle unitaire (secondes) | Réduction du coût unitaire (%) | Période de récupération (mois) | Capacité annuelle (pièces) |
| Petit lot (<10 000 pièces) | 5-10 | 45-60 | 15-20 | 8-12 | 5 000 à 10 000 |
| Lot petit à moyen (10 000 à 50 000 pièces) | 10-30 | 30-45 | 30-45 | 12-15 | 10 000 à 50 000 |
| Lot moyen (50 000 à 100 000 pièces) | 30-50 | 20-30 | 25-35 | 15-18 | 50 000-100 000 |
| Grand lot (100 000 à 500 000 pièces) | 50-100 | 50-100 | 35-40 | 18-24 | 100 000-500 000 |
| Volume ultra élevé (>500 000 pièces) | 100-150 | 10-15 | 40-50 | 24-30 | Plus de 500 000 |
Solutions d'automatisation pour différents volumes
- Petit volume (<10 000 pièces/an) : placement manuel + inspection simple, investissement <100 000 USD, adapté à la production d'essai et à la personnalisation de petits lots.
- Volume moyen (10 000-100 000 pièces/an) : Alimentateur vibrant + bras robotisé, investissement 300 000-500 000 USD, délai d'amortissement 12-18 mois.
- Grand volume (>100 000 pièces/an) : Ligne de production entièrement automatisée + inspection vision, investissement >1 000 000 USD, coût unitaire réduit de 40%.
Répartition de la structure des coûts du moulage par insert
- Coût du moule : 3 000 à 15 000 USD/ensemble, représentant 60 % de l'investissement initial, l'acier pour moules de haute qualité peut produire 500 000 à 1 000 000 de pièces.
- Coût de l'insertion : Laiton inserts de moulage par injection coûte 0 $. 02-0,5 $ chacun , les achats en gros peuvent réduire les coûts de 30 %.
- Coût du moulage par injection : la main-d'œuvre + l'amortissement de l'équipement coûte environ 5 à 15 $ par heure, l'automatisation peut réduire les coûts de plus de 50 %.
- Coût d'inspection : l'inspection par échantillonnage CMM coûte entre 10 $ et 20 $ par pièce , l'inspection visuelle complète, après amortissement, coûte < 0 $. 1 par pièce.
Assurance qualité dans la production automatisée
- Lors de l'inspection des moules : des capteurs de pression surveillent l'état de remplissage, les fluctuations supérieures à 5 % déclenchent une alarme automatique pour éviter les pénuries et les débordements de matériaux.
- Nettoyage par soufflage d'air : nettoie la cavité du moule avant le placement de l'insert pour empêcher les débris de provoquer des écarts de positionnement.
- Inspection visuelle : l'inspection en ligne de la position de l'insert avec une précision de ± 0,02 mm rejette automatiquement les produits défectueux.
Vous souhaitez construire votre propre ligne de production automatisée de moulage d’inserts ? Contactez JS Precision pour une solution de production automatisée personnalisée adaptée à vos besoins en capacité et un devis.
Comment choisir le bon partenaire pour votre projet de moulage par insert ?
La qualité du moulage par insert est déterminée par la force de votre partenaire. Lors du choix d'un fournisseur, ne vous concentrez pas uniquement sur le tonnage de son équipement, mais évaluez plutôt ses capacités d'intégration de processus et ses capacités de service de bout en bout pour soutenir l'exécution du projet.
Évaluation des capacités techniques
Jugez un fournisseur sur ses capacités techniques, en particulier son support DFM, ses compétences en analyse de flux de moule et son contrôle de précision de la production de masse . Ceux-ci garantissent que le fournisseur détecte rapidement les risques liés au processus, prédit les problèmes de production et maintient des tolérances de positionnement des plaquettes de manière constante à moins de 0,05 mm.
Système qualité et certifications
- Exigence fondamentale : La normalisation de la production est garantie par la certification ISO 9001 : 2015.
- Normes industrielles : la certification IATF 16949 est obligatoire pour le secteur automobile , alors que la certification ISO 13485 est celle du secteur médical.
- Documentation qualité : comprend des documents de qualité tels que les rapports du premier article, les données SPC, l'analyse Cpk, etc.
Résilience de la production et de la chaîne d’approvisionnement
- Taux de fabrication de moules : Une entreprise avec un taux de modification de moule > 80 % sera mieux placée pour fournir un délai d’exécution plus rapide et un faible coût.
- Chaîne d'approvisionnement des inserts : une chaîne d'approvisionnement stable en inserts de moulage par injection peut aider à réduire les coûts d'approvisionnement.
- Flexibilité de la capacité de production : permet de passer de 1 échantillon à 100 unités de production d’essai à 100 000 unités de production de masse de manière très efficace.

Figure 3 : Une collection de divers composants électroniques noirs et métalliques, tels que des connecteurs et des cadres, produits à l'aide de techniques de moulage par insert.
Étude de cas JS Precision : réduction des coûts de 28 % pour un projet de capteur automobile allemand !
Défi du projet
Chez le fournisseur automobile allemand de niveau 1, on utilisait le procédé conventionnel « ajustement par pression + soudage laser » pour fabriquer un capteur de vitesse de roue en ABS (qui contient deux inserts de moulage par injection de cuivre).
Le coût de production unitaire du capteur était de 2,35 $ et le taux de défauts atteignait 4,5 %. Le desserrage des inserts et la rupture du joint étaient les principaux modes de défaillance. Le client souhaitait que le coût du produit soit réduit tout en conservant l'indice d'étanchéité ultra élevé IP69K.
Solution personnalisée
Suite à l'intervention de JS Precision, trois changements principaux ont été apportés qui ont grandement contribué à résoudre les problèmes du projet, la conception et les mises à niveau des processus se concentrant principalement sur le processus de moulage d'inserts :
1. Refonte du DFM : la profondeur de moletage de la broche d'insertion en cuivre a été augmentée de 0,15 mm à 0,3 mm, tandis qu'une rainure annulaire antidérapante a également été introduite, l'emplacement de la porte a été ajusté de manière à ce que la matière fondue ne heurte pas directement les broches d'insertion, et l'analyse du flux de moule a indiqué une diminution de 22 % de la pression de remplissage.
2. Mises à niveau des processus et des équipements : un système de placement d'inserts entièrement automatisé (alimentateur vibrant + robot à six axes) + une machine de moulage par injection de précision ont été introduits, contribuant ainsi à réduire le temps de cycle de production d'un inserts en moulage par injection de 45 secondes à 28 secondes.
3. Optimisation des matériaux et de l'inspection : Le PBT-GF30 initial a été remplacé par DuPont Zytel. PA66-GF35, la force de liaison des inserts a été améliorée de 35 %, le coût des matériaux a été réduit de 8 % et le produit est également désormais garanti par une inspection visuelle en ligne + un test d'étanchéité à l'air à 100 % en même temps.
Résultats du projet
- Économies de coûts : le prix unitaire a été réduit de 2,35 $ à 1,69 $, les dépenses globales ont diminué de 28 %, ce qui a permis au client d'économiser plus de 300 000 $ chaque année.
- Amélioration de la qualité : le pourcentage de produits défectueux est passé de 4,5 % à moins de 0,7 %, soit une diminution de 84 %, ce qui a conduit le client à obtenir une dispense de l'inspection de qualité de la part des équipementiers utilisateurs finaux.
- Augmentation de la capacité de production : la capacité de production en une seule équipe est passée de 800 unités à 1 600 unités, doublant ainsi la capacité de satisfaire les besoins d'approvisionnement en gros volumes du client.
Si vous souhaitez également réduire les coûts des produits et améliorer la qualité grâce au moulage par insert, contactez immédiatement JS Precision, soumettez vos exigences en matière de produit et obtenez une solution de moulage par insert personnalisée.
Figure 4 : Gros plan d'un capteur de vitesse de roue ABS terminé avec des inserts de broches en cuivre intégrés, un produit d'étude de cas de moulage d'inserts de précision.
FAQ
Q1 : Quelle est la différence entre le moulage par insert et le surmoulage ?
Le moulage par insert est une méthode dans laquelle vous placez un insert en métal ou tout autre type de matériau différent dans un moule , puis injectez du plastique pour fabriquer une seule pièce intégrée. Le surmoulage est une méthode d'injection d'un type de plastique sur un plastique préalablement moulé.
Q2 : Quelle est l’épaisseur de paroi minimale pour le moulage par insertion ?
L'épaisseur minimale du moulage par insert dépend du matériau. Par exemple, le LCP peut être aussi fin que 0,3 mm, alors que les matériaux à usage général comme l'ABS et le PC doivent être ≥ 1,0 mm pour éviter les défauts de moulage.
Q3 : Quelle est la force d’extraction typique des inserts ?
Exemple : L'insertion du laiton moleté M3 dans le PA66 entraîne des forces d'extraction de 600 à 800 N, et les forces de lissage ne sont que d'environ 100 à 200 N. Le verrouillage mécanique peut augmenter considérablement la force d’extraction.
Q4 : Le moulage par insertion provoquera-t-il des fissures dans le plastique ?
En fait, le moulage par insert peut entraîner des fissures dans les plastiques. Les principales raisons sont un décalage important entre les coefficients de dilatation thermique du métal et du plastique et des parois très fines. UN simulation de flux de moule est nécessaire pour vérifier et corriger ces problèmes avant la production.
Q5 : Quelle est la précision de positionnement contrôlable pour les inserts ?
La précision du positionnement du moulage par insertion pendant la production de masse peut être maintenue de manière fiable à ± 0,05 mm , tandis que les moules de haute précision et l'automatisation peuvent atteindre ± 0,02 mm.
Q6 : Les inserts nécessitent-ils un préchauffage ?
Le préchauffage n'est pas nécessaire pour les inserts métalliques de petites dimensions. Cependant, pour les inserts de grande taille (poids >10g), il est préférable de préchauffer à 100-150℃ afin de réduire les contraintes à l'intérieur du matériau causées par le refroidissement rapide du plastique.
Q7 : Quelle est la durée typique du cycle de moulage d’inserts ?
La façon dont les inserts sont placés affecte la durée du cycle de moulage des inserts. En plaçant manuellement, cela prend environ 45 à 60 secondes par pièce, tandis que les lignes de production automatisées peuvent réduire ce délai à 20 à 30 secondes , augmentant ainsi considérablement le rendement.
Q8 : Quelle est la durée de vie des moules à insérer ?
La durée de vie des moules de moulage par insert est déterminée par l'acier du moule. Les moules S136 traités thermiquement sont capables de fabriquer de 500 000 à 1 000 000 de pièces. Un entretien régulier peut contribuer à prolonger leur durée de vie.
Résumé
Le moulage par insertion est devenu l'un des principaux avantages concurrentiels dans les industries manufacturières de haut niveau telles que l'automobile, le médical et l'électronique. Il contourne les restrictions de l'ancien assemblage grâce au moulage intégré, permettant aux entreprises de réduire les coûts et d'augmenter la qualité.
JS Precision est une entreprise professionnelle de moulage d'inserts qui propose des services complets allant de la conception à la production de masse afin d'améliorer la compétitivité de votre produit.
Contactez JS Précision dès aujourd’hui pour une évaluation DFM gratuite et un pack d'échantillons de moulage par insertion !

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

