

إدراج صب هي مرحلة رئيسية في التصنيع. غالبًا ما ينزعج المهندسون من مشكلات مثل التجميع اللاحق المعقد، وزيادة التكاليف، والوصلات الواهية، بينما تواجه أساليب التصنيع التقليدية صعوبة في تحقيق التوازن بين الأداء والكفاءة.
مع إدراج الأجزاء المعدنية يتم تثبيتها بإحكام شديد في البلاستيك مما يجعلها غير قابلة للفصل.
تتناول هذه المقالة الأساسيات وكذلك استخدام هذه الطريقة. تابع القراءة لمعرفة كيفية استخدام قالب الإدخال لخفض التكاليف الإجمالية وزيادة قوة تسعير المنتج.
نظرة عامة سريعة على الإجابات الأساسية
| الأبعاد الأساسية | الإجابات الرئيسية | قيمة بالنسبة لك |
| جوهر الحرفية | يعمل الإدخال الرئيسي وحقن البلاستيك معًا لتشكيل مكون واحد. إن استخدام الإدخالات المعدنية داخل القالب ثم حقن البلاستيك حولها هي عملية تنتج مكونًا متكاملاً. | تتم إزالة عمليات التجميع مما يؤدي إلى تقصير سلسلة التوريد من المصدر إلى النهاية. |
| الفوائد المباشرة الرئيسية | القضاء على تفاوتات التجميع وتعزيز القوة الميكانيكية وتحقيق التكامل متعدد الوظائف . | خفض تكلفة المنتج الإجمالية بنسبة 15-30% وتعزيز الموثوقية. |
| مفاتيح التصميم | موضع مدمج موثوق به، سمك جدار موحد، وهيكل قفل ميكانيكي. | مقاومة شقوق الإجهاد في الجزء، يمكن للأداة إنتاج أكثر من مليون قطعة . |
| مجالات الصناعة | أجهزة استشعار السيارات، الأجهزة الطبية المحمولة، موصلات للإلكترونيات، الأجهزة الإلكترونية المنزلية. | يناسب تمامًا متطلبات الصناعة مما يؤدي إلى تسريع تطوير المنتج. |
الوجبات السريعة الرئيسية:
- نقطة انعطاف التكلفة: عندما يتجاوز الإنتاج السنوي 50000 قطعة، تكون عملية التشكيل الداخلي أرخص بنسبة 25-40% من تكاليف التجميع التقليدية.
- عتبة الدقة: يجب الحفاظ على التسامح مع موقع الإدخال من حيث تحديد الموضع ضمن ±0. 05 مم، إذا لم يكن الأمر كذلك، فقد يحدث تجاوز أو نفاد الإدخال.
- قوة السندات: عمق التخريش في حدود 0.2-0. 4 مم يمكن أن ينتج قوة سحب أعلى من 500 نيوتن، وهي أكبر بكثير من قوة الأسطح الملساء.
- تأثير وقت الدورة: مع التشغيل الآلي في وضع الإدخال، يمكن التحكم في وقت دورة قطعة واحدة خلال 30 ثانية، بينما يتطلب الوضع اليدوي أكثر من 45 ثانية.
لماذا تثق بهذا الدليل؟ تجربة صب إدراج الدقة JS
يعد صب الإدخال تغييرًا محوريًا في التصنيع والدقة. يحدد نشر العملية الاحترافية إلى حد كبير جودة المنتج النهائي.
JS Precision هي شركة متخصصة في قوالب الإدخال على المدى الطويل. لدينا مجموعة واسعة من آلات القولبة بالحقن الدقيقة من 30T إلى 350T، وأنظمة وضع الإدخال الآلي جنبًا إلى جنب مع مركز اختبار Zeiss CMM عالي الدقة.
بالإضافة إلى ذلك، قمنا بتزويد أكثر من 500 عميل من أفضل العملاء في صناعات السيارات والطبية والإلكترونية بأكثر من 2000 مشروع قوالب إدراج مخصصة، وبالتالي اكتساب معرفة عميقة وشاملة حول تحديات العمليات والحلول لمختلف الصناعات.
نحن شركة رائدة في تضمين معايير العملية لمتابعة النمو المرتفع من خلال الامتثال الكامل لها ايزو 13722-2017 "المواصفات الفنية لقوالب إدراج البلاستيك." وبالتالي، فإن عمليتنا بأكملها بدءًا من اختيار المواد وتصميم القالب إلى اختبار الإنتاج الضخم تتماشى مع المعايير الموثوقة الدولية.
بالإضافة إلى ذلك، تمتلك الشركة فريق تحليل مستقل في سوق دبي المالي ومختبرًا لتحليل تدفق القالب. ولذلك فقد تمكنا من توقع أكثر من 80% من مخاطر العملية ، مثل إزاحة الإدخال والتشقق الناتج عن الإجهاد الداخلي. كما تمكنا من تقليل تكرار تعديلات القالب بنسبة 60% مقارنة بمتوسط الصناعة.
في الوقت نفسه، قمنا بابتكار التقنيات الرئيسية لوضع الإدخال الآلي، مع دقة تنفيذ الذراع الآلي التي تصل إلى ±0.02 مم، وهو ما يتوافق مع متطلبات الإنتاج الضخم لقولبة الإدخال عالية الدقة.
في السابق، عالجت JS Precision مشكلات الصناعة الرئيسية مثل إدخالات المستشعر غير المستقرة وفشل الختم لمورد سيارات أوروبي معترف به دوليًا من المستوى 1، مما أدى أخيرًا إلى خفض معدل عيوب المنتج من 4.5% إلى أقل من 0.7%.
إلى جانب ذلك، قمنا بتسهيل إنتاج المقابض الجراحية للأجهزة الطبية من خلال قولبة قطعة واحدة، والتي تلبي المتطلبات الصارمة للغاية لشهادة ISO 13485 الطبية. لا تمثل هذه الحالات خبرتنا الفنية فحسب، بل تشير أيضًا إلى قدرتنا على حل المشكلات في مجال صب القوالب.
إذا كنت تواجه صعوبة في تصميم عملية التشكيل بالإدراج، أو التحكم في التكاليف، أو تنفيذ الإنتاج الضخم، فاتصل بمهندسي JS Precision على الفور للحصول على تقييم مجاني لعملية التشكيل بالإدراج. اسمح لفريقنا المحترف بإزالة أي عقبات فنية لمشروعك.
ما هي بالضبط عملية صب الإدراج وكيف تعمل؟
تعمل عملية التشكيل بالإدخال بشكل أساسي على تحويل خطوتين من خطوات التصنيع إلى التجميع والقولبة في خطوة واحدة فقط، عن طريق دمج الإدخال مباشرة في القالب. يتم وضع الملحق (عادةً المعدن) داخل تجويف القالب، ويتم حقن البلاستيك المنصهر فوقه، وبعد التبريد والتصلب، يصبح البلاستيك والإدخال منتجًا واحدًا متكاملاً.
يجمع المنتج الموجود في القالب بين أفضل ميزات البلاستيك والمعدن. وهكذا التعلم عملية صب الإدراج يمكن أن يؤدي إلى تحسين إنتاجية المنتج.
المراحل الأساسية الثلاث لعملية صب الإدراج
- موضع الإدخال: ضع وضبط موضع الإدخال المعدني (على سبيل المثال، الأكمام النحاسية الملولبة أو المسامير الموصلة) في تجويف القالب إما يدويًا أو ميكانيكيًا، ويتم التحكم في تسامح الموضع في حدود 0.05 مم.
- حقن البلاستيك: بمجرد إغلاق القالب، فإن آلة قولبة الحقن سوف تقوم بحقن البلاستيك المنصهر عند درجة حرارة 200-300 درجة مئوية وضغط عالي، مما يؤدي إلى تغليف الإدخال بالكامل بالبلاستيك.
- التبريد والإزالة: بمجرد تبريد البلاستيك وتصلبه لمدة 15-30 ثانية، يتم فتح القالب ويتم إخراج الجزء بينما لا يزال الإدخال مدمجًا لتكوين وحدة واحدة.
وضع الإدخال اليدوي مقابل وضع الإدخال الآلي
- التنسيب اليدوي: يكون ممكنًا بشكل عام للتشغيل بكميات صغيرة بإنتاج سنوي يقل عن 5000 قطعة. انخفاض الاستثمار في المعدات، ولكن دورة زمنية طويلة، وكفاءة منخفضة، وعرضة لأخطاء تحديد المواقع.
- التنسيب الآلي: يتم تغذيته بواسطة وحدة تغذية اهتزازية + يتم تشغيله بواسطة روبوت ذو ستة محاور، مع دورة تحديد موضع تتراوح من 3 إلى 5 ثوانٍ/قطعة ودقة تبلغ ±0.02 مم، وهو مناسب لإنتاج كبير الحجم وعالي الدقة.
هل تريد معرفة ما إذا كان منتجك مناسبًا بشكل أفضل لقولبة الإدخال اليدوية أو الآلية؟ قم بإرسال رسومات المنتج الخاص بك إلى JS Precision للحصول على حلول العمليات وحسابات السعة مجانًا.
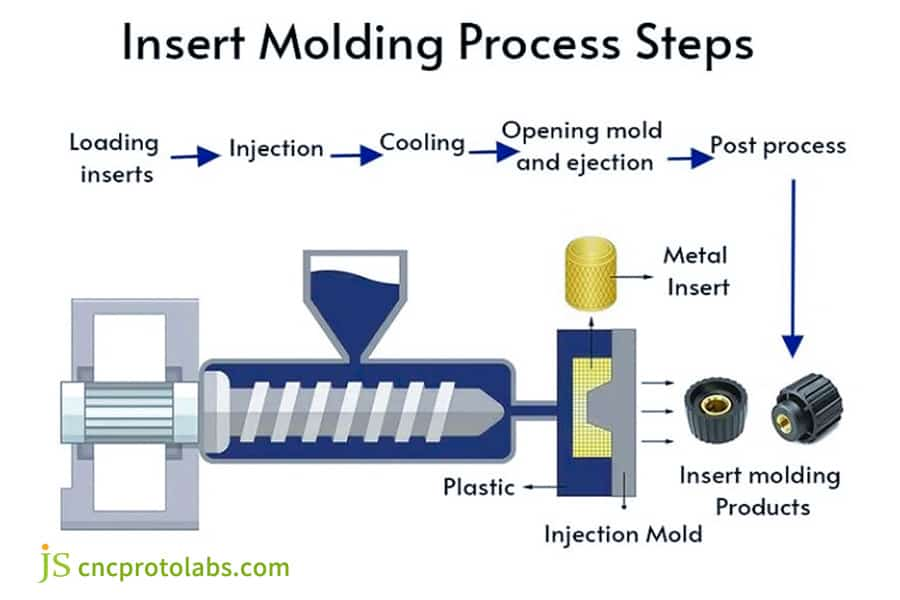
الشكل 1: مخطط انسيابي يوضح بالتفصيل خطوات عملية صب الإدراج، بما في ذلك تحميل الإدخالات، والحقن، والتبريد، وفتح القالب، وما بعد المعالجة.
لماذا تختار إدراج حقن صب على التجميع التقليدي؟
في مواجهة مشاكل التجميع المعقد، والتكلفة العالية، ومعدل العيوب المرتفع، يمكن لقولبة الحقن المُدخلة أن تشكل إدراجات قولبة حقن متعددة في قالب واحد، مما يلغي العمليات المتعددة. تعتبر عملية صب الإدراج الموحدة أمرًا أساسيًا.
خمس مزايا أساسية
إدراج صب الحقن لا يوفر فقط مزايا أساسية كبيرة، مثل تحقيق توافق خلوص صفري وتقليل تكلفة الوحدة بنسبة 15-30%، ولكن تصميم القفل الميكانيكي الخاص به يمنح أيضًا قوة سحب للخارج تتجاوز بكثير قوة الربط اللاصق.
علاوة على ذلك، فهو يوفر وسيلة للتكامل الوظيفي وزيادة حرية التصميم، والتي يمكن تصميمها وفقًا لمتطلبات الإنتاج المعقدة.
متى يكون إدخال القوالب منطقيًا من الناحية الاقتصادية؟
- نقطة انعطاف الإنتاج: عندما تكون متطلبات الإنتاج السنوية أكبر من 5000 وحدة، فإن تكلفة وحدة صب الإدراج بعد استهلاك التكلفة ستكون أقل من تكلفة التجميع التقليدي.
- نقطة انعطاف التعقيد: عندما يكون عدد الإدخالات ≥3 أو تتطلب تحديد موضع متعدد الاتجاهات، فإن مزايا الكفاءة والجودة في القالب لمرة واحدة تكون واضحة جدًا.
ما هي قواعد التصميم الحاسمة لصب البلاستيك الناجح؟
تحقيق صب إدراج البلاستيك تعتمد المشاريع على التعامل الدؤوب مع نقاط التصميم الدقيقة. يمكن أن يكون التصميم غير المناسب هو سبب إزاحة الإدخال، وتشقق البلاستيك، والعديد من المشكلات الأخرى. يمكن أن تؤدي ممارسات التصميم الجيدة في سوق دبي المالي إلى تقليل الوقت اللازم لإجراء تعديلات على القالب بنسبة تزيد عن 50% .
منع تشوه الإدراج والتشريد
يعتمد منع تشوه الإدخال وإزاحته على تصميم دقيق للغاية. يجب الحفاظ على التسامح مع تحديد موقع قطر الدبوس في حدود 0.01 مم. تتطلب الإدخالات ذات الجدران الرقيقة أيضًا دبابيس دعم إضافية.
في الوقت نفسه، ينبغي للمرء استخدام برنامج Mouldflow لتحديد الموقع الأمثل للبوابة ولمنع مشاكل تأثير الذوبان.
تحسين سماكة الجدار وانكماشه
يعد تحسين سمك الجدار وانكماشه أمرًا ضروريًا ويجب على المرء اتباع قاعدة سمك الجدار المتساوي. حول الملحق، من المستحسن أن يكون سمك الجدار البلاستيكي 1.5-3.0 ملم. عند نقاط التغير المفاجئ في سمك الجدار يجب أن تكون التحولات تدريجية.
وفي الوقت نفسه، يمكن استخدام تحليل تدفق القالب لتعويض الانكماش وللمساعدة في الحفاظ على شكل المنتج.
تعزيز قوة الترابط مع الميزات الميكانيكية
- تصميم التخريش: عمق التخريش الماسي 0.2-0.4 مم يمكن أن يعزز بشكل كبير قوة سحب الإدخال بمقدار 3-5 مرات.
- تصميم الأخدود والرئيس: يتم تشكيل التعشيق الميكانيكي من خلال الأخاديد الحلقية بعرض ≥1 مم وعمق ≥0.3 مم مما يؤدي أيضًا إلى زيادة قوة الترابط.
- تصميم هيكل مضاد للدوران: الحافة الخارجية للإدخال مشطوفة أو مسطحة لمنع الدوران تحت عزم الدوران.
ما هي التطبيقات الأكثر شيوعاً لإدراج صب البلاستيك؟
يعد إدخال صب البلاستيك في الوقت الحاضر عملية صناعية مستخدمة على نطاق واسع، خاصة في مجالات السيارات والطبية والإلكترونيات. فهو يسمح بموازنة الدقة والمتانة والكفاءة لتلبية متطلبات التصنيع الفاخر إلى جانب نطاق تطبيقه الذي يستمر في النمو.
التطبيقات النموذجية لإدراج صب البلاستيك في الصناعات المختلفة
| صناعة | المنتجات النموذجية | نوع الإدخال | القيمة الأساسية |
| السيارات | حساسات سرعة العجلات، مضخات الزيت، الموصلات الكهربائية | دبابيس نحاسية، وأكمام نحاسية، وأعمدة فولاذية | مقاومة الاهتزاز، أداء الختم IP67+، قابل للتكيف مع ظروف السيارات المعقدة |
| طبي | المقابض الجراحية، حاملات إبر المحاقن، معدات التشخيص | أجزاء من الفولاذ المقاوم للصدأ ، حشوات سيراميك | سلس وسهل التعقيم ويتوافق مع شهادة ISO 13485 الطبية |
| إلكترونيات | موصلات USB، والهوائيات، ومساكن أجهزة الاستشعار | محطات النحاس، صفائح الفولاذ، إدراجات موصلة | إشارة مستقرة، التصغير، تحسين تكامل المكونات الإلكترونية |
| الالكترونيات الاستهلاكية | إطارات الهواتف المحمولة، وحوامل سماعات الأذن، والإكسسوارات الذكية القابلة للارتداء | صواميل معدنية، صفائح فولاذية، إدخالات من الألومنيوم | خفيف الوزن وقوي للغاية، يلبي اتجاه الوزن الخفيف في الأجهزة الإلكترونية الاستهلاكية |
| صناعي | التروس، مقابض الأدوات، صمامات السوائل | البطانات المعدنية، إدراجات مترابطة، إدراجات مقاومة للتآكل | مقاوم للتآكل، ومقاوم للصدمات، وعمر الخدمة يتجاوز 10⁶ دورات |
تريد المشاهدة ناجحة إدراج صب البلاستيك دراسات حالة في نفس الصناعة؟ اتصل بـ JS Precision للحصول على حالات تطبيق الصناعة التفصيلية وتحليل العمليات.
كيفية اختيار المواد لإدراجها في صب الحقن؟
يحدد اختيار المواد بشكل مباشر نجاح أو فشل الإدخال في مشروع قولبة الحقن. يمكن أن يؤدي الاختلاف الكبير في معاملات التمدد الحراري بين المعدن والبلاستيك إلى الفشل.
فقط من خلال مطابقة المواد بشكل صحيح يمكن تحقيق أفضل أداء، مما يضمن عملية صب إدراج سلسة وفعالة.
مواد الإدخال الشائعة وتطبيقاتها
- النحاس: الأكثر استخدامًا، مع قابلية معالجة جيدة، ومناسب للإدخالات والأطراف الملولبة، مع موصلية حرارية تبلغ 120 وات/م·ك.
- الفولاذ المقاوم للصدأ: مقاوم للتآكل، مناسب للأجهزة الطبية والأجزاء الملامسة للأغذية، صلابة HRC 35-45.
- سبائك الألومنيوم: خفيفة الوزن، ومناسبة للإلكترونيات الاستهلاكية، وتتطلب معالجة سطحية لتعزيز الترابط.
- السيراميك: مقاوم لدرجات الحرارة العالية (> 1000 درجة مئوية)، عازل، مناسب للتغليف الإلكتروني.
إرشادات اختيار الراتنج البلاستيكي
وينبغي النظر في اختيار الراتنج البلاستيكي في ضوء متطلبات المنتج.
- بالنسبة لمنتجات الإسكان، يعد ABS خيارًا جيدًا نظرًا لقابليته الجيدة للتشكيل.
- يعد الكمبيوتر الشخصي خيارًا جيدًا لمكونات النوافذ الدقيقة نظرًا لشفافيته العالية ومقاومته للصدمات.
- يمكن استخدام PA66 للمكونات الهيكلية الحاملة لأنه مقاوم للحرارة ومقاوم للتآكل.
- يمكن استخدام LCP للموصلات الإلكترونية عالية الدقة والسيولة.
القاعدة الرئيسية لمطابقة التمدد الحراري
يجب أن يكون الفرق في معاملات التمدد الحراري البلاستيكية والمعدنية أقل من 50×10⁻⁶/°C، بما يتوافق مع المعايير أستم D4060-18 . إذا كان الفرق مرتفعًا جدًا، فيجب استخدام هياكل تخفيف الضغط، على سبيل المثال، عندما يتم إقران PA66 بالنحاس، يكون تعويض سمك الجدار ضروريًا.
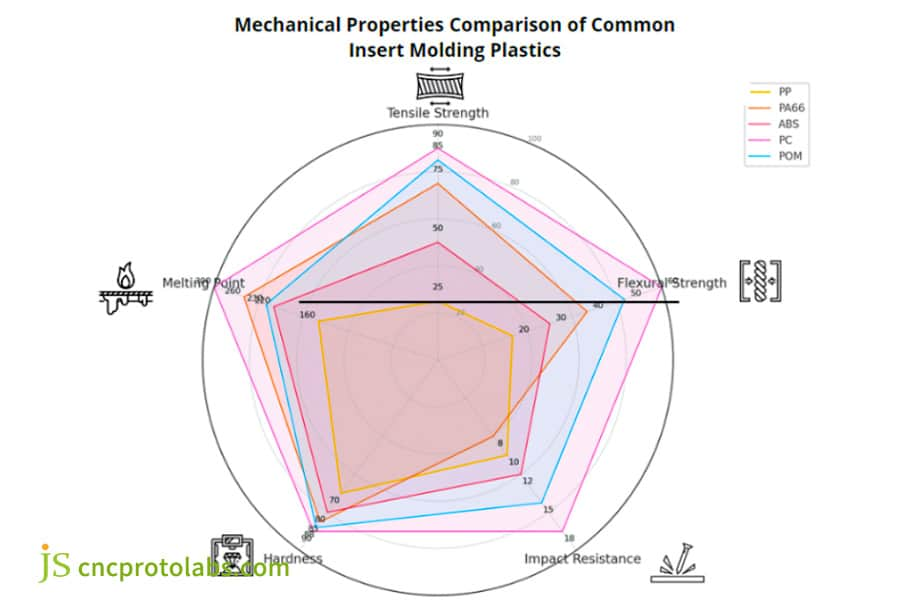
الشكل 2: مخطط راداري يقارن الخواص الميكانيكية الرئيسية مثل قوة الشد والصلابة للمواد البلاستيكية الشائعة (PP، PA66، ABS، PC، POM).
الأتمتة والتكلفة: كيفية زيادة إنتاج القوالب الداخلية لديك؟
التكلفة الأولية لمعدات التشكيل الآلي للإدراج باهظة للغاية (500000 - 1500000 دولار أمريكي) ، ومع ذلك، فإن الجمع بين الأذرع الآلية وأجهزة محاذاة الإدخال يمكن أن يعزز الكفاءة بشكل كبير ويقلل التكاليف. يعد اختيار الحل المناسب بناءً على القدرة الإنتاجية أمرًا مهمًا جدًا للإنتاج الضخم.
يمكن أن تساعد البيانات المقارنة على مستوى تفصيلي لخطوط إنتاج صب القوالب الآلية بمقاييس مختلفة من الطاقة الإنتاجية الشركات في اختيار الحلول المناسبة بدقة. فيما يلي ملخص للبيانات الأساسية عبر أبعاد مختلفة:
| القدرة الإنتاجية | الاستثمار في المعدات (10,000 دولار أمريكي) | وقت دورة الوحدة (بالثواني) | تخفيض تكلفة الوحدة (%) | فترة الاسترداد (أشهر) | القدرة السنوية (قطع) |
| دفعة صغيرة (<10,000 قطعة) | 5-10 | 45-60 | 15-20 | 8-12 | 5000-10000 |
| دفعة صغيرة إلى متوسطة (10,000-50,000 قطعة) | 10-30 | 30-45 | 30-45 | 12-15 | 10,000-50,000 |
| الدفعة المتوسطة (50,000-100,000 قطعة) | 30-50 | 20-30 | 25-35 | 15-18 | 50,000-100,000 |
| دفعة كبيرة (100,000-500,000 قطعة) | 50-100 | 50-100 | 35-40 | 18-24 | 100,000-500,000 |
| حجم كبير للغاية (> 500000 قطعة) | 100-150 | 10-15 | 40-50 | 24-30 | أكثر من 500000 |
حلول الأتمتة لأحجام مختلفة
- حجم صغير (<10,000 قطعة/سنة): وضع يدوي + فحص بسيط، استثمار <100,000 دولار أمريكي، مناسب للإنتاج التجريبي وتخصيص دفعة صغيرة.
- الحجم المتوسط (10,000-100,000 قطعة/السنة): وحدة تغذية اهتزازية + ذراع آلية، استثمار 300,000-500,000 دولار أمريكي، فترة الاسترداد 12-18 شهرًا.
- حجم كبير (> 100000 قطعة في السنة): خط إنتاج مؤتمت بالكامل + فحص الرؤية، استثمار > 1000000 دولار أمريكي، انخفاض تكلفة الوحدة بنسبة 40%.
انهيار هيكل التكلفة لإدراج صب
- تكلفة القالب: 3,000-15,000 دولار أمريكي/المجموعة، وهو ما يمثل 60% من الاستثمار الأولي، يمكن لفولاذ القالب عالي الجودة إنتاج 500,000-1,000,000 قطعة.
- تكلفة الإدخال: نحاس إدراج صب الحقن التكلفة 0 دولار. 02-0.5 دولار لكل قطعة ، يمكن أن تؤدي عمليات الشراء بالجملة إلى خفض التكاليف بنسبة 30%.
- تكلفة قولبة الحقن: يتكلف استهلاك العمالة + المعدات ما يقرب من 5 إلى 15 دولارًا في الساعة، ويمكن للأتمتة أن تقلل التكاليف بنسبة تزيد عن 50%.
- تكلفة الفحص: تكاليف فحص عينات CMM تتراوح بين 10 إلى 20 دولارًا للقطعة الواحدة ، والفحص البصري الكامل، بعد الاستهلاك، يكلف أقل من 0 دولار. 1 لكل قطعة.
ضمان الجودة في الإنتاج الآلي
- في فحص القالب: تقوم أجهزة استشعار الضغط بمراقبة حالة التعبئة، والتقلبات التي تتجاوز 5٪ تؤدي إلى إطلاق إنذار تلقائي لمنع نقص المواد وتجاوزها.
- تنظيف نفخ الهواء: ينظف تجويف القالب قبل إدخاله لمنع الحطام من التسبب في انحرافات في تحديد الموضع.
- الفحص البصري: يؤدي الفحص عبر الإنترنت لموضع الإدخال بدقة ± 0.02 مم إلى رفض المنتجات المعيبة تلقائيًا.
هل ترغب في بناء خط إنتاج صب الإدراج الآلي الخاص بك؟ اتصل بـ JS Precision للحصول على حل إنتاج آلي مخصص يناسب احتياجاتك من السعة وعرض الأسعار.
كيفية اختيار الشريك المناسب لمشروع صب الإدراج الخاص بك؟
يتم تحديد جودة صب الإدراج من خلال قوة شريك حياتك. أثناء اختيار مزود الخدمة، لا تركز فقط على حمولة معداتهم، بل قم بتقييم قدراتهم على تكامل العمليات وقدرات الخدمة الشاملة لدعم تنفيذ المشروع.
تقييم القدرة التقنية
قم بالحكم على المورد من خلال قدراته الفنية، ولا سيما دعم سوق دبي المالي، ومهارات تحليل تدفق القالب، والتحكم الدقيق في الإنتاج الضخم . يضمن ذلك أن يلتقط البائع مخاطر العملية مبكرًا، ويتنبأ بمشاكل الإنتاج، ويحافظ على تفاوتات تحديد موضع الإدخال بشكل ثابت في حدود 0.05 مم.
نظام الجودة والشهادات
- المتطلبات الأساسية: ضمان توحيد الإنتاج من خلال شهادة ISO 9001:2015.
- معايير الصناعة: شهادة IATF 16949 إلزامية لـ قطاع السيارات في حين أن شهادة ISO 13485 هي الشهادة المخصصة للقطاع الطبي.
- توثيق الجودة: يشمل مستندات الجودة مثل تقارير المقالة الأولى، وبيانات SPC، وتحليل Cpk، وما إلى ذلك.
مرونة الإنتاج وسلسلة التوريد
- معدل تصنيع القالب: الشركة التي لديها معدل تعديل قالب > 80% ستكون أكثر ملاءمة لتوفير تحول أسرع وتكلفة منخفضة.
- إدراج سلسلة التوريد: يمكن لسلسلة التوريد المستقرة لإدراج صب الحقن أن تساعد في خفض تكاليف الشراء.
- مرونة الطاقة الإنتاجية: تسمح بالانتقال من عينة واحدة إلى 100 وحدة إنتاج تجريبية إلى 100.000 وحدة من الإنتاج الضخم بكفاءة عالية.

الشكل 3: مجموعة من المكونات الإلكترونية المختلفة باللونين الأسود والمعدني، مثل الموصلات والإطارات، التي تم إنتاجها باستخدام تقنيات التشكيل بالإدراج.
دراسة حالة JS Precision: تخفيض التكلفة بنسبة 28% لمشروع مستشعر سيارات ألماني!
تحدي المشروع
في شركة السيارات الألمانية من المستوى 1، كان المورد يستخدم عملية "إدخال الضغط المناسب + اللحام بالليزر" التقليدية لتصنيع مستشعر سرعة عجلة ABS (الذي يحتوي على ملحقين من قوالب حقن النحاس).
بلغت تكلفة إنتاج وحدة المستشعر 2.35 دولارًا، وكان معدل الخلل يصل إلى 4.5%. كان فك الإدخال وفشل الختم هو أوضاع الفشل الرئيسية. أراد العميل تقليل تكلفة المنتج مع الحفاظ على تصنيف IP69K الفائق لمقاومة الماء.
حل مخصص
بعد تدخل JS Precision، تم إجراء ثلاثة تغييرات رئيسية ساعدت بشكل كبير في حل مشكلات المشروع، وتحديث التصميم والعمليات مع التركيز بشكل أساسي على عملية صب الإدراج:
1. إعادة تصميم DFM: تمت زيادة عمق التخريش لدبوس الإدخال النحاسي من 0.15 مم إلى 0.3 مم، في حين تم أيضًا تقديم الأخدود الحلقي المضاد للانزلاق، وتم تعديل موقع البوابة بحيث لا يضرب المصهور دبابيس الإدخال مباشرة، وأشار تحليل تدفق القالب إلى انخفاض بنسبة 22٪ في ضغط التعبئة.
2. ترقيات العمليات والمعدات: تم جلب نظام إدخال مؤتمت بالكامل (مغذي اهتزازي + روبوت ذو ستة محاور) + آلة قولبة حقن دقيقة، مما يساعد على تقليل وقت دورة الإنتاج إدراج في صب الحقن من 45 ثانية إلى 28 ثانية.
3. تحسين المواد والفحص: تم استبدال PBT-GF30 الأولي بـ DuPont Zytel. PA66-GF35، تم تعزيز قوة ربط الإدخال بنسبة 35%، وتم تخفيض تكلفة المواد بنسبة 8%، كما تم ضمان المنتج الآن عن طريق الفحص البصري عبر الإنترنت + اختبار محكم الإغلاق بنسبة 100% في نفس الوقت.
مخرجات المشروع
- توفير التكلفة: تم تخفيض سعر الوحدة من 2.35 دولارًا أمريكيًا إلى 1.69 دولارًا أمريكيًا، وانخفض إجمالي النفقات بنسبة 28%، مما أدى إلى توفير أكثر من 300000 دولار أمريكي من قبل العميل كل عام.
- تحسين الجودة: انخفضت نسبة المنتجات المعيبة من 4.5% إلى أقل من 0.7%، وهو انخفاض بنسبة 84%، مما دفع العميل إلى الحصول على إعفاء من فحص الجودة من مصنعي المعدات الأصلية للمستخدم النهائي.
- زيادة القدرة الإنتاجية: ارتفعت قدرة الإنتاج في وردية واحدة من 800 وحدة إلى 1600 وحدة، مما ضاعف القدرة على تلبية متطلبات العرض كبيرة الحجم للعميل.
إذا كنت تريد أيضًا تقليل تكاليف المنتج وتحسين الجودة من خلال قوالب الإدخال، فاتصل بـ JS Precision على الفور، وأرسل متطلبات المنتج الخاصة بك، واحصل على حل قوالب إدراج مخصص.
الشكل 4: صورة مقربة لمستشعر سرعة عجلة ABS مكتمل مع إدخالات دبوس نحاسية مدمجة، وهو منتج دراسة حالة لقولبة الإدخال الدقيقة.
الأسئلة الشائعة
س 1: ما هو الفرق بين صب الإدراج والقولبة الزائدة؟
إن إدخال القالب هو طريقة تضع فيها معدنًا أو أي نوع آخر من المواد المتباينة في قالب ثم تحقن البلاستيك لصنع جزء واحد متكامل. Overmolding هي طريقة لحقن نوع واحد من البلاستيك فوق البلاستيك المصبوب مسبقًا.
س2: ما هو الحد الأدنى لسماكة الجدار لقولبة الإدخال؟
يعتمد الحد الأدنى لسمك قالب الإدخال على المادة. على سبيل المثال، يمكن أن يكون LCP رقيقًا حتى 0.3 مم، في حين أن المواد ذات الأغراض العامة مثل ABS وPC يجب أن تكون ≥1.0 مم لمنع عيوب التشكيل.
س3: ما هي قوة السحب النموذجية للإدراج؟
مثال: إدخال النحاس M3 المخرش في PA66 يؤدي إلى سحب قوى تتراوح بين 600-800 نيوتن، وتنعيم القوى حوالي 100-200 نيوتن فقط. يمكن للقفل الميكانيكي أن يزيد من قوة السحب بشكل كبير.
س 4: هل سيؤدي إدخال القالب إلى تكسير البلاستيك؟
في الواقع، يمكن أن يؤدي صب القوالب إلى حدوث تشققات في البلاستيك. الأسباب الرئيسية هي عدم التطابق الكبير بين معاملات التمدد الحراري المعدنية والبلاستيكية والجدران الرقيقة جدًا. أ محاكاة تدفق العفن مطلوب التحقق من هذه المشكلات وتصحيحها قبل الإنتاج.
س 5: ما هي دقة تحديد المواقع التي يمكن التحكم فيها للإدراج؟
يمكن الحفاظ على دقة تحديد موضع القالب أثناء الإنتاج الضخم بشكل موثوق عند ±0.05 مم ، بينما يمكن للقوالب عالية الدقة والأتمتة تحقيق ±0.02 مم.
س6: هل تتطلب الإدخالات التسخين المسبق؟
التسخين المسبق ليس ضروريًا للإدخالات المعدنية صغيرة الحجم. ومع ذلك، بالنسبة للإدراج كبيرة الحجم (الوزن> 10 جرام)، فمن الأفضل التسخين المسبق إلى 100-150 درجة مئوية وذلك لتقليل الضغط داخل المادة الناتج عن التبريد السريع للبلاستيك.
س 7: ما هو الوقت النموذجي لدورة صب الإدراج؟
تؤثر طريقة وضع الإدخالات على وقت دورة صب الإدخال. من خلال التركيب يدويًا، يستغرق الأمر حوالي 45-60 ثانية للقطعة الواحدة، وفي الوقت نفسه يمكن لخطوط الإنتاج الآلية تقليل ذلك حتى 20-30 ثانية ، وبالتالي زيادة الإنتاج بشكل كبير.
س 8: ما هو عمر قوالب الإدراج؟
يتم تحديد المدة التي تدوم فيها قوالب صب القوالب بواسطة قالب الفولاذ. قوالب S136 المعالجة بالحرارة قادرة على تصنيع 500000-1000000 قطعة. الصيانة الدورية يمكن أن تساعد في إطالة عمرها.
ملخص
أصبحت عملية إدراج القوالب واحدة من المزايا التنافسية الرئيسية في الصناعات التحويلية عالية المستوى مثل السيارات والطبية والإلكترونيات. إنه يتجاوز قيود التجميع القديم من خلال القولبة المتكاملة، مما يسمح للشركات بخفض التكاليف ورفع الجودة.
JS Precision هي شركة متخصصة في قوالب الإدخال تقدم خدمات شاملة تتراوح من التصميم إلى الإنتاج الضخم من أجل تحسين القدرة التنافسية لمنتجك.
اتصل بـ JS Precision اليوم للحصول على تقييم مجاني لسوق دبي المالي وإدراج حزمة عينة صب!

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط. خدمات JS الدقيقة ، لا توجد أي تعهدات أو ضمانات، صريحة أو ضمنية، فيما يتعلق بدقة أو اكتمال أو صحة المعلومات. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة JS Precision Network. إنها مسؤولية المشتري تتطلب اقتباس أجزاء تحديد المتطلبات المحددة لهذه الأقسام. يرجى الاتصال بنا للحصول على مزيد من المعلومات .
فريق الدقة JS
JS Precision هي شركة رائدة في الصناعة ، التركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل، ونركز على الدقة العالية التصنيع باستخدام الحاسب الآلي , تصنيع الصفائح المعدنية , الطباعة ثلاثية الأبعاد , صب الحقن , ختم المعادن، وغيرها من خدمات التصنيع وقفة واحدة.
تم تجهيز مصنعنا بأكثر من 100 مركز تصنيع خماسي المحاور متطور، حاصل على شهادة ISO 9001:2015. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. يختار الدقة شبيبة وهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد، قم بزيارة موقعنا: www.cncprotolabs.com
الموارد

