

Inserir moldagem é uma etapa fundamental da fabricação. Os engenheiros muitas vezes são incomodados por questões como pós-montagem complicada, aumento de custos e conexões frágeis, enquanto os métodos convencionais de fabricação têm dificuldade em equilibrar desempenho e eficiência.
Com a moldagem por inserção, as peças metálicas são firmemente fixadas no plástico, tornando-as inseparáveis.
Este artigo discute os fundamentos e também o uso desse método. Continue lendo para aprender como usar a moldagem por inserção para reduzir custos totais e aumentar o poder de precificação do produto.
Visão geral rápida das respostas principais
| Dimensões principais | Principais respostas | Valor para você |
| Essência do artesanato | A inserção principal de idemetal e a injeção de plástico trabalham juntas para formar um único componente. Usar inserções de metal dentro do molde e depois injetar plástico ao redor delas é um processo que produz um componente integral. | Os processos de montagem são removidos, o que resulta na redução da cadeia de abastecimento da origem ao fim. |
| Principais benefícios diretos | Eliminando tolerâncias de montagem, aumentando a resistência mecânica e alcançando integração multifuncional . | Redução geral do custo do produto em 15-30% e melhoria na confiabilidade. |
| Chaves de design | Posicionamento embutido confiável, espessura de parede uniforme e estrutura de travamento mecânico. | Resista a trincas por estresse na peça, a ferramenta pode produzir mais de 1 milhão de peças . |
| Campos da Indústria | Sensores automotivos, dispositivos médicos portáteis, conectores para eletrônicos, eletrodomésticos. | Atende exatamente aos requisitos da indústria, resultando na aceleração do desenvolvimento de produtos. |
Principais vantagens:
- Ponto de inflexão de custo: Quando a produção anual excede 50.000 peças, a moldagem por inserção é 25-40% mais barata do que os custos de montagem tradicionais.
- Limite de Precisão: A tolerância para localização da pastilha em termos de posicionamento deve ser mantida dentro de ±0. 05mm, caso contrário, pode ocorrer transbordamento ou esgotamento do inserto.
- Força de ligação: Uma profundidade serrilhada na faixa de 0,2-0. 4mm pode produzir uma força de tração superior a 500N, que é muito maior que a de superfícies lisas.
- Impacto no tempo de ciclo: Com a automação na colocação da pastilha, o tempo de ciclo de uma única peça pode ser controlado em 30 segundos, enquanto a colocação manual requer mais de 45 segundos.
Por que confiar neste guia? Experiência em moldagem por inserção da JS Precision
A moldagem por inserção é uma mudança fundamental na fabricação e na precisão. A implantação de seu processo profissional determina em grande parte a qualidade do produto final.
JS Precision é um especialista consistente em moldagem por pastilhas de longo prazo. Temos uma ampla gama de máquinas de moldagem por injeção de precisão de 30T a 350T, inclusive, sistemas automatizados de colocação de pastilhas, juntamente com o centro de testes de alta precisão Zeiss CMM.
Além disso, fornecemos a mais de 500 clientes importantes nas indústrias automotiva, médica e eletrônica, mais de 2.000 projetos personalizados de moldagem por inserção, adquirindo assim conhecimento profundo e abrangente sobre desafios de processos e soluções de diferentes indústrias.
Nossa empresa é pioneira na incorporação de padrões de processo para buscar alto crescimento, cumprindo integralmente ISO 13722-2017 "Especificação técnica de moldagem por inserção de plástico." Assim, todo o nosso processo, desde a seleção do material e projeto do molde até os testes de produção em massa, está em conformidade com os padrões internacionais autorizados.
Além disso, nossa empresa possui uma equipe de análise independente DFM e um laboratório de análise de fluxo de molde. Portanto, conseguimos antecipar mais de 80% dos riscos do processo , como deslocamento da pastilha e fissuração por tensão interna. Além disso, conseguimos reduzir a frequência de modificações nos moldes em 60% em comparação com a média da indústria.
Ao mesmo tempo, inovamos as principais tecnologias para colocação automatizada de insertos, com a precisão de execução do braço robótico atingindo ±0,02mm, o que atende à exigência de produção em massa para moldagem de insertos de alta precisão.
Anteriormente, a JS Precision abordou grandes problemas da indústria, como inserções de sensores soltas e falhas de vedação para um fornecedor automotivo europeu de nível 1 reconhecido internacionalmente, finalmente reduzindo a taxa de defeito do produto de 4,5% para menos de 0,7%.
Além disso, facilitamos a produção de cabos cirúrgicos para dispositivos médicos através da moldagem de uma peça, o que atende aos rigorosos requisitos da certificação médica ISO 13485. Esses casos marcam não apenas nossa expertise técnica, mas também nossa capacidade de solucionar problemas na área de moldagem por inserção.
Se você estiver enfrentando dificuldades com o projeto do processo de moldagem por inserção, controle de custos ou implementação de produção em massa, entre em contato imediatamente com os engenheiros da JS Precision para uma avaliação gratuita do processo de moldagem por inserção. Deixe que nossa equipe profissional elimine quaisquer obstáculos técnicos para o seu projeto.
O que é exatamente o processo de moldagem por inserção e como funciona?
O processo de moldagem por inserção basicamente transforma duas etapas de fabricação, montagem e moldagem em apenas uma etapa, integrando uma inserção diretamente no molde. A inserção (geralmente metálica) é colocada dentro da cavidade do molde, o plástico derretido é injetado sobre ela e, após resfriamento e solidificação, o plástico e a inserção tornam-se um único produto integrado.
O produto moldado combina as melhores características do plástico e do metal. Assim, aprender inserir processo de moldagem pode levar ao aumento do rendimento do produto.
As três fases básicas do processo de moldagem por inserção
- Colocação da inserção: Coloque e posicione a inserção metálica (por exemplo, mangas de cobre roscadas ou pinos condutores) na cavidade do molde, manualmente ou mecanicamente, a tolerância de posicionamento deve ser controlada dentro de 0,05 mm.
- Injeção de Plástico: Uma vez fechado o molde, a injetora injetará o plástico fundido a 200-300 ℃ e alta pressão, envolvendo o inserto totalmente em plástico.
- Resfriamento e Remoção: Depois que o plástico é resfriado e endurecido por 15 a 30 segundos, o molde é aberto e a peça é retirada enquanto o inserto ainda está embutido formando uma única unidade.
Posicionamento de inserção manual vs. automatizado
- Colocação manual: Geralmente viável para operação de pequeno volume com produção anual de <5.000 peças. Baixo investimento em equipamentos, mas longo tempo de ciclo, baixa eficiência e propenso a erros de posicionamento.
- Colocação Automatizada: Alimentado por alimentador vibratório + operado por robô de seis eixos, com ciclo de posicionamento de 3-5 segundos / peça e precisão de ± 0,02 mm, adequado para produção de alto volume e alta precisão.
Quer saber se o seu produto é mais adequado para moldagem por inserção manual ou automatizada? Envie os desenhos do seu produto para a JS Precision para obter soluções de processo e cálculos de capacidade gratuitos.
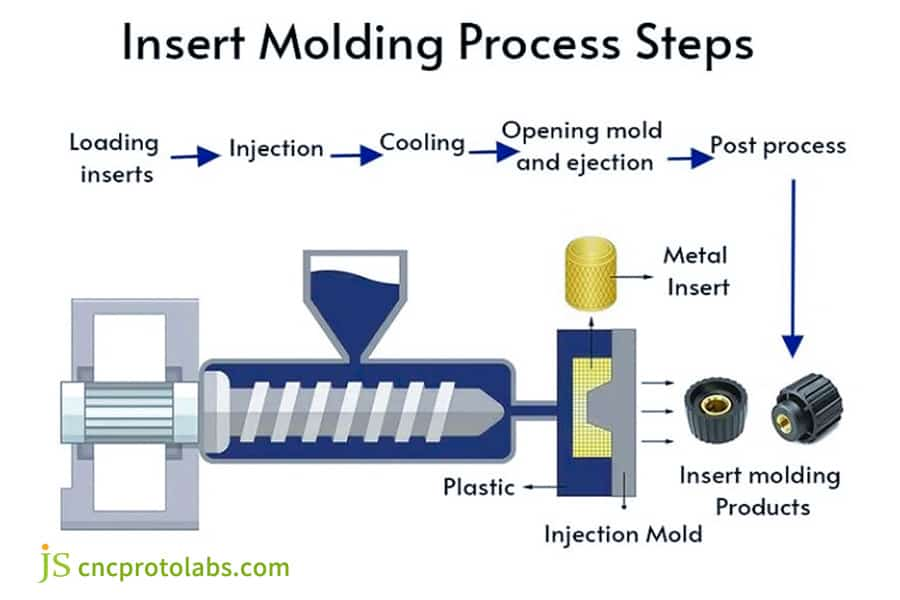
Figura 1: Um fluxograma detalhando as etapas do processo de moldagem de pastilhas, incluindo carregamento de pastilhas, injeção, resfriamento, abertura do molde e pós-processamento.
Por que escolher a moldagem por injeção de inserção em vez da montagem tradicional?
Diante dos problemas de montagem complexa, alto custo e alta taxa de defeitos, a moldagem por injeção de insertos pode formar vários insertos de moldagem por injeção em um molde, eliminando vários processos. Um processo padronizado de moldagem por inserção é fundamental.
Cinco vantagens principais
Inserir moldagem por injeção não apenas oferece vantagens essenciais significativas, como obter ajuste com folga zero e reduzir o custo unitário em 15-30%, mas seu design de travamento mecânico também proporciona uma força de extração da pastilha que excede em muito a da colagem adesiva.
Além disso, fornece meios para integração funcional e maior liberdade de design, que pode ser adaptado a requisitos complexos de produção.
Quando a moldagem por inserção faz sentido econômico?
- Ponto de inflexão de produção: Quando a necessidade de produção anual é > 5.000 unidades, o custo unitário da moldagem por inserção após a amortização do custo será menor do que o da montagem tradicional.
- Ponto de inflexão de complexidade: Quando o número de inserções é ≥3 ou requer posicionamento multidirecional, as vantagens de eficiência e qualidade da moldagem única no molde são muito óbvias.
Quais são as regras críticas de projeto para uma moldagem de inserção de plástico bem-sucedida?
A conquista de moldagem de inserção de plástico empreendimentos depende do manejo diligente dos detalhes do projeto. O projeto inadequado pode ser a causa do deslocamento da pastilha, rachaduras no plástico e vários outros problemas. Boas práticas de projeto DFM podem até levar a uma redução de mais de 50% nos tempos de modificação do molde.
Prevenção de deformação e deslocamento da pastilha
Evitar a deformação e o deslocamento da pastilha depende de um projeto muito cuidadoso. A tolerância do diâmetro do pino de localização deve ser mantida dentro de 0,01 mm. Insertos com paredes finas também requerem pinos de suporte extras.
Ao mesmo tempo, deve-se usar o software Moldflow para determinar a localização ideal da comporta e evitar problemas de impacto do derretimento.
Otimizando a espessura e o encolhimento da parede
É necessário otimizar a espessura e o encolhimento da parede e é preciso seguir a regra da espessura uniforme da parede. Ao redor da inserção, é aconselhável uma espessura de parede plástica de 1,5-3,0 mm. Nos pontos de mudança repentina na espessura da parede , as transições devem ser graduais.
Ao mesmo tempo, a análise do fluxo do molde pode ser usada para compensar o encolhimento e ajudar a manter a forma do produto.
Melhorando a resistência da união com recursos mecânicos
- Design serrilhado: A profundidade do serrilhado de diamante de 0,2-0,4 mm pode aumentar significativamente a força de extração da pastilha em 3-5 vezes.
- Design de ranhura e ressalto: O intertravamento mecânico é formado por ranhuras anulares com largura ≥1mm e profundidade ≥0,3mm o que também resulta no aumento da resistência de colagem.
- Projeto da estrutura anti-rotação: A borda externa da pastilha é chanfrada ou achatada para evitar rotação sob torque.
Quais são as aplicações mais comuns para moldagem de plástico por inserção?
A moldagem por inserção de plástico é hoje um processo industrial amplamente utilizado, especialmente nas áreas automotiva, médica e eletrônica. Ele permite equilibrar precisão, robustez e eficiência para atender aos requisitos da fabricação luxuosa, além da gama de sua aplicação continuar crescendo.
Aplicações típicas de moldagem de inserção de plástico em diversas indústrias
| Indústria | Produtos Típicos | Tipo de inserção | Valor Central |
| Automotivo | Sensores de velocidade das rodas, bombas de óleo, conectores elétricos | Pinos de cobre, mangas de latão, eixos de aço | Resistência à vibração, desempenho de vedação IP67+, adaptável a condições automotivas complexas |
| Médico | Cabos cirúrgicos, porta-agulhas para seringas, equipamentos de diagnóstico | Peças de aço inoxidável , Inserções Cerâmicas | Perfeito, fácil de esterilizar, atende à certificação médica ISO 13485 |
| Eletrônica | Conectores USB, antenas, caixas de sensores | Terminais de cobre, chapas de aço, inserções condutoras | Sinal estável, miniaturização, integração aprimorada de componentes eletrônicos |
| Eletrônicos de consumo | Molduras para celulares, suportes para fones de ouvido, acessórios inteligentes para vestir | Porcas metálicas, chapas de aço, inserções de alumínio | Leve e de alta resistência, atende à tendência de leveza em produtos eletrônicos de consumo |
| Industrial | Engrenagens, cabos de ferramentas, válvulas de fluido | Buchas metálicas, inserções roscadas, inserções resistentes ao desgaste | Resistente ao desgaste, resistente a impactos, vida útil superior a 10⁶ ciclos |
Quer ver sucesso inserir moldagem de plástico estudos de caso no mesmo setor? Entre em contato com a JS Precision para obter casos detalhados de aplicação no setor e análise de processos.
Como selecionar materiais para inserções em moldagem por injeção?
A seleção dos materiais determina diretamente o sucesso ou fracasso da inserção no projeto de moldagem por injeção. A diferença significativa nos coeficientes de expansão térmica entre metal e plástico pode levar à falha.
Somente combinando adequadamente os materiais o melhor desempenho pode ser alcançado, garantindo um processo de moldagem por inserção suave e eficiente.
Materiais de inserção comuns e suas aplicações
- Latão: o mais utilizado, com boa processabilidade, adequado para insertos e terminais roscados, com condutividade térmica de 120 W/m·K.
- Aço inoxidável: resistente à corrosão, adequado para dispositivos médicos, peças em contato com alimentos, dureza HRC 35-45.
- Liga de alumínio: leve, adequada para produtos eletrônicos de consumo, exigindo tratamento de superfície para melhorar a colagem.
- Cerâmica: resistência a altas temperaturas (>1000 ℃), isolamento, adequada para embalagens eletrônicas.
Diretrizes para seleção de resina plástica
A seleção da resina plástica deve ser considerada à luz dos requisitos do produto.
- Para produtos de habitação, o ABS é uma boa escolha devido à sua boa moldabilidade.
- O PC é uma boa escolha para componentes de janelas de precisão devido à sua alta transparência e resistência ao impacto.
- PA66 pode ser usado para componentes estruturais de suporte de carga porque é resistente ao calor e ao desgaste.
- O LCP pode ser usado para conectores eletrônicos de precisão e alta fluidez.
Regra principal de correspondência de expansão térmica
A diferença nos coeficientes de expansão térmica de plástico e metal deve ser <50×10⁻⁶/℃, atendendo ao padrão ASTM D4060-18 . Se a diferença for muito alta, é necessário usar estruturas de alívio de tensão, por exemplo, quando o PA66 é combinado com latão, é necessária a compensação da espessura da parede.
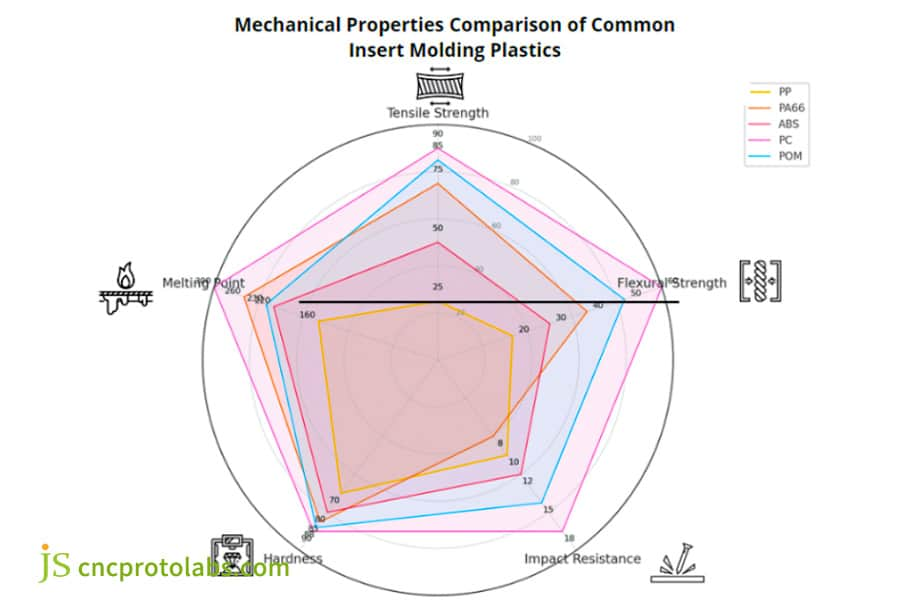
Figura 2: Um gráfico de radar comparando as principais propriedades mecânicas, como resistência à tração e dureza de plásticos comuns para moldagem por inserção (PP, PA66, ABS, PC, POM).
Automação e custo: como aumentar sua produção de moldagem por inserção?
O custo inicial do equipamento automatizado de moldagem por pastilhas é bastante elevado (US$ 500.000-1.500.000) , no entanto, uma combinação com braços robóticos e dispositivos de alinhamento de pastilhas pode aumentar significativamente a eficiência e reduzir custos. Selecionar a solução adequada com base na capacidade de produção é muito importante para a produção em massa.
Dados comparativos em nível detalhado para linhas de produção automatizadas de moldagem por inserção de diversas escalas de capacidade de produção podem ajudar as empresas a escolher com precisão as soluções adequadas. Abaixo está um resumo dos dados principais em várias dimensões:
| Capacidade de produção | Investimento em equipamentos (US$ 10.000) | Tempo de ciclo unitário (segundos) | Redução de custo unitário (%) | Período de retorno (meses) | Capacidade Anual (peças) |
| Lote pequeno (<10.000 peças) | 5-10 | 45-60 | 15-20 | 8-12 | 5.000-10.000 |
| Lote pequeno a médio (10.000-50.000 peças) | 10-30 | 30-45 | 30-45 | 12-15 | 10.000-50.000 |
| Lote Médio (50.000-100.000 peças) | 30-50 | 20-30 | 25-35 | 15-18 | 50.000-100.000 |
| Grande lote (100.000-500.000 peças) | 50-100 | 50-100 | 35-40 | 18-24 | 100.000-500.000 |
| Volume ultra-alto (>500.000 peças) | 100-150 | 10-15 | 40-50 | 24-30 | Mais de 500.000 |
Soluções de automação para diferentes volumes
- Pequeno volume (<10.000 peças/ano): Colocação manual + inspeção simples, investimento <100.000 USD, adequado para produção experimental e personalização de pequenos lotes.
- Volume médio (10.000-100.000 peças/ano): Alimentador vibratório + braço robótico, investimento 300.000-500.000 USD, período de retorno de 12 a 18 meses.
- Alto volume (>100.000 peças/ano): Linha de produção totalmente automatizada + inspeção visual, investimento >1 000 000 USD, custo unitário reduzido em 40%.
Detalhamento da estrutura de custos da moldagem por inserção
- Custo do molde: 3.000-15.000 USD/conjunto, representando 60% do investimento inicial, o aço para moldes de alta qualidade pode produzir 500.000-1.000.000 peças.
- Custo de inserção: latão inserções de moldagem por injeção custa $ 0. 02-$0,5 cada , compras a granel podem reduzir custos em 30%.
- Custo de moldagem por injeção: A amortização de mão de obra + equipamento custa aproximadamente US$ 5 a US$ 15 por hora, a automação pode reduzir custos em mais de 50%.
- Custo de inspeção: a inspeção de amostragem CMM custa $ 10- $ 20 por peça , inspeção visual completa, após amortização, custa <$ 0. 1 por peça.
Garantia de Qualidade na Produção Automatizada
- Na Inspeção de Moldes: Sensores de pressão monitoram o estado de enchimento, flutuações superiores a 5% acionam um alarme automático para evitar falta e transbordamento de material.
- Limpeza por sopro de ar: Limpa a cavidade do molde antes da colocação do inserto para evitar que detritos causem desvios de posicionamento.
- Inspeção Visual: A inspeção on-line da posição da pastilha com uma precisão de ±0,02 mm rejeita automaticamente produtos defeituosos.
Quer construir sua própria linha de produção automatizada de moldagem por inserção? Entre em contato com a JS Precision para obter uma solução de produção automatizada personalizada, adaptada às suas necessidades de capacidade e um orçamento.
Como escolher o parceiro certo para o seu projeto de moldagem por inserção?
A qualidade da moldagem por inserção é determinada pela força do seu parceiro. Ao escolher um fornecedor, não se concentre apenas na tonelagem de seus equipamentos; em vez disso, avalie suas habilidades de integração de processos e capacidades de serviço de ponta a ponta para apoiar a execução do projeto.
Avaliação de capacidade técnica
Julgue um fornecedor por suas capacidades técnicas, em particular seu suporte DFM, habilidades de análise de fluxo de molde e controle de precisão de produção em massa . Isso garante que o fornecedor detecte antecipadamente os riscos do processo, preveja problemas de produção e mantenha as tolerâncias de posicionamento da pastilha consistentemente dentro de 0,05 mm.
Sistema de Qualidade e Certificações
- Requisito principal: A padronização da produção é garantida através da certificação ISO 9001:2015.
- Normas da Indústria: A certificação IATF 16949 é obrigatória para o setor automotivo , enquanto a certificação ISO 13485 é a do setor médico.
- Documentação de qualidade: Inclui documentos de qualidade, como relatórios de primeiro artigo, dados de SPC, análise de Cpk, etc.
Resiliência da produção e da cadeia de suprimentos
- Taxa de fabricação de moldes: Uma empresa com uma taxa de modificação de moldes >80% será mais adequada para fornecer um retorno mais rápido e baixo custo.
- Cadeia de suprimentos de insertos: Uma cadeia de suprimentos estável de insertos para moldagem por injeção pode ajudar a reduzir os custos de aquisição.
- Flexibilidade da capacidade de produção: permite uma mudança de 1 amostra para 100 unidades de produção experimental para 100.000 unidades de produção em massa com muita eficiência.

Figura 3: Uma coleção de vários componentes eletrônicos pretos e metálicos, como conectores e molduras, produzidos usando técnicas de moldagem por inserção.
Estudo de caso JS Precision: redução de custos de 28% para um projeto de sensor automotivo alemão!
Desafio do Projeto
Na indústria automotiva alemã, o fornecedor Tier 1 estava usando o processo convencional de “inserção por pressão + soldagem a laser” para fabricar um sensor de velocidade de roda ABS (que contém duas inserções de moldagem por injeção de cobre).
O custo unitário de produção do sensor foi de US$ 2,35 e a taxa de defeito chegou a 4,5%. O afrouxamento do inserto e a falha da vedação foram os principais modos de falha. O cliente queria que o custo do produto fosse reduzido, mantendo ao mesmo tempo a classificação ultra-alta à prova d’água IP69K.
Solução Personalizada
Após a intervenção da JS Precision, foram feitas três mudanças principais que ajudaram muito na resolução dos problemas de projeto, design e atualizações de processos com foco principalmente no processo de moldagem por inserção:
1. Redesenho do DFM: A profundidade de serrilhamento do pino de inserção de cobre foi aumentada de 0,15 mm para 0,3 mm, enquanto a ranhura anular antiderrapante também foi introduzida, a localização da porta foi ajustada para que o fundido não atinja os pinos de inserção diretamente, e a análise do fluxo do molde indicou uma diminuição de 22% na pressão de enchimento.
2. Atualizações de processos e equipamentos: Foi introduzido um sistema de colocação de pastilhas totalmente automatizado (alimentador vibratório + robô de seis eixos) + máquina injetora de precisão, ajudando a reduzir o tempo do ciclo de produção de uma inserções em moldagem por injeção de 45 segundos para 28 segundos.
3. Otimização de material e inspeção: O PBT-GF30 inicial foi substituído pelo DuPont Zytel. PA66-GF35, a resistência de colagem da pastilha foi aumentada em 35%, o custo do material foi reduzido em 8%, e o produto agora também é garantido por inspeção visual on-line + teste de estanqueidade de 100% ao mesmo tempo.
Resultados do Projeto
- Economia de custos: O preço por unidade foi reduzido de US$ 2,35 para US$ 1,69, as despesas gerais diminuíram 28%, o que resultou em mais de US$ 300.000 economizados pelo cliente todos os anos.
- Avanço da qualidade: A porcentagem de produtos defeituosos caiu de 4,5% para menos de 0,7%, o que representa uma redução de 84%, levando o cliente a obter uma isenção da inspeção de qualidade dos OEMs usuários finais.
- Aumento da capacidade de produção: A capacidade de produção em turno único aumentou de 800 unidades para 1.600 unidades, dobrando a capacidade de satisfazer as necessidades de fornecimento de grande volume do cliente.
Se você também deseja reduzir os custos do produto e melhorar a qualidade por meio da moldagem por inserção, entre em contato imediatamente com a JS Precision, envie os requisitos do seu produto e obtenha uma solução personalizada de moldagem por inserção.
Figura 4: Um close-up de um sensor de velocidade de roda ABS completo com inserções de pinos de cobre incorporadas, um produto de estudo de caso de moldagem de inserção de precisão.
Perguntas frequentes
Q1: Qual é a diferença entre moldagem por inserção e sobremoldagem?
A moldagem por inserção é um método em que você coloca uma inserção de metal ou qualquer outro tipo de material diferente em um molde e, em seguida, injeta plástico para fazer uma peça única e integrada. A sobremoldagem é um método de injeção de um tipo de plástico sobre um plástico previamente moldado.
Q2: Qual é a espessura mínima da parede para moldagem por inserção?
A espessura mínima para moldagem por inserção depende do material. Por exemplo, o LCP pode ser tão fino quanto 0,3 mm, enquanto materiais de uso geral como ABS e PC devem ter ≥1,0 mm para evitar defeitos de moldagem.
Q3: Qual é a força de extração típica para pastilhas?
Exemplo: A inserção de latão M3 recartilhado no PA66 leva a forças de 600-800N para puxar, e as lisas apenas cerca de 100-200N. O travamento mecânico pode aumentar drasticamente a força de extração.
Q4: A moldagem por inserção causará rachaduras no plástico?
Na verdade, a moldagem por inserção pode resultar em rachaduras nos plásticos. As principais razões são uma incompatibilidade significativa entre os coeficientes de expansão térmica do metal e do plástico e paredes muito finas. UM simulação de fluxo de molde é necessário verificar e corrigir esses problemas antes da produção.
Q5: Qual é a precisão de posicionamento controlável para pastilhas?
A precisão do posicionamento da moldagem por inserção durante a produção em massa pode ser mantida de forma confiável em ± 0,05 mm , enquanto moldes de alta precisão e automação podem atingir ± 0,02 mm.
Q6: As pastilhas requerem pré-aquecimento?
O pré-aquecimento não é necessário para pastilhas metálicas de pequenas dimensões. No entanto, para pastilhas de tamanho grande (peso> 10g), é melhor pré-aquecer a 100-150 ℃ para reduzir a tensão dentro do material causada pelo rápido resfriamento do plástico.
Q7: Qual é o tempo típico do ciclo de moldagem por inserção?
A forma como as pastilhas são colocadas afeta o tempo do ciclo de moldagem da pastilha. Ao colocar manualmente, leva cerca de 45-60 segundos por peça, enquanto as linhas de produção automatizadas podem reduzir até 20-30 segundos , aumentando assim a produção significativamente.
Q8: Qual é a vida útil dos moldes de inserção?
A duração dos moldes de moldagem por inserção é determinada pelo aço do molde. Os moldes S136 tratados termicamente são capazes de fabricar de 500.000 a 1.000.000 peças. A manutenção regular pode ajudar a prolongar sua vida útil.
Resumo
A moldagem por inserção tornou-se uma das principais vantagens competitivas em indústrias de manufatura de alto nível, como automotiva, médica e eletrônica. Contorna as restrições da montagem antiga com moldagem integrada, permitindo às empresas reduzir os custos e aumentar a qualidade.
JS Precision é uma empresa profissional de moldagem por inserção que oferece serviços abrangentes que vão desde o design até a produção em massa, a fim de melhorar a competitividade do seu produto.
Entre em contato com a JS Precision hoje mesmo para uma avaliação DFM gratuita e um pacote de amostras de moldagem por inserção!

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de precisão JS
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com
Recurso

