

Вставка молдинга является ключевым этапом производства. Инженеров часто беспокоят такие проблемы, как сложная сборка постов, повышенные затраты и хрупкие соединения, в то время как традиционные методы производства с трудом сочетают производительность и эффективность.
Благодаря вставному молдингу металлические детали очень плотно фиксируются в пластике, что делает их неразъемными.
В этой статье обсуждаются основы, а также использование этого метода. Читайте дальше, чтобы узнать, как использовать вставное формование, чтобы сократить общие затраты и повысить ценообразование на продукцию.
Краткий обзор основных ответов
| Основные размеры | Ключевые ответы | Ценность для вас |
| Суть мастерства | Основная металлическая вставка и инъекция пластика работают вместе, образуя единый компонент. Использование металлических вставок внутри формы и последующее впрыскивание пластика вокруг них — это процесс, в результате которого создается цельный компонент. | Процессы сборки удаляются, что приводит к сокращению цепочки поставок от источника до конца. |
| Основные прямые выгоды | Устранение допусков при сборке, повышение механической прочности и достижение многофункциональной интеграции . | Снижение общей стоимости изделия на 15-30% и повышение надежности. |
| Ключи дизайна | Надежное встроенное позиционирование, равномерная толщина стенок и механическая фиксирующая конструкция. | Устойчивость к трещинам под напряжением в детали позволяет изготовить более 1 миллиона деталей . |
| Области промышленности | Автомобильные датчики, портативные медицинские приборы, разъемы для электроники, бытовая электроника. | Точно соответствует отраслевым требованиям, что ускоряет разработку продукции. |
Ключевые выводы:
- Точка перегиба затрат: когда годовой объем производства превышает 50 000 штук, формование вставок обходится на 25-40% дешевле, чем затраты на традиционную сборку.
- Порог точности: допуск на расположение пластины с точки зрения позиционирования должен находиться в пределах ±0. 05 мм, в противном случае может произойти перелив или исчерпание вставки.
- Прочность соединения: Глубина накатки в диапазоне 0,2-0. Толщина 4 мм может обеспечить усилие выдергивания более 500 Н, что намного больше, чем у гладких поверхностей.
- Влияние времени цикла: Благодаря автоматизации размещения вставки время цикла одной детали можно контролировать в течение 30 секунд, тогда как ручное размещение требует более 45 секунд.
Почему стоит доверять этому руководству? Опыт JS Precision в области формования вставками
Литье вставок — это кардинальное изменение в производстве и точности. От его профессионального внедрения процессов во многом зависит качество конечного продукта.
JS Precision является постоянным экспертом в области формования вставок. У нас есть широкий спектр прецизионных термопластавтоматов от 30 до 350 тонн включительно, автоматизированные системы размещения вставок, а также высокоточный испытательный центр Zeiss CMM.
Кроме того, мы снабжаем более чем 500 ведущих клиентов в автомобильной, медицинской и электронной промышленности более чем 2000 индивидуальными проектами по формованию вставок, тем самым получая глубокие и всесторонние знания о технологических задачах и решениях в различных отраслях.
Наша компания является лидером во внедрении стандартов процессов для достижения высоких темпов роста за счет полного соблюдения ИСО 13722-2017 «Технические характеристики формования пластиковых вставок». Таким образом, весь наш процесс, от выбора материала и проектирования пресс-форм до испытаний массового производства, соответствует авторитетным международным стандартам.
Кроме того, наша компания владеет независимой аналитической группой DFM и лабораторией анализа текучести пресс-форм. Таким образом, нам удалось предвидеть более 80% технологических рисков , таких как смещение пластины и растрескивание под внутренним напряжением. Кроме того, нам удалось снизить частоту модификаций пресс-форм на 60 % по сравнению со средним показателем по отрасли.
В то же время мы внедрили основные технологии автоматического размещения вставок, при этом точность выполнения роботизированной руки достигает ±0,02 мм, что соответствует требованиям массового производства для высокоточного формования вставок.
Ранее JS Precision решала серьезные отраслевые проблемы, такие как незакрепленные вставки датчиков и выход из строя уплотнений, у международно признанного европейского поставщика автомобильной продукции первого уровня, в конечном итоге снизив уровень брака продукции с 4,5% до менее 0,7%.
Кроме того, мы упростили производство хирургических ручек для медицинских устройств методом цельного литья, что соответствует очень строгим требованиям медицинской сертификации ISO 13485. Эти случаи свидетельствуют не только о нашем техническом опыте, но и о нашей способности решать проблемы в области формования вставок.
Если у вас возникли трудности с проектированием процесса формования вставкой, контролем затрат или внедрением массового производства, немедленно свяжитесь с инженерами JS Precision для бесплатной оценки процесса формования вставкой. Позвольте нашей профессиональной команде устранить любые технические препятствия для вашего проекта.
Что такое процесс формования вставкой и как он работает?
Процесс формования вставкой по сути превращает два производственных этапа, сборку столба и формование, в один этап за счет интеграции вставки непосредственно в форму. Вставка (обычно металлическая) помещается внутрь полости формы, поверх нее впрыскивается расплавленный пластик, и после охлаждения и затвердевания пластик и вставка становятся единым целостным изделием.
Изделие, изготовленное методом литья, сочетает в себе лучшие качества пластика и металла. Таким образом, обучение вставить процесс формования может привести к увеличению выхода продукции.
Три основных этапа процесса формования вставок
- Размещение вставки: Поместите и расположите металлическую вставку (например, медные втулки с резьбой или токопроводящие штифты) в полость формы вручную или механически, допуск позиционирования должен контролироваться в пределах 0,05 мм.
- Инъекция пластика: как только форма закрыта, машина для литья под давлением впрыскивает расплавленный пластик при температуре 200-300 ℃ и высоком давлении, полностью обертывая вставку пластиком.
- Охлаждение и удаление: после того, как пластик остынет и затвердеет в течение 15-30 секунд, форму открывают и деталь вынимают, пока вставка все еще находится внутри, образуя единое целое.
Ручное и автоматическое размещение вставки
- Размещение вручную: обычно возможно для небольших объемов производства с годовым выпуском <5000 штук. Низкие инвестиции в оборудование, но длительное время цикла, низкая эффективность и склонность к ошибкам позиционирования.
- Автоматическое размещение: подается вибропитателем + управляется шестиосным роботом, с циклом позиционирования 3-5 секунд на деталь и точностью ± 0,02 мм, подходит для производства в больших объемах и с высокой точностью.
Хотите знать, подходит ли ваш продукт для ручного или автоматического формования вставок? Отправьте чертежи вашего продукта в JS Precision, чтобы бесплатно получить технологические решения и расчеты производительности.
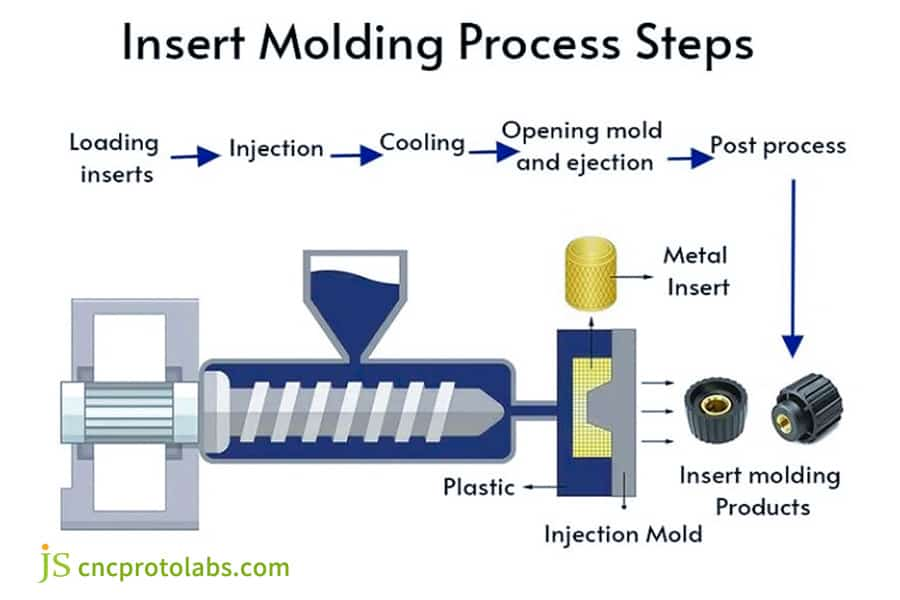
Рисунок 1: Блок-схема, подробно описывающая этапы процесса формования вставок, включая загрузку вставок, впрыск, охлаждение, открытие формы и последующую обработку.
Почему стоит выбрать литье под давлением вместо традиционной сборки?
Столкнувшись с проблемами сложной сборки, высокой стоимости и высокого уровня дефектов, литьевое формование вставок позволяет формировать несколько вставок для литья под давлением в одной форме, исключая несколько процессов. Ключевым моментом является стандартизированный процесс формования вставок.
Пять основных преимуществ
Вставка для литья под давлением не только предлагает значительные основные преимущества, такие как достижение нулевого зазора и снижение стоимости единицы изделия на 15-30%, но его конструкция с механической блокировкой также обеспечивает силу выдергивания пластины , намного превышающую силу приклеивания.
Кроме того, он предоставляет средства функциональной интеграции и большую свободу проектирования, которые можно адаптировать к сложным производственным требованиям.
Когда вставное формование имеет экономический смысл?
- Точка перегиба производства: когда годовая производственная потребность превышает 5000 единиц, себестоимость единицы продукции вставного формования после амортизации будет ниже, чем при традиционной сборке.
- Переломный момент сложности: когда количество вставок ≥3 или требуется разнонаправленное позиционирование, преимущества эффективности и качества однократного формования в форме очень очевидны.
Каковы важные правила проектирования для успешного формования пластиковых вставок?
Достижение пластиковая вставка молдинга предприятия зависит от тщательного рассмотрения тонкостей дизайна. Неправильная конструкция может стать причиной смещения вставки, растрескивания пластика и ряда других проблем. Хорошие методы проектирования DFM могут даже привести к сокращению времени на модификацию пресс-форм более чем на 50% .
Предотвращение деформации и смещения пластины
Предотвращение деформации и смещения пластины зависит от тщательного проектирования. Допуск на диаметр установочного штифта должен сохраняться в пределах 0,01 мм. Вставки с тонкими стенками также требуют дополнительных опорных штифтов.
В то же время следует использовать программное обеспечение Moldflow, чтобы определить оптимальное расположение литника и предотвратить проблемы воздействия расплава.
Оптимизация толщины стенки и усадки
Оптимизация толщины стенок и усадки необходима, и необходимо соблюдать правило равномерной толщины стенок. Вокруг вставки рекомендуется сделать пластиковую стенку толщиной 1,5-3,0 мм. В точках резкого изменения толщины стенки переходы должны быть постепенными.
В то же время анализ текучести пресс-формы можно использовать для компенсации усадки и сохранения формы изделия.
Повышение прочности соединения с помощью механических свойств
- Конструкция накатки: глубина алмазной накатки 0,2–0,4 мм может значительно увеличить силу вытягивания вставки в 3–5 раз.
- Конструкция канавок и бобышек: механическое соединение образовано кольцевыми канавками шириной ≥1 мм и глубиной ≥0,3 мм, что также приводит к увеличению прочности соединения.
- Конструкция с защитой от вращения: внешний край пластины имеет фаску или сплющенную форму, чтобы предотвратить вращение под действием крутящего момента.
Каковы наиболее распространенные области применения формования пластиковых вставок?
Формование пластиковых вставок в настоящее время является широко используемым промышленным процессом, особенно в автомобильной, медицинской и электронной областях. Он позволяет сбалансировать точность, надежность и эффективность в соответствии с требованиями роскошного производства, а диапазон его применения постоянно расширяется.
Типичные применения вставных пластиковых формований в различных отраслях промышленности
| Промышленность | Типичные продукты | Тип вставки | Основная ценность |
| Автомобильная промышленность | Датчики скорости колес, масляные насосы, электрические разъемы | Медные штифты, латунные втулки, стальные валы | Вибростойкость, степень герметизации IP67+, адаптируемость к сложным автомобильным условиям. |
| Медицинский | Хирургические ручки, иглодержатели для шприцев, диагностическое оборудование | Детали из нержавеющей стали , Керамические вставки | Бесшовные, легко поддаются стерилизации, соответствуют медицинскому сертификату ISO 13485. |
| Электроника | USB-разъемы, антенны, корпуса датчиков | Медные клеммы, стальные листы, проводящие вставки | Стабильный сигнал, миниатюризация, улучшенная интеграция электронных компонентов |
| Бытовая электроника | Рамки для мобильных телефонов, подставки для наушников, аксессуары для умных носимых устройств | Металлические гайки, стальные листы, алюминиевые вставки | Легкий и высокопрочный, соответствует тенденции снижения веса в бытовой электронике |
| Промышленный | Шестерни, ручки для инструментов, клапаны для жидкости | Металлические втулки, резьбовые вставки, износостойкие вставки | Износостойкий, ударопрочный, срок службы превышает 10⁶ циклов. |
Хотите просмотреть успешные вставить пластиковый молдинг тематические исследования в той же отрасли? Свяжитесь с JS Precision для получения подробных примеров отраслевого применения и анализа процессов.
Как выбрать материалы для вставок при литье под давлением?
Выбор материалов напрямую определяет успех или неудачу вставки в проекте литья под давлением. Значительная разница в коэффициентах теплового расширения металла и пластика может привести к выходу из строя.
Только путем правильного подбора материалов можно добиться наилучших характеристик, гарантируя плавный и эффективный процесс формования вставок.
Распространенные материалы пластин и их применение
- Латунь: наиболее часто используемая, с хорошей технологичностью, подходит для резьбовых вставок и клемм, с теплопроводностью 120 Вт/м·К.
- Нержавеющая сталь: устойчива к коррозии, подходит для медицинского оборудования, деталей, контактирующих с пищевыми продуктами, твердость HRC 35-45.
- Алюминиевый сплав: легкий, подходит для бытовой электроники, требует обработки поверхности для улучшения сцепления.
- Керамика: высокая термостойкость (> 1000 ℃), изоляция, подходит для электронной упаковки.
Рекомендации по выбору пластиковой смолы
Выбор пластиковой смолы следует рассматривать с учетом требований к продукту.
- Для корпусных изделий ABS является хорошим выбором из-за его хорошей формуемости.
- ПК является хорошим выбором для прецизионных оконных компонентов из-за его высокой прозрачности и ударопрочности.
- PA66 может использоваться для несущих структурных компонентов, поскольку он термостойкий и износостойкий.
- LCP можно использовать для изготовления прецизионных электронных соединителей с высокой текучестью.
Согласование теплового расширения Основное правило
Разница в коэффициентах теплового расширения пластика и металла должна составлять <50×10⁻⁶/℃, что соответствует стандарту. АСТМ Д4060-18 . Если разница слишком велика, необходимо использовать конструкции для снятия напряжений, например, при соединении PA66 с латунью необходима компенсация толщины стенки.
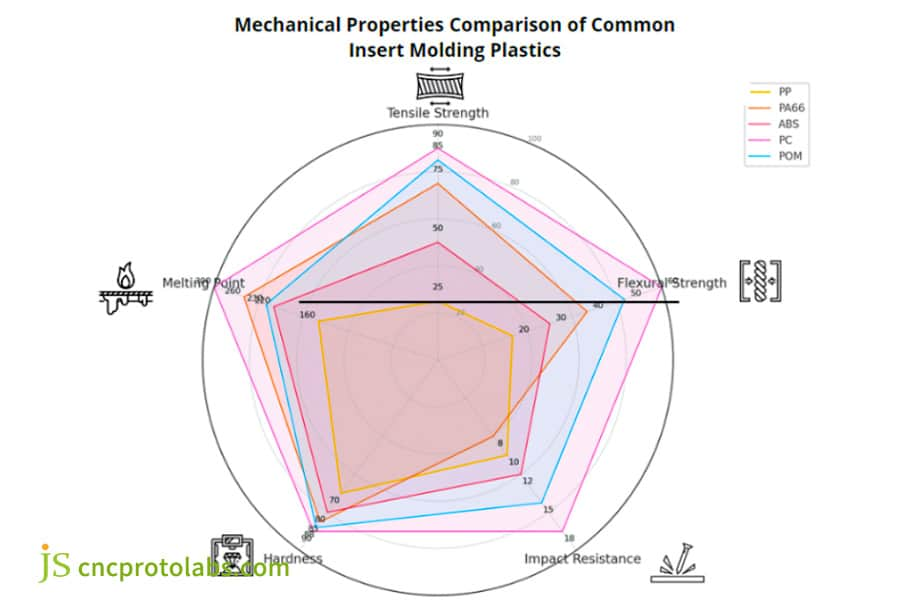
Рисунок 2: Радарная диаграмма, сравнивающая ключевые механические свойства, такие как прочность на разрыв и твердость, распространенных пластиков для формования вставок (ПП, ПА66, АБС, ПК, ПОМ).
Автоматизация и стоимость: как расширить производство формовочных вставок?
Первоначальная стоимость автоматизированного оборудования для формования вставок довольно высока (500 000–1 500 000 долларов США) , однако комбинация с роботизированными манипуляторами и устройствами выравнивания вставок может значительно повысить эффективность и сократить затраты. Выбор подходящего решения с учетом производственных мощностей очень важен для массового производства.
Сравнительные данные на детальном уровне для автоматизированных производственных линий для формования вставок различных масштабов производственной мощности могут помочь компаниям в точном выборе подходящих решений. Ниже приводится сводка основных данных по различным измерениям:
| Производственная мощность | Инвестиции в оборудование (10 000 долларов США) | Время единичного цикла (секунды) | Снижение удельных затрат (%) | Срок окупаемости (месяцев) | Годовая мощность (шт.) |
| Мелкая партия (<10 000 шт.) | 5-10 | 45-60 | 15-20 | 8-12 | 5000-10000 |
| Мелкие и средние партии (10 000–50 000 шт.) | 10-30 | 30-45 | 30-45 | 12-15 | 10 000–50 000 |
| Средняя партия (50 000–100 000 шт.) | 30-50 | 20-30 | 25-35 | 15-18 | 50 000–100 000 |
| Крупная партия (100 000-500 000 штук) | 50-100 | 50-100 | 35-40 | 18-24 | 100 000–500 000 |
| Сверхбольшие объемы (>500 000 штук) | 100-150 | 10-15 | 40-50 | 24-30 | Более 500 000 |
Решения по автоматизации для разных объемов
- Небольшой объем (<10 000 штук в год): размещение вручную + простой контроль, инвестиции <100 000 долларов США, подходят для пробного производства и изготовления небольших партий.
- Средний объем (10 000-100 000 шт./год): Вибропитатель + роботизированный манипулятор, инвестиции 300 000-500 000 долларов США, срок окупаемости 12-18 месяцев.
- Большой объем (>100 000 штук в год): Полностью автоматизированная производственная линия + визуальный контроль, инвестиции >1 000 000 долларов США, себестоимость единицы продукции снижена на 40%.
Разбивка структуры затрат на вставной формовочный материал
- Стоимость пресс-формы: 3 000–15 000 долларов США за комплект, что составляет 60% первоначальных инвестиций. Высококачественная стальная пресс-форма позволяет производить 500 000–1 000 000 штук.
- Стоимость вставки: Латунь вставки для литья под давлением стоимость $0. 02–0,5 доллара США за штуку , оптовые закупки могут снизить затраты на 30%.
- Стоимость литья под давлением: затраты на оплату труда + амортизация оборудования составляют примерно 5–15 долларов в час, автоматизация может снизить затраты более чем на 50%.
- Стоимость проверки: выборочная проверка ШМ стоит 10–20 долларов США за штуку , полная визуальная проверка после амортизации стоит <0 долларов США. 1 за штуку.
Обеспечение качества в автоматизированном производстве
- При проверке пресс-формы: датчики давления контролируют состояние наполнения, колебания, превышающие 5%, вызывают автоматический сигнал тревоги, чтобы предотвратить нехватку и перелив материала.
- Очистка продувкой воздухом: очищает полость пресс-формы перед установкой вставки, чтобы предотвратить появление мусора, вызывающего отклонения в позиционировании.
- Визуальный контроль: онлайн-контроль положения вставки с точностью ± 0,02 мм автоматически отбраковывает дефектную продукцию.
Хотите построить собственную автоматизированную линию по производству формовочных вставок? Свяжитесь с JS Precision, чтобы получить индивидуальное автоматизированное производственное решение, адаптированное к вашим потребностям в производительности, и расценки.
Как выбрать подходящего партнера для вашего проекта по формованию вставок?
Качество литья вставок определяется силой вашего партнера. При выборе поставщика не концентрируйтесь исключительно на тоннаже его оборудования, а оцените его возможности интеграции процессов и возможности комплексного обслуживания для поддержки выполнения проекта.
Оценка технических возможностей
Судите о поставщике по его техническим возможностям, в частности по поддержке DFM, навыкам анализа текучести пресс-форм и контролю точности массового производства . Это гарантирует, что поставщик заранее распознает технологические риски, прогнозирует производственные проблемы и постоянно поддерживает допуски на позиционирование пластины в пределах 0,05 мм.
Система качества и сертификаты
- Основное требование: стандартизация производства гарантирована сертификацией ISO 9001:2015.
- Отраслевые нормы: сертификация IATF 16949 обязательна для автомобильный сектор , тогда как сертификация ISO 13485 предназначена для медицинского сектора.
- Документация по качеству: включает документы по качеству, такие как отчеты о первых статьях, данные SPC, анализ Cpk и т. д.
Устойчивость цепочки производства и поставок
- Скорость изготовления пресс-форм. Компания с уровнем модификации пресс-форм > 80% будет лучше подходить для обеспечения более быстрого выполнения работ и низких затрат.
- Цепочка поставок вставок: Стабильная цепочка поставок вставок для литья под давлением может помочь снизить затраты на закупки.
- Гибкость производственных мощностей: позволяет очень эффективно перейти от 1 образца к 100 пробным производственным единицам к 100 000 единицам массового производства.

Рис. 3. Коллекция различных электронных компонентов черного и металлического цвета, таких как разъемы и рамки, изготовленных с использованием методов литья под давлением.
Пример использования JS Precision: снижение затрат на немецкий проект автомобильных датчиков на 28%!
Задача проекта
В немецкой автомобильной компании поставщик уровня 1 использовал традиционный процесс «запрессовка вставки + лазерная сварка» для изготовления датчика скорости колеса ABS (который содержит две медные вставки для литья под давлением).
Себестоимость единицы продукции датчика составила 2,35 доллара США, а процент брака достигал 4,5%. Ослабление вставки и выход из строя уплотнения были основными причинами отказа. Заказчик хотел снизить стоимость продукта при сохранении сверхвысокого уровня водонепроницаемости IP69K.
Индивидуальное решение
После вмешательства JS Precision были внесены три основных изменения , которые значительно помогли решить проблемы проекта, модернизировать конструкцию и процесс, в основном сосредоточив внимание на процессе формования вставок:
1. Модернизация DFM: глубина накатки медного штифта вставки была увеличена с 0,15 мм до 0,3 мм, при этом также была введена кольцевая противоскользящая канавка, расположение литника было отрегулировано так, чтобы расплав не попадал непосредственно на штифты вставки, а анализ текучести пресс-формы показал снижение давления наполнения на 22%.
2. Модернизация процессов и оборудования. Была внедрена полностью автоматизированная система размещения вставок (вибропитатель + шестиосный робот) + прецизионная машина для литья под давлением, что помогло сократить время производственного цикла вставки в литье под давлением с 45 секунд до 28 секунд.
3. Оптимизация материалов и контроля: первоначальный PBT-GF30 был заменен на DuPont Zytel. PA66-GF35: прочность соединения вставок увеличена на 35%, стоимость материала снижена на 8%, а также на продукт теперь распространяется визуальный онлайн-контроль + одновременное 100%-е испытание на герметичность .
Результаты проекта
- Экономия затрат: цена за единицу была снижена с 2,35 до 1,69 долларов США, общие расходы снизились на 28%, в результате чего клиент ежегодно экономил более 300 000 долларов США.
- Улучшение качества: процент бракованной продукции снизился с 4,5% до менее 0,7%, что представляет собой снижение на 84%, что позволяет клиенту отказаться от проверки качества со стороны OEM-производителей конечных пользователей.
- Увеличение производственной мощности: Мощность производства в одну смену выросла с 800 единиц до 1600 единиц, что удвоило возможность удовлетворить потребности клиентов в больших объемах поставок.
Если вы также хотите снизить затраты на продукцию и повысить качество за счет формования вставок, немедленно свяжитесь с JS Precision, отправьте свои требования к продукту и получите индивидуальное решение для формования вставок.
Рисунок 4. Крупный план готового датчика скорости колеса ABS со встроенными медными штыревыми вставками, пример прецизионного формования вставок.
Часто задаваемые вопросы
Вопрос 1: В чем разница между формованием вставкой и формованием поверх?
Формование вставками — это метод, при котором вы помещаете в форму вставку из металла или любого другого материала из разнородного материала, а затем впрыскиваете пластик для изготовления одной цельной детали. Формование — это метод литья одного типа пластика поверх ранее отлитого пластика.
В2: Какова минимальная толщина стенки для вставки?
Минимальная толщина вставного молдинга зависит от материала. Например, толщина LCP может достигать 0,3 мм, тогда как материалы общего назначения, такие как АБС и ПК, должны иметь толщину ≥1,0 мм, чтобы предотвратить дефекты формования.
В3: Какова типичная сила вытягивания вставок?
Пример: Латунная вставка М3 с накаткой в ПА66 приводит к усилиям на выдергивание 600-800Н, а гладкая всего около 100-200Н. Механическая блокировка может значительно увеличить усилие вытягивания.
В4: Будет ли вставка вызывать растрескивание пластика?
На самом деле вставка может привести к появлению трещин в пластике. Основные причины – существенное несоответствие коэффициентов термического расширения металла и пластика и очень тонкие стенки. А моделирование течения пресс-формы необходимо проверить и исправить эти проблемы перед началом производства.
Вопрос 5: Какова контролируемая точность позиционирования пластин?
Точность позиционирования пресс-формы во время массового производства может надежно поддерживаться на уровне ±0,05 мм , тогда как высокоточные пресс-формы и автоматизация могут достигать ±0,02 мм.
В6: Требуют ли вставки предварительного нагрева?
Предварительный нагрев не требуется для металлических вставок небольших размеров. Однако для вставок больших размеров (вес > 10 г) лучше предварительно нагреть до 100-150 ℃, чтобы уменьшить напряжение внутри материала, вызванное быстрым охлаждением пластика.
Вопрос 7: Какова типичная продолжительность цикла формования вставок?
Способ размещения вставок влияет на время цикла формования вставок. При ручной укладке на одну штуку уходит около 45-60 секунд, тогда как автоматизированные производственные линии могут сократить это время даже до 20-30 секунд , что значительно увеличивает производительность.
В8: Каков срок службы вставных форм?
Срок службы вставных форм определяется сталью формы. Термообработанные формы S136 способны изготовить 500 000–1 000 000 штук. Регулярное техническое обслуживание поможет продлить срок их службы.
Краткое содержание
Литье вставок стало одним из основных конкурентных преимуществ в таких отраслях промышленности, как автомобилестроение, медицина и электроника. Он обходит ограничения старой сборки с помощью интегрированного литья, позволяя предприятиям снизить затраты и повысить качество.
JS Precision — профессиональная компания по формованию вставок, которая предлагает комплексные услуги, начиная от проектирования и заканчивая серийным производством, с целью повышения конкурентоспособности вашей продукции.
Свяжитесь с JS Precision сегодня для бесплатной оценки DFM и пакета образцов пресс-форм!

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Команда точности JS
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

