

Inserire la modanatura è una fase fondamentale della produzione. Gli ingegneri sono spesso turbati da problemi quali complicate operazioni di post-assemblaggio, aumento dei costi e connessioni fragili, mentre i metodi di produzione convenzionali hanno difficoltà a bilanciare prestazioni ed efficienza.
Con lo stampaggio a inserto le parti metalliche vengono fissate molto saldamente nella plastica rendendole inseparabili.
Questo articolo discute le nozioni di base e l'utilizzo di questo metodo. Continua a leggere per scoprire come utilizzare lo stampaggio a inserti per ridurre i costi totali e aumentare il potere di determinazione dei prezzi dei prodotti.
Panoramica rapida delle risposte principali
| Dimensioni fondamentali | Risposte chiave | Valore per te |
| Essenza dell'artigianato | L'inserto principale in metallo e l'iniezione di plastica lavorano insieme per formare un singolo componente. L'utilizzo di inserti metallici all'interno dello stampo e quindi l'iniezione di plastica attorno ad essi è un processo che produce un componente integrale. | I processi di assemblaggio vengono eliminati, con il risultato che la catena di fornitura viene accorciata dall'origine alla fine. |
| Principali benefici diretti | Eliminazione delle tolleranze di assemblaggio, miglioramento della resistenza meccanica e raggiungimento dell'integrazione multifunzionale . | Riduzione complessiva del costo del prodotto del 15-30% e miglioramento dell'affidabilità. |
| Chiavi di progettazione | Posizionamento integrato affidabile, spessore uniforme delle pareti e struttura di bloccaggio meccanico. | Resiste alle crepe da stress nella parte, lo strumento può produrre oltre 1 milione di pezzi . |
| Campi industriali | Sensori per auto, dispositivi medici portatili, connettori per elettronica, elettronica domestica. | Si adatta perfettamente ai requisiti del settore con conseguente accelerazione dello sviluppo del prodotto. |
Punti chiave:
- Punto di flessione dei costi: quando la produzione annuale supera i 50.000 pezzi, lo stampaggio con inserti è più economico del 25-40% rispetto ai costi di assemblaggio tradizionali.
- Soglia di precisione: la tolleranza per la posizione dell'inserto in termini di posizionamento deve essere mantenuta entro ±0. 05 mm, altrimenti potrebbe verificarsi un traboccamento o l'esaurimento dell'inserto.
- Forza di legame: una profondità di zigrinatura compresa tra 0,2 e 0. 4 mm possono produrre una forza di estrazione superiore a 500 N, che è molto maggiore di quella delle superfici lisce.
- Impatto sul tempo ciclo: con l'automazione nel posizionamento degli inserti, il tempo ciclo di un singolo pezzo può essere controllato entro 30 secondi, mentre il posizionamento manuale richiede più di 45 secondi.
Perché fidarsi di questa guida? Esperienza nello stampaggio di inserti di JS Precision
Lo stampaggio a inserti rappresenta un cambiamento fondamentale nella produzione e nella precisione. L'implementazione del processo professionale determina in larga misura la qualità del prodotto finale.
JS Precision è un esperto costante nello stampaggio di inserti a lungo termine. Disponiamo di un'ampia gamma di macchine per lo stampaggio a iniezione di precisione da 30T a 350T compresi, sistemi di posizionamento automatizzato degli inserti insieme al centro di test ad alta precisione Zeiss CMM.
Oltre a ciò, forniamo più di 500 clienti di fascia alta nei settori automobilistico, medico ed elettronico con oltre 2000 progetti di stampaggio di inserti personalizzati, acquisendo così una conoscenza approfondita e completa delle sfide di processo e delle soluzioni di diversi settori.
La nostra azienda è un precursore nell'incorporare standard di processo volti a perseguire una crescita elevata rispettandoli pienamente ISO 13722-2017 "Specifiche tecniche dello stampaggio di inserti in plastica." Pertanto, il nostro intero processo, dalla selezione dei materiali e dalla progettazione degli stampi ai test sulla produzione di massa, è in linea con gli standard autorevoli internazionali.
Oltre a ciò, la nostra azienda possiede un team di analisi indipendente DFM e un laboratorio di analisi del flusso dello stampo. Siamo quindi stati in grado di anticipare oltre l'80% dei rischi di processo , come lo spostamento dell'inserto e le fessurazioni da stress interno. Inoltre, siamo riusciti a ridurre la frequenza delle modifiche agli stampi del 60% rispetto alla media del settore.
Allo stesso tempo, abbiamo innovato le principali tecnologie per il posizionamento automatizzato degli inserti, con una precisione di esecuzione del braccio robotico che raggiunge ± 0,02 mm, che soddisfa i requisiti della produzione di massa per lo stampaggio di inserti ad alta precisione.
In precedenza, JS Precision ha affrontato importanti problemi del settore come inserti di sensori allentati e guasti alle guarnizioni per un fornitore automobilistico europeo di livello 1 riconosciuto a livello internazionale, riducendo infine il tasso di difetti del prodotto dal 4,5% a meno dello 0,7%.
Inoltre, abbiamo facilitato la produzione di maniglie chirurgiche per dispositivi medici attraverso lo stampaggio in un unico pezzo, che soddisfa i severi requisiti della certificazione medica ISO 13485. Questi casi evidenziano non solo la nostra competenza tecnica ma anche la nostra capacità di risolvere problemi nel campo dello stampaggio con inserti.
Se hai difficoltà con la progettazione del processo di stampaggio con inserti, il controllo dei costi o l'implementazione della produzione di massa, contatta immediatamente gli ingegneri JS Precision per una valutazione gratuita del processo di stampaggio con inserti. Lascia che il nostro team di professionisti elimini eventuali ostacoli tecnici per il tuo progetto.
Cos'è esattamente il processo di stampaggio con inserti e come funziona?
Il processo di stampaggio degli inserti trasforma essenzialmente due fasi di produzione, dopo l'assemblaggio e lo stampaggio, in un'unica fase, integrando un inserto direttamente nello stampo. L'inserto (solitamente metallico) viene posizionato all'interno della cavità dello stampo, sopra viene iniettata la plastica fusa e, dopo il raffreddamento e la solidificazione, la plastica e l'inserto diventano un unico prodotto integrato.
Il prodotto in stampo combina le migliori caratteristiche sia della plastica che del metallo. Quindi, apprendimento processo di stampaggio dell'inserto può portare ad un miglioramento della resa del prodotto.
Le tre fasi fondamentali del processo di stampaggio con inserti
- Posizionamento dell'inserto: posizionare e posizionare l'inserto metallico (ad esempio manicotti in rame filettati o perni conduttivi) nella cavità dello stampo manualmente o meccanicamente, controllando la tolleranza di posizionamento entro 0,05 mm.
- Iniezione plastica: una volta chiuso lo stampo, la macchina per lo stampaggio a iniezione inietterà la plastica fusa a 200-300 ℃ e ad alta pressione, avvolgendo completamente l'inserto nella plastica.
- Raffreddamento e rimozione: una volta che la plastica si è raffreddata e indurita per 15-30 secondi, lo stampo viene aperto e la parte viene estratta mentre l'inserto è ancora incorporato formando un'unica unità.
Posizionamento manuale o automatizzato degli inserti
- Posizionamento manuale: generalmente fattibile per operazioni di volume ridotto con produzione annua <5000 pezzi. Basso investimento in attrezzature, ma tempo di ciclo lungo, bassa efficienza e soggetto a errori di posizionamento.
- Posizionamento automatizzato: alimentato da un alimentatore vibrante + gestito da un robot a sei assi, con un ciclo di posizionamento di 3-5 secondi/pezzo e una precisione di ±0,02 mm, adatto per produzioni ad alto volume e ad alta precisione.
Vuoi sapere se il tuo prodotto è più adatto allo stampaggio con inserti manuale o automatizzato? Invia i disegni dei tuoi prodotti a JS Precision per ottenere soluzioni di processo e calcoli di capacità gratuiti.
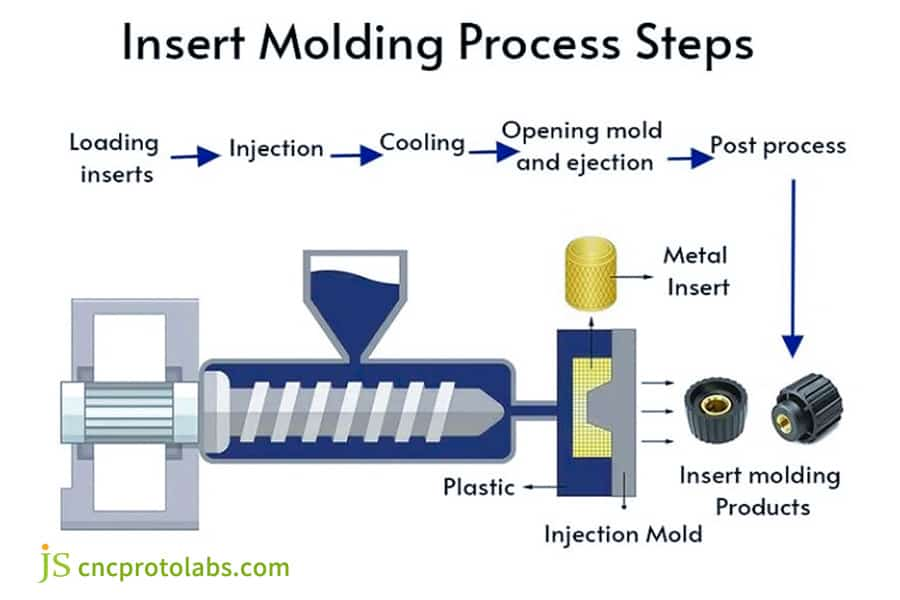
Figura 1: Un diagramma di flusso che descrive in dettaglio le fasi del processo di stampaggio degli inserti, inclusi caricamento degli inserti, iniezione, raffreddamento, apertura dello stampo e post-elaborazione.
Perché scegliere lo stampaggio a iniezione di inserti rispetto all'assemblaggio tradizionale?
Di fronte ai problemi di assemblaggio complesso, costi elevati e alto tasso di difetti, lo stampaggio a iniezione di inserti può formare più inserti per stampaggio a iniezione in uno stampo, eliminando più processi. Un processo di stampaggio degli inserti standardizzato è fondamentale.
Cinque vantaggi fondamentali
Inserire lo stampaggio ad iniezione non solo offre vantaggi fondamentali significativi, come ottenere un adattamento a gioco zero e ridurre il costo unitario del 15-30%, ma il suo design con bloccaggio meccanico fornisce anche una forza di estrazione dell'inserto di gran lunga superiore a quella del fissaggio adesivo.
Inoltre, fornisce i mezzi per l’integrazione funzionale e una maggiore libertà di progettazione, che può essere adattata a requisiti di produzione complessi.
Quando ha senso dal punto di vista economico lo stampaggio a inserti?
- Punto di flesso della produzione: quando il fabbisogno di produzione annuale è > 5000 unità, il costo unitario dello stampaggio degli inserti dopo l'ammortamento dei costi sarà inferiore a quello dell'assemblaggio tradizionale.
- Punto di flesso della complessità: quando il numero di inserti è ≥ 3 o richiede un posizionamento multidirezionale, i vantaggi di efficienza e qualità dello stampaggio singolo nello stampo sono molto evidenti.
Quali sono le regole di progettazione fondamentali per uno stampaggio di inserti in plastica di successo?
Il raggiungimento di stampaggio inserti in plastica dipende dalla gestione diligente dei dettagli di progettazione. Una progettazione non corretta può essere la causa dello spostamento dell'inserto, della rottura della plastica e di molti altri problemi. Buone pratiche di progettazione DFM possono portare anche ad una riduzione di oltre il 50% dei tempi di modifica degli stampi.
Prevenire la deformazione e lo spostamento dell'inserto
Prevenire la deformazione e lo spostamento dell'inserto dipende da una progettazione molto attenta. La tolleranza del diametro del perno di posizionamento deve essere mantenuta entro 0,01 mm. Anche gli inserti con pareti sottili richiedono perni di supporto aggiuntivi.
Allo stesso tempo, si dovrebbe utilizzare il software Moldflow per determinare la posizione ottimale del punto di iniezione e per prevenire i problemi legati all'impatto della fusione.
Ottimizzazione dello spessore e del restringimento delle pareti
È necessario ottimizzare lo spessore e il ritiro delle pareti e bisogna seguire la regola dello spessore uniforme delle pareti. Intorno all'inserto è consigliabile uno spessore della parete in plastica di 1,5-3,0 mm. Nei punti di cambiamento improvviso dello spessore della parete , le transizioni dovrebbero essere graduali.
Allo stesso tempo, l'analisi del flusso dello stampo può essere utilizzata per compensare il ritiro e aiutare a mantenere la forma del prodotto.
Miglioramento della forza di adesione con caratteristiche meccaniche
- Design della zigrinatura: la profondità della zigrinatura del diamante di 0,2-0,4 mm può aumentare significativamente la forza di estrazione dell'inserto di 3-5 volte.
- Design di scanalature e sporgenze: l'interblocco meccanico è formato da scanalature anulari con una larghezza ≥ 1 mm e una profondità ≥ 0,3 mm che si traduce anche in un aumento della forza di adesione.
- Design della struttura antirotazione: il bordo esterno dell'inserto è smussato o appiattito per impedire la rotazione sotto coppia.
Quali sono le applicazioni più comuni per lo stampaggio di plastica con inserti?
Lo stampaggio di inserti in plastica è oggigiorno un processo industriale ampiamente utilizzato, soprattutto nei settori automobilistico, medico ed elettronico. Consente di bilanciare precisione, robustezza ed efficienza per soddisfare i requisiti della produzione di lusso, oltre alla continua crescita della gamma delle sue applicazioni.
Applicazioni tipiche dello stampaggio di inserti in plastica in vari settori
| Industria | Prodotti Tipici | Inserisci tipo | Valore fondamentale |
| Automobilistico | Sensori Velocità Ruote, Pompe Olio, Connettori Elettrici | Perni in rame, manicotti in ottone, alberi in acciaio | Resistenza alle vibrazioni, prestazioni di tenuta IP67+, adattabile a condizioni automobilistiche complesse |
| Medico | Maniglie chirurgiche, porta-aghi per siringhe, apparecchiature diagnostiche | Parti in acciaio inossidabile , Inserti in Ceramica | Senza cuciture, facile da sterilizzare, conforme alla certificazione medica ISO 13485 |
| Elettronica | Connettori USB, antenne, alloggiamenti dei sensori | Terminali in Rame, Lamiere in Acciaio, Inserti Conduttivi | Segnale stabile, miniaturizzazione, migliore integrazione dei componenti elettronici |
| Elettronica di consumo | Cornici per cellulari, supporti per auricolari, accessori indossabili intelligenti | Dadi in Metallo, Lamiere in Acciaio, Inserti in Alluminio | Leggero e ad alta resistenza, soddisfa la tendenza della leggerezza nell'elettronica di consumo |
| Industriale | Ingranaggi, manici di utensili, valvole del fluido | Boccole in Metallo, Inserti Filettati, Inserti Antiusura | Resistente all'usura, resistente agli urti, la durata supera i 10⁶ cicli |
Vuoi vedere con successo inserire modanatura in plastica casi di studio nello stesso settore? Contatta JS Precision per casi applicativi dettagliati del settore e analisi dei processi.
Come selezionare i materiali per gli inserti nello stampaggio a iniezione?
La selezione dei materiali determina direttamente il successo o il fallimento dell'inserto nel progetto di stampaggio a iniezione. La differenza significativa nei coefficienti di dilatazione termica tra metallo e plastica può portare a guasti.
Solo abbinando correttamente i materiali è possibile ottenere le migliori prestazioni, garantendo un processo di stampaggio degli inserti fluido ed efficiente.
Materiali di inserto comuni e loro applicazioni
- Ottone: il più utilizzato, con buona lavorabilità, adatto per inserti e terminali filettati, con conducibilità termica di 120 W/m·K.
- Acciaio inossidabile: resistente alla corrosione, adatto per dispositivi medici, parti a contatto con alimenti, durezza HRC 35-45.
- Lega di alluminio: leggera, adatta per l'elettronica di consumo, richiede un trattamento superficiale per migliorare l'incollaggio.
- Ceramica: resistenza alle alte temperature (>1000 ℃), isolamento, adatta per imballaggi elettronici.
Linee guida per la selezione della resina plastica
La scelta della resina plastica deve essere considerata alla luce dei requisiti del prodotto.
- Per i prodotti per l'edilizia abitativa, l'ABS è una buona scelta grazie alla sua buona stampabilità.
- Il PC è una buona scelta per i componenti di finestre di precisione grazie alla sua elevata trasparenza e resistenza agli urti.
- PA66 può essere utilizzato per componenti strutturali portanti perché è resistente al calore e all'usura.
- LCP può essere utilizzato per connettori elettronici di precisione e ad alta fluidità.
Corrispondenza della dilatazione termica Regola principale
La differenza tra i coefficienti di dilatazione termica della plastica e del metallo dovrebbe essere <50×10⁻⁶/℃, conforme allo standard ASTM D4060-18 . Se la differenza è troppo elevata, è necessario utilizzare strutture di distensione, ad esempio, quando PA66 è accoppiato con l'ottone, è necessaria la compensazione dello spessore della parete.
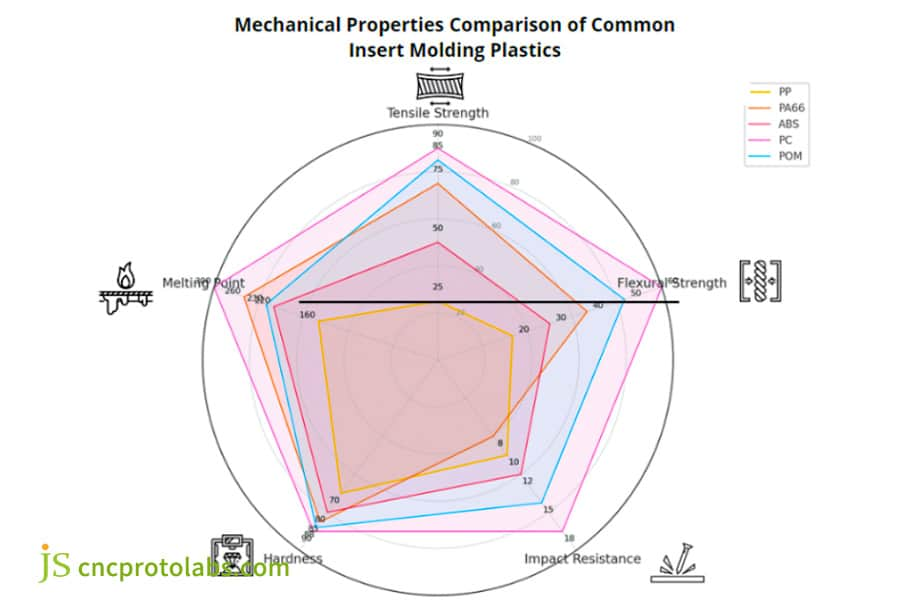
Figura 2: Un grafico radar che mette a confronto le principali proprietà meccaniche come resistenza alla trazione e durezza delle comuni plastiche per stampaggio di inserti (PP, PA66, ABS, PC, POM).
Automazione e costi: come aumentare la produzione di stampi con inserti?
Il costo iniziale delle apparecchiature automatizzate per lo stampaggio di inserti è piuttosto elevato (500.000-1.500.000 di dollari) , tuttavia, una combinazione con bracci robotici e dispositivi di allineamento degli inserti può migliorare notevolmente l’efficienza e ridurre i costi. Selezionare la soluzione adeguata in base alla capacità produttiva è molto importante per la produzione di massa.
I dati comparativi a livello dettagliato per le linee di produzione automatizzate di stampaggio con inserti di varie scale di capacità produttiva possono aiutare le aziende a scegliere con precisione le soluzioni adeguate. Di seguito è riportato un riepilogo dei dati principali nelle varie dimensioni:
| Capacità produttiva | Investimenti in attrezzature (USD 10.000) | Tempo di ciclo dell'unità (secondi) | Riduzione del costo unitario (%) | Periodo di rimborso (mesi) | Capacità annuale (pezzi) |
| Piccoli lotti (<10.000 pezzi) | 5-10 | 45-60 | 15-20 | 8-12 | 5.000-10.000 |
| Lotti da piccoli a medi (10.000-50.000 pezzi) | 10-30 | 30-45 | 30-45 | 12-15 | 10.000-50.000 |
| Lotto medio (50.000-100.000 pezzi) | 30-50 | 20-30 | 25-35 | 15-18 | 50.000-100.000 |
| Grandi lotti (100.000-500.000 pezzi) | 50-100 | 50-100 | 35-40 | 18-24 | 100.000-500.000 |
| Volumi elevatissimi (>500.000 pezzi) | 100-150 | 10-15 | 40-50 | 24-30 | Oltre 500.000 |
Soluzioni di automazione per volumi diversi
- Piccoli volumi (<10.000 pezzi/anno): posizionamento manuale + ispezione semplice, investimento <100.000 USD, adatto per produzione di prova e personalizzazione di piccoli lotti.
- Volume medio (10.000-100.000 pezzi/anno): alimentatore vibrante + braccio robotico, investimento 300.000-500.000 USD, periodo di ammortamento 12-18 mesi.
- Volumi elevati (>100.000 pezzi/anno): linea di produzione completamente automatizzata + ispezione visiva, investimento >1.000.000 di dollari, costo unitario ridotto del 40%.
Ripartizione della struttura dei costi dello stampaggio a inserti
- Costo dello stampo: 3.000-15.000 USD/set, pari al 60% dell'investimento iniziale, l'acciaio per stampi di alta qualità può produrre 500.000-1.000.000 di pezzi.
- Costo dell'inserto: ottone inserti per stampaggio ad iniezione costa $ 0. 02-$0,5 ciascuno , gli acquisti all'ingrosso possono ridurre i costi del 30%.
- Costo dello stampaggio a iniezione: manodopera + ammortamento delle attrezzature costa circa $ 5- $ 15 l'ora, l'automazione può ridurre i costi di oltre il 50%.
- Costo di ispezione: l'ispezione a campione CMM costa $ 10- $ 20 per pezzo , l'ispezione visiva completa, dopo l'ammortamento, costa <$ 0. 1 per pezzo.
Garanzia di qualità nella produzione automatizzata
- Ispezione dello stampo: sensori di pressione monitorano lo stato di riempimento, fluttuazioni superiori al 5% attivano un allarme automatico per prevenire carenze e traboccamenti di materiale.
- Pulizia con soffiaggio d'aria: pulisce la cavità dello stampo prima del posizionamento dell'inserto per evitare che i detriti causino deviazioni di posizionamento.
- Ispezione visiva: l'ispezione online della posizione dell'inserto con una precisione di ±0,02 mm scarta automaticamente i prodotti difettosi.
Vuoi costruire la tua linea di produzione automatizzata per lo stampaggio di inserti? Contatta JS Precision per una soluzione di produzione automatizzata personalizzata su misura per le tue esigenze di capacità e un preventivo.
Come scegliere il partner giusto per il tuo progetto di stampaggio con inserti?
La qualità dello stampaggio ad inserti è determinata dalla forza del tuo partner. Quando si sceglie un fornitore, non concentrarsi esclusivamente sulla stazza delle sue attrezzature, ma valutare piuttosto le sue capacità di integrazione dei processi e le capacità di servizio end-to-end per supportare l'esecuzione del progetto.
Valutazione della capacità tecnica
Giudica un fornitore in base alle sue capacità tecniche, in particolare al supporto DFM, alle capacità di analisi del flusso dello stampo e al controllo di precisione della produzione di massa . Ciò garantisce che il fornitore si accorga tempestivamente dei rischi del processo, preveda i problemi di produzione e mantenga le tolleranze di posizionamento dell'inserto costantemente entro 0,05 mm.
Sistema Qualità e Certificazioni
- Requisito Fondamentale: La standardizzazione della produzione è garantita attraverso la certificazione ISO 9001:2015.
- Norme di settore: la certificazione IATF 16949 è obbligatoria per settore automobilistico , mentre la certificazione ISO 13485 è quella relativa al settore medicale.
- Documentazione di qualità: include documenti di qualità come rapporti del primo articolo, dati SPC, analisi Cpk, ecc.
Produzione e resilienza della catena di fornitura
- Tasso di produzione di stampi: un'azienda con un tasso di modifica dello stampo >80% sarà più adatta a fornire tempi di consegna più rapidi e costi bassi.
- Catena di fornitura degli inserti: una catena di fornitura stabile di inserti per stampaggio a iniezione può aiutare a ridurre i costi di approvvigionamento.
- Flessibilità della capacità produttiva: consente di passare da 1 campione a 100 unità di produzione di prova fino a 100.000 unità di produzione di massa in modo molto efficiente.

Figura 3: Una raccolta di vari componenti elettronici neri e metallici, come connettori e telai, prodotti utilizzando tecniche di stampaggio a inserti.
Caso di studio JS Precision: riduzione dei costi del 28% per un progetto tedesco di sensori automobilistici!
Sfida del progetto
Il fornitore automobilistico tedesco di livello 1 utilizzava il processo convenzionale di "inserimento a pressione dell'inserto + saldatura laser" per produrre un sensore di velocità della ruota ABS (che contiene due inserti di rame per stampaggio a iniezione).
Il costo di produzione unitario del sensore era di $ 2,35 e il tasso di difetti raggiungeva il 4,5%. L'allentamento dell'inserto e il cedimento della tenuta erano le principali modalità di guasto. Il cliente desiderava che il costo del prodotto fosse ridotto pur mantenendo il grado di impermeabilità ultra elevato IP69K.
Soluzione personalizzata
A seguito dell'intervento di JS Precision, sono state apportate tre modifiche principali che hanno contribuito notevolmente a risolvere i problemi del progetto, la progettazione e gli aggiornamenti del processo concentrandosi principalmente sul processo di stampaggio con inserti:
1. Riprogettazione DFM: la profondità di zigrinatura del perno dell'inserto in rame è stata aumentata da 0,15 mm a 0,3 mm, mentre è stata introdotta anche la scanalatura anulare antiscivolo, la posizione del punto di iniezione è stata regolata in modo che la fusione non colpisca direttamente i perni dell'inserto e l'analisi del flusso dello stampo ha indicato una diminuzione del 22% nella pressione di riempimento.
2. Aggiornamenti di processi e attrezzature: sono stati introdotti un sistema di posizionamento degli inserti completamente automatizzato (alimentatore vibrante + robot a sei assi) + una macchina per lo stampaggio a iniezione di precisione, contribuendo a ridurre il tempo del ciclo di produzione di un inserti nello stampaggio ad iniezione da 45 secondi a 28 secondi.
3. Ottimizzazione dei materiali e dell'ispezione: il PBT-GF30 iniziale è stato sostituito da DuPont Zytel. PA66-GF35, la forza di adesione dell'inserto è stata migliorata del 35%, il costo del materiale è stato ridotto dell'8%, inoltre il prodotto è ora garantito dall'ispezione visiva online + test di tenuta all'aria del 100% allo stesso tempo.
Risultati del progetto
- Risparmio sui costi: il prezzo per unità è stato ridotto da $ 2,35 a $ 1,69, le spese complessive sono diminuite del 28%, con un risparmio di oltre $ 300.000 da parte del cliente ogni anno.
- Miglioramento della qualità: la percentuale di prodotti difettosi è scesa dal 4,5% a meno dello 0,7%, ovvero una diminuzione dell'84%, portando il cliente a ottenere un'esenzione dal controllo di qualità da parte degli OEM degli utenti finali.
- Aumento della capacità produttiva: la capacità di produzione su turno singolo è aumentata da 800 unità a 1600 unità, raddoppiando la capacità di soddisfare le esigenze di fornitura di grandi volumi del cliente.
Se desideri anche ridurre i costi del prodotto e migliorare la qualità attraverso lo stampaggio con inserti, contatta immediatamente JS Precision, invia le tue esigenze di prodotto e ottieni una soluzione di stampaggio con inserti personalizzata.
Figura 4: Un primo piano di un sensore di velocità della ruota ABS completo con inserti perni in rame incorporati, un prodotto di caso di studio di stampaggio di inserti di precisione.
Domande frequenti
Q1: Qual è la differenza tra stampaggio con inserti e sovrastampaggio?
Lo stampaggio a inserti è un metodo in cui si inserisce un metallo o qualsiasi altro tipo di inserto in materiale dissimile in uno stampo e quindi si inietta la plastica per realizzare un'unica parte integrata. Il sovrastampaggio è un metodo per iniettare un tipo di plastica sopra una plastica precedentemente stampata.
Q2: Qual è lo spessore minimo della parete per lo stampaggio con inserti?
Lo spessore minimo per lo stampaggio con inserti dipende dal materiale. Ad esempio, l'LCP può avere uno spessore massimo di 0,3 mm, mentre i materiali per uso generale come ABS e PC dovrebbero essere ≥ 1,0 mm per evitare difetti di stampaggio.
Q3: Qual è la forza di estrazione tipica degli inserti?
Esempio: l'inserimento di ottone zigrinato M3 nel PA66 comporta forze di estrazione di 600-800 N, mentre quelle lisce solo di circa 100-200 N. Il bloccaggio meccanico può aumentare drasticamente la forza di estrazione.
Q4: Il modanatura dell'inserto causerà la rottura della plastica?
In realtà, lo stampaggio con inserti può provocare crepe nella plastica. Le ragioni principali sono una significativa discrepanza tra i coefficienti di dilatazione termica del metallo e della plastica e pareti molto sottili. UN simulazione del flusso dello stampo è tenuto a verificare e correggere questi problemi prima della produzione.
D5: Qual è la precisione di posizionamento controllabile per gli inserti?
La precisione del posizionamento dello stampaggio dell'inserto durante la produzione di massa può essere mantenuta in modo affidabile a ±0,05 mm , mentre gli stampi e l'automazione ad alta precisione possono raggiungere ±0,02 mm.
Q6: Gli inserti richiedono il preriscaldamento?
Il preriscaldamento non è necessario per inserti metallici di piccole dimensioni. Tuttavia, per inserti di grandi dimensioni (peso > 10 g), è preferibile preriscaldare a 100-150 ℃ in modo da ridurre lo stress all'interno del materiale causato dal rapido raffreddamento della plastica.
D7: Qual è il tempo tipico del ciclo di stampaggio con inserti?
Il modo in cui vengono posizionati gli inserti influisce sulla durata del ciclo di stampaggio degli inserti. Con il posizionamento manuale occorrono circa 45-60 secondi per pezzo mentre le linee di produzione automatizzate possono ridurli anche a 20-30 secondi , aumentando così significativamente la produttività.
Q8: Qual è la durata degli stampi a inserimento?
La durata degli stampi per stampaggio a inserti è determinata dall'acciaio dello stampo. Gli stampi S136 trattati termicamente sono in grado di produrre 500.000-1.000.000 di pezzi. Una manutenzione regolare può aiutare a prolungarne la durata.
Riepilogo
Lo stampaggio con inserti è diventato uno dei principali vantaggi competitivi nei settori manifatturieri di alto livello come quello automobilistico, medico ed elettronico. Aggira le restrizioni del vecchio assemblaggio con lo stampaggio integrato, consentendo alle aziende di ridurre i costi e aumentare la qualità.
JS Precision è un'azienda professionale di stampaggio con inserti che offre servizi completi che vanno dalla progettazione alla produzione in serie, al fine di migliorare la competitività del vostro prodotto.
Contatta JS Precision oggi stesso per una valutazione DFM gratuita e un pacchetto campione di stampaggio con inserti!

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di precisione JS
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

