

Formteil einsetzen ist eine Schlüsselphase der Fertigung. Ingenieure sind häufig mit Problemen wie komplizierter Nachmontage, erhöhten Kosten und schwachen Verbindungen konfrontiert, während es bei herkömmlichen Fertigungsmethoden schwierig ist, Leistung und Effizienz in Einklang zu bringen.
Beim Umspritzen werden Metallteile sehr fest im Kunststoff fixiert und sind somit untrennbar miteinander verbunden.
In diesem Artikel werden die Grundlagen sowie die Verwendung dieser Methode erläutert. Lesen Sie weiter, um zu erfahren, wie Sie mithilfe des Umspritzens die Gesamtkosten senken und die Preissetzungsmacht Ihrer Produkte erhöhen können.
Kurzer Überblick über die Kernantworten
| Kernabmessungen | Wichtige Antworten | Wert für Sie |
| Essenz der Handwerkskunst | Hauptidemetalleinsatz und Kunststoffeinspritzung arbeiten zusammen, um eine einzige Komponente zu bilden. Die Verwendung von Metalleinsätzen in der Form und das anschließende Einspritzen von Kunststoff um sie herum ist ein Prozess, der eine integrale Komponente erzeugt. | Montageprozesse entfallen, was zu einer Verkürzung der Lieferkette von der Quelle bis zum Ende führt. |
| Wichtigste direkte Vorteile | Eliminierung von Montagetoleranzen, Verbesserung der mechanischen Festigkeit und Erzielung einer multifunktionalen Integration . | Reduzierung der gesamten Produktkosten um 15–30 % und Verbesserung der Zuverlässigkeit. |
| Designschlüssel | Zuverlässige eingebettete Positionierung, gleichmäßige Wandstärke und mechanische Verriegelungsstruktur. | Widersteht Spannungsrissen im Teil, das Werkzeug kann über 1 Million Teile produzieren. |
| Branchenfelder | Autosensoren, tragbare medizinische Geräte, Steckverbinder für die Elektronik, Heimelektronik. | Passt genau zu den Branchenanforderungen und beschleunigt so die Produktentwicklung. |
Wichtige Erkenntnisse:
- Kostenwendepunkt: Wenn die jährliche Produktion 50.000 Stück übersteigt, ist das Umspritzen um 25–40 % günstiger als die herkömmlichen Montagekosten.
- Präzisionsschwellenwert: Die Toleranz für die Position des Einsatzes in Bezug auf die Positionierung muss innerhalb von ±0 gehalten werden. Andernfalls kann es zu einem Überlaufen oder Auslaufen des Einsatzes kommen.
- Bindungsstärke: Eine Rändeltiefe im Bereich von 0,2-0. 4 mm können eine Auszugskraft von mehr als 500 N ergeben, was viel größer ist als bei glatten Oberflächen.
- Auswirkungen auf die Zykluszeit: Durch die Automatisierung der Beilagenplatzierung kann die Zykluszeit eines einzelnen Teils innerhalb von 30 Sekunden gesteuert werden, während die manuelle Platzierung mehr als 45 Sekunden erfordert.
Warum diesem Leitfaden vertrauen? Die Erfahrung von JS Precision im Bereich Insert Moulding
Das Umspritzen von Einsätzen stellt eine entscheidende Veränderung in der Fertigung und Präzision dar. Der professionelle Prozesseinsatz bestimmt maßgeblich die Qualität des Endprodukts.
JS Precision ist ein langjähriger Experte für das Umspritzen von Einlegeteilen. Wir verfügen über eine breite Palette an Präzisionsspritzgussmaschinen von 30T bis 350T inklusive, automatisierten Einsatzplatzierungssystemen sowie einem Zeiss CMM-Hochpräzisionsprüfzentrum.
Darüber hinaus beliefern wir mehr als 500 Spitzenkunden aus der Automobil-, Medizin- und Elektronikindustrie mit mehr als 2.000 maßgeschneiderten Insert-Molding-Projekten und erwerben so tiefe und umfassende Kenntnisse über Prozessherausforderungen und -lösungen in verschiedenen Branchen.
Unser Unternehmen ist ein Vorreiter bei der Einbettung von Prozessstandards zur Erzielung eines hohen Wachstums durch vollständige Einhaltung dieser Standards ISO 13722-2017 „Technische Spezifikation für Kunststoffeinsatzformen.“ Somit entspricht unser gesamter Prozess von der Materialauswahl und dem Formenbau bis hin zur Massenproduktionsprüfung den international maßgeblichen Standards.
Darüber hinaus verfügt unser Unternehmen über ein unabhängiges DFM-Analyseteam und ein Labor für Formflussanalysen. Dadurch konnten wir mehr als 80 % der Prozessrisiken , wie z. B. Wendeplattenverschiebungen und innere Spannungsrisse, vorhersehen. Außerdem ist es uns gelungen, die Häufigkeit von Formänderungen im Vergleich zum Branchendurchschnitt um 60 % zu reduzieren.
Gleichzeitig haben wir die Haupttechnologien für die automatisierte Einlegeplatzierung weiterentwickelt, wobei die Ausführungsgenauigkeit des Roboterarms ±0,02 mm erreicht, was den Anforderungen der Massenproduktion an hochpräzises Einlegespritzen entspricht.
Zuvor hat JS Precision für einen international anerkannten europäischen Tier-1-Automobilzulieferer große Branchenprobleme wie lose Sensoreinsätze und Dichtungsversagen behoben und schließlich die Produktfehlerquote von 4,5 % auf unter 0,7 % gesenkt.
Darüber hinaus haben wir die Herstellung von chirurgischen Griffen für medizinische Geräte durch einteiliges Formen erleichtert, das die sehr strengen Anforderungen der medizinischen Zertifizierung nach ISO 13485 erfüllt. Diese Fälle zeugen nicht nur von unserer technischen Kompetenz, sondern auch von unserer Fähigkeit, Probleme im Bereich Insert Molding zu lösen.
Wenn Sie Schwierigkeiten mit der Gestaltung des Insert-Molding-Prozesses, der Kostenkontrolle oder der Implementierung der Massenproduktion haben, wenden Sie sich umgehend an die Ingenieure von JS Precision für eine kostenlose Bewertung des Insert-Molding-Prozesses. Lassen Sie unser professionelles Team alle technischen Hindernisse für Ihr Projekt aus dem Weg räumen.
Was genau ist der Insert-Molding-Prozess und wie funktioniert er?
Beim Einsatzformverfahren werden im Wesentlichen zwei Fertigungsschritte nach der Montage und dem Formen in nur einem Schritt zusammengefasst, indem ein Einsatz direkt in die Form integriert wird. Der Einsatz (normalerweise aus Metall) wird in den Formhohlraum eingelegt, geschmolzener Kunststoff wird darüber gespritzt und nach dem Abkühlen und Erstarren werden Kunststoff und Einsatz zu einem einzigen integrierten Produkt.
Das In-Mold-Produkt vereint die besten Eigenschaften von Kunststoff und Metall. Also Lernen Insert-Molding-Verfahren kann zu einer Steigerung der Produktausbeute führen.
Die drei grundlegenden Phasen des Insert-Molding-Prozesses
- Platzierung des Einsatzes: Platzieren und positionieren Sie den Metalleinsatz (z. B. Kupferhülsen mit Gewinde oder leitende Stifte) entweder manuell oder mechanisch im Formhohlraum. Die Positionierungstoleranz muss innerhalb von 0,05 mm liegen.
- Kunststoffeinspritzung: Sobald die Form geschlossen ist, spritzt die Spritzgießmaschine den geschmolzenen Kunststoff bei 200–300 °C und hohem Druck ein und umhüllt den Einsatz vollständig mit Kunststoff.
- Abkühlen und Entfernen: Sobald der Kunststoff abgekühlt und 15 bis 30 Sekunden lang ausgehärtet ist, wird die Form geöffnet und das Teil entnommen, während der Einsatz noch eingebettet ist und eine Einheit bildet.
Manuelle vs. automatisierte Einfügungsplatzierung
- Manuelle Platzierung: Im Allgemeinen möglich für Kleinserienbetriebe mit einer Jahresproduktion von <5000 Stück. Geringe Investitionen in die Ausrüstung, aber lange Zykluszeit, geringe Effizienz und anfällig für Positionierungsfehler.
- Automatisierte Platzierung: Beschickung durch einen Vibrationsförderer + Bedienung durch einen Sechs-Achsen-Roboter, mit einem Positionierungszyklus von 3–5 Sekunden/Stück und einer Genauigkeit von ±0,02 mm, geeignet für die Produktion hoher Stückzahlen und hoher Präzision.
Möchten Sie wissen, ob Ihr Produkt besser für das manuelle oder automatisierte Umspritzen geeignet ist? Senden Sie Ihre Produktzeichnungen an JS Precision, um kostenlose Prozesslösungen und Kapazitätsberechnungen zu erhalten.
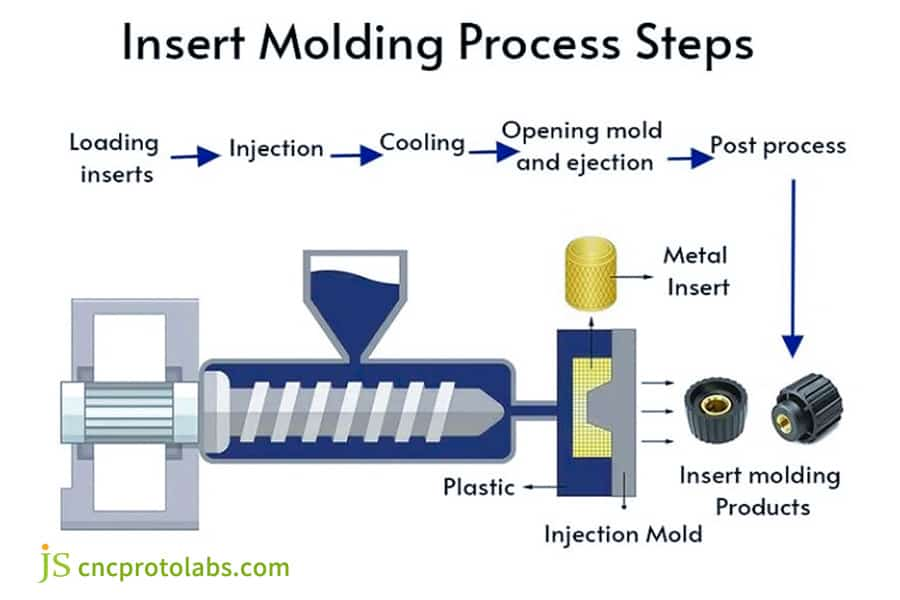
Abbildung 1: Ein Flussdiagramm, das die Schritte des Insert-Molding-Prozesses detailliert beschreibt, einschließlich Einlegen von Einsätzen, Einspritzen, Abkühlen, Öffnen der Form und Nachbearbeitung.
Warum sollten Sie sich für das Spritzgießen von Einlegeteilen statt für die herkömmliche Montage entscheiden?
Angesichts der Probleme einer komplexen Montage, hoher Kosten und einer hohen Fehlerrate können beim Einsatzspritzgießen mehrere Spritzgusseinsätze in einer Form geformt werden, wodurch mehrere Prozesse entfallen. Ein standardisierter Umspritzprozess ist der Schlüssel.
Fünf Hauptvorteile
Spritzguss einlegen bietet nicht nur erhebliche Kernvorteile, wie z. B. spielfreie Passung und Reduzierung der Stückkosten um 15–30 %, sondern das mechanische Verriegelungsdesign sorgt auch für eine Ausziehkraft des Einsatzes , die weit über die einer Klebeverbindung hinausgeht.
Darüber hinaus bietet es die Möglichkeit zur Funktionsintegration und größeren Designfreiheit, die auf komplexe Produktionsanforderungen zugeschnitten werden kann.
Wann ist Insert Molding wirtschaftlich sinnvoll?
- Wendepunkt in der Produktion: Wenn der jährliche Produktionsbedarf > 5000 Einheiten beträgt, sind die Stückkosten für das Umspritzen nach der Kostenamortisation niedriger als die für die herkömmliche Montage.
- Wendepunkt der Komplexität: Wenn die Anzahl der Einsätze ≥3 ist oder eine Positionierung in mehreren Richtungen erforderlich ist, liegen die Vorteile der Effizienz und Qualität des einmaligen Formens in der Form auf der Hand.
Was sind die entscheidenden Designregeln für ein erfolgreiches Umspritzen von Kunststoffeinsätzen?
Das Erreichen von Kunststoff-Einlegeformteil Ventures hängt vom sorgfältigen Umgang mit den gestalterischen Feinheiten ab. Eine unsachgemäße Konstruktion kann die Ursache für eine Verschiebung des Einsatzes, Kunststoffrisse und verschiedene andere Probleme sein. Gute DFM-Designpraktiken können sogar zu einer Verkürzung der Zeit für Formänderungen um mehr als 50 % führen .
Verhinderung der Verformung und Verschiebung des Einsatzes
Um eine Verformung und Verschiebung des Einsatzes zu verhindern, bedarf es einer sehr sorgfältigen Konstruktion. Die Durchmessertoleranz des Fixierstifts sollte innerhalb von 0,01 mm liegen. Einsätze mit dünnen Wänden erfordern außerdem zusätzliche Stützstifte.
Gleichzeitig sollte man die Moldflow-Software verwenden, um die optimale Position des Angusses zu bestimmen und Probleme durch Schmelzeeinwirkung zu vermeiden.
Optimierung der Wandstärke und Schrumpfung
Es ist notwendig, die Wandstärke und Schwindung zu optimieren und die Regel einer gleichmäßigen Wandstärke einzuhalten. Um den Einsatz herum empfiehlt sich eine Kunststoffwandstärke von 1,5-3,0mm. An den Stellen, an denen sich die Wandstärke plötzlich ändert , sollten die Übergänge fließend sein.
Gleichzeitig kann die Formflussanalyse zur Kompensation der Schrumpfung und zur Beibehaltung der Produktform eingesetzt werden.
Verbesserung der Haftfestigkeit durch mechanische Eigenschaften
- Rändelungsdesign: Eine Diamanträndelungstiefe von 0,2 bis 0,4 mm kann die Auszugskraft des Einsatzes um das 3- bis 5-fache erhöhen.
- Rillen- und Nabendesign: Die mechanische Verriegelung wird durch ringförmige Rillen mit einer Breite von ≥ 1 mm und einer Tiefe von ≥ 0,3 mm gebildet, was auch zu einer Erhöhung der Verbindungsfestigkeit führt.
- Anti-Rotations-Strukturdesign: Die Außenkante des Einsatzes ist abgeschrägt oder abgeflacht, um eine Drehung unter Drehmoment zu verhindern.
Was sind die häufigsten Anwendungen für das Kunststoff-Einsatzformen?
Das Spritzgießen von Kunststoffeinsätzen ist heutzutage ein weit verbreitetes industrielles Verfahren, insbesondere in der Automobil-, Medizin- und Elektronikbranche. Es ermöglicht ein ausgewogenes Verhältnis von Genauigkeit, Robustheit und Effizienz, um den Anforderungen luxuriöser Fertigung gerecht zu werden und gleichzeitig das Anwendungsspektrum ständig zu erweitern.
Typische Anwendungen des Kunststoffeinsatzes in verschiedenen Branchen
| Industrie | Typische Produkte | Typ einfügen | Kernwert |
| Automobil | Raddrehzahlsensoren, Ölpumpen, elektrische Anschlüsse | Kupferstifte, Messinghülsen, Stahlwellen | Vibrationsfestigkeit, IP67+-Dichtungsleistung, anpassbar an komplexe Automobilbedingungen |
| Medizinisch | Chirurgische Griffe, Spritzennadelhalter, Diagnosegeräte | Edelstahlteile , Keramikeinsätze | Nahtlos, leicht zu sterilisieren, erfüllt die medizinische Zertifizierung ISO 13485 |
| Elektronik | USB-Anschlüsse, Antennen, Sensorgehäuse | Kupferklemmen, Stahlbleche, leitfähige Einsätze | Stabiles Signal, Miniaturisierung, verbesserte Integration elektronischer Komponenten |
| Unterhaltungselektronik | Handyrahmen, Kopfhörerständer, intelligente tragbare Accessoires | Metallmuttern, Stahlbleche, Aluminiumeinsätze | Leicht und hochfest, entspricht dem Trend zum Leichtbau in der Unterhaltungselektronik |
| Industriell | Zahnräder, Werkzeuggriffe, Flüssigkeitsventile | Metallbuchsen, Gewindeeinsätze, verschleißfeste Einsätze | Verschleißfest, schlagfest, Lebensdauer über 10⁶ Zyklen |
Möchten Sie erfolgreich sehen Kunststoffformteil einsetzen Fallstudien in der gleichen Branche? Kontaktieren Sie JS Precision für detaillierte Branchenanwendungsfälle und Prozessanalysen.
Wie wählt man Materialien für Einsätze beim Spritzgießen aus?
Die Auswahl der Materialien bestimmt direkt den Erfolg oder Misserfolg des Einlege-Spritzguss-Projekts. Der erhebliche Unterschied in den Wärmeausdehnungskoeffizienten zwischen Metall und Kunststoff kann zum Versagen führen.
Nur durch richtig aufeinander abgestimmte Materialien kann die beste Leistung erzielt und ein reibungsloser und effizienter Umspritzprozess gewährleistet werden .
Gängige Einsatzmaterialien und ihre Anwendungen
- Messing: am häufigsten verwendet, mit guter Verarbeitbarkeit, geeignet für Gewindeeinsätze und Anschlüsse, mit einer Wärmeleitfähigkeit von 120 W/m·K.
- Edelstahl: korrosionsbeständig, geeignet für medizinische Geräte, Lebensmittelkontaktteile, Härte HRC 35-45.
- Aluminiumlegierung: leicht, geeignet für Unterhaltungselektronik, erfordert eine Oberflächenbehandlung zur Verbesserung der Haftung.
- Keramik: hohe Temperaturbeständigkeit (>1000 ℃), Isolierung, geeignet für elektronische Verpackungen.
Richtlinien zur Auswahl von Kunststoffharzen
Die Auswahl des Kunststoffharzes sollte im Lichte der Produktanforderungen erfolgen.
- Für Gehäuseprodukte ist ABS aufgrund seiner guten Formbarkeit eine gute Wahl.
- Aufgrund seiner hohen Transparenz und Schlagfestigkeit ist PC eine gute Wahl für Präzisionsfensterkomponenten.
- PA66 kann für tragende Strukturbauteile verwendet werden, da es hitzebeständig und verschleißfest ist.
- LCP kann für hochfließfähige, präzise elektronische Steckverbinder verwendet werden.
Hauptregel zur Anpassung der Wärmeausdehnung
Der Unterschied in den Wärmeausdehnungskoeffizienten von Kunststoff und Metall sollte <50×10⁻⁶/℃ betragen und der Norm entsprechen ASTM D4060-18 . Ist der Unterschied zu groß, müssen spannungsmindernde Strukturen eingesetzt werden, beispielsweise ist bei der Kombination von PA66 mit Messing ein Wandstärkenausgleich erforderlich.
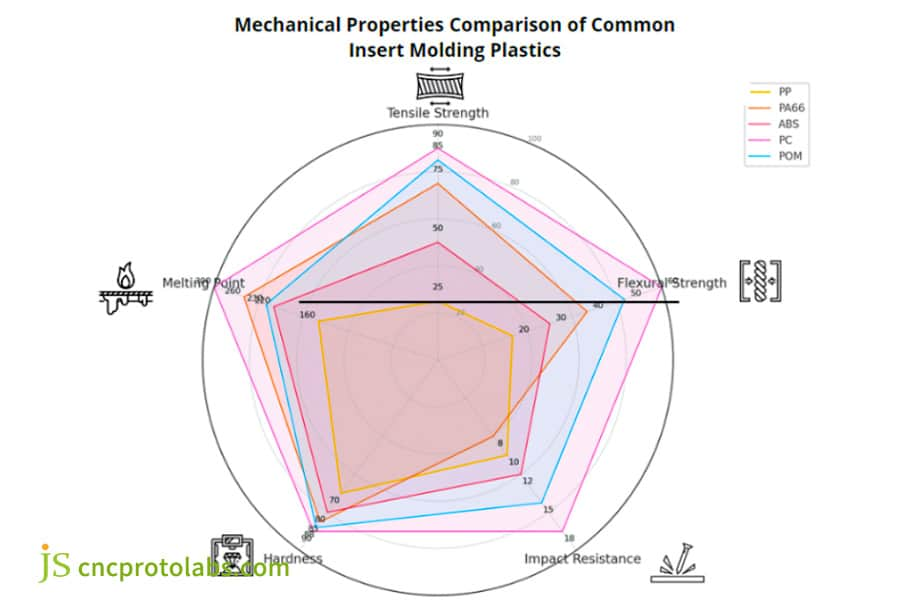
Abbildung 2: Ein Radardiagramm zum Vergleich wichtiger mechanischer Eigenschaften wie Zugfestigkeit und Härte gängiger Insert-Molding-Kunststoffe (PP, PA66, ABS, PC, POM).
Automatisierung und Kosten: Wie können Sie Ihre Insert Moulding-Produktion steigern?
Die Anschaffungskosten für automatisierte Einsatzformanlagen sind recht hoch (500.000 bis 1.500.000 US-Dollar) . Eine Kombination mit Roboterarmen und Einsatzausrichtungsgeräten kann jedoch die Effizienz erheblich steigern und die Kosten senken. Für die Massenproduktion ist die Auswahl der geeigneten Lösung basierend auf der Produktionskapazität sehr wichtig.
Vergleichsdaten auf detaillierter Ebene für automatisierte Insert-Molding-Produktionslinien unterschiedlicher Produktionskapazität können Unternehmen bei der genauen Auswahl geeigneter Lösungen unterstützen. Nachfolgend finden Sie eine Zusammenfassung der Kerndaten in verschiedenen Dimensionen:
| Produktionskapazität | Ausrüstungsinvestition (USD 10.000) | Einheitszykluszeit (Sekunden) | Reduzierung der Stückkosten (%) | Amortisationszeit (Monate) | Jahreskapazität (Stück) |
| Kleinserie (<10.000 Stück) | 5-10 | 45-60 | 15-20 | 8-12 | 5.000-10.000 |
| Kleine bis mittlere Charge (10.000–50.000 Stück) | 10-30 | 30-45 | 30-45 | 12-15 | 10.000-50.000 |
| Mittlere Charge (50.000–100.000 Stück) | 30-50 | 20-30 | 25-35 | 15-18 | 50.000-100.000 |
| Große Charge (100.000-500.000 Stück) | 50-100 | 50-100 | 35-40 | 18-24 | 100.000-500.000 |
| Ultrahohes Volumen (>500.000 Stück) | 100-150 | 10-15 | 40-50 | 24-30 | Über 500.000 |
Automatisierungslösungen für unterschiedliche Volumina
- Kleine Stückzahl (<10.000 Stück/Jahr): Manuelle Platzierung + einfache Inspektion, Investition <100.000 USD, geeignet für Probeproduktion und kundenspezifische Kleinserien.
- Mittleres Volumen (10.000–100.000 Stück/Jahr): Vibrationsförderer + Roboterarm, Investition 300.000–500.000 USD, Amortisationszeit 12–18 Monate.
- Hohes Volumen (>100.000 Stück/Jahr): Vollautomatische Produktionslinie + visuelle Inspektion, Investition >1.000.000 USD, Stückkosten um 40 % reduziert.
Aufschlüsselung der Kostenstruktur des Einsatzformens
- Formkosten: 3.000–15.000 USD/Satz, was 60 % der Anfangsinvestition ausmacht. Hochwertiger Formstahl kann 500.000–1.000.000 Stück produzieren.
- Einsatzkosten: Messing Spritzgusseinsätze kostet 0 $. 02-0,5 $ pro Stück , Großeinkäufe können die Kosten um 30 % senken.
- Spritzgusskosten: Die Amortisation von Arbeitsaufwand und Ausrüstung kostet etwa 5 bis 15 US-Dollar pro Stunde. Durch Automatisierung können die Kosten um über 50 % gesenkt werden.
- Inspektionskosten: Die KMG-Stichprobeninspektion kostet 10 bis 20 US-Dollar pro Stück , die vollständige visuelle Inspektion kostet nach Abschreibung < 0 US-Dollar. 1 pro Stück.
Qualitätssicherung in der automatisierten Produktion
- Bei der Formeninspektion: Drucksensoren überwachen den Füllstatus, Schwankungen über 5 % lösen einen automatischen Alarm aus, um Materialmangel und -überlauf zu verhindern.
- Luftblasen-Reinigung: Reinigt den Formhohlraum vor dem Einsetzen des Einsatzes, um zu verhindern, dass Fremdkörper Positionierungsabweichungen verursachen.
- Visuelle Inspektion: Die Online-Inspektion der Einlegeposition mit einer Genauigkeit von ±0,02 mm weist fehlerhafte Produkte automatisch aus.
Möchten Sie Ihre eigene automatisierte Produktionslinie für das Umspritzen von Einlegeteilen bauen? Kontaktieren Sie JS Precision für eine maßgeschneiderte automatisierte Produktionslösung, die auf Ihre Kapazitätsanforderungen zugeschnitten ist, und ein Angebot.
Wie wählen Sie den richtigen Partner für Ihr Insert-Molding-Projekt aus?
Die Qualität des Umspritzens wird durch die Stärke Ihres Partners bestimmt. Konzentrieren Sie sich bei der Auswahl eines Anbieters nicht nur auf die Tonnage seiner Ausrüstung, sondern bewerten Sie dessen Prozessintegrationsfähigkeiten und End-to-End-Servicefähigkeiten, um die Projektausführung zu unterstützen.
Bewertung der technischen Leistungsfähigkeit
Beurteilen Sie einen Lieferanten anhand seiner technischen Fähigkeiten, insbesondere seiner DFM-Unterstützung, seiner Fähigkeiten zur Formflussanalyse und seiner Präzisionskontrolle in der Massenproduktion . Dadurch wird sichergestellt, dass der Anbieter Prozessrisiken frühzeitig erkennt, Produktionsprobleme vorhersagt und die Positionierungstoleranzen der Einsätze konstant innerhalb von 0,05 mm hält.
Qualitätssystem und Zertifizierungen
- Kernanforderung: Die Standardisierung der Produktion wird durch die ISO 9001:2015-Zertifizierung gewährleistet.
- Industrienormen: Die IATF 16949-Zertifizierung ist für die obligatorisch Automobilsektor , während die ISO 13485-Zertifizierung für den medizinischen Bereich gilt.
- Qualitätsdokumentation: Enthält Qualitätsdokumente wie Erstmusterberichte, SPC-Daten, Cpk-Analyse usw.
Resilienz von Produktion und Lieferkette
- Formenherstellungsrate: Ein Unternehmen mit einer Formenmodifikationsrate von >80 % ist besser geeignet, schnellere Durchlaufzeiten und niedrige Kosten zu bieten.
- Lieferkette für Einlegeteile: Eine stabile Lieferkette für Spritzgusseinsätze kann dazu beitragen, die Beschaffungskosten zu senken.
- Flexibilität der Produktionskapazität: Ermöglicht eine sehr effiziente Umstellung von 1 Probe auf 100 Testproduktionseinheiten auf 100.000 Einheiten der Massenproduktion.

Abbildung 3: Eine Sammlung verschiedener schwarzer und metallischer elektronischer Komponenten wie Steckverbinder und Rahmen, hergestellt im Einsatz von Insert-Molding-Techniken.
Fallstudie von JS Precision: Kostenreduzierung um 28 % für ein deutsches Automobilsensorprojekt!
Projektherausforderung
Bei einem deutschen Automobilzulieferer nutzte der Tier-1-Zulieferer das herkömmliche Verfahren „Einpressen von Einsätzen + Laserschweißen“, um einen ABS-Raddrehzahlsensor herzustellen (der zwei Kupferspritzgusseinsätze enthält).
Die Stückkosten für die Herstellung des Sensors betrugen 2,35 US-Dollar und die Fehlerquote lag bei bis zu 4,5 %. Die Hauptfehlerursachen waren eine Lockerung des Einsatzes und ein Versagen der Dichtung. Der Kunde wollte die Produktkosten senken und gleichzeitig die extrem hohe Wasserdichtigkeit IP69K beibehalten.
Maßgeschneiderte Lösung
Nach dem Eingreifen von JS Precision wurden drei wesentliche Änderungen vorgenommen , die bei der Lösung der Projektprobleme, Design- und Prozessverbesserungen, die sich hauptsächlich auf den Einsatzformprozess konzentrierten, sehr hilfreich waren:
1. DFM-Neugestaltung: Die Rändeltiefe des Kupfer-Einsatzstifts wurde von 0,15 mm auf 0,3 mm erhöht, außerdem wurde die ringförmige Anti-Rutsch-Nut eingeführt, die Angussposition wurde so angepasst, dass die Schmelze nicht direkt auf die Einsatzstifte trifft, und die Formflussanalyse ergab einen Rückgang des Fülldrucks um 22 %.
2. Prozess- und Ausrüstungs-Upgrades: Ein vollautomatisches Einsatzplatzierungssystem (Vibrationszuführung + Sechs-Achsen-Roboter) und eine Präzisionsspritzgussmaschine wurden eingeführt, was dazu beitrug, die Produktionszykluszeit eines zu verkürzen Einlegeteile im Spritzguss von 45 Sekunden auf 28 Sekunden.
3. Material- und Inspektionsoptimierung: Das ursprüngliche PBT-GF30 wurde durch DuPont Zytel ersetzt. PA66-GF35, die Klebefestigkeit der Einsätze wurde um 35 % verbessert, die Materialkosten wurden um 8 % gesenkt, außerdem wird das Produkt jetzt durch eine Online-Sichtprüfung und gleichzeitige 100 %-Luftdichtheitsprüfung garantiert.
Projektergebnisse
- Kosteneinsparung: Der Preis pro Einheit wurde von 2,35 $ auf 1,69 $ gesenkt, die Gesamtkosten sanken um 28 %, was dazu führte, dass der Kunde jedes Jahr mehr als 300.000 $ einsparte.
- Qualitätsverbesserung: Der Prozentsatz fehlerhafter Produkte sank von 4,5 % auf weniger als 0,7 %, was einem Rückgang von 84 % entspricht, was dazu führte, dass der Kunde von den Endbenutzer-OEMs von der Qualitätsprüfung befreit wurde.
- Erhöhung der Produktionskapazität: Die Kapazität der Einzelschichtproduktion stieg von 800 Einheiten auf 1600 Einheiten und verdoppelte damit die Fähigkeit, den großen Lieferbedarf des Kunden zu decken.
Wenn Sie auch die Produktkosten senken und die Qualität durch Umspritzen verbessern möchten, wenden Sie sich umgehend an JS Precision, übermitteln Sie Ihre Produktanforderungen und erhalten Sie eine maßgeschneiderte Umspritzlösung.
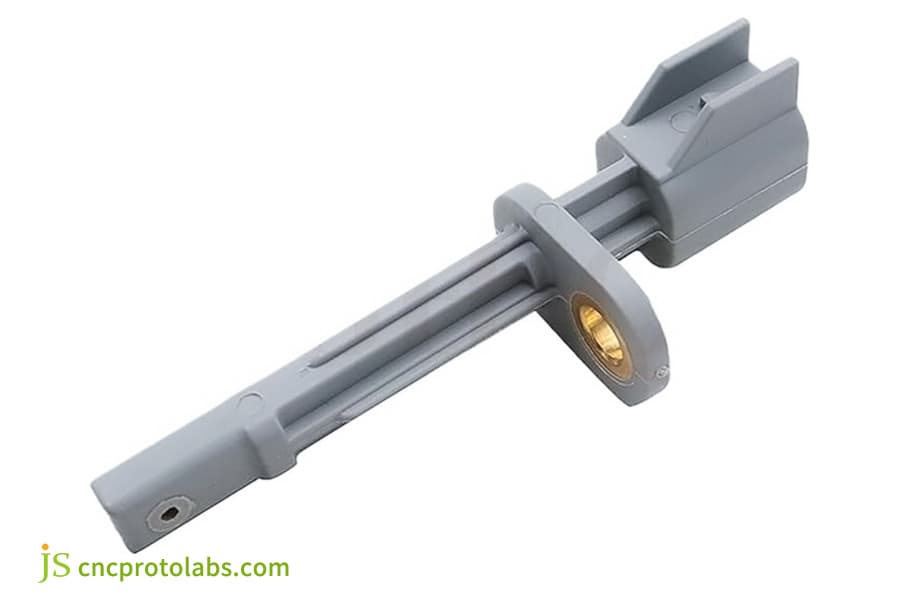
Abbildung 4: Eine Nahaufnahme eines fertigen ABS-Radgeschwindigkeitssensors mit eingebetteten Kupferstifteinsätzen, ein Fallstudienprodukt des Präzisionseinsatzformens.
FAQs
F1: Was ist der Unterschied zwischen Umspritzen und Umspritzen?
Beim Umspritzen handelt es sich um eine Methode, bei der Sie einen Einsatz aus Metall oder einem anderen Material unterschiedlicher Art in eine Form einlegen und dann Kunststoff einspritzen, um ein einzelnes, integriertes Teil herzustellen. Beim Umspritzen handelt es sich um eine Methode, bei der eine Kunststoffart auf einen zuvor geformten Kunststoff gespritzt wird.
F2: Was ist die Mindestwandstärke für das Umspritzen?
Die Mindestdicke für das Umspritzen hängt vom Material ab. LCP kann beispielsweise bis zu 0,3 mm dünn sein, während Allzweckmaterialien wie ABS und PC ≥ 1,0 mm sein sollten, um Formfehler zu vermeiden.
F3: Wie hoch ist die typische Auszugskraft für Einsätze?
Beispiel: Das Einsetzen von gerändeltem M3-Messing in PA66 führt zum Herausziehen zu Kräften von 600–800 N, bei glatten nur etwa 100–200 N. Eine mechanische Verriegelung kann die Auszugskraft drastisch erhöhen.
F4: Verursacht das Umspritzen Kunststoffrisse?
Tatsächlich kann das Umspritzen von Kunststoffen zu Rissen im Kunststoff führen. Die Hauptgründe sind ein erhebliches Missverhältnis zwischen den Wärmeausdehnungskoeffizienten von Metall und Kunststoff sowie sehr dünne Wände. A Formflusssimulation ist verpflichtet, diese Probleme vor der Produktion zu überprüfen und zu beheben.
F5: Wie hoch ist die kontrollierbare Positionierungsgenauigkeit für Einsätze?
Die Positionierungsgenauigkeit des Einsatzformteils kann während der Massenproduktion zuverlässig bei ±0,05 mm gehalten werden, während hochpräzise Formen und Automatisierung ±0,02 mm erreichen können.
F6: Müssen Einsätze vorgewärmt werden?
Für Metalleinsätze mit kleinen Abmessungen ist kein Vorwärmen erforderlich. Bei großen Einsätzen (Gewicht > 10 g) ist es jedoch besser, auf 100–150 °C vorzuwärmen, um die Spannung im Material zu verringern, die durch die schnelle Abkühlung des Kunststoffs verursacht wird.
F7: Wie lang ist die typische Zykluszeit beim Umspritzen?
Die Art und Weise, wie die Einsätze platziert werden, beeinflusst die Zykluszeit des Einsatzformens. Beim manuellen Platzieren dauert es etwa 45–60 Sekunden pro Stück, während automatisierte Produktionslinien dies sogar auf 20–30 Sekunden reduzieren können, wodurch der Output erheblich gesteigert wird.
F8: Wie hoch ist die Lebensdauer von Einsatzformen?
Wie lange Einsatzformen halten, hängt vom Formenstahl ab. Mit wärmebehandelten S136-Formen können 500.000 bis 1.000.000 Teile hergestellt werden. Regelmäßige Wartung kann dazu beitragen, ihre Lebensdauer zu verlängern.
Zusammenfassung
Das Umspritzen von Einlegeteilen ist zu einem der wichtigsten Wettbewerbsvorteile in erstklassigen Fertigungsindustrien wie der Automobil-, Medizin- und Elektronikbranche geworden. Es umgeht die Einschränkungen der alten Montage mit integrierter Formgebung und ermöglicht es Unternehmen, die Kosten zu senken und die Qualität zu steigern.
JS Precision ist ein professionelles Unternehmen für Umspritzformen, das umfassende Dienstleistungen vom Design bis zur Massenproduktion anbietet, um die Wettbewerbsfähigkeit Ihres Produkts zu verbessern.
Kontaktieren Sie noch heute JS Precision für eine kostenlose DFM-Bewertung und ein Insert-Molding-Musterpaket!

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Teileangebot anfordern Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision-Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

