

Insert molding is a key stage of manufacturing. Engineers are often troubled by issues like complicated post assembly, increased costs, and flimsy connections, while conventional manufacturing methods have a hard time balancing performance and efficiency.
With insert molding metal parts are very tightly fixed in plastic making them inseparable.
This article discusses the basics as well as the usage of this method. Read on to learn how to use insert molding to cut total costs and increase product pricing power.
Quick Overview of Core Answers
| Core Dimensions | Key Answers | Value for You |
| Essence of craftsmanship | Main idemetal insert & plastic injection work together to form a single component Using metal inserts inside the mold and then injecting plastic around them is a process that produces an integral component. | Assembly processes are removed which results in the supply chain being shortened from the source to the end. |
| Main Direct Benefits | Eliminating assembly tolerances, enhancing mechanical strength, and achieving multifunctional integration. | Overall product cost reduction by 15-30% and enhancement in reliability. |
| Design Keys | Reliable embedded positioning, uniform wall thickness, and mechanical locking structure. | Resist stress cracks in the part , the tool can produce over 1 million pieces. |
| Industry Fields | Car sensors, hand held medical devices, connectors for electronics, home electronics. | Exactly fits industry requirements resulting in accelerating product development. |
Key Takeaways:
- Cost Inflection Point: When the annual production exceeds 50,000 pieces, insert molding is 25-40% cheaper than traditional assembly costs.
- Precision Threshold: The tolerance for insert location in terms of positioning must be kept within ±0. 05mm, if not, overflow or running out of the insert may happen.
- Bond Strength: A knurling depth in the range of 0. 2-0. 4mm can yield a pull out force higher than 500N, which is much greater than the one of smooth surfaces.
- Cycle Time Impact: With automation in insert placement, the cycle time of a single piece can be controlled within 30 seconds, whereas manual placement requires more than 45 seconds.
Why Trust This Guide? JS Precision's Insert Molding Experience
Insert molding is a pivotal changing in manufacturing and precision. Its professional process deployment to a large extent determines the final product quality.
JS Precision is a consistently long term insert molding expert. We have a wide range of precision injection molding machines of 30T to 350T inclusive, automated insert placement systems along with Zeiss CMM high precision testing center.
Besides that, we have been supplying more than 500 top end clients in automotive, medical, and electronic industries with 2000+ customized insert molding projects, thus gaining deep and comprehensive knowledge on process challenges and solutions of different industries.
We company is a forerunner in embedding process standards of pursuing high growth by fully complying with ISO 13722-2017 "Plastic Insert Molding Technical Specification." Thus, our entire process from material selection and mold design to mass production testing is in line with the international authoritative standards.
Besides that, we company owns a DFM independent analysis team and a mold flow analysis laboratory. We have therefore been able to anticipate more than 80% of the process risks, such as insert displacement and internal stress cracking. Also, we have managed to reduce the frequency of mold modifications by 60% compared to the industry average.
At the same time, we have innovated the main technologies for automated insert placement, with the robotic arm execution accuracy reaching ±0.02mm, which complies with the requirement of mass production for high precision insert molding.
Previously, JS Precision has addressed major industry problems like loose sensor inserts and seal failure for an internationally recognized European automotive Tier 1 supplier, finally lowering the product defect rate from 4.5% to under 0.7%.
Besides, we have facilitated the production of medical device surgical handles through one piece molding, which satisfies the very strict requirements of ISO 13485 medical certification. These cases not only mark our technical expertise but also our capability to solve problems in the domain of insert molding.
If you are struggling with insert molding process design, cost control, or mass production implementation, contact JS Precision engineers immediately for a free insert molding process assessment. Let our professional team clear away any technical obstacles for your project.
What Exactly Is The Insert Molding Process And How Does It Work?
Insert molding process essentially turns two manufacturing stepspost assembly and moldinginto just one step, by integrating an insert directly into the mold. The insert (usually metal) is placed inside the mold cavity, molten plastic is injected over it, and after cooling and solidifying, the plastic and insert become a single integrated product.
The in mold product combines the best features of both plastic and metal. Thus, learning insert molding process can lead to product yield enhancement.
The Three Basic Phases of the Insert Molding Process
- Insert Placement: Place and position metal insert (e. g. threaded copper sleeves or conductive pins) into the mold cavity either manually or mechanically, the positioning tolerance to be controlled within 0.05mm.
- Plastic Injection: Once the mold is closed, the injection molding machine will inject the molten plastic at 200-300℃ and high pressure, wrapping the insert totally in plastic.
- Cooling and Removal: Once the plastic is cooled down and hardened for 15-30 seconds, the mold is opened and the part is taken out while the insert is still embedded forming a single unit.
Manual vs. Automated Insert Placement
- Manual Placement: Generally feasible for small volume operation with annual output of <5000 pieces. Low equipment investment, but long cycle time, low efficiency, and prone to positioning errors.
- Automated Placement: Feeded by a vibratory feeder + operated by a six axis robot, with a positioning cycle of 3-5 seconds/piece and an accuracy of ±0.02mm, suitable for high volume, high precision production.
Want to know whether your product is better suited for manual or automated insert molding? Submit your product drawings to JS Precision to obtain free process solutions and capacity calculations.
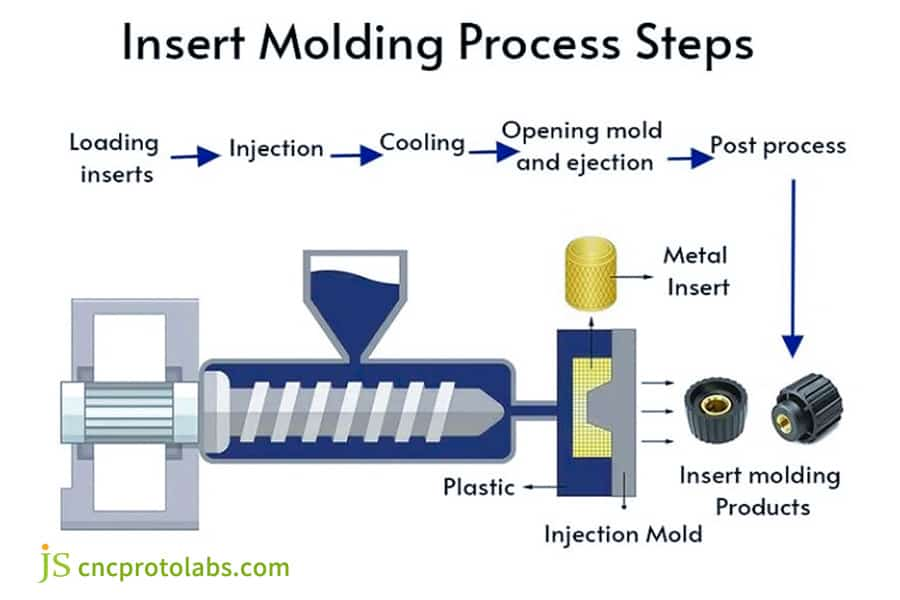
Figure 1: A flowchart detailing the steps of the insert molding process, including loading inserts, injection, cooling, mold opening, and post-processing.
Why Choose Insert Injection Molding Over Traditional Assembly?
Faced with the problems of complex assembly, high cost, and high defect rate, insert injection molding can form multiple injection molding inserts in one mold, eliminating multiple processes. A standardized insert molding process is key.
Five Core Advantages
Insert injection molding not only offers significant core advantages, such as achieving zero clearance fit and reducing the unit cost by 15-30%, but its mechanical locking design also gives insert pull out force far exceeding that of adhesive bonding.
Besides, it provides the means for functional integration and increased design freedom, which can be tailored to complex production requirements.
When Does Insert Molding Make Economic Sense?
- Production Inflection Point: When the annual production requirement is > 5000 units, the unit cost of insert molding after cost amortization will be lower than that of traditional assembly.
- Complexity Inflection Point: When the number of inserts is ≥3 or require multi directional positioning, the advantages of efficiency and quality of in mold one time molding are very obvious.
What Are The Critical Design Rules For Successful Plastic Insert Molding?
The achievement of plastic insert molding ventures depends on the diligent handling of the design fine points. Improper design can be the cause of insert displacement, plastic cracking, and several other problems. Good DFM design practices can even lead to more than a 50% reduction in the times for mold modifications.
Preventing Insert Deformation and Displacement
Preventing insert deformation and displacement depends on a very careful design. Locating pin diameter tolerance should be maintained within 0.01mm. Inserts with thin walls also require extra support pins.
At the same time, one should use Moldflow software to determine the optimal location of the gate and to prevent the issues of melt impact.
Optimizing Wall Thickness and Shrinkage
Optimizing wall thickness and shrinkage is necessary and one has to follow the rule of even wall thickness. Around the insert, a plastic wall thickness of 1.5-3.0mm is advisable. At the points of sudden change in wall thickness, the transitions should be gradual.
At the same time, mold flow analysis may be used to make shrinkage compensation and to help retain product shape.
Enhancing Bonding Strength with Mechanical Features
- Knurling Design: Diamond knurling depth of 0.2-0.4mm can significantly enhance the insert pull out force by 3-5 times.
- Groove and Boss Design: The mechanical interlock is formed by annular grooves with a width ≥1mm and a depth ≥0.3mm which also results in the increase of bonding strength.
- Anti rotation Structure Design: The outer edge of the insert is chamfered or flattened to prevent rotation under torque.
What Are The Most Common Applications For Insert Plastic Molding?
Insert plastic molding is nowadays a widely used industrial process, especially in the automotive, medical, and electronics fields. It allows balancing accuracy, robustness, and efficiency to a tee the requirements of luxurious manufacturing besides the range of its application keeps growing.
Typical Applications of Insert Plastic Molding in Various Industries
| Industry | Typical Products | Insert Type | Core Value |
| Automotive | Wheel Speed Sensors, Oil Pumps, Electrical Connectors | Copper Pins, Brass Sleeves, Steel Shafts | Vibration Resistance, IP67+ Sealing Performance, Adaptable to Complex Automotive Conditions |
| Medical | Surgical Handles, Syringe Needle Holders, Diagnostic Equipment | Stainless Steel Parts, Ceramic Inserts | Seamless, Easy to Sterilize, Meets ISO 13485 Medical Certification |
| Electronics | USB Connectors, Antennas, Sensor Housings | Copper Terminals, Steel Sheets, Conductive Inserts | Stable Signal, Miniaturization, Improved Integration of Electronic Components |
| Consumer Electronics | Mobile Phone Frames, Earphone Stands, Smart Wearable Accessories | Metal Nuts, Steel Sheets, Aluminum Inserts | Lightweight and High Strength, Meets the Trend of Lightweighting in Consumer Electronics |
| Industrial | Gears, Tool Handles, Fluid Valves | Metal Bushings, Threaded Inserts, Wear Resistant Inserts | Wear Resistant, Impact Resistant, Service Life Exceeds 10⁶ Cycles |
Want to view successful insert plastic molding case studies in the same industry? Contact JS Precision for detailed industry application cases and process analysis.
How To Select Materials For Inserts In Injection Molding?
The selection of materials directly determines the success or failure of the insert in injection molding project. The significant difference in thermal expansion coefficients between metal and plastic can lead to failure.
Only by properly matching materials can the best performance be achieved, ensuring a smooth and efficient insert molding process.
Common Insert Materials and Their Applications
- Brass: the most commonly used, with good processability, suitable for threaded inserts and terminals, with a thermal conductivity of 120 W/m·K.
- Stainless steel: corrosion resistant, suitable for medical devices, food contact parts, hardness HRC 35-45.
- Aluminum alloy: lightweight, suitable for consumer electronics, requiring surface treatment to enhance bonding.
- Ceramics: high temperature resistance (>1000 ℃), insulation, suitable for electronic packaging.
Plastic Resin Selection Guidelines
Plastic resin selection should be considered in the light of product requirements.
- For housing products, ABS is a good choice due to its good moldability.
- PC is a good choice for precision window components because of its high transparency and impact resistance.
- PA66 can be used for load bearing structural components because it is heat resistant and wear resistant.
- LCP can be used for high flowability, precision electronic connectors.
Thermal Expansion Matching Main rule
The difference in plastic and metal thermal expansion coefficients should be <50×10⁻⁶/℃, meeting standard ASTM D4060-18. If the difference is too high, stress relieving structures need to be used , for example, when PA66 is paired with brass, wall thickness compensation is necessary.
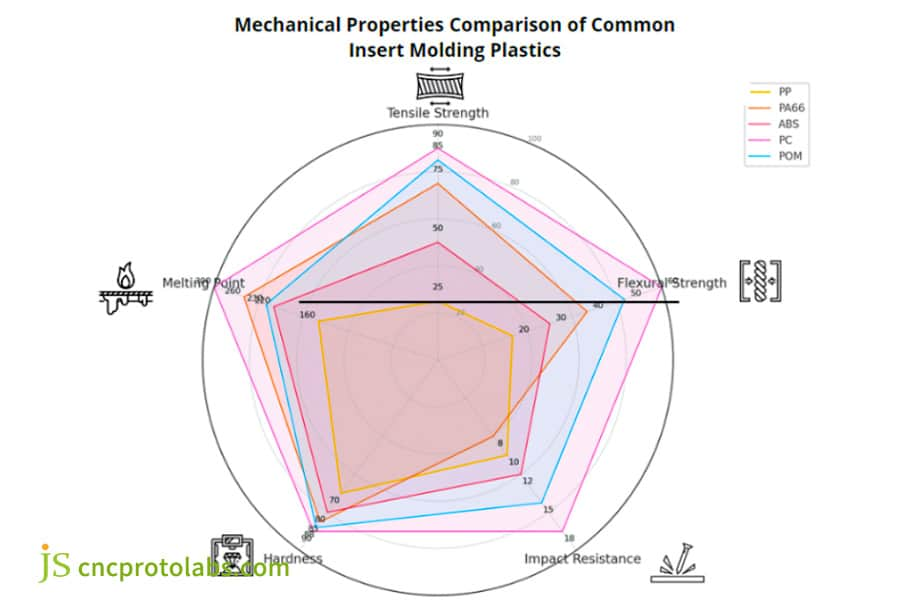
Figure 2: A radar chart comparing key mechanical properties like tensile strength and hardness of common insert molding plastics (PP, PA66, ABS, PC, POM).
Automation And Cost: How To Scale Up Your Insert Molding Production?
The initial cost of automated insert molding equipment is quite steep (US$500,000-1 500 000) , however, a combination with robotic arms and insert alignment devices can greatly enhance efficiency and cut down costs. Selecting the appropriate solution based on production capacity is very important for mass production.
Comparative data at a detailed level for automated insert molding production lines of various scales of production capacity can assist companies in accurately choosing suitable solutions. Below is a summary of core data across various dimensions:
| Production Capacity | Equipment Investment (USD 10,000) | Unit Cycle Time (seconds) | Unit Cost Reduction (%) | Payback Period (months) | Annual Capacity (pieces) |
| Small Batch (<10,000 pieces) | 5-10 | 45-60 | 15-20 | 8-12 | 5,000-10,000 |
| Small to Medium Batch (10,000-50,000 pieces) | 10-30 | 30-45 | 30-45 | 12-15 | 10,000-50,000 |
| Medium Batch (50,000-100,000 pieces) | 30-50 | 20-30 | 25-35 | 15-18 | 50,000-100,000 |
| Large Batch (100,000-500,000 pieces) | 50-100 | 50-100 | 35-40 | 18-24 | 100,000-500,000 |
| Ultra-high volume (>500,000 pieces) | 100-150 | 10-15 | 40-50 | 24-30 | Over 500,000 |
Automation Solutions for Different Volumes
- Small volume (<10,000 pieces/year): Manual placement + simple inspection, investment <100,000 USD, suitable for trial production and small batch customization.
- Medium volume (10,000-100,000 pieces/year): Vibratory feeder + robotic arm, investment 300,000-500,000 USD, payback period 12-18 months.
- High volume (>100,000 pieces/year): Fully automated production line + vision inspection, investment >1 000 000 USD, unit cost reduced by 40%.
Cost Structure Breakdown of Insert Molding
- Mold Cost: 3,000-15,000 USD/set, accounting for 60% of initial investment , high quality mold steel can produce 500,000-1 000 000 pieces.
- Insert Cost: Brass injection molding inserts cost $0. 02-$0.5 each , bulk purchases can reduce costs by 30%.
- Injection Molding Cost: Labor + equipment amortization costs approximately $5-$15 per hour , automation can reduce costs by over 50%.
- Inspection Cost: CMM sampling inspection costs $10-$20 per piece , visual full inspection, after amortization, costs <$0. 1 per piece.
Quality Assurance in Automated Production
- In Mold Inspection: Pressure sensors monitor the filling status , fluctuations exceeding 5% trigger an automatic alarm to prevent material shortages and overflows.
- Air Blowing Cleaning: Cleans the mold cavity before insert placement to prevent debris from causing positioning deviations.
- Visual Inspection: Online inspection of insert position with an accuracy of ±0.02mm automatically rejects defective products.
Want to build your own automated insert molding production line? Contact JS Precision for a customized automated production solution tailored to your capacity needs and a quote.
How To Choose The Right Partner For Your Insert Molding Project?
The quality of insert molding is determined by the strength of your partner. While choosing a provider, don't solely concentrate on their equipment's tonnage , rather, evaluate their process integration abilities and end to end service capabilities to support project execution.
Technical Capability Assessment
Judge a supplier by their technical capabilities, in particular their DFM support, mold flow analysis skills, and mass production precision control. These ensure the vendor picks up on process risks early, predicts production problems, and maintaining insert positioning tolerances consistently within 0. 05mm.
Quality System and Certifications
- Core Requirement: Production standardization is guaranteed through ISO 9001:2015 certification.
- Industry Norms: IATF 16949 certification is mandatory for the automotive sector, whereas ISO 13485 certification is the one for the medical sector.
- Quality Documentation: Includes quality documents such as first article reports, SPC data, Cpk analysis, etc.
Production and Supply Chain Resilience
- Mold Manufacturing Rate: A company with a >80% mold modification rate will be better suited to provide quicker turnaround and low cost.
- Insert Supply Chain: A stable supply chain of injection molding inserts can aid in lowering the procurement costs.
- Production Capacity Flexibility: Allows for a shift from 1 sample to 100 trial production units to 100,000 units of mass production very efficiently.

Figure 3: A collection of various black and metallic electronic components, such as connectors and frames, produced using insert molding techniques.
JS Precision Case Study: Cost Reduction Of 28% For a German Automotive Sensor Project!
Project Challenge
At German automotive Tier 1 supplier was using the conventional "insert press fit + laser welding" process to manufacture an ABS wheel speed sensor (which contains two copper injection molding inserts).
The unit production cost of the sensor was $2.35, and the defect rate was as high as 4.5%. Insert loosening and seal failure were the main failure modes. The customer wanted the product cost to be reduced while maintaining the IP69K ultra high waterproof rating.
Customized Solution
Following JS Precision's intervention, three main changes were made that helped greatly in solving the project issues, design and process upgrades mainly focusing on the insert molding process:
1. DFM Redesign: The copper insert pin's knurling depth was increased from 0.15mm to 0.3mm, while the annular anti slip groove was also introduced , the gate location was adjusted so that the melt does not hit the insert pins directly, and the mold flow analysis indicated a 22% decrease in filling pressure.
2. Process and Equipment Upgrades: A fully automated insert placement system (vibratory feeder + six axis robot) + precision injection molding machine were brought in, helping to drop the production cycle time of an inserts in injection molding from 45 seconds to 28 seconds.
3. Material and Inspection Optimization: The initial PBT-GF30 was replaced by DuPont Zytel. PA66-GF35, insert bonding strength was enhanced by 35%, material cost was lowered by 8% , also the product is now guaranteed by online visual inspection + 100% airtightness testing at the same time.
Project Outputs
- Cost Saving: The price per unit was cut from $2.35 to $1.69, the overall expenses decreased by 28%, which resulted in more than $300,000 saved by the customer every year.
- Quality Advancement: The percentage of faulty products dropped from 4.5% to less than 0.7%, which is a decrease of 84%, leading the customer to get a waiver from quality inspection from the end user OEMs.
- Production Capacity Increase: Capacity of the production in single shift rose from 800 units to 1600 units, doubling the capability to satisfy the customer's big volume supply requirements.
If you also want to reduce product costs and improve quality through insert molding, contact JS Precision immediately, submit your product requirements, and obtain a customized insert molding solution.
Figure 4: A close-up of a completed ABS wheel speed sensor with embedded copper pin inserts, a case study product of precision insert molding.
FAQs
Q1: What is the difference between insert molding and overmolding?
Insert molding is a method where you put a metal or any other type of dissimilar material insert in a mold and then inject plastic to make one single, integrated part. Overmolding is a method of injecting one type of plastic on top of a previously molded plastic.
Q2: What is the minimum wall thickness for insert molding?
Thickness minimum for insert molding depends on the material. For example, LCP can be as thin as 0.3mm, whereas general purpose materials like ABS and PC should be ≥1.0mm to prevent molding defects.
Q3: What is the typical pull out force for inserts?
Example: Knurled M3 brass insertion into PA66 leads to forces of 600-800N to pull out, and smooth ones only about 100-200N. Mechanical locking can increase the pull out force drastically.
Q4: Will insert molding cause plastic cracking?
Actually, insert molding can result in cracks in plastics. The main reasons are a significant mismatch between the metal and plastic thermal expansion coefficients and very thin walls. A mold flow simulation is required to check and correct for these issues before production.
Q5: What is the controllable positioning accuracy for inserts?
Insert molding positioning accuracy during mass production can be reliably kept at ±0.05mm, while high precision molds and automation can achieve ±0.02mm.
Q6: Do inserts require preheating?
Preheating is not necessary for small dimension metal inserts.However, for big sized inserts (weight >10g), it is better to preheat to 100-150℃ so as to reduce the stress inside the material caused by rapid cooling of the plastic.
Q7: What is the typical insert molding cycle time?
The way the inserts are placed affects the insert molding cycle time. By placing manually, it takes about 45-60 seconds per piece meanwhile automated production lines can make this down even to 20-30 seconds, thus increasing the output significantly.
Q8: What is the lifespan of insert molds?
How long insert molding molds last is determined by the mold steel.Heat treated S136 molds are able to manufacture 500,000-1 000 000 pieces. Regular maintenance can help to prolong their lifespan.
Summary
Insert molding has become one of the main competitive advantages in top level manufacturing industries like automotive, medical, and electronics. It bypasses the restrictions of old assembly with integrated molding, allowing enterprises to lower the costs and raise quality.
JS Precision is a professional insert molding company that offers comprehensive services ranging from design to mass production in order to improve the competitiveness of your product.
Contact JS Precision today for a free DFM evaluation and insert molding sample pack!

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

