

プラスチック射出成形オーバーモールディングは、多材料成形において最も強力な技術の一つです。
これは、硬質プラスチックにエラストマーをオーバーモールドする技術であり、成形によって製品の特性を大幅に向上させることができます。この技術を用いて製造された製品は、電動工具や医療機器などの市場で見られます。
しかしながら、多くの人が、わずか1000回のグリップでオーバーモールド層が剥がれてしまい、製品全体が完全に不良品になってしまうという問題を経験しています。剥離、オーバーフロー、シール破損は、従来の二次射出成形が抱える主な問題点です。
つまり、化学結合と正確な制御を提供できるプラスチック射出成形会社を選ぶことが、製品の寿命と市場投入までの時間を実際に決定づけるのです。これは間違いなく、プラスチック射出成形業界における基本的な要求事項の一つです。
コア回答の要約
問題 | 解決 | 主要データ |
|---|---|---|
オーバーモールディング剥離 | 化学結合+機械的インターロック | 剥離強度 ≥ 4N/mm |
基板の熱変形 | 基板を予熱し、融点を合わせる | 基材のHDTは、オーバーモールディングの溶融温度より20℃以上高いこと。 |
オーバーモールディングエリアのオーバーフロー | クローズドループ噴射圧力制御 | 公差 ±0.02mm |
プロトタイプ検証リスク | アルミ型+剥離強度試験 | 試作品部品の配送は5~7日で完了します。 |
主なポイント
- オーバーモールド部品の寿命は、主に材料の適合性と金型の精度によって左右されます。JS Precisionは、お客様の正確な参考のために、 PC/ABS+TPEの接着データレポートを提供できます。
- 試作品段階で、 試作品のプラスチック射出成形を用いて剥離強度を検証することは、量産段階での層間剥離問題を防止する優れた方法です。
- JS Precisionのワンストップサービス(金型製作+射出成形+試験)は、製品の市場投入までの時間を30%短縮し、二次加工コストを削減することで、顧客の市場競争力向上に貢献します。
JS Precisionのプラスチック射出成形オーバーモールディングサービスを選ぶ理由とは?
信頼できるプラスチック射出成形オーバーモールディングサービスプロバイダーを選定することで、オーバーモールディングに関する課題の解決と、大規模生産の成功の両方を実現できます。
JS Precisionをお選びいただくことで、当社の専門知識、豊富な業界経験、そして業界で認められた基準に基づき、ハイエンドのお客様のニーズを満たす信頼性の高いサービスをご提供いたします。
当社が提供するサービスは、世界基準を満たすISO 13485医療グレード認証基準に準拠したすべての工程で実施されます。当社のチームは、10年以上にわたるプラスチック射出成形の経験を活かし、オーバーモールドの剥離やオーバーフローの問題を解決いたします。
当社は、医療機器、電動工具、自動車分野において、500社以上のお客様に対し、業界特有の数千もの問題を解決してきました。当社のソリューションは、お客様の生産効率と製品の市場性の向上に貢献しています。
医療用ハンドルを製造するある顧客は、オーバーモールドの剥離や過度に長い納期に長年悩まされており、製品発売の遅延に直面していた。
当社のお客様は、当社の材料マッチング技術と高度な金型設計およびプラスチック射出成形システムを組み合わせることで、製品の市場投入を実現しました。DFM分析から最初のロット出荷までわずか6週間でした。
医療業界は厳格な基準を設けており、当社が開発した剥離強度ソリューションは、5 N/mmの強度を達成することで、これらの基準を満たしています。
当社との提携を通じて得られるメリットは以下のとおりです。
- 材料の適合性を確認することで、顧客の製品不良や廃棄物の削減に貢献します。
- 精密なプラスチック射出成形制御により、生産効率を高めながら製品不良を低減します。
- 複数のベンダーと取引する必要性をなくすことでベンダー管理を効率化し、全体的な生産コストを効果的に削減し、利益を最大化する、当社の統合サービスモデル。
試作品の検証から量産まで、お客様のニーズに合わせたソリューションをご提供いたします。オーバーモールディングでお困りの場合は、当社のエンジニアにご相談ください。お客様のご要望に合わせたプラスチック射出成形オーバーモールディングソリューションと、プロジェクトの無料実現可能性評価をご提供いたします。
高品質なプラスチック射出成形オーバーモールディングサービスを定義する重要な要素とは?
高品質なプラスチック射出成形オーバーモールディングサービスの最も重要な要素を知っていれば、すぐに最適なパートナーを見つけることができるでしょう。
最高品質のオーバーコーティングサービスは、化学的接着と機械的ロックの調和のとれた働きに依存します。基材表面の粗さがRa0.8mであれば接着性が向上し、オールインワンサービスによって複数材料の成形サイクルを30%削減できます。
化学的接着と機械的ロックがどのように連携して機能するか
化学的接着と機械的ロックの複合効果により、オーバーコーティング層が剥がれるのを根本的に防いでいます。TPEの極性基がPC/ABS基材と化学的に結合し、4~6N/mmの剥離強度を実現します。
基材に深さ0.3~0.5mmのアリ溝または貫通穴を設けることで、剥離強度を50%向上させることができる。
基本的には、木材を接着するのと似ています。接着剤自体が十分な強度(化学的接着力)を持ち、木材の表面には接着剤が溝にしっかりと付着する溝(機械的固定力)が必要です。このように接着力が強固になって初めて、簡単に剥がれることがなくなります。
滑り止め、シーリング、および制振の技術的実装
精密な技術調整により、さまざまな分野に対応できます。ショアA硬度40~60(摩擦係数0.6~0.8)は快適なグリップを提供し、変形率15~20%はIP67の防水性能を備えた製品を提供し、TPE損失係数tan0.3は高周波振動の50%以上を吸収できます。
エンドツーエンドの機能が製品の市場投入を30%加速させる方法
JS Precisionは、金型設計、材料選定、射出成形から試験までを統合したサービスを提供することで、単一サプライヤーによる調達を可能にし、複数のサプライヤーと交渉する必要をなくしています。例えば、医療用ハンドピースの製造においては、DFM(製造性設計)レビューから初回出荷までわずか6週間で完了しました。
プラスチック射出成形オーバーモールディング技術に関するホワイトペーパーをダウンロードして、高接着オーバーモールディングの要点を素早く把握し、サービスプロバイダーの効率的な選定とプロジェクトリスクの軽減に役立ててください。

図1:ターコイズブルーの表面に配置された黒い携帯電話ケース、はさみ、および様々な小型工具。これらは、精密なプラスチック射出成形プロセスで製造可能な製品の一例を示している。
プラスチック射出成形において、材料間のシームレスな適合性を実現するにはどうすればよいでしょうか?
材料の適合性は、 プラスチック射出成形がうまくいくためのまさに基本となる要素です。
ほとんどの場合、層が剥がれる原因は材料の不適合であり、したがって主な問題は基材とオーバーモールド材の融点差と表面エネルギーの一致性にある。
基材の熱変形温度(HDT)は、オーバーモールディング材の溶融温度より少なくとも20℃高くなければならない。80 ~120℃での予熱は、分子鎖の浸透を促進し、剥離強度を高めることができる。
一般的に使用される材料の組み合わせとその接着特性
異なる材料の組み合わせでは、接着性能が大きく異なる場合があります。以下のデータ表は、適切な組み合わせを選択する際の参考になるでしょう。
材料の組み合わせ | 剥離強度(N/mm) | 基板表面粗さ(Ra/μm) | 基板予熱温度(℃) | 適用可能なシナリオ |
|---|---|---|---|---|
PC/ABS + TPE(SEBSベース) | 5 | 0.4~0.8 | 80~90 | 電動工具のハンドル、家電製品の筐体 |
PA6 + TPU | 7 | 0.6~1.0 | 90~100 | 自動車部品、防水シール |
POM + シリコーン | 3.5 | 1.0~1.5 | 100-110 | 精密ギア、耐摩耗部品 |
PC + TPV | 4.8 | 0.5~0.9 | 85-95 | 医療機器、電子機器筐体 |
ABS + TPEE | 4.2 | 0.4-0.7 | 75-85 | おもちゃと日用品 |
融点整合と基板変形制御
基材の熱変形温度(HDT)は、オーバーモールディングの溶融温度より少なくとも20℃高くなければなりません。そうでないと、基材が軟化して変形してしまいます。この問題は、ガラス繊維を添加するか、オーバーモールディングの射出温度を下げることで解決できます。
別の言い方をすれば、氷に熱湯をかけるようなものです。氷(基材)は、熱湯(オーバーモールディングの融点)よりもかなり低い耐熱性を持つ必要があり、そうでないと溶けて変形してしまいます。
氷に保護層(ガラス繊維)を追加するか、温水の温度を下げる(注入温度を下げる)かのいずれかの方法をとる。
基板を予熱することで分子鎖の交差拡散が促進される
基板を80~100℃に予熱することで、分子鎖の相互拡散が促進され、4.5N/mmの剥離強度と、破壊モードとしての凝集破壊が得られる。
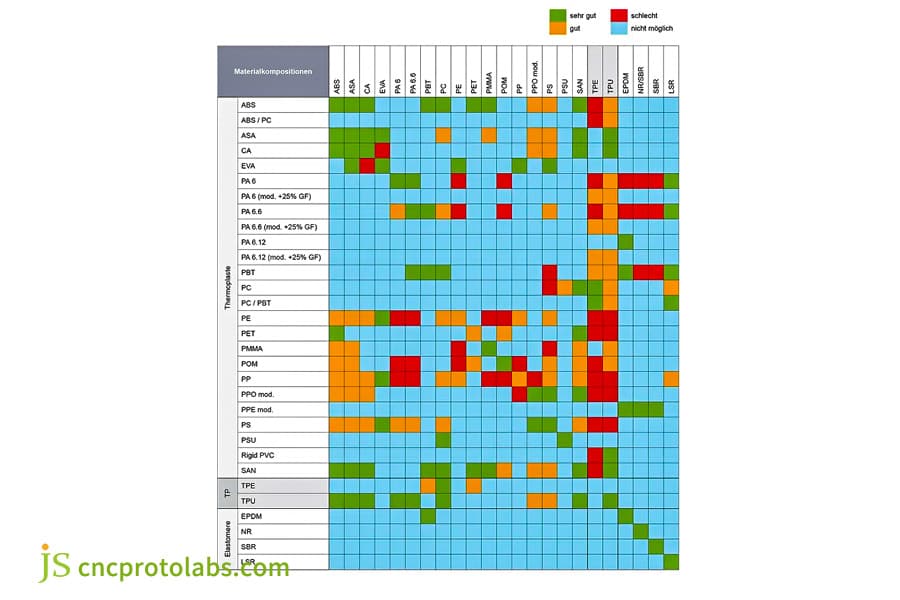
図2:さまざまな熱可塑性樹脂とエラストマー間の適合性を詳細に示した色分けされたチャート。これは、多材料射出成形プロセスにおいて重要な参考資料となる。
多材料シールにおいて、精密プラスチック射出成形が重要な理由とは?
オーバーモールドされ、シールが必要な部品は、 精密なプラスチック射出成形を用いて製造しなければなりません。オーバーモールド部分の公差がわずか0.02mmずれただけでも、オーバーフロー、シール不良、あるいは不良品となる可能性があります。
クローズドループ射出圧力制御(変動率1%以内)は必須です。IP68規格と0.01cc/分の漏洩率を必要とする医療用シールに加え、精密射出成形も必須です。
ミクロンレベルの公差偏差によって引き起こされる欠陥
ミクロンレベルの公差偏差は、深刻な欠陥を引き起こす可能性があります。
- オーバーフロー:オーバーモールド領域の金型クリアランスが0.03mmを超えると、エラストマーが高圧で押し出され、 0.1~0.2mmのバリが形成され、シール性能が低下し、外観にも影響が出ます。
- シールラインの隙間:金型パーティング面のクリアランスが-0.02mm未満(狭すぎる)の場合、オーバーモールドされた材料が隙間を埋めることができず、貫通穴が発生し、シールが完全に失敗します。
オーバーフローやシール隙間などの欠陥を避けるため、金型とシール面との間のクリアランスは0.005~0.015mmに保つ必要がある。
射出圧力閉ループ制御システムの整合性要件
高精度を基本とするこのシステムは、状況の変化に応じて射出圧力を瞬時に調整します。サーボバルブによって制御されるわずかな変動も、目標値の上下0.5メガパスカル以内に収まります。これにより、漏れが大幅に減少し、およそ5分の4の部品の漏れを防ぐことができます。
一定の圧力を維持した場合、結果はほぼ再現性が高く、各ラウンドでの変動は2%未満です。この高い再現性により、塗布層の厚さは20マイクロメートル以内の精度で維持されます。
簡単に言うと、注射器で風船を膨らませるようなものです。閉ループ制御システムは、熟練した手のように、膨らませる力を正確に制御できます。
空気の注入力が強すぎて風船が破裂することもなく(溢れ出し)、空気の注入力が弱すぎて風船が膨らまないこともありません。毎回同じ力で空気を注入するため、膨らませた風船のサイズも毎回同じです。
医療機器および精密電子機器の密封性に関する要件
シールに関する要件は業界によって異なります。以下の表は参考用です。
適用分野 | 密閉性評価 | 漏洩率要件(cc/分) | 試験方法 | 管理基準 |
|---|---|---|---|---|
医療機器 | IP68 | ≤0.01 | ヘリウムガスクロマトグラフィーによるリーク検出 | 水深1メートルで30分間水中に沈めても漏れなし |
精密電子機器 | IP67 | ≤0.05 | 負圧試験 | 260℃のリフローはんだ付けに耐える |
IP65 | ≤0.1 | 高圧噴霧試験 | 1000回の振動後も漏れなし | |
アウトドア用品 | IP66 | ≤0.08 | 砂と水に対する耐性テスト | -40℃から85℃までの温度範囲で故障なし |
ヘリウムガスクロマトグラフィー装置の感度が10⁻⁸ Pam/s近くに達すると、微細な漏れも検出できるようになります。なぜなら、そのような高精度であれば、ごくわずかな漏洩経路さえも捉えることができるからです。
図3:緑色の射出成形機が稼働中で、手前には成形されたばかりの白いプラスチックカップが見え、生産工程を示している。
試作品のプラスチック射出成形によって、接着強度を早期に検証できますか?
アルミ金型を使用した試作プラスチック射出成形(納期7日間)により、量産前に剥離強度とオーバーレイ厚さをテストできるため、量産後のロスが発生しません。
アルミニウム製の金型は200~500個の試作品を製造でき、剥離強度は鋼製金型との差が10%以内です。接着プロセスの微調整を迅速に行うことができ、交換可能なインサートによって量産性能を予測できます。
試作品段階での剥離強度試験
剥離強度はASTM D903規格に従って試験され、合格基準は4 N/mmおよび凝集破壊です。アルミニウム金型の実験データは鋼製金型と比較して10%の偏差があり、そのため量産性能を正確に予測できます。
アルミニウム金型の迅速な検証
アルミ金型の価格は約3000ドル~5000ドル(鋼製金型より70%安い)で、納期は7日間です。グリップ設計の検証に加え、オーバーモールドの厚さ(0.5~3.0mm)も変更可能です。
複雑なオーバーモールドに対応した、耐久性のあるプラスチック射出成形金型を設計するには?
製品の耐久性と量産能力は、オーバーモールド金型の成形設計に左右されます。プラスチック射出成形金型は、 50万回の作動サイクル後でもシール摩耗限界が0.01mm以下であれば、高品質な成形品が得られます。
オーバーモールド金型には、基材の浸食を防ぐための独立したランナーシステムが必要です。金型の温度差は、この要件を満たす特殊な冷却回路設計によって10℃以下に維持する必要があります。
単色成形金型とオーバーモールディング金型におけるランナーの違い
単色成形金型は1つのメインランナーシステムを使用するが、オーバーモールド成形金型は2つ目のランナーシステムを必要とする。ゲートは基材の弱い部分を避けるように設計し、ノズルと基材間の距離は2mm以下にする必要がある。
反り防止のための異なる冷却回路
基板層(厚さ1.5~2.5mm)の冷却チャネルは幅8mmで、キャビティから10mm伸びており、冷却時間は15秒である。
オーバーモールディング層(厚さ0.5~1.5mm)については、キャビティから6mm伸びる6mmのチャネルを8秒間冷却することで、金型の温度差を最大10℃に抑える。
金型材料と表面処理が寿命に及ぼす影響
オーバーモールディング部では、キャビティはP20鋼の3倍の耐摩耗性を持つH13鋼(HRC 48-52)で作られており、基材側は付着を防ぐために鏡面仕上げが施され、オーバーモールディング側は接着性を向上させるためにサンドブラスト処理が施されている。
シールポイント部分では金型シール面がわずかに摩耗するが、50万回のサイクル後でも摩耗量は0.01mm未満であり、IP67のシール基準は維持されている。
どのプラスチック射出成形品質基準が部品の長寿命を保証するのか?
オーバーモールド部品の長期的な安定性は、プラスチック射出成形品質基準の遵守に依存しており、これらの対策を実施することで、潜在的な不具合を回避することができる。
医療用オーバーモールド部品はISO 13485に準拠しており、自動車部品はIATF 16949の要件を満たしています。品質は超音波探傷試験および破壊検査によって保証されています。
ISO 13485(医療)とIATF 16949(自動車)の間の相違点
ISO 13485では各バッチのパラメータの記録、サンプル保持試験、生体適合性試験が要求されているのに対し、IATF 16949ではCPk 1.33が要求され、大量生産の安定性を確保するためにXバーR管理図が採用されている。
JS Precisionは、これら2つの認証を取得しており、コンプライアンスレポートの発行、業界最高水準の品質要件への対応、そして各製品のバッチトレーサビリティの保証も行っています。
破壊試験と非破壊試験の使用
状況に応じて適切な検査手法は複数あり、これらの手法を適切に組み合わせることでコスト管理が可能になります。
- 破壊試験: 180°剥離試験( ASTM D903 )、1バッチあたり2サンプル、凝集破壊は許容範囲内とみなされ、接着強度を検証します。
- 非破壊検査:超音波Cスキャンによる界面の空隙の検出、熱画像による接着不良の検出、製品を損傷することなく潜在的なバッチ問題を特定する。
超音波検査の費用はサンプル1つあたり2ドルで、破壊検査よりも安価であり、標準的なバッチ検査に適しています。
潜在的な不具合を排除するためのプロセス制御
原料の水分は、充填剤が均一に広がる際に欠陥を隠してしまう可能性があります。TPEの場合、水分含有量は0.1%未満に抑えなければならず、そうでなければ潜在的な問題が生じます。成形前にTGAで検査することで、問題を早期に発見できます。この工程は、後々の高額な欠陥を防ぐ上で非常に有効です。
オーバーモールドされた部品はすべて、端子部を含めて1000時間のダブル85試験にかけられます。剥離強度が20%以上低下しない場合にのみ、剥離が認められるようです。つまり、不良基準は明確で、それ以上低下することはなく、例外もありません。
オーバーモールディングのパートナーと話し合うべきコスト削減戦略とは?
適切な射出成形方法の選択とワンストップサービスは、コスト削減と生産性最大化のために、プラスチック射出オーバーモールディングプロジェクトにおける基本的な要素です。
年間生産量が5万個を超える場合、2色射出成形の単価はインサート射出成形よりも30%安くなります。インサート射出成形は、小ロット生産(1万個未満)の場合により安価な選択肢となります。ワンストップサービスを利用することで、全体のコストを15%~20%削減できる可能性があります。
2色射出成形とインサート射出成形のコスト比較ポイント
年間生産量によって射出成形方法の選択が決まる。
2色射出成形技術は大量生産(サイクルタイム30秒)に適していますが、 インサート射出成形は少量生産に適しています(金型への投資が少なくて済むため)。
年間生産量が5万個を超える場合は、コスト面での明確な損益分岐点は2色射出成形を選択することです。1万個未満の場合は、インサート成形を選択してください。こうすることで、金型への無駄な投資を避けることができます。
ワンストップサービスが物流コストと二次加工コストを削減する方法
調達を分散化すると、全体の費用が最大30%増加する可能性があります。JS Precisionの包括的なワンストップソリューションは、サプライチェーン全体を網羅し、輸送費と再検査費の両方を削減することで、ある自動車用ボタンプロジェクトにおいて24%のコスト削減を実現しました。
自動車用ボタンのプロジェクトでは、ワンストップ方式の総コストは8万5000ドルで、分散調達よりも24%安く、納期も30%短縮されました。
年間生産量に基づいた射出成形方法の選択: 2色射出成形は大規模生産(サイクルタイム30秒)に効率的であり、一方、インサート成形は小規模生産(金型投資が少ない)に最適です。
DFM分析は、手直しにつながるような新規設計を排除するのに役立ちます。このレポート分析では、オーバーモールディング、材料、および製品設計者との連携の実現可能性を示します。見積もりでは、3つの適切な提案が提示されます。
3D図面をご提出いただくと、無料のDFM解析とコスト計算が提供され、プラスチック射出成形オーバーモールディング向けのカスタマイズされたコスト削減ソリューションが利用可能になり、プロジェクトのコスト管理を最大限に高めることができます。
JS Precision社事例研究:接着剤で包装された電動工具ハンドル10万個の量産
実際の量産事例に基づき、JS Precisionが顧客のカプセル化における課題をどのように解決し、効率的な量産、コスト削減、そして効率向上を実現しているのかを見ていきましょう。今回の事例は、電動工具のハンドルを10万個量産するプロジェクトです。
課題
クライアントの当初のサプライヤーは、PC+TPE(ショアA硬度60)オーバーモールディングソリューションを提供していましたが、いくつかの問題がありました。オーバーモールディング層は1000回のグリップ後に剥がれ始め、剥離強度はわずか2N/mmでした(標準は4N/mm)。
IP67シール試験では、0.5cc/分の漏れが認められ、規格を満たさなかった。オーバーモールド射出温度210℃により、PC/ABS基材(HDT 110℃)に局所的に0.3mmの変形が生じ、それが組み立てに影響を与えた。
解決
JS Precisionがこのプロジェクトを引き継いだ際、まず徹底的な調査を行い、クライアントの主な問題点を特定しました。そして、プラスチック射出成形技術の要点を組み合わせ、最適な解決策を考案しました。
1. 機械的嵌合を形成する目的で、基材の表面に深さ0.4mmのアリ溝を追加する新しい金型設計を行いました。
これに加えて、基材表面の粗さをRa 0.6mレベルに維持することで、化学的密着性を向上させることができました。その結果、2つの異なる方法で剥離強度を向上させることができました。
2. 元のオーバーモールド材を、硬度をショアA 50に調整したKraiburg TC6GPZ TPEに置き換えました。この材料の溶融温度は190℃で、基材PC/ABSのHDT(110℃)とは80℃も異なるため、基材の熱変形を機能的に防止できます。
3. 当社では、射出圧力の変動を0.3MPa以内に抑えるクローズドループ射出成形機を使用しました。さらに、オーバーモールド部分の金型ギャップを0.01mmに設定することで、ごくわずかなオーバーフローも完全に排除しました。
4. 基板操作に超音波洗浄工程を適用し、周波数を40kHzに設定して3分間処理したところ、基板表面から離型剤や油汚れを非常に効率的に除去することができました。その結果、密着性がさらに向上しました。
最終結果
最適化後、素晴らしい結果が得られました。
- 平均剥離強度は6.5 N/mmで、破壊モードは凝集破壊であった。
- さらに、IP67試験における漏洩率は0.003cc/分であり、製品は1000回の熱サイクルに耐えた。
- 金型の寿命は50万サイクルで、10万個の量産中に剥離は発生しなかった。
- 単価は元のサプライヤーよりも18%低く、このソリューションは既に顧客によって4つの製品ラインで採用され、年間40万個の購入に至っている。
電動工具のハンドルにおけるプラスチック射出成形オーバーモールディングの成功事例を再現するために、3D図面をご提出ください。お客様に合わせたプラスチック射出成形オーバーモールディングソリューションをご提供し、製品の市場シェア獲得を支援します。

図4:電動工具のハンドルを分解した部品。緑色の構造フレームと黒色のオーバーモールドグリップが示されており、オーバーモールド技術が強調されている。
よくある質問
Q1:オーバーモールド部品の層間剥離の主な原因は何ですか?
主な原因は、基板表面の汚染、融点の不一致、および不十分な予熱です。界面剥離を防ぐためには、基板の徹底的な洗浄、融点温度差の制御、および基板を80~100℃に予熱することが必要です。
Q2:PC/ABSのTPEオーバーモールドにはどのような表面処理が必要ですか?
基板表面の粗さをRa 0.4~0.8μmに制御するには、超音波洗浄またはプラズマ洗浄が必要であり、これにより剥離強度を30%向上させ、安定した接着を確保することができる。
Q3:2色射出成形と埋め込み射出成形のどちらを選ぶべきか?
年間生産量に応じて選択してください。5万個以上の場合は2色射出成形(1個あたりのコストが低い)、1万個未満の場合は埋め込み射出成形(金型投資が低い)を選択し、さまざまな生産ニーズに対応します。
Q4:試作オーバーモールディング金型の限界は何ですか?
試作用オーバーモールド金型は主にアルミニウム製で、寿命が短く、生産量は500~1000個程度です。剥離強度は鋼製金型との差が10%以下であり、工程検証にのみ適しています。
Q5:オーバーモールディング層の最小厚さはどれくらいですか?
オーバーモールド層の最小厚さは0.5mmです。均一な充填を確保するためには、高速射出成形が必要です。充填効果と接着強度を確保するためには、1.0mm以上の厚さを推奨します。
Q6:高温環境(120℃)では、どのようなオーバーモールディング材を選択すべきですか?
シリコーンまたはTPVオーバーモールド材は、高温環境(120℃)に適しています。基材としては、剥離や変形を防ぐため、HDTが150℃以上のPPSまたはPEIを使用してください。
Q7:オーバーモールディング金型の保証期間はどのくらいですか?
鋼製金型には50万サイクルまたは2年間の保証が付いており、アルミニウム製金型には500サイクルの保証が付いています。保証期間中にシール摩耗が0.02mmを超えた場合は、無償で修理いたします。
Q8:JS Precisionの納品サイクルはどのようなものですか?
試作金型の納品は7~10日以内、量産金型は25~30日以内、オーバーモールド部品の初回ロットは最短3日で準備可能で、迅速な検証と量産の要件を満たします。
まとめ
プラスチック射出成形オーバーモールディングは、材料の適合性、精密な金型、およびプロセス制御の組み合わせによって実現されます。
オーバーモールディング技術を製品の競争優位性として活用し、問題点を回避し、コストを削減し、生産速度を向上させるための重要な要素の一つは、専門的な能力、豊富な経験、そして包括的なプロセスサービス能力を備えたサプライヤーを選ぶことです。
JS Precisionは、お客様の利益を最優先に考えています。DFM解析やアルミ金型プロトタイプの検証に加え、2色成形による量産も提供しています。剥離強度適合率は99.5%で、ISO 13485とIATF 16949の両方の認証を取得しています。
3D図面(STEPまたはIGES形式)をお送りいただくだけで、無料のDFM解析レポートとカスタマイズされたお見積もりをご提供いたします。オーバーモールディングプロジェクトに関するコンサルティングには、無料の材料接着性比較試験データシートも含まれています。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Services は、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証を一切行いません。第三者のサプライヤーまたは製造業者が、JS Precision Network を通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりを依頼するには、購入者の責任で、これらのセクションの具体的な要件を特定してください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社を超える顧客実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
リソース

