

A sobremoldagem por injeção de plástico é uma das técnicas mais poderosas na moldagem de múltiplos materiais.
Consiste na sobremoldagem de elastômeros em plásticos rígidos e, por meio da moldagem, as propriedades dos produtos podem ser bastante aprimoradas. Produtos fabricados com essa técnica são encontrados no mercado de ferramentas elétricas, equipamentos médicos, etc.
No entanto, muitas pessoas já enfrentaram o problema da camada de sobremoldagem se desprender após apenas 1000 aplicações, tornando o produto um fracasso total. Delaminação, transbordamento e rompimento da vedação são os principais problemas que a moldagem por injeção secundária tradicional apresenta.
Portanto, escolher uma empresa de sobremoldagem por injeção de plástico que possa fornecer adesão química e controle preciso é o que realmente determina a vida útil do produto e o tempo de lançamento no mercado . Sem dúvida, essa é uma das exigências fundamentais da indústria de moldagem por injeção de plástico.
Resumo da Resposta Principal
Problema | Solução | Dados principais |
|---|---|---|
Delaminação por sobremoldagem | Ligação química + intertravamento mecânico | Resistência ao descascamento ≥ 4 N/mm |
Deformação térmica do substrato | Pré-aqueça o substrato e ajuste o ponto de fusão. | A temperatura de deformação térmica (HDT) do substrato deve ser ≥ 20°C superior à temperatura de fusão da sobremoldagem. |
Transbordamento da área de sobremoldagem | Controle de pressão de injeção em circuito fechado | Tolerância ±0,02 mm |
Risco de verificação de protótipos | Teste de resistência ao descascamento de molde de alumínio | Entrega de peças protótipo em 5 a 7 dias. |
Principais conclusões
- A vida útil das peças sobremoldadas é influenciada principalmente pela compatibilidade dos materiais e pela precisão do molde. A JS Precision oferece relatórios de dados de adesão de PC/ABS+TPE para referência precisa dos clientes.
- Na fase de protótipo, usar a moldagem por injeção de plástico para verificar a resistência ao descascamento é uma ótima maneira de evitar problemas de delaminação na fase de produção em massa.
- O serviço completo da JS Precision (molde + moldagem por injeção + testes) pode reduzir o tempo de lançamento de produtos no mercado em 30% e diminuir os custos de processamento secundário, resultando em maior competitividade para os clientes.
Por que escolher os serviços de sobremoldagem por injeção de plástico da JS Precision?
A escolha de um fornecedor confiável de serviços de sobremoldagem por injeção de plástico leva à resolução dos seus desafios de sobremoldagem e à obtenção de uma produção em larga escala bem-sucedida.
Ao escolher a JS Precision, você terá acesso a serviços confiáveis que atendem às exigências de clientes exigentes, graças à nossa expertise profissional, vasta experiência no setor e aos nossos reconhecidos padrões da indústria.
Os serviços que oferecemos são executados de acordo com as normas de certificação ISO 13485 para uso médico, em todos os processos, atendendo aos padrões internacionais. Nossa equipe utiliza mais de dez anos de experiência em moldagem por injeção de plástico para solucionar seus problemas de sobremoldagem, delaminação e transbordamento.
Resolvemos com sucesso milhares de problemas específicos da indústria para mais de 500 clientes nos setores médico, de ferramentas elétricas e automotivo, e nossas soluções permitiram que os clientes melhorassem a eficiência da produção e a comercialização de seus produtos.
Um cliente do setor médico vinha enfrentando problemas há tempos com a delaminação da sobremoldagem e ciclos de entrega excessivamente longos, o que resultava em atrasos no lançamento do produto.
Nossos clientes utilizaram nossa tecnologia de correspondência de materiais, juntamente com nosso sistema avançado de design de moldes e sobremoldagem por injeção de plástico, para entrar no mercado com o produto em um processo que levou 6 semanas , desde a análise de DFM até o envio do primeiro lote .
A indústria médica estabelece padrões rigorosos que nossa solução desenvolvida para resistência ao descascamento atende, atingindo uma resistência de 5 N/mm.
As vantagens que você obtém através da nossa parceria incluem:
- A compatibilidade de materiais permite que os clientes reduzam as falhas e o desperdício de produtos.
- Controle preciso da moldagem por injeção de plástico, que aumenta a eficiência da produção e diminui os defeitos do produto.
- Nosso modelo de serviço unificado simplifica a gestão de fornecedores, eliminando a necessidade de trabalhar com vários fornecedores, reduzindo efetivamente os custos gerais de produção e maximizando os benefícios .
Seja para verificação de protótipos ou produção em massa, podemos fornecer soluções personalizadas. Se você está enfrentando desafios com a sobremoldagem, entre em contato com nossos engenheiros para obter uma solução personalizada de sobremoldagem por injeção de plástico e uma avaliação gratuita da viabilidade do seu projeto.
Quais são os principais fatores que definem serviços de sobremoldagem por injeção de plástico de alta qualidade?
Conhecer os elementos mais importantes de serviços de sobremoldagem por injeção de plástico de alta qualidade permitirá que você encontre o parceiro certo rapidamente.
Serviços de revestimento de alta qualidade dependem da ação harmoniosa da adesão química e do travamento mecânico. Uma rugosidade superficial do substrato de Ra0,8m favorece a adesão , e o serviço integrado pode reduzir os ciclos de moldagem com múltiplos materiais em até 30%.
Como a adesão química e o travamento mecânico funcionam em conjunto
O efeito combinado da adesão química e do travamento mecânico é o que fundamentalmente impede o desprendimento da camada de revestimento: os grupos polares do TPE se ligam quimicamente ao substrato de PC/ABS, atingindo uma resistência ao desprendimento de 4 a 6 N/mm.
Projetar o substrato com ranhuras em cauda de andorinha ou furos passantes com 0,3 a 0,5 mm de profundidade pode levar a um aumento de 50% na resistência ao descascamento.
Basicamente, é semelhante a colar madeira. A cola precisa ser forte o suficiente (adesão química) e as superfícies da madeira precisam ter ranhuras para que a cola possa aderir a elas (travamento mecânico). Somente quando a ligação for tão forte é que ela não se soltará facilmente.
Implementação técnica de propriedades antiderrapantes, de vedação e amortecimento.
Com uma regulamentação técnica precisa, é possível atender a diversos setores: uma dureza Shore A de 40 a 60 (coeficiente de atrito de 0,6 a 0,8) oferece uma aderência agradável, uma taxa de deformação de 15% a 20% pode proporcionar um produto com vedação IP67, e um fator de perda de TPE tan0,3 pode absorver mais de 50% da vibração de alta frequência.
Como as capacidades de ponta a ponta ajudam a lançar produtos no mercado 30% mais rápido
O serviço integrado da JS Precision, desde o projeto do molde, seleção de materiais e moldagem por injeção até os testes, permite a centralização em um único fornecedor, sem a necessidade de negociar com vários. A título de exemplo, um projeto de peça de mão médica foi concluído, desde a revisão do DFM (Design for Manufacturing) até o envio inicial do lote, em apenas 6 semanas.
Baixe o white paper sobre a tecnologia de sobremoldagem por injeção de plástico para compreender rapidamente os principais pontos da sobremoldagem de alta adesão, ajudando você a selecionar fornecedores de serviços com eficiência e a mitigar os riscos do projeto.

Figura 1: Uma capa preta para celular, tesoura e várias ferramentas pequenas dispostas sobre uma superfície turquesa, ilustrando produtos que podem ser produzidos com processos de injeção de plástico de precisão.
Como obter compatibilidade perfeita de materiais na moldagem por injeção de plásticos?
A compatibilidade dos materiais é realmente a base para o sucesso da moldagem por injeção de plásticos .
Na maioria das vezes, quando as camadas se separam, é uma consequência direta da incompatibilidade de materiais e, como tal, a principal questão é a diferença no ponto de fusão e a compatibilidade da energia superficial entre o substrato e o material de sobremoldagem.
A temperatura de distorção térmica (HDT) do substrato deve ser pelo menos 20 °C superior à temperatura de fusão da sobremoldagem. Um pré-aquecimento a 80-120 °C pode promover a penetração das cadeias moleculares e aumentar a resistência ao descolamento.
Combinações de materiais comumente usadas e suas propriedades de adesão
Diferentes combinações de materiais podem apresentar desempenhos de adesão bastante distintos. A tabela de dados a seguir pode ajudá-lo a selecionar a combinação adequada:
Combinação de Materiais | Resistência ao Descolamento (N/mm) | Rugosidade da superfície do substrato (Ra/μm) | Temperatura de pré-aquecimento do substrato (°C) | Cenários aplicáveis |
|---|---|---|---|---|
PC/ABS + TPE (à base de SEBS) | 5 | 0,4-0,8 | 80-90 | Cabos de ferramentas elétricas, carcaças de eletrodomésticos |
PA6 + TPU | 7 | 0,6-1,0 | 90-100 | Peças automotivas, vedações à prova d'água |
POM + Silicone | 3,5 | 1,0-1,5 | 100-110 | Engrenagens de precisão, peças resistentes ao desgaste |
PC + TPV | 4,8 | 0,5-0,9 | 85-95 | Equipamentos médicos, invólucros eletrônicos |
ABS + TPEE | 4.2 | 0,4-0,7 | 75-85 | Brinquedos e artigos de uso diário |
Correspondência do ponto de fusão e controle da deformação do substrato
A temperatura de deflexão térmica (HDT) do substrato precisa ser pelo menos 20°C superior à temperatura de fusão da sobremoldagem; caso contrário, o substrato amolecerá e se deformará. Esse problema pode ser resolvido adicionando fibra de vidro ou reduzindo a temperatura de injeção da sobremoldagem.
Outra forma de dizer isso é compará-lo a colocar água quente sobre um cubo de gelo. O cubo de gelo (substrato) deve ter uma resistência térmica significativamente menor do que a água quente (temperatura de fusão por sobremoldagem) para que não derreta e se deforme.
Ou adicionamos a camada protetora ao cubo de gelo (fibra de vidro) ou reduzimos a temperatura da água quente (diminuímos a temperatura de injeção).
O pré-aquecimento do substrato facilita a difusão cruzada da cadeia molecular.
Ao pré-aquecer o substrato entre 80 e 100 °C, promove-se a difusão cruzada da cadeia molecular, resultando em uma resistência ao descascamento de 4,5 N/mm e ruptura coesiva como modo de falha.
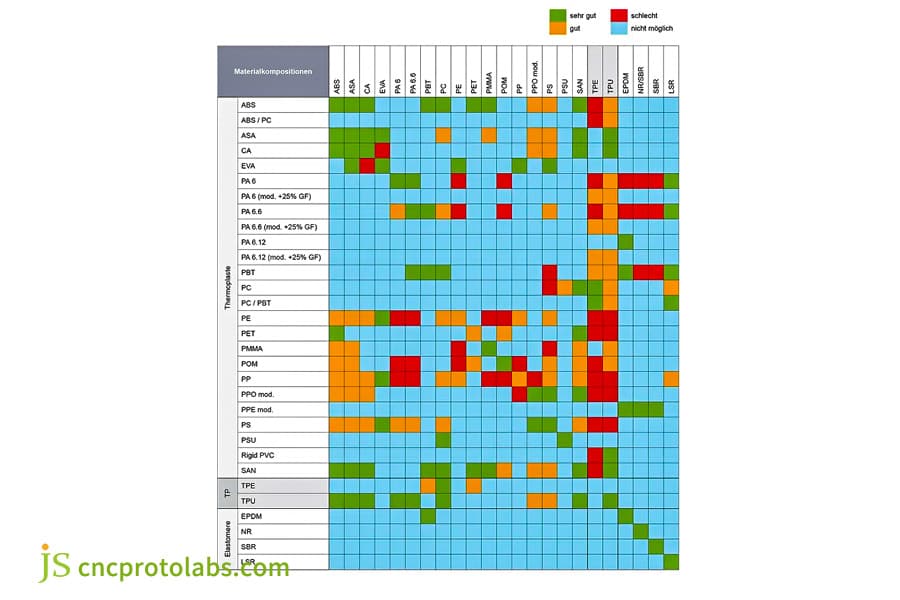
Figura 2: Um gráfico com código de cores que detalha a compatibilidade entre vários termoplásticos e elastômeros, uma referência fundamental para processos de moldagem por injeção de múltiplos materiais.
Por que a moldagem por injeção de plástico de precisão é fundamental para vedações multimateriais?
As peças que serão sobremoldadas e precisarão ser seladas devem ser fabricadas utilizando moldagem por injeção de plástico de precisão . Mesmo uma variação de tolerância de 0,02 mm na área sobremoldada pode causar vazamento, falha na vedação ou até mesmo o descarte da peça.
O controle de pressão de injeção em circuito fechado (flutuação de 1%) é imprescindível. Além das vedações médicas que exigem o padrão IP68 e taxa de vazamento de 0,01 cc/min, a moldagem por injeção de precisão é obrigatória.
Defeitos causados por desvios de tolerância em nível micrométrico
Desvios de tolerância em nível micrométrico podem dar origem a defeitos graves:
- Transbordamento: Se a folga do molde na área sobremoldada for superior a 0,03 mm, o elastômero será forçado a sair sob alta pressão e rebarbas de 0,1 a 0,2 mm serão formadas, deteriorando assim o desempenho da vedação e afetando também a aparência.
- Folgas na Linha de Vedação: Quando a folga na superfície de separação do molde for <-0,02 mm (muito apertada), o material sobremoldado não conseguirá preencher a folga, resultando em poros passantes e falha completa da vedação.
É necessário manter uma folga entre o molde e a superfície de vedação de 0,005 a 0,015 mm para evitar defeitos como transbordamento e falhas na vedação.
Requisitos de consistência do sistema de controle em malha fechada para pressão de injeção
Começando pela precisão, o sistema ajusta a pressão de injeção instantaneamente conforme as condições mudam. Mesmo pequenas variações, controladas por servoválvulas, permanecem dentro de meio megapascal acima ou abaixo da meta. O desperdício é reduzido — aproximadamente quatro em cada cinco peças são evitadas.
Ao manter a força aplicada, os resultados se repetem com precisão, variando menos de dois por cento a cada rodada. Essa consistência rigorosa garante que as camadas aplicadas tenham uma precisão de até vinte micrômetros para mais ou para menos.
Em termos simples, é como encher um balão com uma seringa. O sistema de controle de circuito fechado é como uma mão experiente, que consegue controlar com precisão a força de inflação.
O balão não estourará devido à força excessiva (transbordamento), nem ficará fraco demais para ser enchido (enchimento insuficiente). A força de inflação é sempre a mesma, e o tamanho do balão esvaziado é exatamente o mesmo.
Requisitos de integridade de vedação para dispositivos médicos e eletrônicos de precisão
Os requisitos de vedação variam de acordo com o setor. A tabela a seguir serve como referência:
Área de aplicação | Classificação de vedação | Requisito de taxa de vazamento (cc/min) | Método de teste | Padrão de Controle |
|---|---|---|---|---|
Equipamentos médicos | IP68 | ≤0,01 | Detecção de vazamentos por cromatografia gasosa de hélio | Sem vazamentos após 30 minutos submerso a 1 metro de profundidade. |
Eletrônica de Precisão | IP67 | ≤0,05 | Teste de pressão negativa | Suporta soldagem por refluxo a 260°C. |
IP65 | ≤0,1 | Teste de pulverização de alta pressão | Sem vazamentos após 1000 vibrações. | |
Equipamentos para atividades ao ar livre | IP66 | ≤0,08 | Teste de resistência à areia e à água | Sem falhas de -40°C a 85°C |
A detecção de vazamentos minúsculos torna-se possível quando as ferramentas de cromatografia gasosa de hélio atingem sensibilidades próximas a 10^-8 Pam/s. Isso porque tal precisão permite capturar até mesmo as menores vias de escape.
Figura 3: Uma máquina de moldagem por injeção verde em operação, com copos de plástico branco recém-moldados visíveis em primeiro plano, demonstrando uma produção em série.
A prototipagem por injeção de plástico permite validar a resistência da colagem antecipadamente?
A moldagem por injeção de plástico com protótipo em molde de alumínio (entrega em 7 dias) permite testar a resistência ao descascamento e a espessura da camada de revestimento antes da produção em massa, evitando perdas após a produção em larga escala.
Os moldes de alumínio podem fabricar de 200 a 500 protótipos, com uma resistência ao descascamento até 10% menor do que a dos moldes de aço. Eles permitem ajustes rápidos nos processos de adesão e, por meio de insertos substituíveis, possibilitam prever o desempenho na produção em massa.
Testes de resistência ao descascamento na fase de protótipo
A resistência ao descascamento é testada de acordo com as normas ASTM D903 , sendo os critérios de aceitação 4 N/mm e falha coesiva. Os dados experimentais do molde de alumínio apresentam desvios de 10% em relação aos moldes de aço, permitindo assim prever com precisão o desempenho na produção em massa.
Validação rápida de moldes de alumínio
O preço dos moldes de alumínio varia entre US$ 3.000 e US$ 5.000 (70% mais baratos que os moldes de aço) , com entrega em 7 dias. Além da validação do design da empunhadura, a espessura da sobremoldagem, que varia de 0,5 a 3,0 mm, pode ser alterada.
Como projetar ferramentas de moldagem por injeção de plástico duráveis para sobremoldagens complexas?
A durabilidade do produto e sua capacidade de produção em massa dependem do projeto de moldagem do molde de sobremoldagem. As ferramentas de moldagem por injeção de plástico produzem resultados de alta qualidade quando estabelecem limites de desgaste da vedação ≤0,01 mm após 500.000 ciclos operacionais.
O molde de sobremoldagem requer um sistema de canais independente para evitar a erosão do substrato. A diferença de temperatura do molde precisa ser mantida em ≤10°C por meio de um projeto especial de circuito de resfriamento que atenda a esse requisito.
Diferenças nos canais de injeção entre moldes de cor única e moldes de sobremoldagem
O molde de cor única utiliza um sistema de canais principal, enquanto o molde de sobremoldagem necessita de um segundo sistema de canais. O ponto de injeção deve evitar áreas frágeis do substrato, e a distância entre o bico e o substrato deve ser ≤ 2 mm.
Circuitos de resfriamento diferenciados para evitar deformações.
Os canais de resfriamento para a camada de substrato (espessura de 1,5 a 2,5 mm) têm 8 mm de largura, estendem-se 10 mm a partir da cavidade e a duração do resfriamento é de 15 segundos.
Para a camada de sobremoldagem (espessura de 0,5 a 1,5 mm), são utilizados canais de 6 mm que se estendem 6 mm a partir da cavidade, com um tempo de resfriamento de 8 segundos, o que define a diferença de temperatura do molde em um máximo de 10 °C.
Impacto do material do molde e do tratamento de superfície na vida útil
Na região de sobremoldagem, a cavidade é feita de aço H13 (HRC 48-52), que oferece o triplo da resistência ao desgaste do P20, enquanto o lado do substrato recebe um acabamento espelhado para evitar aderência e o lado da sobremoldagem é jateado com areia para melhor adesão.
A área de vedação do molde sofre um pequeno desgaste no ponto de vedação, mas esse desgaste é inferior a 0,01 mm mesmo após 500.000 ciclos, mantendo-se os padrões de vedação IP67.
Quais padrões de qualidade de moldagem por injeção de plástico garantem a longevidade dos componentes?
A estabilidade a longo prazo das peças sobremoldadas depende da adesão aos padrões de qualidade da moldagem por injeção de plástico , e a execução dessas medidas ajuda a evitar falhas ocultas.
As peças para sobremoldagem médica estão em conformidade com a norma ISO 13485, enquanto as peças automotivas atendem aos requisitos da IATF 16949. A qualidade é assegurada por meio de testes ultrassônicos e destrutivos.
Discrepâncias entre as normas ISO 13485 (Médica) e IATF 16949 (Automotiva)
Enquanto a norma ISO 13485 estabelece a exigência de registro dos parâmetros de cada lote, testes de retenção de amostra e biocompatibilidade, a IATF 16949 exige um CPk de 1,33 e utiliza gráficos de controle X-barra R para garantir a estabilidade da produção em massa.
A JS Precision, por possuir essas duas certificações, também emite relatórios de conformidade, é capaz de atender aos mais altos requisitos de qualidade da indústria e garante a rastreabilidade de lote para cada produto.
Utilizando Ensaios Destrutivos e Não Destrutivos
Diversas técnicas de teste podem ser apropriadas em diferentes situações, e uma combinação criteriosa desses métodos leva ao controle de custos:
- Testes destrutivos: teste de descascamento 180 ( ASTM D903 ), 2 amostras por lote; a falha coesiva é considerada aceitável, verificando a resistência da adesão.
- Testes não destrutivos: Inspeção ultrassônica tipo C para detectar vazios na interface, termografia para detectar defeitos de adesão, identificando potenciais problemas em lotes sem danificar o produto.
O processo de teste custa US$ 2 por amostra para testes ultrassônicos, o que é mais barato do que os testes destrutivos e funciona para testes de lotes padrão.
Controle de Processos para Eliminar Falhas Latentes
A umidade da matéria-prima pode mascarar defeitos quando o material de enchimento se espalha de forma irregular. Os níveis de umidade devem permanecer abaixo de 0,1% para o TPE, caso contrário, problemas latentes se desenvolvem. Testes com TGA antes da moldagem ajudam a detectar problemas precocemente. Pode-se argumentar que essa etapa evita defeitos dispendiosos posteriormente.
Cada componente sobremoldado é submetido a um teste duplo de 85 horas durante 1000 horas, incluindo os terminais. Aparentemente, o desprendimento ocorre apenas se a resistência ao descascamento cair no máximo 20%. Portanto, o limite de falha é claro: não ultrapasse esse limite, sem exceções.
Que estratégias de redução de custos você deve discutir com seu parceiro de sobremoldagem?
A escolha do método de moldagem por injeção adequado e um serviço completo são aspectos fundamentais em projetos de sobremoldagem por injeção de plástico para economizar dinheiro e maximizar a produtividade.
Para produções anuais acima de 50.000 unidades, o preço por unidade da moldagem por injeção bicolor é 30% menor do que o da moldagem por injeção com inserto. A moldagem por injeção com inserto é a opção mais econômica para produções em pequenos lotes (menos de 10.000 unidades). Um serviço completo pode reduzir os custos totais em 15% a 20%.
Comparação de custos entre moldagem por injeção bicolor e moldagem por injeção com inserto
O volume de produção anual determina a escolha do método de moldagem por injeção:
A técnica de moldagem por injeção bicolor é adequada para produção em alto volume (com um tempo de ciclo de 30 segundos), enquanto a moldagem por injeção com inserto seria uma escolha melhor para produções em baixo volume (pois requer menos investimento em moldes).
Se a produção anual for superior a 50.000 unidades, o ponto de equilíbrio em termos de custo é claramente obtido com a moldagem por injeção em duas cores; se for inferior a 10.000 unidades, opte pela moldagem por inserção. Desta forma, você não investirá desnecessariamente em moldes.
Como um serviço completo reduz os custos de logística e processamento secundário
A aquisição descentralizada pode levar a um aumento de até 30% nas despesas totais. A solução completa e integrada da JS Precision gerencia toda a cadeia, reduzindo os custos de transporte e reinspeção, o que resulta em uma economia de 24% em um projeto específico de botões automotivos.
Para o projeto de botões automotivos, o custo total centralizado foi de US$ 85.000, 24% mais barato do que a aquisição descentralizada, e o ciclo de entrega foi 30% mais rápido.
Seleção do método de moldagem por injeção com base no volume de produção anual: a moldagem por injeção bicolor é eficiente para produção em larga escala (tempo de ciclo de 30 segundos), enquanto a moldagem com inserto é a melhor opção para produção em pequena escala (menor investimento em moldes).
A análise DFM ajuda a eliminar novos projetos que levariam a retrabalho. Este relatório de análise avalia a viabilidade da sobremoldagem, dos materiais e da colaboração com os designers de produto. A estimativa fornece três sugestões adequadas.
Envie seus desenhos 3D para receber gratuitamente uma análise DFM e um cálculo de custos, desbloqueando uma solução personalizada de redução de custos para sobremoldagem por injeção de plástico e maximizando o controle de custos do projeto.
Estudo de Caso da JS Precision: Produção em Massa de 100.000 Peças de Cabos para Ferramentas Elétricas Revestidos com Adesivo
Com base em um caso real de produção em massa, vamos analisar como a JS Precision resolve os principais problemas de encapsulamento para o cliente, ajudando-o a alcançar uma produção em massa eficiente, reduzir custos e aumentar a produtividade. Este caso trata-se de um projeto de produção em massa de 100.000 peças para cabos de ferramentas elétricas.
Desafios
O fornecedor inicial do cliente estava fornecendo uma solução de sobremoldagem de PC+TPE (Shore A 60) que apresentava diversos problemas: a camada de sobremoldagem começou a descascar após 1000 ciclos de compressão e a resistência ao descascamento era de apenas 2 N/mm (o padrão é 4 N/mm).
O teste de vedação IP67 permitiu vazamento a uma taxa de 0,5 cc/min, não atendendo, portanto, ao padrão. A temperatura de injeção de sobremoldagem de 210 °C levou a uma deformação localizada de 0,3 mm no substrato de PC/ABS (HDT 110 °C), o que, por sua vez, afetou a montagem.
Solução
Quando a JS Precision assumiu o projeto, primeiro identificamos os principais problemas do cliente por meio de uma investigação aprofundada. Em seguida, combinando os principais pontos da tecnologia de sobremoldagem por injeção de plástico, chegamos à solução ideal.
1. Criamos um novo projeto de molde com uma ranhura em cauda de andorinha de 0,4 mm de profundidade adicionada à superfície do substrato, com o objetivo de formar um encaixe mecânico.
Além disso, conseguimos manter a rugosidade da superfície do substrato em um nível de Ra 0,6m para melhor adesão química. Como resultado, a resistência ao descascamento foi aprimorada de duas maneiras diferentes.
2. Substituímos o material de sobremoldagem original pelo TPE Kraiburg TC6GPZ, cuja dureza foi modificada para Shore A 50. A temperatura de fusão deste material é de 190 °C, o que difere em 80 °C da temperatura de deformação térmica (HDT) (110 °C) do substrato PC/ABS, prevenindo, assim, a deformação térmica do substrato.
3. Utilizamos uma máquina de moldagem por injeção de circuito fechado, na qual as flutuações da pressão de injeção foram mantidas sob controle em 0,3 MPa. Além disso, a folga do molde na área de sobremoldagem foi ajustada para 0,01 mm, de modo que até mesmo o menor transbordamento fosse totalmente eliminado.
4. Aplicamos a limpeza ultrassônica ao substrato, ajustada para uma frequência de 40 kHz e com duração de 3 minutos. O processo removeu com muita eficiência o agente desmoldante e as manchas de óleo da superfície do substrato, resultando em uma adesão ainda melhor.
Resultados finais
Após a otimização, obtivemos ótimos resultados:
- A resistência média ao descascamento foi de 6,5 N/mm e o modo de falha foi o rasgo coesivo.
- Além disso, a taxa de vazamento no teste IP67 foi de 0,003 cc/min, e o produto resistiu a 1000 ciclos térmicos.
- A vida útil do molde foi de 500.000 ciclos, e não houve casos de delaminação durante a produção em massa de 100.000 peças.
- O custo por unidade foi 18% menor do que o do fornecedor original; essa solução já foi adotada pelo cliente em 4 linhas de produtos, com compras anuais de 400.000 unidades.
Envie seus desenhos 3D para replicar a experiência de produção em massa bem-sucedida de sobremoldagem por injeção de plástico para cabos de ferramentas elétricas, obtenha uma solução personalizada de sobremoldagem por injeção de plástico e ajude seus produtos a conquistarem participação de mercado.

Figura 4: Componentes desmontados do cabo de uma ferramenta elétrica, mostrando uma estrutura verde e uma empunhadura preta moldada por sobremoldagem, evidenciando a técnica de sobremoldagem.
Perguntas frequentes
Q1: Quais são as principais causas de delaminação em peças sobremoldadas?
As principais causas são contaminação da superfície do substrato, incompatibilidade do ponto de fusão e pré-aquecimento insuficiente. A limpeza completa do substrato, o controle da diferença de temperatura do ponto de fusão e o pré-aquecimento do substrato a 80-100 °C são necessários para evitar a delaminação da interface.
Q2: Qual o tratamento de superfície necessário para a sobremoldagem de TPE em PC/ABS?
A limpeza ultrassônica ou por plasma é necessária para controlar a rugosidade da superfície do substrato para Ra 0,4-0,8 μm, o que pode melhorar a resistência ao descascamento em 30% e garantir uma adesão estável.
Q3: Como escolher entre moldagem por injeção de duas cores e moldagem por injeção com encapsulamento?
Escolha de acordo com o volume de produção anual. Para mais de 50.000 peças, opte pela moldagem por injeção em duas cores (menor custo por peça); para menos de 10.000 peças, escolha a moldagem por injeção com revestimento (menor investimento em moldes), adaptando-se às diferentes necessidades de produção.
Q4: Quais são as limitações dos moldes de sobremoldagem para protótipos?
Os moldes de sobremoldagem para protótipos são, em sua maioria, de alumínio, com vida útil curta, produzindo apenas 500 a 1000 peças. O desvio na resistência ao descascamento em relação aos moldes de aço é ≤10%, sendo adequados apenas para verificação do processo.
Q5: Qual é a espessura mínima da camada de sobremoldagem?
A espessura mínima da camada de sobremoldagem é de 0,5 mm. A moldagem por injeção de alta velocidade é necessária para garantir um preenchimento uniforme. Recomenda-se uma espessura de 1,0 mm ou mais para assegurar o efeito de preenchimento e a resistência da adesão.
Q6: Qual material de sobremoldagem deve ser selecionado para ambientes de alta temperatura (120°C)?
Materiais de sobremoldagem de silicone ou TPV são adequados para ambientes de alta temperatura (120 °C). Como materiais de substrato, utilize PPS ou PEI, pois sua temperatura de deflexão térmica (HDT) deve ser superior a 150 °C para evitar qualquer desprendimento e deformação.
Q7: Qual é o período de garantia dos seus moldes de sobremoldagem?
Os moldes de aço têm garantia de 500.000 ciclos ou 2 anos, enquanto os moldes de alumínio têm garantia de 500 ciclos. Durante o período de garantia, se o desgaste da vedação for superior a 0,02 mm, faremos o reparo gratuitamente.
Q8: Qual é o ciclo de entrega da JS Precision?
A entrega dos moldes para protótipos ocorre em 7 a 10 dias, os moldes para produção em massa em 25 a 30 dias, e um primeiro lote de peças sobremoldadas pode ser preparado em apenas 3 dias, atendendo aos requisitos de verificação rápida e produção em massa.
Resumo
A sobremoldagem por injeção de plástico é uma combinação de compatibilidade de materiais, moldes de precisão e controle de processo.
Um fator importante para tornar a tecnologia de sobremoldagem uma vantagem competitiva para seus produtos, evitando pontos problemáticos, reduzindo custos e acelerando a produção, é escolher um fornecedor com capacidades profissionais, vasta experiência e recursos completos de serviço de processo.
A JS Precision coloca os interesses do cliente em primeiro lugar. Além da análise DFM e da verificação de protótipos de moldes de alumínio, também oferece produção em massa em duas cores. Possui uma taxa de conformidade de resistência ao descascamento de 99,5% e detém dupla certificação ISO 13485 e IATF 16949.
Basta enviar seus desenhos 3D (formato STEP ou IGES) e você receberá gratuitamente um relatório de análise DFM e um orçamento personalizado. A consultoria em projetos de sobremoldagem também inclui uma ficha técnica gratuita para comparação da adesão de materiais.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. A JS Precision Services não oferece quaisquer garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações aqui contidas. Não se deve presumir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede JS Precision. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS Precision
A JS Precision é uma empresa líder no setor , focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Precision significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

