高精度の急速射出成形メーカーが必要ですか? Fill out the consultation form to get a free quote and a one-stop service solution, seamlessly connecting prototyping to mass production.
Figure 4: A close-up of a yellow suction-cup robotic arm performing automated part removal in a high-precision industrial manufacturing environment.
よくある質問
Q: What is the standard turnaround time for rapid injection molding at JS Precision?
We have streamlined our work to be able to give you high quality T1 samples in 7-12 calendar days. Also, for simple parts, the lead time can be cut down to 5 days only which would be able to fulfill your bridge production needs.
Q: Is it possible for me to utilize production-grade resins such as PEEK or PPS in bridge production?
Absolutely, our injection molding service can handle not only more than 500 kinds of engineering-grade thermoplastics, but also high performance resins like PEEK and PPS to perfectly meet your material requirements for the volume production.
Q: How many pieces can an aluminum rapid mold typically produce?
Utilizing 7075 aluminum alloy, the molds can produce without quality loss around 5,000 to 10,000 normal resin parts. Hence, they are perfectly suitable for small batch bridge production in addition to providing excellent cost-effectiveness.
Q: Will JS Precision give me DFM feedback prior to placing rapid injection molding order?
We certainly will provide you with a free DFM report highlighting the critical features of your part such as draft angles and wall thickness. Also, we will share the complete report with you within 24 hours to further help you improve your design.
Q: What is the minimum order quantity (MOQ) for low-volume injection molding?
We essentially don't have a minimum order quantity. In fact, we can handle bridge production runs from around 100 to even above 10,000 parts and still maintain the flexibility to satisfy a wide spectrum of small batch requirements.
Q: How do you ensure the dimensional tolerance of bridge production parts?
Generally, the tolerance is 0.05 mm, however, for critical dimensions to achieve 0.02 mm, we use precision fine-tuning to guarantee that the parts are accurate enough to meet the specifications.
Q: Can the mold be amended after we receive the first T1 sample?
Sure, our rapid molds have flexible designs that can accommodate even minor changes such as reducing hole diameters or adding strengthening ribs, ultimately leading to less time and cost as well as greater flexibility for the project.
Q: How does the price of rapid injection molding stack up against traditional molding?
Due to the use of modular inserts and rapid machining technologies, our first mold expenses are 40% to 70% cheaper than traditional multi-cavity steel molds, which turns this into a very cost-effective option for small batch production.
概要
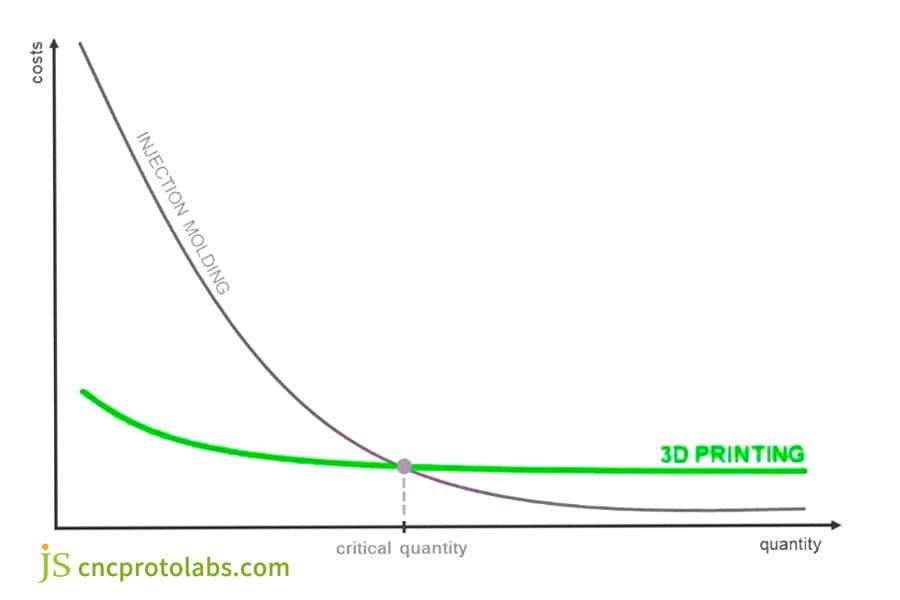
When producing a bridge, the decision to use rapid injection molding or 3D printing involves a thorough analysis of cost, material quality, and market timing. Rapid injection molding suits best for production runs of 500 units or more, enabling a seamless flow from prototype development to full-scale manufacturing.
If you want to find a cheap manufacturing option for your small batch project, don't be held back by mold cost or limited 3D printing materials.
Call JS Precision's senior engineering team, send us your 3D files (STEP/IGS/X_T format), and get a free, fast, and accurate rapid injection molding quotation along with a detailed DFM review.
Be it 100 functional test samples or 5,000 top quality market parts, JS Precision will offer you the lowest prices with highly skilled technical support.
免責事項
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified.当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 Choose JS Precision this means selection efficiency, quality and professionalism. To learn more, visit our website:www.cncprotolabs.com