

Das Kunststoffspritzgießen ist eine der leistungsstärksten Techniken beim Mehrkomponenten-Spritzgießen.
Dabei werden Elastomere auf starre Kunststoffe umspritzt, wodurch sich die Produkteigenschaften deutlich verbessern lassen. Produkte, die mit diesem Verfahren hergestellt werden, finden sich beispielsweise im Bereich Elektrowerkzeuge und medizinische Geräte.
Dennoch haben viele Anwender das Problem erlebt, dass sich die Umspritzschicht bereits nach 1000 Druckvorgängen ablöst, wodurch das gesamte Produkt unbrauchbar wird. Delamination, Materialüberlauf und Dichtungsbruch sind die Hauptprobleme, unter denen das traditionelle Sekundärspritzgießen leidet.
Die Wahl eines Unternehmens für Kunststoffspritzguss, das chemische Bindungen und präzise Steuerung gewährleisten kann, ist also entscheidend für die Lebensdauer und Markteinführungszeit des Produkts . Dies ist zweifellos eine der grundlegenden Anforderungen der Kunststoffspritzgussindustrie.
Zusammenfassung der Kernantwort
Problem | Lösung | Wichtige Daten |
|---|---|---|
Delamination beim Umspritzen | Chemische Bindung + mechanische Verzahnung | Schälfestigkeit ≥ 4 N/mm |
Substrat-Wärmeverformung | Substrat vorwärmen + Schmelzpunkt anpassen | Die Substrat-HDT muss mindestens 20 °C höher sein als die Schmelztemperatur beim Umspritzen. |
Überlaufbereich | Geschlossene Regelung des Einspritzdrucks | Toleranz ±0,02 mm |
Risiko der Prototypenverifizierung | Aluminiumform + Schälfestigkeitsprüfung | Lieferzeit für Prototypenteile: 5–7 Tage |
Wichtigste Erkenntnisse
- Die Lebensdauer umspritzter Teile hängt maßgeblich von der Materialverträglichkeit und der Werkzeuggenauigkeit ab. JS Precision bietet Kunden detaillierte Haftungsdatenberichte für PC/ABS+TPE als präzise Referenz.
- Im Prototypenstadium ist die Verwendung von Prototypen-Kunststoffspritzguss zur Überprüfung der Schälfestigkeit eine hervorragende Methode, um Delaminierungsprobleme in der Serienproduktionsphase zu vermeiden.
- Der Komplettservice von JS Precision (Formenbau + Spritzguss + Prüfung) könnte die Markteinführungszeit für Produkte um 30 % verkürzen und die Kosten für die Nachbearbeitung reduzieren, was zu einer verbesserten Wettbewerbsfähigkeit der Kunden auf dem Markt führt.
Warum sollten Sie sich für die Spritzguss-Dienstleistungen von JS Precision entscheiden?
Die Wahl eines zuverlässigen Anbieters für Kunststoffspritzguss-Umspritzung führt sowohl zur Lösung Ihrer Umspritzungsprobleme als auch zur erfolgreichen Realisierung einer Großserienproduktion.
Mit der Wahl von JS Precision erhalten Sie zuverlässige Dienstleistungen, die dank unserer professionellen Expertise, unserer langjährigen Branchenerfahrung und unserer anerkannten Branchenstandards auch höchsten Kundenansprüchen gerecht werden .
Unsere Dienstleistungen entsprechen den Standards der ISO 13485-Zertifizierung für medizinische Anwendungen und erfüllen somit in jedem Arbeitsschritt internationale Normen. Unser Team verfügt über mehr als zehn Jahre Erfahrung im Kunststoffspritzguss und löst Ihre Probleme mit Delamination und Überlauf beim Umspritzen.
Wir haben bereits Tausende branchenspezifischer Probleme für mehr als 500 Kunden in den Bereichen Medizintechnik, Elektrowerkzeuge und Automobil erfolgreich gelöst. Unsere Lösungen haben es den Kunden ermöglicht, die Produktionseffizienz und die Marktfähigkeit ihrer Produkte zu verbessern.
Ein Kunde im Bereich medizinischer Griffe hatte seit langem mit Ablösungen beim Umspritzen und übermäßig langen Lieferzyklen zu kämpfen, was zu Verzögerungen bei der Produkteinführung führte.
Unsere Kunden nutzten unsere Materialanpassungstechnologie zusammen mit unserem fortschrittlichen Werkzeugdesign und unserem Kunststoffspritzgießsystem, um den Markteintritt ihres Produkts zu erreichen . Von der DFM-Analyse bis zur Auslieferung der ersten Charge vergingen nur 6 Wochen.
Die Medizinbranche stellt strenge Anforderungen, die unsere entwickelte Schälfestigkeitslösung durch das Erreichen einer Festigkeit von 5 N/mm erfüllt.
Zu den Vorteilen, die Sie durch unsere Partnerschaft mit uns erhalten, gehören:
- Materialverträglichkeitsabgleich, der Kunden hilft, Produktfehler und Abfall zu reduzieren.
- Präzise Steuerung des Kunststoffspritzgusses, die die Produktionseffizienz steigert und gleichzeitig Produktfehler reduziert.
- Unser einheitliches Servicemodell optimiert das Lieferantenmanagement, indem es die Zusammenarbeit mit mehreren Lieferanten überflüssig macht. Dadurch werden die gesamten Produktionskosten effektiv gesenkt und der Nutzen maximiert .
Ob Prototypenprüfung oder Serienproduktion – wir bieten maßgeschneiderte Lösungen. Bei Herausforderungen im Bereich des Umspritzens kontaktieren Sie unsere Ingenieure für eine individuelle Lösung im Bereich Kunststoffspritzguss und eine kostenlose Machbarkeitsstudie für Ihr Projekt.
Welche Schlüsselfaktoren definieren qualitativ hochwertige Dienstleistungen im Bereich des Kunststoff-Spritzgießens?
Wenn Sie die wichtigsten Merkmale hochwertiger Spritzgussdienstleistungen kennen, finden Sie im Handumdrehen den richtigen Partner.
Hochwertige Beschichtungsverfahren basieren auf dem harmonischen Zusammenspiel von chemischer Haftung und mechanischer Verankerung. Eine Oberflächenrauheit des Substrats von Ra 0,8 µm begünstigt die Haftung , und das Komplettverfahren kann die Anzahl der Mehrkomponenten-Formgebungszyklen um 30 % reduzieren.
Wie chemische Haftung und mechanische Verriegelung zusammenwirken
Die Kombination aus chemischer Haftung und mechanischer Verriegelung verhindert grundsätzlich das Ablösen der Deckschicht: Die polaren Gruppen des TPE verbinden sich chemisch mit dem PC/ABS-Substrat und erreichen so eine Schälfestigkeit von 4-6 N/mm.
Durch die Gestaltung des Substrats mit 0,3-0,5 mm tiefen Schwalbenschwanznuten oder Durchgangslöchern kann die Schälfestigkeit um 50 % erhöht werden.
Im Prinzip ist das ähnlich wie beim Verleimen von Holz. Der Klebstoff muss selbst ausreichend stark sein (chemische Haftung), und die Holzoberflächen müssen gerillt sein, damit der Klebstoff in den Rillen haften kann (mechanische Verzahnung). Nur wenn die Verbindung so fest ist, löst sie sich nicht so leicht wieder.
Technische Umsetzung von Rutschfestigkeit, Abdichtung und Dämpfung
Durch präzise technische Regelungen können Sie verschiedene Branchen bedienen: Eine Shore-A-Härte von 40-60 (Reibungskoeffizient 0,6-0,8) bietet einen angenehmen Griff, ein Verformungsverhältnis von 15%-20% ermöglicht die IP67-Abdichtung eines Produkts, und der TPE-Verlustfaktor tan0,3 kann mehr als 50% der hochfrequenten Vibrationen absorbieren.
Wie durchgängige Fähigkeiten dazu beitragen, Produkte 30 % schneller auf den Markt zu bringen
Der integrierte Service von JS Precision – von der Werkzeugkonstruktion über die Materialauswahl und den Spritzguss bis hin zur Prüfung – ermöglicht die Beschaffung aus einer Hand und erspart die Verhandlung mit mehreren Lieferanten. Beispielsweise wurde ein Auftrag für ein medizinisches Handstück von der DFM-Prüfung bis zur ersten Auslieferung der Charge innerhalb von nur sechs Wochen abgeschlossen.
Laden Sie das Whitepaper zur Technologie des Kunststoffspritzgießens herunter, um sich schnell einen Überblick über die wichtigsten Punkte des hochhaftenden Spritzgießens zu verschaffen. Dies hilft Ihnen, Dienstleister effizient auszuwählen und Projektrisiken zu minimieren.

Abbildung 1: Eine schwarze Handyhülle, eine Schere und verschiedene kleine Werkzeuge sind auf einer türkisfarbenen Oberfläche angeordnet und veranschaulichen Produkte, die mit präzisen Kunststoffspritzgussverfahren hergestellt werden können.
Wie lässt sich eine nahtlose Materialkompatibilität beim Kunststoffspritzguss erreichen?
Die Materialverträglichkeit ist die Grundlage für ein funktionierendes Kunststoffspritzgussverfahren .
In den meisten Fällen ist das Ablösen der Schichten eine direkte Folge der Materialunverträglichkeit. Das Hauptproblem besteht daher im Unterschied des Schmelzpunkts und der Oberflächenenergie zwischen dem Substrat und dem Umspritzmaterial.
Die Wärmeformbeständigkeitstemperatur (HDT) des Substrats sollte mindestens 20 °C über der Schmelztemperatur des Umspritzmaterials liegen. Eine Vorwärmung bei 80–120 °C kann das Eindringen der Molekülketten fördern und die Schälfestigkeit erhöhen.
Häufig verwendete Materialkombinationen und ihre Hafteigenschaften
Unterschiedliche Materialkombinationen können sehr unterschiedliche Haftungseigenschaften aufweisen. Die folgende Datentabelle kann Ihnen bei der Auswahl der richtigen Kombination helfen:
Materialkombination | Schälfestigkeit (N/mm) | Oberflächenrauheit des Substrats (Ra/μm) | Substrat-Vorheiztemperatur (°C) | Anwendbare Szenarien |
|---|---|---|---|---|
PC/ABS + TPE (SEBS-basiert) | 5 | 0,4-0,8 | 80-90 | Griffe für Elektrowerkzeuge, Gehäuse für Haushaltsgeräte |
PA6 + TPU | 7 | 0,6-1,0 | 90-100 | Automobilteile, wasserdichte Dichtungen |
POM + Silikon | 3,5 | 1,0-1,5 | 100-110 | Präzisionszahnräder, verschleißfeste Teile |
PC + TPV | 4.8 | 0,5-0,9 | 85-95 | Medizinische Geräte, Elektronikgehäuse |
ABS + TPEE | 4.2 | 0,4-0,7 | 75-85 | Spielzeug und Artikel des täglichen Bedarfs |
Schmelzpunktanpassung und Substratverformungskontrolle
Die Wärmeformbeständigkeitstemperatur (HDT) des Substrats muss mindestens 20 °C über der Schmelztemperatur des Umspritzverfahrens liegen, da es sonst weich wird und sich verformt. Dieses Problem lässt sich durch die Zugabe von Glasfasern oder durch eine Reduzierung der Einspritztemperatur beim Umspritzen beheben.
Man kann es sich auch so vorstellen: Es ist, als würde man heißes Wasser auf einen Eiswürfel gießen. Der Eiswürfel (das Substrat) muss eine deutlich geringere Hitzebeständigkeit aufweisen als das heiße Wasser (die Schmelztemperatur beim Umspritzen) , damit er nicht schmilzt und sich verformt.
Entweder fügen wir dem Eiswürfel eine Schutzschicht (Glasfaser) hinzu oder wir reduzieren die Temperatur des heißen Wassers (senken die Einspritztemperatur).
Das Vorheizen des Substrats erleichtert die molekulare Ketten-Kreuzdiffusion
Durch Vorwärmen des Substrats auf 80 bis 100 °C wird die Molekülketten-Querdiffusion gefördert, was zu einer Schälfestigkeit von 4,5 N/mm und Kohäsionsrissen als Versagensmodus führt.
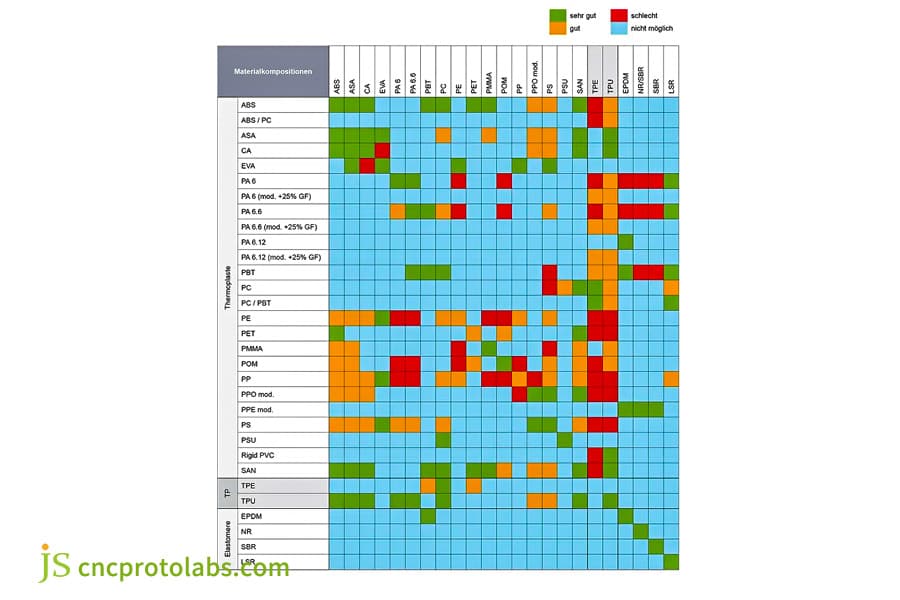
Abbildung 2: Eine farbcodierte Tabelle, die die Kompatibilität zwischen verschiedenen Thermoplasten und Elastomeren detailliert darstellt – eine wichtige Referenz für Mehrkomponenten-Spritzgießverfahren.
Warum ist Präzisions-Kunststoffspritzguss für Mehrkomponenten-Dichtungen so wichtig?
Teile, die umspritzt und abgedichtet werden müssen, müssen im Präzisions-Kunststoffspritzgussverfahren hergestellt werden. Selbst eine Toleranzabweichung von 0,02 mm im umspritzten Bereich kann zu Materialüberlauf, Dichtungsfehlern oder sogar Ausschuss führen.
Eine geschlossene Regelung des Einspritzdrucks (Schwankung 1 %) ist unerlässlich. Neben medizinischen Dichtungen, die die Schutzart IP68 und eine Leckrate von 0,01 cm³/min erfordern, ist präzises Spritzgießen unerlässlich.
Durch Toleranzabweichungen im Mikrometerbereich verursachte Defekte
Toleranzabweichungen im Mikrometerbereich können zu schwerwiegenden Defekten führen:
- Überlauf: Beträgt der Formspalt im umspritzten Bereich mehr als 0,03 mm, wird das Elastomer unter hohem Druck herausgepresst, wodurch sich 0,1-0,2 mm große Grate bilden. Dies verschlechtert die Dichtungsleistung und beeinträchtigt auch das Erscheinungsbild.
- Spalten in der Dichtungslinie: Wenn das Spaltmaß der Formtrennfläche <-0,02 mm beträgt (zu gering), kann das umspritzte Material den Spalt nicht ausfüllen, was zu Durchlöchern führt und die Dichtung vollständig versagt.
Um Defekte wie Überlaufen und Dichtungslücken zu vermeiden, muss der Abstand zwischen Form und Dichtfläche 0,005-0,015 mm betragen.
Konsistenzanforderungen des geschlossenen Regelsystems für den Einspritzdruck
Das System arbeitet mit höchster Präzision und passt den Einspritzdruck in Echtzeit an veränderte Bedingungen an. Selbst geringfügige Abweichungen, die von Servoventilen ausgeglichen werden, bleiben innerhalb eines halben Megapascal über oder unter dem Zielwert. Dadurch wird der Materialverlust deutlich reduziert – etwa vier von fünf Teilen werden vermieden.
Bei gleichbleibender Kraft wiederholen sich die Ergebnisse nahezu perfekt und weichen von Durchgang zu Durchgang um weniger als zwei Prozent ab. Diese hohe Konsistenz gewährleistet eine Genauigkeit der aufgetragenen Schichten von maximal zwanzig Mikrometern.
Vereinfacht gesagt, ist es wie das Aufblasen eines Ballons mit einer Spritze. Das geschlossene Regelsystem ist wie eine erfahrene Hand, die die Aufblaskraft präzise steuern kann.
Der Ballon platzt weder durch zu viel Druck (Überlaufen) noch durch zu geringen Druck (unzureichende Füllung). Die Aufblaskraft ist jedes Mal gleich, und der aufgeblasene Ballon hat immer exakt dieselbe Größe.
Anforderungen an die Dichtungsintegrität für medizinische Geräte und Präzisionselektronik
Die Anforderungen an die Abdichtung variieren je nach Branche. Die folgende Tabelle dient als Referenz:
Anwendungsgebiet | Dichtungsbewertung | Erforderliche Leckrate (cm³/min) | Prüfverfahren | Kontrollstandard |
|---|---|---|---|---|
Medizinische Geräte | IP68 | ≤0,01 | Lecksuche mittels Helium-Gaschromatographie | Nach 30 Minuten unter Wasser in 1 Meter Tiefe kein Leck. |
Präzisionselektronik | IP67 | ≤0,05 | Unterdruckprüfung | Hält dem Reflow-Löten bei 260 °C stand. |
IP65 | ≤0,1 | Hochdruck-Sprühprüfung | Kein Austreten von Flüssigkeit nach 1000 Vibrationen | |
Outdoor-Ausrüstung | IP66 | ≤0,08 | Sand- und Wasserbeständigkeitstest | Kein Ausfall im Temperaturbereich von -40 °C bis 85 °C |
Das Aufspüren kleinster Lecks wird möglich, wenn Helium-Gaschromatographen eine Empfindlichkeit von nahezu 10^-8 Pam/s erreichen. Denn diese Präzision erfasst selbst die kleinsten Entweichungswege.
Abbildung 3: Eine grüne Spritzgießmaschine im Betrieb, im Vordergrund sind frisch geformte weiße Plastikbecher zu sehen, die einen Produktionslauf veranschaulichen.
Kann die Herstellung von Prototypen im Kunststoffspritzgussverfahren die Haftfestigkeit frühzeitig überprüfen?
Der Prototyp des Kunststoffspritzgusses mit Aluminiumform (Lieferzeit 7 Tage) ermöglicht die Prüfung der Schälfestigkeit und der Schichtdicke vor der Massenproduktion, wodurch Verluste nach der Massenproduktion vermieden werden.
Mit Aluminiumformen lassen sich 200 bis 500 Prototypen herstellen, die Schälfestigkeit weicht im Vergleich zu Stahlformen um 10 % ab. Sie ermöglichen eine schnelle Anpassung der Haftungsprozesse und lassen sich durch austauschbare Einsätze hinsichtlich der Leistung in der Massenproduktion vorhersagen.
Prüfung der Schälfestigkeit im Prototypenstadium
Die Schälfestigkeit wird gemäß ASTM D903 geprüft; die Akzeptanzkriterien sind 4 N/mm² und Kohäsionsbruch. Die experimentellen Daten für Aluminiumformen weichen um 10 % von denen für Stahlformen ab, sodass die Leistung in der Serienproduktion präzise vorhergesagt werden kann.
Schnelle Validierung von Aluminiumformen
Der Preis für Aluminiumformen liegt bei ca. 3000–5000 US-Dollar (70 % günstiger als Stahlformen) , die Lieferzeit beträgt 7 Tage. Neben der Validierung des Griffdesigns kann die Dicke der Umspritzung (0,5–3,0 mm) angepasst werden.
Wie konstruiert man langlebige Spritzgusswerkzeuge für komplexe Umspritzteile?
Die Langlebigkeit des Produkts und seine Eignung für die Massenproduktion hängen von der Formgebung des Umspritzwerkzeugs ab. Spritzgießwerkzeuge erzielen qualitativ hochwertige Ergebnisse, wenn sie nach 500.000 Betriebszyklen einen Dichtungsverschleiß von ≤ 0,01 mm aufweisen.
Das Umspritzwerkzeug benötigt ein unabhängiges Angusskanalsystem, um Substraterosion zu verhindern. Die Temperaturdifferenz im Werkzeug muss durch einen speziell dafür ausgelegten Kühlkreislauf auf ≤10 °C gehalten werden.
Unterschiede bei den Angusskanälen zwischen einfarbigen Formen und Umspritzformen
Die einfarbige Form verwendet ein Hauptangusssystem, während die Umspritzform ein zweites Angusssystem benötigt. Der Anguss sollte schwache Stellen des Substrats vermeiden, und der Abstand zwischen Düse und Substrat sollte ≤ 2 mm betragen.
Differenzierte Kühlkreisläufe zur Verhinderung von Verformungen
Die Kühlkanäle für die Substratschicht (Dicke 1,5-2,5 mm) sind 8 mm breit, ragen 10 mm aus dem Hohlraum heraus und die Kühldauer beträgt 15 Sekunden.
Für die Umspritzschicht (Dicke 0,5-1,5 mm) werden 6 mm breite Kanäle verwendet, die sich 6 mm aus dem Formhohlraum erstrecken und eine Abkühlzeit von 8 Sekunden aufweisen. Dadurch wird die Temperaturdifferenz der Form auf maximal 10 °C begrenzt.
Einfluss des Formmaterials und der Oberflächenbehandlung auf die Lebensdauer
Im Umspritzbereich besteht der Hohlraum aus H13-Stahl (HRC 48-52), der die dreifache Verschleißfestigkeit von P20 bietet, während die Substratseite eine spiegelglatte Oberfläche aufweist, um ein Anhaften zu verhindern , und die Umspritzseite für eine bessere Haftung sandgestrahlt wird.
Im Bereich der Dichtungsstelle kommt es zu einem leichten Verschleiß der Formdichtung, der jedoch auch nach 500.000 Zyklen weniger als 0,01 mm beträgt, sodass die Schutzart IP67 weiterhin gewährleistet ist.
Welche Qualitätsstandards für Kunststoffspritzguss gewährleisten die Langlebigkeit von Bauteilen?
Die Langzeitstabilität umspritzter Teile hängt von der Einhaltung der Qualitätsstandards für das Kunststoffspritzgießen ab, und die Durchführung dieser Maßnahmen trägt dazu bei, verdeckte Fehler zu vermeiden.
Die Teile für die medizinische Umspritzung entsprechen der Norm ISO 13485, während die Automobilteile die Anforderungen der IATF 16949 erfüllen. Die Qualitätssicherung erfolgt durch Ultraschall- und zerstörende Prüfungen.
Abweichungen zwischen ISO 13485 (Medizin) und IATF 16949 (Automobil)
Während ISO 13485 die Aufzeichnung der Parameter jeder Charge, die Prüfung der Probenrückhaltung und die Biokompatibilität vorschreibt, fordert IATF 16949 einen CPk-Wert von 1,33 und verwendet X-bar R-Kontrollkarten, um die Stabilität der Massenproduktion zu gewährleisten.
JS Precision besitzt diese beiden Zertifizierungen, stellt außerdem Konformitätsberichte aus, ist in der Lage, die höchsten Qualitätsanforderungen der Branche zu erfüllen und garantiert die Chargenrückverfolgbarkeit für jedes Produkt.
Verwendung zerstörender und zerstörungsfreier Prüfverfahren
In verschiedenen Situationen können unterschiedliche Testverfahren angebracht sein, und eine sinnvolle Kombination dieser Methoden führt zu Kostenkontrolle:
- Zerstörende Prüfung: 180-Schältest ( ASTM D903 ), 2 Proben pro Charge, Kohäsionsbruch wird als akzeptabel angesehen, Überprüfung der Haftfestigkeit.
- Zerstörungsfreie Prüfung: Ultraschall-C-Scan zur Erkennung von Grenzflächenporen, Wärmebildgebung zur Erkennung von Haftungsfehlern, Identifizierung potenzieller Chargenprobleme ohne Beschädigung des Produkts.
Der Testprozess kostet 2 US-Dollar pro Probe bei der Ultraschallprüfung, was günstiger ist als zerstörende Prüfverfahren und für Standard-Chargenprüfungen geeignet ist.
Prozesssteuerung zur Beseitigung latenter Fehler
Die Rohmaterialfeuchtigkeit kann Fehler verdecken, wenn sich der Füllstoff ungleichmäßig verteilt. Bei TPE muss der Feuchtigkeitsgehalt unter 0,1 % liegen, da sonst latente Probleme auftreten. TGA-Tests vor dem Formgebungsprozess helfen, Probleme frühzeitig zu erkennen. Dieser Schritt verhindert somit kostspielige Fehler im weiteren Verlauf.
Jedes umspritzte Teil wird einem 1000-Stunden-Doppel-85-Test unterzogen, einschließlich der Anschlüsse. Eine Ablösung erfolgt offenbar nur, wenn die Schälfestigkeit um maximal 20 % abfällt. Die Ausfallgrenze ist somit klar definiert: keine höheren Werte, keine Ausnahmen.
Welche Kosteneinsparungsstrategien sollten Sie mit Ihrem Partner für Umspritzung besprechen?
Die Wahl des richtigen Spritzgießverfahrens und eines Komplettservices sind grundlegende Aspekte von Projekten im Bereich des Kunststoff-Spritzgießens, um Kosten zu sparen und die Produktivität zu maximieren.
Bei einer Jahresproduktion von über 50.000 Einheiten ist der Stückpreis beim Zweifarben-Spritzgießen 30 % niedriger als beim Einlege-Spritzgießen. Für Kleinserien (unter 10.000 Einheiten) ist das Einlege-Spritzgießen die kostengünstigere Option . Ein Komplettservice kann die Gesamtkosten um 15 % bis 20 % senken.
Kostenvergleichspunkt zwischen Zweifarben-Spritzgießen und Einlege-Spritzgießen
Das jährliche Produktionsvolumen bestimmt die Wahl des Spritzgussverfahrens:
Das Zweifarben-Spritzgießverfahren eignet sich für die Massenproduktion (mit einer Zykluszeit von 30 Sekunden), während das Einlege-Spritzgießen die bessere Wahl für Kleinserien darstellt (da es weniger Werkzeuginvestitionen erfordert).
Bei einer Jahresproduktion von über 50.000 Einheiten ist der Break-Even-Punkt hinsichtlich der Kosten das Zweifarben-Spritzgießen; bei weniger als 10.000 Einheiten empfiehlt sich das Umspritzen. So vermeiden Sie unnötige Investitionen in Formen.
Wie ein Komplettservice die Logistik- und Nachbearbeitungskosten senkt
Dezentrale Beschaffung kann zu einem Anstieg der Gesamtkosten um bis zu 30 % führen. Die umfassende Komplettlösung von JS Precision deckt die gesamte Lieferkette ab und reduziert so sowohl Transport- als auch Nachprüfungskosten, wodurch in einem bestimmten Projekt für Automobilknöpfe eine Einsparung von 24 % erzielt wird .
Für das Projekt „Automobilknopf“ beliefen sich die Gesamtkosten aus einer Hand auf 85.000 US-Dollar, was 24 % günstiger ist als bei dezentraler Beschaffung, und der Lieferzyklus war 30 % schneller.
Die Wahl des Spritzgießverfahrens richtet sich nach dem jährlichen Produktionsvolumen: Zweifarben-Spritzgießen ist effizient für die Massenproduktion (Zykluszeit 30 Sekunden), während das Einlegeverfahren am besten für die Kleinserienproduktion geeignet ist (geringere Werkzeuginvestition).
Die DFM-Analyse hilft, neue Entwürfe zu vermeiden, die Nacharbeiten erfordern. Dieser Analysebericht bewertet die Machbarkeit von Umspritzung, Materialien und die Zusammenarbeit mit den Produktdesignern. Die Kostenschätzung enthält drei geeignete Vorschläge.
Reichen Sie Ihre 3D-Zeichnungen ein, um eine kostenlose DFM-Analyse und Kostenberechnung zu erhalten. So erschließen Sie sich eine maßgeschneiderte Lösung zur Kostenreduzierung beim Kunststoffspritzgießen und maximieren die Kostenkontrolle Ihres Projekts.
JS Precision Fallstudie: Massenproduktion von 100.000 Stück mit Klebstoff umwickelten Griffen für Elektrowerkzeuge
Anhand eines realen Serienproduktionsprojekts zeigen wir Ihnen, wie JS Precision die Herausforderungen der Kundenkapselung löst, Kunden zu einer effizienten Serienproduktion verhilft, Kosten senkt und die Effizienz steigert. Konkret geht es um ein Serienproduktionsprojekt für Griffe von Elektrowerkzeugen mit einer Stückzahl von 100.000.
Herausforderungen
Der ursprüngliche Lieferant des Kunden bot eine PC+TPE (Shore A 60)-Umspritzlösung an , die mehrere Probleme aufwies: Die Umspritzschicht begann sich nach 1000 Greifvorgängen abzulösen, und die Schälfestigkeit betrug nur 2 N/mm (der Standard liegt bei 4 N/mm).
Der IP67-Dichtheitstest ergab eine Leckagerate von 0,5 cm³/min und erfüllte somit nicht die Norm. Die Umspritztemperatur von 210 °C führte lokal zu einer Verformung von 0,3 mm im PC/ABS-Substrat (HDT 110 °C), was wiederum die Montage beeinträchtigte.
Lösung
Nachdem JS Precision das Projekt übernommen hatte, ermittelten wir zunächst durch eingehende Untersuchungen die Hauptprobleme des Kunden. Anschließend entwickelten wir, unter Berücksichtigung der wichtigsten Aspekte der Kunststoff-Spritzgießtechnologie, die passende Lösung.
1. Wir haben eine neue Formkonstruktion erstellt, bei der eine 0,4 mm tiefe Schwalbenschwanznut in die Oberfläche des Substrats eingebracht wurde, um eine mechanische Verzahnung herzustellen.
Darüber hinaus gelang es uns, die Oberflächenrauheit des Substrats bei Ra 0,6 m zu halten, um eine bessere chemische Haftung zu erzielen. Dadurch wurde die Schälfestigkeit auf zwei verschiedene Arten verbessert.
2. Wir ersetzten das ursprüngliche Umspritzmaterial durch Kraiburg TC6GPZ TPE, dessen Härte auf Shore A 50 modifiziert wurde. Die Schmelztemperatur dieses Materials beträgt 190 °C und unterscheidet sich damit um bis zu 80 °C von der Wärmeformbeständigkeitstemperatur (HDT) (110 °C) des Substrats PC/ABS. Dadurch wird eine Wärmeverformung des Substrats wirksam verhindert.
3. Wir verwendeten eine Spritzgießmaschine mit geschlossenem Regelkreis, bei der die Einspritzdruckschwankungen auf 0,3 MPa begrenzt wurden. Darüber hinaus wurde der Formspalt im Bereich des Umspritzens auf 0,01 mm eingestellt, um auch geringste Überläufe vollständig zu vermeiden.
4. Wir haben den Ultraschallreinigungsschritt in den Substratbearbeitungsprozess integriert. Die Behandlung erfolgte mit einer Frequenz von 40 kHz und einer Dauer von 3 Minuten. Dadurch wurden Trennmittel und Ölflecken sehr effizient von der Substratoberfläche entfernt. Die Haftung wurde somit weiter verbessert.
Endergebnisse
Nach der Optimierung erzielten wir hervorragende Ergebnisse:
- Die durchschnittliche Schälfestigkeit betrug 6,5 N/mm, und der Bruchmodus war Kohäsionsriss.
- Darüber hinaus betrug die Leckrate im IP67-Test 0,003 cm³/min, und das Produkt überstand 1000 Temperaturzyklen.
- Die Lebensdauer der Form betrug 500.000 Zyklen, während der Massenproduktion von 100.000 Stück traten keine Fälle von Delamination auf .
- Die Kosten pro Einheit lagen 18 % niedriger als beim ursprünglichen Lieferanten. Diese Lösung wurde vom Kunden bereits in vier Produktlinien mit einem jährlichen Absatz von 400.000 Einheiten eingesetzt.
Reichen Sie Ihre 3D-Zeichnungen ein, um die erfolgreiche Massenproduktionserfahrung des Kunststoff-Spritzgießverfahrens für Griffe von Elektrowerkzeugen nachzubilden, eine maßgeschneiderte Lösung für das Kunststoff-Spritzgießverfahren zu erhalten und Ihren Produkten zu helfen, Marktanteile zu gewinnen.

Abbildung 4: Die zerlegten Komponenten eines Elektrowerkzeuggriffs, die einen grünen Strukturrahmen und einen schwarzen umspritzten Griff zeigen, wodurch die Umspritztechnik hervorgehoben wird.
Häufig gestellte Fragen
Frage 1: Was sind die Hauptursachen für Delaminationen bei umspritzten Teilen?
Die Hauptursachen sind Verunreinigungen der Substratoberfläche, unterschiedliche Schmelzpunkte und unzureichendes Vorheizen. Eine gründliche Reinigung des Substrats, die Kontrolle der Schmelzpunktdifferenz und das Vorheizen des Substrats auf 80–100 °C sind notwendig, um ein Ablösen der Grenzfläche zu vermeiden.
Frage 2: Welche Oberflächenbehandlung ist für das TPE-Umspritzen von PC/ABS erforderlich?
Zur Kontrolle der Oberflächenrauheit des Substrats auf Ra 0,4-0,8 μm ist eine Ultraschall- oder Plasmareinigung erforderlich, wodurch die Schälfestigkeit um 30 % verbessert und eine stabile Haftung gewährleistet werden kann.
Frage 3: Wie wählt man zwischen Zweifarben-Spritzgießen und Einbettungs-Spritzgießen?
Wählen Sie das Verfahren entsprechend Ihrem jährlichen Produktionsvolumen. Bei mehr als 50.000 Stück empfiehlt sich das Zweifarben-Spritzgießen (geringere Stückkosten), bei weniger als 10.000 Stück das Einbett-Spritzgießen (geringere Werkzeuginvestitionen). Passen Sie das Verfahren so an Ihre individuellen Produktionsanforderungen an.
Frage 4: Was sind die Einschränkungen von Prototypen-Umspritzformen?
Prototypen-Umspritzformen bestehen meist aus Aluminium und haben eine kurze Lebensdauer; sie können nur 500–1000 Stück herstellen. Die Schälfestigkeit weicht im Vergleich zu Stahlformen um ≤10 % ab und eignet sich daher nur zur Prozessverifizierung.
Frage 5: Was ist die Mindestdicke der Umspritzschicht?
Die Mindestdicke der Umspritzschicht beträgt 0,5 mm. Um eine gleichmäßige Füllung zu gewährleisten, ist Hochgeschwindigkeitsspritzgießen erforderlich. Für optimale Füllwirkung und Haftfestigkeit wird eine Schichtdicke von mindestens 1,0 mm empfohlen.
Frage 6: Welches Umspritzmaterial sollte für Hochtemperaturumgebungen (120 °C) ausgewählt werden?
Silikon- oder TPV-Umspritzmaterialien eignen sich für Hochtemperaturumgebungen (120 °C). Als Substratmaterialien sollten PPS oder PEI verwendet werden, da deren Wärmeformbeständigkeitstemperatur (HDT) über 150 °C liegen sollte, um Ablösung und Verformung zu vermeiden.
F7: Wie lange ist die Garantiezeit für Ihre Umspritzformen?
Stahlformen haben eine Garantie von 500.000 Zyklen oder 2 Jahren, Aluminiumformen eine Garantie von 500 Zyklen. Innerhalb der Garantiezeit reparieren wir Dichtungen kostenlos, wenn der Verschleiß mehr als 0,02 mm beträgt.
Frage 8: Wie sieht der Lieferzyklus von JS Precision aus?
Die Lieferung von Prototypenformen erfolgt innerhalb von 7-10 Tagen, von Serienproduktionsformen innerhalb von 25-30 Tagen. Eine erste Charge umspritzter Teile kann in nur 3 Tagen hergestellt werden, wodurch die Anforderungen an eine schnelle Überprüfung und Massenproduktion erfüllt werden.
Zusammenfassung
Das Umspritzen von Kunststoffen ist eine Kombination aus Materialverträglichkeit, Präzisionsformen und Prozesskontrolle.
Ein wichtiger Faktor, um die Umspritztechnologie zu einem Wettbewerbsvorteil für Ihre Produkte zu machen, Probleme zu vermeiden, Kosten zu senken und die Produktion zu beschleunigen, ist die Wahl eines Lieferanten mit professionellen Fähigkeiten, umfangreicher Erfahrung und umfassenden Prozessserviceleistungen.
JS Precision stellt die Kundeninteressen in den Mittelpunkt. Neben DFM-Analysen und der Verifizierung von Aluminiumformenprototypen bietet das Unternehmen auch die Zweifarben-Serienfertigung an. Es weist eine Schälfestigkeitskonformität von 99,5 % auf und ist nach ISO 13485 und IATF 16949 doppelt zertifiziert.
Senden Sie uns einfach Ihre 3D-Zeichnungen (STEP- oder IGES-Format) und Sie erhalten einen kostenlosen DFM-Analysebericht sowie ein individuelles Angebot. Die Beratung zu Umspritzprojekten beinhaltet außerdem ein kostenloses Datenblatt zum Vergleich der Materialhaftungsprüfung.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS Precision Services übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das JS Precision Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitungsqualität bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS Precision Team
JS Precision ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unser Schwerpunkt liegt auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Mit JS Precision entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Ressource

